
ͭ������ɲ�����ϵ��ս��¶����ս�ѹ��
�ܡ��裬ʢ�鳬��ҦƼ��
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ��Ҫ�����÷�ĩұ��ķ����Ʊ�һ������ͭ����ĩұ��ɲ�����ϣ��о��ս�ѹ�����ս��¶ȶԲ�������֯�����ܻ���Ӱ���Լ��ɴ�����IJ���Ħ��ĥ�����ܺ���Ϊ�ĸı䡣������������ս�ѹ����0.5 MPa���ӵ�1.5 MPaʱ�����ϵĿ�϶���������٣����ϵ�Ħ���������Լ�С��ĥ�����ܵõ��������ƣ����ս�ѹ����1.5 MPa��ߵ�2.5 MPaʱ�����ϵĿ�϶�Ƚ�һ�����ͣ���������С������ĥ������������ߣ����ս�ѹ���ﵽ2.5 MPa�Ժ�������ս�ѹ���Բ��ϵ����ܻ��̶��Լ�Ħ��ĥ������Ӱ�첻���ս��¶���900 �����ߵ�930 ��ʱ�������ܶ��������ӣ����ϵ�ĥ�����ܵõ��������ƣ����ս��¶���930 ��������1 000 ��ʱ���������ܻ��̶Ƚ�һ�����ӣ������ϵ�ĥ�����ܱ仯����
�ؼ��ʣ�
Ħ����������ĩұ�����ս�ѹ�����ս��¶���
��ͼ����ţ�TB332 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)02-0206-07
Sintering pressures and temperatures of Cu-based
aircraft brake materials
XIONG Xiang, SHENG Hong-chao, YAO Ping-ping
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The effects of sintering pressure and temperature on microstructures and tribological characteristics of Cu-based aircraft brake materials were investigated. The composites were fabricated by powder metallurgy route and then evaluated using a ring-on-ring friction tester. The resultant mechanisms were discussed by observation and the analysis of microstructures and properties of Cu-based brake materials with various sintering pressures and temperatures. The results show that, at a given sintering temperature, the porosity, wear loss and friction coefficient of composites decrease remarkably as the sintering pressure increases from 0.5 MPa to 1.5 MPa. When the sintering pressure increases from 1.5 MPa to 2.5 MPa��the porosity and wear loss decrease slightly. The increase of sintering pressure hardly has effect on microstructures and tribological characteristics after the sintering pressure reaches 2.5 MPa. Under a given sintering pressure, the sintered density and tribological characteristics improve remarkably as sintering temperature increases from 900 �� to 930 ��. When the sintering temperature increases from 930 �� to 1 000 ��, the density increases furtherly, but the tribological characteristics changes slightly.
Key words: friction materials; powder metallurgy; sintering pressure; sintering temperature
��ĩұ��ɲ���������Խ�������Ͻ�Ϊ���壬ͨ������Ħ����Ԫ������Ԫ���÷�ĩұ���Ƴɵĸ��ϲ��ϡ����ݻ���IJ�ͬ,ͨ��������ɲ�����Ϸ�Ϊͭ���������Լ���ͭ��3�����͡��������������ͭ�����϶��ԣ�ͭ���������ھ������õĵ��Ⱥ���ĥ�����ԣ��õ��˹㷺Ӧ��[1-4]��
�ڹ�ȥ�ļ�ʮ����о����Ƕ�ͭ������ɲ�����ϵ��սṤ�ս��й������о������ǣ����ź��չ�ҵ�ķ��ٷ�չ���ɻ��������������Ӻ�ɲ���ٶȵ�Ѹ��������ʹ���ƶ�ʱ�Ķ���ת�������ߡ�����������£����ϵ������ϵ���Ʊ����շ����˺ܴ�仯�����ս��¶�Ϊ�������ڵ�ͭ�����������ڵ��۵������Ԫ�����ϸߣ��ս��¶�һ�����800 ��[2]����������Ϊ�˻�������ĸ���Ħ�����ܣ��ձ���õ�ͭ�������е��۵���Ԫ��ռ�������Խ��ͣ�����ǽ�����Ԫ�Լ����۵������Ԫ��ռ������ߣ��ս��¶�һ����900 �����ϡ�Ȼ����Ŀǰ���ڹ�������ͭ������ɲ�������Ʊ����յ�ϵͳ�о���δ���������ڴˣ���������ͨ����֯�۲�ͷ������о��ս��¶���ѹ����ͭ������ɲ���������ܻ����ɵ�Ӱ���Լ��ɴ�����IJ������ܵı仯��
1 ʵ����
�����ַ�ĩ����1�еı�����Ͼ��Ⱥ��ڸ�ģ��ѹ�Ƴ����飬Ȼ��������������ʽ��ѹ�ս�¯�н��м�ѹ�սᣬ�ս�ѹ��Ϊ0.5~4.5 MPa���ս��¶�Ϊ900~1 000 �棬ʱ��Ϊ3 h��������Ϊ�����������ս���ɺ���Ʒ��¯ˮ����100 �����³�¯��
��1 ͭ��Ħ�����ϻ�ѧ�ɷ�
Table 1 Chemical composition of Cu-based friction material (mass fraction, %)
���ݹ���GB 5163��1985�����á���ˮ�����������ϵ��ܶȦ��Լ����ڿ�϶�Ȧ�open�����ϵ������ܶ�(��0)����ʽ(1)���㣬�ܿ�϶��(��)��ʽ(2)���㣬�տ�϶�Ȧ�close��ʽ(1)~(3)�ó���
ʽ�У���0Ϊ���ϵ������ܶȣ�kg/m3����i(i=1, 2, 3, ��)Ϊ�����и���ֵ��ܶȣ�kg/m3��wi(i=1, 2, 3, ��)�����и���ֵ�����������%��
![]()
��Ϊ���ϵ��ܿ�϶�ȣ���0Ϊ���ϵ������ܶȣ�kg/m3����Ϊ����ʵ���ܶȣ�kg/m3��
![]()
���ϵ�����֯�۲���KYKY-2800��ɨ����������Լ����������Ͻ��С�Ħ��ĥ��������MM-1000��Ħ��������Ͻ��У������ӹ���Ϊ�⾶Ϊ75 mm���ھ�Ϊ53 mm��Բ������ż����Ϊ30CrSiMoVA�Ͻ�ṹ�֣�Ӳ��ΪHRC41����ȡģ���ƶ�ʵ�鷽�����ƶ�ѹ��Ϊ0.8 MPa��ת������Ϊ2.5 kg?cm?s2����ʼת��Ϊ6 500 r/min��ÿ����Ʒ����10���ƶ����ԣ����������Ʋ���10��Ħ�����Ի���3����ͬλ�õĺ�ȣ�����ǰ���Ȳ�ֵ��ȡƽ��ֵ�õ��Ի���ĥ������ͨ����̬����ɲ�������е�ɲ������M������f=M/PR (ʽ��fΪĦ��������pΪ�غɣ�RΪ�����뾶)�����������Ħ������f��ȡ��5��ʵ������ƽ��ֵΪ����Ʒ��Ħ��������
2 ��������
2.1 �Բ�������֯��Ӱ��
ͼ1��ʾΪ1 000 ��ʱ��ͬ�ս�ѹ�����������Ʊ����ϵ�����֯����ͼ1�ɿ��������ս�ѹ��Ϊ0.5 MPaʱ�������п�������ڽ����ԵĽ��棬˵�����ս�ѹ���������ս��в���ȫ�������л������Ž϶�Ŀ�϶ȱ�ݡ����������ڴ��ս�ѹ�������£������ڲ����ϵļ���Ӧ�����ڲ��ϵ��������ޣ����ܻ����̽���ͨ����ɢ�����С����ս�ѹ��Ϊ1.5 MPaʱ��������Ľ��������ʧ����϶ȱ���������١��������������ս�ѹ�������ӣ������ڲ����ϵļ���Ӧ���������ϵ��������ޣ����Ϸ��������������£����ս�ѹ��������2.5 MPa����ɻ����ͭ��������һ�壬�۲첻�������߽磻���ս�ѹ���ﵽ2.5 MPa���������ս�ѹ���Բ�������֯��Ӱ�첻��˵��2.5 MP���ս�ѹ�����Ա�֤�ս���̵���ȫ���У���һ������ս�ѹ���Բ��ϵ����ܻ���Ӱ�첻��
ͼ2��ʾΪ3.5 MPa��������900��930��1 000 ���ս��ֱѹ��ѹ������������������֯��ͼ3��ʾΪ���������ۿ�����SEMͼ��ͼ2�ɿ��������ս��¶�Ϊ900 ��ʱ�����ۿ������н϶��ɫ��״��(ͼ2(a))��ɨ��羵��һ����ʾ���õ�״��Ϊ��϶(ͼ3(a))����ͼ2���ɷ��֣�����֮ͭ��Ľ�Ͻ����ɣ������ϻ�����������϶����900 ��ʱ����ȣ����ս��¶�930 ��ʱ�����ۿ����ϵĿ�϶����������(��ͼ2(b)��3(b))��ͬʱ�������֮ͭ��Ŀ�϶������ʧ�����ǿ���������ӣ����ս��¶���ߵ�1 000 �棬���ϵ�����֯�仯��������
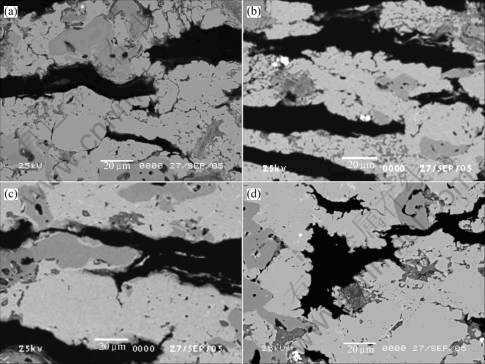
(a) 0.5 MPa; (b) 1.5 MPa; (c) 2.5MPa; (d) 4.5MPa
ͼ1 ��ͬ�ս�ѹ���²��ϵ�����֯
Fig.1 Microstructures of sintered compacts under different sintering pressures

(a) 900 ��; (b) 930 ��; (c) 1 000 ��
ͼ2 ��ͬ�ս��¶��²��ϵ�����֯
Fig.2 Microstructures of sintered compacts under different sintering temperatures
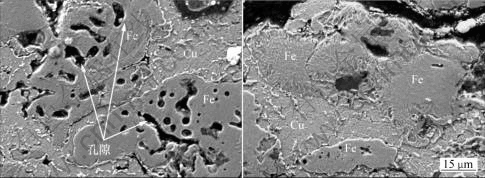
(a) 900 ��; (b) 930 ��
ͼ3 ���������ۿ�����SEMͼ��
Fig.3 SEM images of Fe particles in sintered compacts
ͭ��Ħ����������֯���¶ȵı仯�벻ͬ�¶��¸���Ԫ���ս���Ϊ������ء����������[5]����912 ��ʱ����������-Fe���-Fe��ת�䣬ʹ��Cu��Fe�е��ܽ����1%�������ӵ�Լ8%����ˣ������ս��¶���ߣ�Cu-Fe��Ļ�ѧ����ɢϵ�����ӡ�����ɢ�����µĿ�λ��λ�����ٽ����ս��������ɢ���Ľ��У����ս����ܻ��������������������еĿ�϶����Ч�����ı���ԭ���ս��¶������1 000 ��ʱ�����ϵ�����֯�����Ա仯���������ڲ����и���Ԫ���ս������ޱ����Ա仯��
2.2 �Բ����ս����ܻ���Ӱ��
ͼ4��ʾΪ1 000 ��ʱ��ͬ�ս�ѹ�������²��Ͽ�϶�ȵı仯���ߡ���ͼ4��֪���ս�ѹ����0.5 MPa����2.5 MPaʱ�����Ͽ�϶���������٣����ս�ѹ���ﵽ2.5 MPa���ս�ѹ���Բ������ܻ��̶ȵ�Ӱ�첻������ͼ1�й۲쵽�������������˵��2.5 MPa���ս�ѹ�����Ա�֤�ս���̵���ȫ���У���һ������ս�ѹ���Բ��ϵ����ܻ���Ӱ�첻���ԡ�
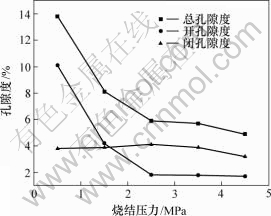
ͼ4 �ս�ѹ�����϶�ȵı仯����
Fig.4 Change curves of sintering pressures with porosities of sintered compacts
���⣬��ͼ4���ɿ����������ս�ѹ���ı仯�����ϵ��ܿ�϶�ȺͿ���϶�ȳ������ƵĽ������ƣ����տ�϶�ı仯�����ԡ��ɴ˿ɼ��������ܿ�϶�ȵı仯��Ҫ���ɿ���϶�ȵĸı����𣬱տ�϶�Ĺ��ײ����������ڿ���϶�����ս�ѹ�������������ס����ݡ���������ս�ѹ��Ӱ��ϴտ�϶���������л����ٵ��������ʣ��ս�ʱ��Щ���ʲ�������ѹ���û��谭��϶������[6]��������տ�϶���ս�ѹ����Ӱ���С��
ͼ5��ʾΪ��ͬ�ս��¶������£�ͭ��Ħ�������ܿ�϶�ȡ����ڿ�϶�ȼ��տڿ�϶�ȵı仯���ߡ���ͼ5�ɿ�������϶�ȵı仯�ɻ���Ϊ2���Σ��ڢ��(900~930 ��)�͵ڢ��(930~1 000 ��)���ڵڢ�Σ����ս��¶ȵ����ߣ����ϵ��ܿ�϶�ȼ��տڿ�϶�������½��������ڿ�϶�ȱ仯���ɼ������бտڿ�϶�ļ����Ǹýβ������ܻ�����Ҫԭ���ۺ�ͼ2��3�ķ���������ɽ�һ��ȷ���ýβ����ܶȵ������������п�϶�Ĵ�����ʧ���£��ڵڢ�Σ��������ܿ�϶�ȡ��տڿ�϶�ȺͿ��ڿ�϶�Ⱦ����½����ƣ��ɼ��ýαտڿ�϶�뿪�ڿ�϶��ͬ�Բ��ϵ����ܻ������á��������������ս��¶ȵ���ߣ��ս�����������ԭ������ɢϵ���ͻ���ɢϵ�����ӣ��ٽ����ս�Ľ��У���������ڲ��ϵ����ܻ���ͬʱ�����ڲ����д��ڵ��۵���Ԫ(��Sn��)���ڽϸߵ��¶������¿��ܻᷢ�����ڣ�ʹ�ս����г�������Һ�࣬������ս����еIJ��ֿ�϶����Ҳ��һ���̶��������˿�϶���ٽ����ս�Ľ��С�
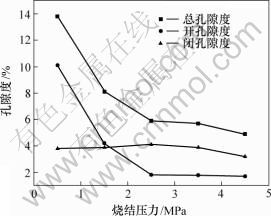
ͼ5 ��϶�����ս��¶ȵı仯����
Fig.5 Charge curves of porosities of sintered compact with different sintering temperatures
2.3 �Բ���Ħ��ĥ�����ܵ�Ӱ��
ͼ6��ʾΪ���ϵ�Ħ��������ĥ�������ս�ѹ���仯�����ߡ���ͼ6�ɿ��������ս�ѹ����0.5 MPa���ӵ�1.5 MPaʱ�����ϵ�Ħ����������ĥ�����ֱ��½�14%��28%�������ϴ��ս�ѹ����1.5 MPa���ӵ�2.5 MPa�����ϵ�Ħ����������ĥ�������������ͣ���������С�����ֱ�Ϊ4%��8%�����ս�ѹ���ﵽ2.5 MPa�Ժ�һ������ս�ѹ�������ϵ�Ħ����������ĥ�����ı仯��С��
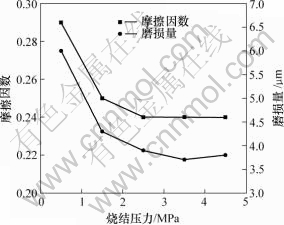
ͼ6 �ս�ѹ���Բ���Ħ��ĥ�����ܵ�Ӱ��
Fig. 6 Effect of sintering pressures on friction andwear properties
ͼ7��ʾΪ�ս��¶ȶ�ͭ��Ħ������Ħ��������Ӱ�����ߡ���ͼ7��֪�������ս��¶ȵ����ߣ�Ħ�������仯���ɼ�����Ԫ���������£�һ����Χ�ڿ�϶�ȵı仯��ͭ��Ħ�����ϵ�Ħ������Ӱ�첻ʮ�����ԡ�
�ս��¶�Ϊ 900 ��ʱ������ĥ��ʮ�����أ����ս��¶�������930 ��ʱ�����ϵ�ĥ���������ͣ���������ս��¶���1 000 �棬���ϵ�ĥ�����ܱ仯����
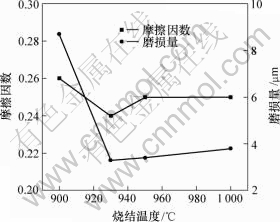
ͼ7 �ս��¶ȶԲ���Ħ��ĥ�����ܵ�Ӱ��
Fig.7 Effect of sintering temperature on friction and wear properties
2.4 Ħ������ķ���
ͼ8��ʾΪ�ڲ�ͬ�ս�ѹ�����������Ʋ��ϵ�Ħ�����������ò�����Կ��������ս�ѹ��Ϊ2.5 MPa��ȣ��ս�ѹ��Ϊ0.5 MPaʱ��Ħ��������ֽϴ������ճ����������˵����Ħ�������У�Ħ���������ż�䷢���˾��ҵ�ճ��ĥ����������ڸ�ѹ�����µ���Ʒ���нϸߵ�Ħ��������ĥ��������Ҫԭ���ս�ѹ��Ϊ2.5 MPaʱ������Ħ��������ֻ�����ǵ���������Ħ����������������ڸ�ѹ�����µ���Ʒ�������õ���ĥ��(��ͼ6)��
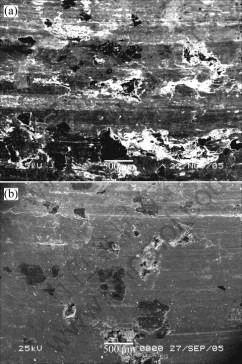
(a) 0.5 MPa; (b) 2.5 MPa
ͼ8 ��ͬ�ս�ѹ���²���Ħ��������ò
Fig.8 Micrographs of worn surface under different sintering pressures
ͼ9��ʾΪ��ͬ�ս�ѹ��������Ħ����������ò�����к�ɫ��״��Ϊ����Ԫ-Ƭ״ʯī�����Կ��������ս�ѹ��Ϊ0.5 MPaʱ����Ħ������һ�����봦��ʯī��Ħ���������ƽ�зֲ�����������Ħ�������������٣�����Ħ�������ϼ����۲첻��Ħ��Ĥ�Ĵ���(ͼ9(a))�����ս�ѹ��Ϊ2.5 MPaʱ��Ħ�������µ�ʯī����������Ħ�������������ͬʱ���ɷ��֣�Ħ�����汻һ����������ʵ��Ħ��Ĥ����(ͼ9(b))��
����������Ħ��ĥ�����ۣ���Ħ�������У�Ħ�������ʯī�ɾ���Ħ������һ�����봦�ı��β��м���[7-8]�������ýϵ͵��ս�ѹ��ʱ(0.5 MPa)�����ڲ����в����Ž϶�Ŀ��ڿ�϶������ƣ��ĥ�����ۣ����Ƶ�Ƭ״ʯī����ƽ����Ħ����ķ�����������Щ���ڿ�϶���졢���㣬���յ����ڴα������ʯī�ķֲ�ۼ�����(ͼ9(a))���ֲ�ۼ�ʹʯī��Ħ���α���ƽ����չ��������Լ�����Ħ�����棬�Ӷ����Ħ����������[9]����Ҳ���ڸ��ս�ѹ�������£�����Ħ�������ϸߵ���Ҫԭ��������Ħ������������������Ħ������Ķ���Ӧ����ǿ��Ħ�������Ħ��Ĥ��δ��ȫ�γɾ��Ѱ��䣬��ˣ�����Ħ�������γ��ȶ���Ħ��Ĥ������ȱ��Ħ��Ĥ������������������ͬ��ż����ֱ�ӽӴ�������ճ��ĥ����ɴ�ͼ4�п�����
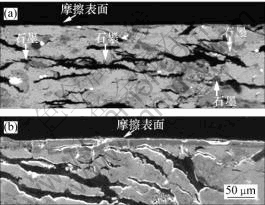
ͼ9 ��ͬ�ս�ѹ���²���Ħ������������ò
Fig. 9 Micrographs of cross-section of worn surfaceunder different sintering pressures
����ڵ��ս�ѹ�������ս�ѹ��Ϊ2.5 MPaʱ�������еĿ�϶���������٣�����Ч����ֹ��ʯī��ƽ����չ�����û�г��ֲַ�ۼ�����ʯī��������������ʯī�����Ժ�����Ħ�������γ���һ�����ǿ�Ƚϵ͵�ճ���㣬ʹ�ýӴ���������������õ�����[10]���Ӷ�������Ħ��Ĥ���γɡ���Ħ�������γɵ�Ħ��Ĥ����˽����������ż��ֱ�ӽӴ���������ճ��ĥ��ķ������Լ�СĦ����ĥ��������
ͼ10��ʾΪ��ͬ�ս��¶�������Ħ����������ò��ͼ�м�ͷ��ָΪ���ϱ��渲�ǵ�Ħ��Ĥ����ͼ10�пɿ��������ս��¶�Ϊ900 ��ʱ��Ħ�����渲�ǵ�Ħ��Ĥ�Ϻ�(Լ40 ?m)�����ս��¶����ߵ�950 ��ʱ(ͼ10(b))����Ʒ����Ħ��Ĥ�ϱ�(Լ10~20 ?m)������������ǿ���ϵ���ĥ�ԡ���ͼ10(c)���ɿ������ڽϸ��ս��¶�������(1 000 ��)��Ħ���������Ħ��Ĥ�ص������������ھɵ�Ħ��Ĥ��δ�ƻ����µ�Ħ��Ĥ�����γ�[11]��˵���ϱ���Ħ��Ĥ�������䣬���и��õ���ĥ�ԡ��ڲ�ͬ�ս��¶������£�������ĥ���ܵIJ�������ϵ�����֯���ر������۵�����֯�仯������ء�
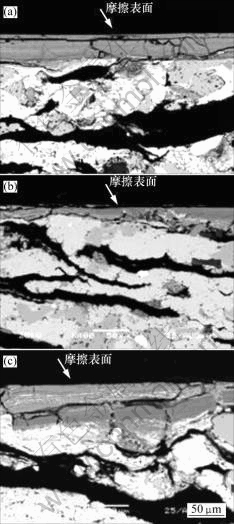
(a) 900 ��; (b) 930 ��; (c) 1 000 ��
ͼ10 ��ͬ�ս��¶�������Ħ������������ò
Fig.10 Microstructures of smooth sections of compacts under different sintering temperatures
���۾�������ΪĦ�������ӵ�ͭ����ĩұ��Ħ�������У�����֮�⣬����Fe������ǿ�Ⱥ�Ӳ�ȶ��Ȼ�������ĸߣ���ˣ����ȷֲ��ڻ����е�Fe�����ܹ�����ǿ��������[12]�����ս��¶�Ϊ900 ��ʱ���������ۿ����д��ڴ����Ŀ�϶ȱ�ݣ�ͬʱ������ͭ����Ľ�ϱȽ�����(��ͼ3~4)����Ħ�������У�������Ħ������������������ʯī˺�ѣ��γɳߴ�ϴ�Ŀ�״���䣬���������������������Ħ�����ϣ�����߲��ϵ���ĥ��ʮ�ֲ���������Ŀ���һ���ִ�Ħ��ϵͳ�������γ�ĥм����һ����������ڶ�ż��Ħ����֮�䣬����Ħ��Ĥ���γɡ����ڿ�������ϴ������϶࣬��������γɽϺ��Ħ��Ĥ(ͼ10(a))�����ս��¶�Ϊ930 ��ʱ�����ۿ����еĿ�϶ȱ���������٣���������ͭ����Ľ����Խ���(ͼ4)����Ħ�������У����Ͻ������ż���ϴ������������䣬���Ǵ�ʱ����ĥ���������͵���Ҫԭ�������γɵ��������������࣬�ߴ粻�������Ħ�������������γɵ�Ħ��Ĥ��Խϱ�(ͼ10(b)~(c))�����ϵ�ĥ���С���ƶ�Ҳ�Ƚ��ȶ���
���⣬���ϱ����Ħ��Ĥֱ�����ż�Ӵ���������ǿ�ҵ�Ħ�������ȳ�����ã������������£�Ħ��Ĥ�����ײ������ƽ������䣬������Ħ��Ĥ��ȵ����ӣ��������Ƹ���ͻ��[7]���ս��¶�Ϊ900 ��ʱ�IJ��ϵ�Ħ��Ĥ���Ϊ930 ��ʱĦ��Ĥ��ȵ�2~4������Ħ�������ȳ�������������ײ������ƶ����䣬��Ҳ�ǵ��ս��¶�Ϊ900 ��ʱ������ĥ�����ص�ԭ��֮һ��
3 �� ��
a. �ս�ѹ����0.5 MPa��ߵ�1.5 MPaʱ�����ϵ����ܻ��̶��������ӣ����ϵ�Ħ��������ĥ�������Լ�С����������ս�ѹ����2.5 MPaʱ�����ϵ����ܻ��̶��������ӣ���������С���ս�ѹ���ﵽ2.5 MPa�Ժ��ϵ�Ħ��ĥ���������������ȶ�����������ս�ѹ���Բ��ϵ����ܻ���ĥ�����̶ܳ�Ӱ�첻��
b. ���ս��¶�Ϊ900 ��ʱ�����ϵ�ĥ�����ܴ��ս��¶���900 �����ߵ�930 ��ʱ�����������ۿ����Ŀ�϶ȱ�����Լ��٣�ĥ�����ܵõ��������ƣ���������ս��¶���1 000 ��ʱ����������֯��ĥ�����仯�����ԣ�����ʵ�鿼���¶ȷ�Χ�ڣ��ս��¶ȶԲ���Ħ��������Ӱ�첻��
�����:
[1] Miller R A. Thermal barrier coating for aircraft engines: history and directions [J]. Thermal Spray Tech, 1997,6(1): 35-42.
[2] Fidoljinge �� M. �ִ�Ħ������[M]. ��������. ����: ұ��ҵ������, 1983.
Fidoljinge �� M. Modern friction materials[M]. XU Run-ze, translates. Beijing: Metallurgical Industry Press, 1983.
[3] Locker K D. Friction materials: An overview[J]. Powder Metallurgy, 1992, 35(4): 253-255.
[4] ������. �ս����Ħ������[J]. ��е���̲��ϣ�1995, 19(1): 18-21.
YANG Yong-lian. Sintered metal friction materials[J]. Materials for Mechanical Engineering, 2000, 31(1): 98-99.
[5] �˽���. ���Ͽ�ѧ����[M]. ����: �廪��ѧ������, 2004.
PAN Jin-sheng. Base of materials science[M]. Beijing: Tsinghua University Press, 2004.
[6] ������. ��ĩ�ս�����[M]. ������ұ��ҵ�����磬1998.
GUO Shi-ju. Sintering theory of powder metallurgy[M]. Beijing: Metallurgical Industry Press, 1998.
[7] ��ʫ��, �� ƽ. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 2002.
WEN Shi-zhu, HUANG-ping, The principle of tribology[M]. Beijing: Tsinghua University Press, 2002.
[8] Moustafa S F, Ael-badry S, Sanad A M, et al. Friction and wear of copper-graphite��s make with Cu-coated and uncoated graphite powders[J]. Wear, 2002, 253: 699-710.
[9] �¡���, ҦƼ��, ʢ�鳬, ��. ̼��ͭ����ĩұ��Ħ���������ܵ�Ӱ��[J]. �ȼӹ�����, 2006, 35(4): 13-16.
CHEN Jun, YAO Ping-ping, SHENG Hong-chao, et al. Effect of carbon on property of copper-based powder metallugy friction material[J]. Hotworking Technology, 2006, 35(4): 13-16.
[10] ���������ܡ��裬ҦƼ������. ʯī��SiO2��ͭ��Ħ�����ϻ����е�Ħ����Ϊ�о�[J]. �ǽ�����, 2003, 26(6): 51-53.
LI Shi-peng, XIONG Xiang, YAO Ping-ping, et al. Friction and wear behavior of graphite and SiO2 in the matrix of Cu-based friction materials[J]. Non-metallic Mines, 2003, 26(6): 51-53.
[11] ѦȺ��������֮. �մ�Ħ��ѧ���մɲ��ϵ���[J]. Ħ��ѧ����1996, 16(2): 65-70.
XUE Qun-ji, LIU Hui-zhi. The tribology of ceramic ��: The lubrication of ceramic[J]. Tribology, 1996, 16(2): 65-70.
[12] �� ��, �Ž���, ����ɭ, ��. ��������ͭ-����Ħ���������ܵ�Ӱ��[J]. Ħ��ѧѧ��, 1999, 19(3): 204-208.
FAN Yi, ZHANG Jin-sheng, WANG Ling-sen, et al. Effect of iron concentration on friction and wear characteristics of Cu-Fe based P/M friction materials[J]. Tribology, 1999, 19(3): 204-208.
�ո����ڣ�2006-09-04
������Ŀ����������ʿ�����������Ŀ(20050533039)
����飺�� ��(1963-)���У���ʿ�����ڣ����·�ĩұ��Ħ�����Ϻ�̿/̿���ϲ��ϵ��о�
ͨѶ���ߣ��� �裬�У���ʿ�����ڣ�E-mail: xiongx@mail.csu.edu.cn
[2] Fidoljinge �� M. �ִ�Ħ������[M]. ��������. ����: ұ��ҵ������, 1983.
[3] Locker K D. Friction materials: An overview[J]. Powder Metallurgy, 1992, 35(4): 253-255.
[4] ������. �ս����Ħ������[J]. ��е���̲��ϣ�1995, 19(1): 18-21.
[5] �˽���. ���Ͽ�ѧ����[M]. ����: �廪��ѧ������, 2004.
[6] ������. ��ĩ�ս�����[M]. ������ұ��ҵ�����磬1998.
[7] ��ʫ��, �� ƽ. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 2002.
[9] �¡���, ҦƼ��, ʢ�鳬, ��. ̼��ͭ����ĩұ��Ħ���������ܵ�Ӱ��[J]. �ȼӹ�����, 2006, 35(4): 13-16.
[10] ���������ܡ��裬ҦƼ������. ʯī��SiO2��ͭ��Ħ�����ϻ����е�Ħ����Ϊ�о�[J]. �ǽ�����, 2003, 26(6): 51-53.
[11] ѦȺ��������֮. �մ�Ħ��ѧ���մɲ��ϵ���[J]. Ħ��ѧ����1996, 16(2): 65-70.
[12] �� ��, �Ž���, ����ɭ, ��. ��������ͭ-����Ħ���������ܵ�Ӱ��[J]. Ħ��ѧѧ��, 1999, 19(3): 204-208.
