
J. Cent. South Univ. (2012) 19: 2081-2085
DOI: 10.1007/s11771-012-1248-2![]()
Underwater friction stir welding of ultrafine grained 2017 aluminum alloy
WANG Kuai-she(������), WU Jia-lei(�����), WANG Wen(����),
ZHOU Long-hai(������), LIN Zhao-xia(����ϼ), KONG Liang(����)
School of Metallurgical Engineering, Xi��an University of Architecture and Technology, Xi��an 710055, China
? Central South University Press and Springer-Verlag Berlin Heidelberg 2012
Abstract:
2017 aluminum alloy plates with an ultrafine grained (UFG) structure were produced by equal channel angular processing (ECAP) and then were joined by underwater friction stir welding (underwater FSW). X-ray diffractometer (XRD), transmission electron microscope (TEM), scanning electron microscope (SEM) and microhardness tester were adopted to investigate the microstructural and mechanical characteristics of the FSW joint. The results indicate that an ultrafine grained microstructure with the mean grain size of ~0.7 ��m is obtained in the weld nugget by using water cooling. However, The FSW joint exhibits softening compared with the ultrafine grained based material and the heat affected zone (HAZ) has the lowest hardness owing to the coarsening of the strengthening precipitates.
Key words:
1 Introduction
Ultrafine grained (UFG) materials (mean grain size ��1 ��m) have some excellent physical and mechanical properties such as high strength, good toughness and superplasticity due to their unusual structure [1-2]. UFG materials have been processed by severe plastic deformation (SPD) techniques, such as torsion straining, accumulative roll bonding (ARB), multiple forging, and equal channel angular pressing (ECAP). Among all the SPD techniques, ECAP is especially attractive because it can introduce intense strains into samples without changing the cross section area, thus large bulk materials with ultrafine grains can be produced by repeated deformation [3]. In many industrial applications, the joining of UFG materials is indispensable for building large constructions, which makes a challenge to retain the fine microstructures and properties of UFG materials.
Friction stir welding (FSW), developed by THOMAS et al in 1991 [4], is a new solid state joining process in which the materials to be welded do not melt and recast. Compared with conventional fusion welding techniques, FSW can produce high quality welds with lower residual stresses, fewer defects and better mechanical properties [5-8]. Although there are few reports published, FSW is found to be an attractive joining method for UFG aluminum alloys considering the significantly lower heat input than fusion welding process [9-13]. However, it is noticed that thermal cycles generated by the friction between the rotational tool and the workpieces will inevitably lead to a temperature rise in the joint, which may result in the coarsening of UFG materials during FSW. Therefore, the weld heat input control seems to be very important for the welding performances. Previous investigations have shown that the welding performances could be improved by employing external liquid cooling during FSW. BENAVIDE et al [14] used liquid nitrogen cooling to decrease the starting temperature of 2024 Al plates to be welded from 30 �� to -30 ��, resulting in the grain size decrease in the central weld zone from 10 ��m to 0.8 ��m. HOFMANN et al [15] reported that solid stirred zones in 6061 Al with fine grain sizes even less than 0.2 ��m could be made by using submerged friction stir processing (SFSP) performed under water. CLARK [16] studied the underwater friction stir welding of 304L stainless steel, and the results revealed that the joints had better mechanical properties and were less susceptible to corrosion than the arc welding counterparts. Recently, LIU et al [17-18] studied the underwater friction stir welding of 2219 aluminum alloy. The results showed that underwater FSW is available for the strength improvement of normal FSW joint and the welding parameters have effect on the joint performance.
In the present work, 2017 Al alloy plates with an UFG structure were prepared by ECAP, and then were friction stir welded under water. The microstructural and mechanical characteristics of the underwater FSW joint were investigated.
2 Experimental
The starting material was hot-rolled commercial 2017 Al alloy with the chemical composition given in Table 1. The average initial grain size was measured to be ~100 ��m and the microhardness was approximately HV 81. The hot-rolled plates were treated at 350 �� for 1 h and dry quenched to room temperature. Samples with dimensions of 14.5 mm �� 14.5 mm �� 80 mm for ECAP were cut from the plates. The ECAP was performed up to four passes at room temperature using the solid die which had an intersection angle of 90�� between the two channels and an outer curvature of 20��. Between consecutive passes, ECAP pressed samples were treated at 200 �� for 30 min and rotate by 90�� in the same directions using route Bc [19].
Table 1 Chemical composition of 2017 aluminum alloy (mass fraction, %)
![]()
The ECAP pressed specimens were cut into samples with dimensions of 3 mm �� 14.5 mm �� 80 mm for the welding process. Underwater FSW was conducted on a retrofitted X5032 vertical milling machine. Non-consumable tool made of high speed steel was used to fabricate the joints. The straight cylindrical pin was 3.6 mm in diameter and 2.8 mm long and the tool shoulder was 12 mm in diameter. As shown in Fig. 1, the specimens were fixed to the bottom sheet in a rectangular tank which was secured on the milling table, and then circulating tap water was injected in the tank to immerse the top surface of the specimens. The rotating tool moved along the weld line, the employed rotational rate of the tool was 950 r/min and the travel speed was 60 mm/min.
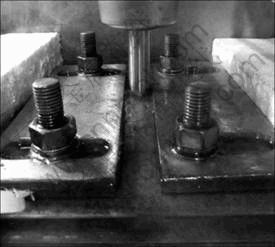
Fig. 1 Underwater FSW process of ECAP pressed 2017 Al alloy plates
After welding process, metallographic samples were cross-sectioned perpendicular to the welding direction, mechanically polished and then etched with Keller��s reagent (190 mL water, 5 mL nitric acid, 2 mL hydrofluoric acid and 3 mL hydrochloric acid), and analyzed by optical stereoscope (Nikon SMZ100) and scanning electron microscope (SEM, S-3400N) equipped with energy dispersive spectrum (EDS) analysis system. Transmission electron microscope (TEM) samples were extracted from the starting material, the as-pressed plates and the FSW joint at mid-thickness. Thin foils for TEM investigation were ground to a thickness of ~50 ��m and twin-jet electropolished using a solution of 30% nitric acid-methanol at -30 ��. TEM observations were carried out on a JEM-200CX instrument operating at 200 kV. Measurements of the grain size were made directly from the TEM images using the linear intercept method. The phase structure of the ECAP pressed material and the weld nugget zone were identified by the X-ray diffraction (XRD) method on a Rigaku D/max2400 instrument using with Cu K�� radiation. Microhardness profile of the FSW joint was measured on the centerline of the cross-section perpendicular to the welding direction, using a 401 MVD microhardness tester with a load of 2 N for 10 s.
3 Result and discussion
3.1 Microstructure
Figure 2 shows the cross-sectional macrograph of the ECAP pressed 2017 Al alloy joint. No obvious defects are formed during underwater FSW. The cross-section of the joint displays four distinct regions including nugget zone (NZ), thermo-mechanically affected zone (TMAZ), heat affected zone (HAZ) and base material (BM). Onion ring patterns are observed in the NZ which directly reflect the material flowing during FSW. The material deformation is more severe in the advancing side (AS) where the tool rotational and travel directions are additive, resulting in a clearly distinct boundary formed on the AS compared with the retreating side (RS).
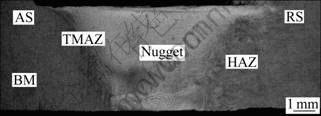
Fig. 2 Cross-sectional macrograph of FSW joint of ECAP pressed 2017 Al alloy
The starting 2017 Al alloy has coarse grains so that an integrated grain is difficult to be seen in the TEM micrograph (Fig. 3(a)). After four-pass ECAP, the original coarse grains are replaced by fine equiaxed grains with average grain size of ~0.4 ��m, and a high density of dislocations are found inside some grains (Fig. 3(b)). It is revealed that an UFG microstructure with a typical characteristic of non-equilibrium grain boundary is produced by repeated intense deformation during ECAP. After FSW, the NZ is composed of fine equiaxed grains with the mean grain size of ~0.7 ��m, and there are few dislocations inside the grains due to the dynamic recrystallization process. Many granular second phase particles are found to distribute randomly at grain boundaries and inside the grains. From the XRD patterns (Fig. 4), the UFG base material (BM) exhibits ��-Al solid solution in composite. But the strengthening ��(Al2Cu) phase is detected in the NZ of FSW joint.
UFG materials are usually characterized by low thermal stability at elevated temperature. While the thermal energy is introduced into the UFG aluminum alloy at high temperature during FSW (for example, the temperature at the back of the UFG 1050 Al joints can reach 370 �� [12]), reversion of the high defect grain structure and release of the distortional strain energy can take place automatically. Furthermore, the recrystallized microstructure undergoes residual heat effect after welding process, leading to grain growth coarsening easily. Hence, it is important to control the heat effect during the welding of UFG material. The instantaneous tool/sample surface condition and the heat input into the welded specimens immersed in water are comparable with those in air [14]. Therefore, FSW can generate enough frictional heat and plastic deformation for producing solid joints even though in water environment. When the rotating tool is plunged into the edges of the ECAP pressed 2017 Al alloy plates and travels along the weld line, the NZ is severely plastically deformed by mechanical stirring action of the tool. The combination of frictional heat and intense plastic deformation leads to a fine dynamically recrystallized microstructure in the nugget zone. And then the residual heat is absorbed by the flowing water and the stirred region behind the advancing tool is cooled more rapidly than that of the normal FSW joint obtained in air, leading to effective restrictions on the grain growth. In this work, the final size of the dynamically recrystallized grain size is sufficiently refined to the submicron level (~0.7 ��m), which indicates that UFG structure is retained in the NZ through underwater FSW.
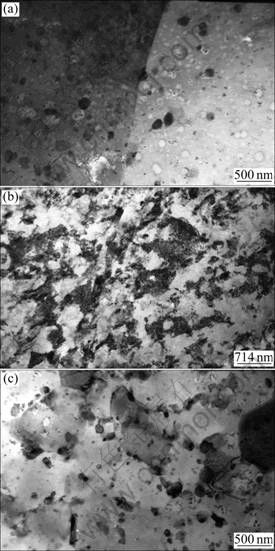
Fig. 3 TEM images of starting material (a), ECAP pressed 2017 Al alloy through four passes (b) and NZ of FSW joint of ECAP pressed 2017 Al alloy (c)
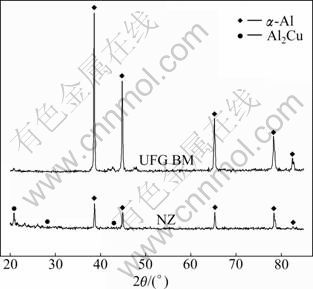
Fig. 4 XRD patterns of ECAP pressed 2017 Al alloy and NZ of FSW joint
3.2 Microhardness distribution
The hardness increases from about HV 81 of the starting material to about HV 113 of the ECAP pressed material. This can be explained by grain refining and strain hardening due to the accumulated deformation introduced into the material by ECAP passes. The hardness distribution along the cross section of the joint is shown in Fig. 5. It is revealed that a soft region is formed in the FSW joint compared with the UFG material. The hardness profile shows a ��W-shape�� that the hardness minimum is located in the HAZ and the hardness increases slightly in the NZ.
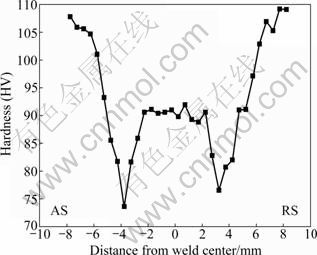
Fig. 5 Microhardness profile along cross-section of FSW joint of ECAP pressed 2017 Al alloy
The softening of the FSW joint can be attributed to two reasons. For one thing, the integral decrease in hardness is due to partial defect annihilation and internal stress relaxation of the UFG material by introducing frictional heat during FSW. For another, it is known that the hardness profile in the precipitation hardening aluminum alloys depends on the grain size and precipitate distribution, among which precipitate has major effect than others [20]. The ��W-shape�� hardness profile of the 2017 Al alloy joint is mainly related to the precipitate distributions which are strongly affected by the thermal history during welding process.
From the XRD patterns (Fig. 4), the initial state of the UFG material is ��-Al solid solution, indicating that the primary strengthening precipitates are Guinier- Preston (GP) zones which are coherent with the matrix. It should be pointed out that second phase particles also exist in the UFG based material, but the amount is too small to be detected by XRD analysis. The HAZ of the FSW joint undergoes a heat excursion but not any plastic deformation; therefore, the hardening precipitates grow coarsening with a diameter of 3-6 ��m (Fig. 6(b)). The EDS analysis reveals that the chemical composition of the coarse particles is consistent with that of the precipitate phase ��(Al2Cu) in the 2017 aluminum alloy (Fig. 7). The overaged strengthening precipitates induce the hardness fall in HAZ. The NZ undergoes the highest temperature and severely plastic deformation, resulting in the dissolution of the strengthening precipitates. The XRD pattern exhibits the precipitation of the ��(Al2Cu) phase particles from the solid solution matrix (Fig. 4). These small hardening precipitates are also observed by TEM and SEM analysis, respectively (Figs.3(c) and 6(c)). The hardness increase is due to the presence of very fine intermetallic compounds based on the Orowan��s hardening mechanism.
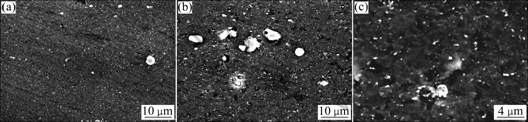
Fig. 6 SEM micrographs of BM (a), HAZ (b) and NZ (c) of FSW joint of ECAP pressed 2017 Al alloy
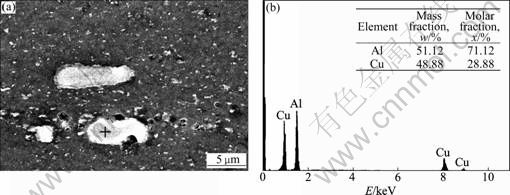
Fig. 7 SEM image (a) of coarse particles with EDS spectrum (b)
4 Conclusions
1) ECAP pressed 2017 Al alloy with average grain size of ~0.4 ��m is underwater friction stir welded at a rotational rate of 950 r/min and a travel speed of 60 mm/min. Sound joint without obvious defect is produced by underwater FSW.
2) UFG microstructure is retained in the FSW nugget by employing external water cooling, and the size of the recrystallized grain is ~0.7 ��m.
3) Compared with the UFG based material, the underwater FSW joint exhibits softening along the cross-section, and the HAZ has the lowest hardness value owing to the coarsening of the strengthening precipitates.
References
[1] VALIVE R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45(2): 103-189.
[2] ZHU Y T, LOWE T C, LANGDON T G. Performance and applications of nanostructured materials produced by severe plastic deformation [J]. Scripta Materialia, 2004, 51(8): 825-830.
[3] SEGAL V M, REZNIKOV V I, DROBYSHEVKIJ A E, KOPYLOV V I. Plastic metal working by simple shear [J]. Izvestiya AN SSSR: Metally, 1981(1): 115-123.
[4] THOMAS W M, NICHOLAS D E, NEEDHAM J C, MURCH M G, TEMPLESMITH P, DAWES C J. Friction stir butt welding: GB Patent Application. US Patent, 5460317 [P]. 1995.
[5] LEE W B, YEON Y M, JUNG S B. The improvement of mechanical properties of friction-stir-welded A356 Al alloy [J]. Materials Science and Engineering A, 2003, 355(1/2): 154-159.
[6] CABALLO MU?OZ A, R?CKERT G, HUNEAU B, SAUVAGE X, MARYA S. Comparison of TIG welded and friction stir welded Al-4.5Mg-0.26Sc alloy [J]. Journal of Materials Processing Technology, 2008, 197(1/3):337-343.
[7] BARCELLONA A, BUFFA G, FRATINI L, PALMERI D. On microstructural phenomena occurring in friction stir welding of aluminum alloys [J]. Journal of Materials Processing Technology, 2006, 177(1/2/3): 340�C343.
[8] UEMATSU Y, TOKAJI K, SHIBATA H, TOZAKI Y, OHMUNE T. Fatigue behaviour of friction stir welds without neither welding flash nor flaw in several aluminum alloys [J]. International Journal of Fatigue, 2009, 31(10): 1443-1453.
[9] SATO Y S, URATA M, KOKAWA H, IKEDA K, ENOMOTO M. Retention of fine grained microstructure of equal channel angular pressed aluminium alloy 1050 by friction stir welding [J]. Scripta Materialia, 2001, 45(1): 109-114.
[10] SATO Y S, URATA M, KOKAWA H, IKEDA K. Hall-Petch relationship in friction stir welds of equal channel angular-pressed aluminium alloys [J]. Material Science and Engineering A, 2003, 354(1/2): 298-305.
[11] SATO Y S, KURIHARA Y, PARK S H C, KOKAWA H, TSUJI N. Friction stir welding of ultra?ne grained Al alloy 1100 produced by accumulative roll-bonding [J]. Scripta Materialia, 2004, 50(1): 57�C 60.
[12] TOPIC I, H?PPEL H W, G?KEN M. Friction stir welding of accumulative roll-bonded commercial-purity aluminium AA1050 and aluminium alloy AA6016 [J]. Materials Science and Engineering A, 2009, 503(1/2): 163�C166.
[13] SUN Y, FUJII H, TAKADA Y, TSUJI N, NAKATA K, NOGI K. Effect of initial grain size on the joint properties of friction stir welded aluminum [J]. Materials Science and Engineering A, 2009, 527(1/2): 317�C321.
[14] BENAVIDES S, LI Y, MURR L E, BROWN D, MCCLURE J C. Low-temperature friction-stir welding of 2024 Aluminum [J]. Scripta Materialia, 1999, 41(8): 809-815.
[15] HOFMANN D C, VECCHIO K S. Submerged friction stir processing (SFSP): An improved method for creating ultra-fine- grained bulk materials [J]. Materials Science and Engineering A, 2005, 402(1/2): 234-241.
[16] CLARK T D. An analysis of microstructure and corrosion resistance in underwater friction stir welded 304L stainless steel [D]. Provo: Brigham Young University, 2005.
[17] LIU Hui-jie, ZHANG Hui-jie, HUANG Yong-xian, YU Lei. Mechanical properties of underwater friction stir welded 2219 aluminum alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(8): 1387-1391.
[18] LIU Hui-jie, ZHANG Hui-jie, YU Lei. Effect of welding speed on microstructures and mechanical properties of underwater friction stir welded 2219 aluminum alloy [J]. Materials and Design, 2011, 32(3): 1548-1553.
[19] FURUKAWA M, IWAHASHI Y, HORITA Z, NEMOTO M, LANGDON T G. The shearing characteristics associated with equal- channel angular pressing [J]. Materials Science and Engineering A, 1998, 257(2): 328-332.
[20] GENEVOIS C, DESCHAMPS A, DENQUIN A, DOISNEAU- COTTIGNIES B. Quantitative investigation of precipitation and mechanical behaviour for AA2024 friction stir welds [J]. Acta Materialia, 2005, 53(8): 2447�C2458.
(Edited by HE Yun-bin)
Foundation item: Projects(50774059, 51074119) supported by the National Natural Science Foundation of China
Received date: 2011-07-05; Accepted date: 2011-11-15
Corresponding author: WANG Kuai-she, Professor, PhD; Tel: +86-29-82205096; E-mail: wangkuaishe888@126.com
Abstract: 2017 aluminum alloy plates with an ultrafine grained (UFG) structure were produced by equal channel angular processing (ECAP) and then were joined by underwater friction stir welding (underwater FSW). X-ray diffractometer (XRD), transmission electron microscope (TEM), scanning electron microscope (SEM) and microhardness tester were adopted to investigate the microstructural and mechanical characteristics of the FSW joint. The results indicate that an ultrafine grained microstructure with the mean grain size of ~0.7 ��m is obtained in the weld nugget by using water cooling. However, The FSW joint exhibits softening compared with the ultrafine grained based material and the heat affected zone (HAZ) has the lowest hardness owing to the coarsening of the strengthening precipitates.
