
DOI��10.19476/j.ysxb.1004.0609.2018.04.06
�Ʊ������Է������̻�ͭ������ͭ���߸��ϲ��ϱ��������ͽ�����״̬��Ӱ��
�����1, 2���� ��1�����1, 2
(1. �����Ƽ���ѧ �²��ϼ����о�Ժ�������Ƚ��Ʊ������������ص�ʵ���ң����� 100083��
2. �����Ƽ���ѧ �ִ���ͨ����������ӹ���������ʵ���ң����� 100083)
ժ Ҫ��
ժ Ҫ�����ý����������Ϸ������̳��ι����Ʊ��⾶Ϊ8.5 mm��о��Ϊd 2.12 mm��7 mm���ߵĻ�ͭ������ͭ���߸��ϲ��ϣ��о��Ʊ������Ի�ͭ������ͭ���߸��ϲ��ϵı���������������������״̬�ͽ�����״̬��Ӱ�졣����������ϸߵĸ���ǻ��ͭ�����¶Ⱥͽϵ͵�ǣ���ٶȣ������ڷ�ֹ���ϲ��ϱ���ȱ�ݵIJ��������Ʊ������������ϵ͵ĸ���ǻ��ͭ�����¶Ⱥͽϸߵ�ǣ���ٶȣ������ڽ����Ͻ���ͭ��пԭ�ӵ���ɢ�ͽ��淴Ӧ���ʣ���Ч��Сͭ���߱�����ʴ�̶ȡ��ڸ���ǻ�л�ͭ��������ߵĽӴ�����3mm������ǻ��ͭ�����¶�1000~1020 �桢ǣ���ٶ�60~90 mm/min���ᾧ����ȴˮ����400 L/h�������£��Ʊ��������ñ���������ұ���Ͻ���Ļ�ͭ������ͭ���߸��ϲ��ϣ���ͭ�����������ʴ�98%���ϣ�����ǿ��Ϊ250~278 MPa���Ϻ��쳤��Ϊ39.1%~43.1%���絼��Ϊ53.1%~57.3% IACS��
�ؼ��ʣ�
��ͭ������ͭ���߸��ϲ���������������������������
���±�ţ�1004-0609(2018)-04-0693-12���� ��ͼ����ţ�TG244.3 ���� ���ױ�־�룺A
�����������ϼ��а������о�Ľ������������ܣ���ʯ�͡���������ͨ���䡢���������������������õ��㷺Ӧ�ã����к�����ͨѶ��������������µĽ���������Ҫ���и���ʴ����ǿ�Ⱥߵ����ʵ�ʹ�����ܵĽ������ϲ���[1-6]����ͭ������ͭ���߸��ϲ�����Ϊһ�������ϲ��ϣ�ͨ���ڴ�ͭ���ߵ���������һ���ͭ����ʹ���ϲ��ϼȾ��д�ͭ�����ĵ��絼�����ܣ��ּ��л�ͭ�ϸߵ�ǿ�Ⱥ���ʴ���ܣ��ں����¡������ù�ͨ���ߵȷ�����й�����Ӧ��ǰ����
���ڻ�ͭ������ͭ���߸��ϲ��ϼ��νṹ�ϸ��ӣ�Ŀǰ��δ�������Ʊ����յı������������̷���һ���Ʊ�˫�������ϲ�����Ч���ֶΣ�����Ч�ʸߡ��ܺĵ͡����̶̵��ص�[7-11]���������̷����ڹ���-Һ�ิ�Ϸ�����һ���������ڻ��ұ�������õĽ��棬��һ�����������о�߱���������̳��ε��ص���Ի����֯���ܡ�����ȱ���ٵİ������������������߸��ϲ��ϵĺ����ӹ����ܺ�ʹ������[12-14]����ˣ����о����÷������̷��Ʊ���ͭ������ͭ���߸��ϲ��ϡ�
�������̷��Ļ���ԭ����о�߾����澻��������Ԥ�ȵ�һ���¶Ⱥ���һ�����ٶȴ�ֱ����������������壬ʵ�����ֽ����������õ�ұ���ϡ���ͳ�������̷�����������̲�����ˮ��ᾧ������������ɵģ�����о����Ϊ��Դʹ�����������о�������(����)��ʼ���̶�ʵ�ֵ�(�ʳƷ�������)��о�������������ĸ����¶Ⱥͽ��淴Ӧ�����Ѷȴ�о�����ױ����������Һ������ʴ���۶ϣ�о�Ľ���Ԫ������ɢ�����������������������Ⱦ�����¸��ϲ��ϰ����㻯ѧ�ɷֺͺ�ȡ������������ͱ����������Կ��ƣ��������Ʊ������������������ϣ��ر��DZ��о����õ�о��Ϊͭ���ߣ���������ݽ���ļ��νṹ�ϸ��ӣ����ô�ͳ�������̷����Զ���������������Լ�����Σ��Ʊ�����ʹ��Ҫ��Ļ�ͭ������ͭ���߸��ϲ��ϡ�
Ϊ�ˣ����������ڴ�ͳ�������̷��Ļ�����ͨ������ˮ��ᾧ����������һ�����ͷ�������ʵ��װ�ã��Ϻõؽ�����Ͻ��淴Ӧ���Ƶ��Ѷȣ��Ʊ��˻�ͭ������ͭ���߸��ϲ��ϣ��ص��о��˸���ǻ�ڻ�ͭ�����¶Ⱥ�ǣ���ٶȶԸ��ϲ��ϱ������������������״̬�ͽ�����״̬��Ӱ�죬Ϊ�Ʊ���������ͭ������ͭ���߸��ϲ����ṩʵ�������
1 ʵ��
1.1 �������̹���ԭ����ʵ��װ��
���ݷ������̻���ԭ���ͻ�ͭ������ͭ���߸��ϲ��ϵļ��νṹ�ص㣬�����һ�����͵ķ�������ʵ��װ�ã��乤��ԭ���ͽṹʾ��ͼ��ͼ1��ʾ����װ�����ۻ�ϵͳ(1��2)����������ϵͳ(3��4��12)���¶ȼ��ϵͳ(11)�����屣��ϵͳ(6)��ǣ��ϵͳ(5)���ɡ��ۻ�ϵͳ�Ĺ����Dz��ø�Ӧ������(2)��ʯī����(1)���ۻ�ǻ(9)�еİ��������(10)�����ۻ�����������ϵͳ�ɸ���ǻ(12)��ʯī����(3)��ˮ��ᾧ��(4)���ɣ��ɿ��ư����������ˮ��ᾧ��(4)�е�ʯī����(3)�ڱں�о��(8)���湹�ɵ���ǻ�����̣�����ͨ������ʯī����(3)��о��(8)֮��ļ�϶���ȣ���ȷ���ư����������ȡ��¶ȼ��ϵͳ�Է������̹��̸���ǻ�еİ�������������¶Ƚ���ʵʱ��أ�����Ч���ư����������������̹��̺Ͱ����������о�ĵĸ��Ͻ��淴Ӧ��ǣ��ϵͳ�Ĺ���������о�����趨���ٶȴ�������ͨ��������������壬ʵ�ֻ�ͭ������ͭ���߸��ϲ��Ϸ��������������ϳ��Σ����屣��ϵͳ�Ĺ����ǶԸ��Ϲ����е�о�Ľ�����������������Է�ֹ��������������о��������
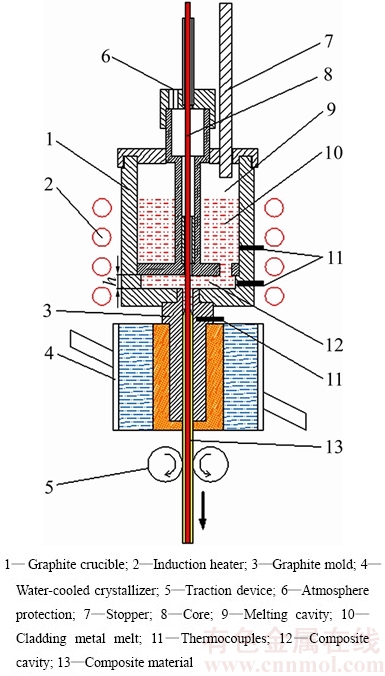
ͼ1 ��������ʵ��װ��ԭ���ͽṹʾ��ͼ
Fig. 1 Schematic diagram of inversion solidification
��������ʵ��������£����ȿ�����Ӧ������(2)�����ձ���װ��(6)��ʹ���������(10)���ۻ�ǻ(9)���ۻ������������������(10)�ﵽĿ���¶�ʱ����������(7)��ʹ�ۻ�ǻ(9)�еİ������������(10)���븴��ǻ(12)������ǣ������(5) ����о�ߴ�������ͨ��������������壻ʵ��ʱ����ͨ����������ǻ(12)�а�������������¶ȡ�ˮ��ᾧ��(4)��ȴˮ������ǣ���ٶȵȣ����ư�����������̹�Һ�����λ�ô��ڸ���ǻ(12)��ˮ��ᾧ��(4)֮���ʯī����(3)�ڣ��Ӷ�ʵ�ֻ�ͭ������ͭ���߸��ϲ��Ϸ��������������ϳ��Ρ�
�÷������̹��յ���Ҫ�ص����£�
1) ����ǻ�еİ��������������ˮ��ᾧ����о�ĵĹ�ͬ��ȴ�����¿������̣����������������о�ĵĽӴ�ʱ����ҿɿأ������ڿ��ư��������������о�ĵ�ԭ����ɢ���Ͻ��淴Ӧ����߽�����������
2) ��Ƶİ���������ۻ���������ϵͳ�У��ۻ������븴��װ��ֱ�����ӣ������а�������������еļ�����������ϸ�����������������ڱ�������ྻ�İ������������������ۻ�ǻ�����븴��ǻ�������У��Ӷ���֤�������а������������Ľྻ�ȣ���������߸��ϲ��ϰ����������������
3) ���͵��ϰ벿���븴��ǻ���ӣ��Ը���ǻ�а��������������¶Ƚ��о�ȷ���ƣ����͵��°벿�ֲ���ˮ��ᾧ������ǿ����ȴ����Ҫ������3����������ã��ٿ��ư���������Ĺ�Һ����λ�ã�ʹ��λ�ڸ���ǻ��ˮ��ᾧ��֮���ʯī�����ڣ�����߰����������Һ����ǰ�ص��¶��ݶȣ����������̰�����������������Ⱥ����̹��̿��ƣ���߰���������ı�����������ͨ�����ظ���ǻ�а��������������¶ȣ�����Ч���ư�������о�ĵĸ��Ͻ��淴Ӧ���ۿ��ư���������������ڱں�о�ı��湹�ɵ���ǻ�����̣�����ͨ������������о��֮��ļ�϶���ȣ���ȷ���ư����������ȣ��������ϵİ����ȵ��ؼ���Ʒ���Χ��
1.2 ʵ�����
���о����õ�о��Ϊd 2.12 mm��7 mm��Ӳͭ���ߣ�������ΪH68��ͭ��ͼ2��ʾΪͭ���ߺ����ò��H68��ͭ�Ļ�ѧ�ɷ����1���С�
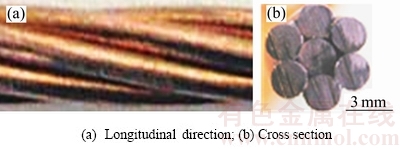
ͼ2 ͭ���ߺ����Ƭ
Fig. 2 Photos of copper stranded wire
��1 H68��ͭ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of H68 brass (reference to GB/T GBT5231��2001)
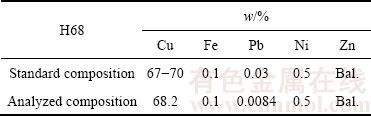
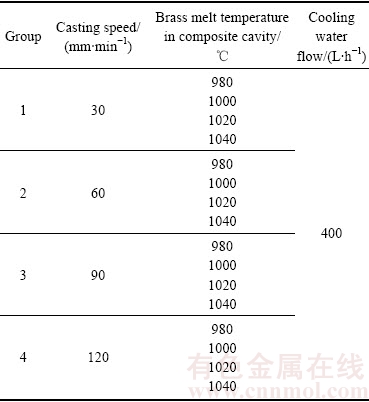
��������ʵ��ǰ�����Ȳ���ϡ������Һȥ��ͭ���߱�������Ĥ�����۵ȣ�Ȼ���þƾ���ȥ����ˮ������ϴ���ɣ�������ͼ1��ʾ�ķ�������װ���Ʊ����⾶Ϊ8.5 mm�Ļ�ͭ������ͭ���߸��ϲ��ϡ����ò��ȷ���(DSC)�������H68��ͭ�������¶�Ϊ906 �棬Һ�����¶�Ϊ939 �棬��ͭ�����۵�Ϊ1083 �档ǰ��ʵ�鷢�֣���H68��ͭ�����¶ȳ���1040 ��ʱ���Ͻ��е�пԪ�ػӷ����أ������ڰ������ͭ��ѧ�ɷֵĿ��ƣ���ˣ�ʵ������п����ۻ�ǻ����ǻ�л�ͭ�����¶Ȳ�����1040 �棻���⣬ǰ��ʵ��������������ǻ��ͭ�����¶Ⱥ�ǣ���ٶ���Ӱ�췴�����̷��Ʊ���ͭ������ͭ���߸��ϲ��ϱ��������ͽ�����״̬�Ĺؼ����ء�Ϊ�ˣ���ʵ������б�����ȴˮ����Ϊ400 L/h������ǻ�л�ͭ������о�ĵĽӴ�����(��ͼ1��h)Ϊ3 mm���䣬�ص��о�����ǻ��ͭ�����¶Ⱥ�ǣ���ٶȶԻ�ͭ������ͭ���߸��ϲ��ϱ������������״̬�ͽ�����״̬��Ӱ�죬�ƶ����Ʊ��������2���С�
1.3 �������Է���
������������Ի�ͭ������ͭ���߸��ϲ��Ͻ��б�����ò�ɼ����Ӹ��ϲ�������ȡ�����������ͨ����е��ĥ�������Nikon ECLIPSE LV150�ͽ�������(OM) �۲츴�ϲ��ϰ������ͭ�����״̬�ͽ�����ò������ZEISS EVO 18 ��ɨ��羵(SEM) �����䱸��������(EDS)�Ը��ϲ��ϵĽ�����ò�ͳɷֽ��з�����
��2 ��������ʵ���Ʊ�����
Table 2 Preparing parameters of inversion solidification
���� GB/T 4909.3��2009����������鷽����3���֣��������顷�Ʊ���������������MTS���ܲ�����������Ը��ϲ��ϵ���ѧ���ܣ�ÿ������������3�������Խ��ȡ��ƽ��ֵ������GB/T 3048.2��2007�����ߵ��µ��������鷽����2���ֽ������ϵ��������顷�������˸��ϲ��ϵĵ��裬�������䵼���ʣ�ÿ��������3�������Խ��ȡ��ƽ��ֵ��
2 ���������
2.1 �Ʊ������Ի�ͭ������ͭ���߸��ϲ��ϱ���������Ӱ��
2.1.1 ����ǻ��ͭ�����¶ȵ�Ӱ��
��ǣ���ٶȺͽᾧ����ȴˮ��������������£��о��˸���ǻ��ͭ�����¶�(980~1040 ��)�Ի�ͭ������ͭ���߸��ϲ��ϱ���������Ӱ�졣ͼ3��ʾΪ��ͬ�Ʊ����������»�õĸ��ϲ��Ϻ����ò��Ƭ����ͼ3�п��Կ�������ǣ���ٶ�Ϊ30 mm/minʱ���ڸ���ǻ��ͭ�����¶�Ϊ980~1040 �� �������Ʊ��ĸ��ϲ��Ͼ��нϹ����ı��棬���������Ϻ�(��ͼ3(a1)~ (a4))����ǣ���ٶ�Ϊ60 mm/min��90 mm/minʱ���ڻ�ͭ�����¶�Ϊ980 �� �������Ʊ��ĸ��ϲ��ϱ���������ۿɼ�������(��ͼ3(b1)~(c1))�����ͭ�����¶���1000��1020 ��1040 �� ʱ�����ϲ��ϱ����࣬û�г���ȱ��(��ͼ3(b2)~(b4)��(c2)~(c4))����ǣ���ٶ�Ϊ120 mm/minʱ���ڻ�ͭ�����¶�Ϊ980~1040 �淶Χ���Ʊ��ĸ��ϲ��ϱ��涼���������ƣ����Ż�ͭ�����¶ȵ���ߣ����Ƶ���������(��ͼ3(d1)~(d4))�����⣬���Ż�ͭ�����¶ȵ������ϲ��ϱ��������̶���������
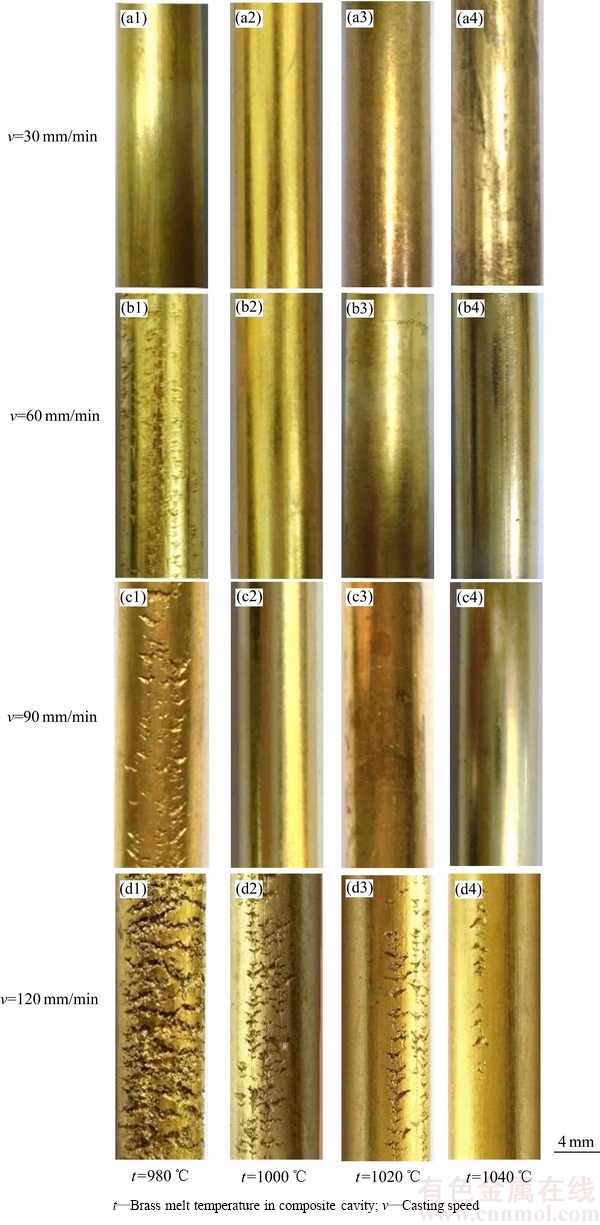
ͼ3 ��ͬ�Ʊ������������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��ϵĺ����Ƭ
Fig. 3 Photos of brass cladding copper stranded wires with various preparing parameters
2.1.2 ǣ���ٶȵ�Ӱ��
�ڸ���ǻ��ͭ�����¶Ⱥͽᾧ����ȴˮ��������������£��о���ǣ���ٶ�(30~120 mm/min)�Ի�ͭ������ͭ���߸��ϲ��ϱ���������Ӱ�졣��ͼ3�п��Կ���������ͭ�����¶�Ϊ980 ��ʱ����ǣ���ٶ�Ϊ30 mm/min�������Ʊ��ĸ��ϲ��ϱ��������Ϻã���ǣ���ٶ������60 mm/minʱ�����ϲ��ϱ���������ƣ���һ������ǣ���ٶ�ʱ���������Ƶ�ȱ�������������ࡣ����ͭ�����¶�Ϊ1000��1020��1040 ��ʱ����ǣ���ٶ�Ϊ30~90 mm/min���������Ʊ��ĸ��ϲ��ϱ����������Ϻã�û�й۲쵽�������Ƶ�ȱ�ݣ���ǣ���ٶ�������120 mm/min�����ϲ��ϱ�������˲�ͬ���������ơ�
��������ʵ�������Կ���������ǻ��ͭ�����¶Ⱥ�ǣ���ٶȶԻ�ͭ������ͭ���߸��ϲ��ϱ�����������������Ӱ�졣����ͭ�����¶Ƚϵ�(��980 ��)��ǣ���ٶȽϴ�(��120 mm/min)ʱ�����ϲ��ϱ����׳������Ƶ�ȱ�ݡ����Ƶ��γ��븴�Ϲ����а������ͭ���������ͺ�о��֮����ǻ�ڵ�������Ϊ������ء���ͭ�Ͻ��ڽᾧ�����е�����������Ч�ᾧ���������(��������ʼ)�¶ȿ�ʼ������Ч�ᾧ���������(��������)�������ڸ��¶ȷ�Χ�ڣ��Ͻ����һ�����������Ͻ��ǿ�Ⱥ����Զ��ܵͣ��������ܵ�����Ӧ������ʱ�����ײ��������ƣ��Ͻ��Һ������Խ�Ͻ����Ч�ᾧ���Խ��ҲԽ���ײ���������[15]���������Ʊ���������������£�����ͭ�����¶Ƚϵ�ʱ(��980 ��)����ͭ�Ĺ�Һ����λ�ÿ���������ڣ��ҹ�Һ�������Ŀ��������°������ͭ�����ײ��������ƣ���һ���棬��ͭ�����¶Ƚϵͣ���������Ҳ�ϵͣ������ڻ�ͭҺ�����ͺ�о��֮����ǻ�ڽ�����䣬Ҳ�Dz��������Ƶ���һԭ���ʵ���߸���ǻ��ͭ�����¶ȣ�ʹ��ͭ�Ĺ�Һ������ˮ��ᾧ����ڷ����ƶ�������ͭ��Һ����λ�ô��ڸ���ǻ��ˮ��ᾧ��֮���ʯī����������ʱ���ڸ���ǻ��Ӧ������ǿ�Ƽ��Ⱥ�ˮ��ᾧ��ǿ����ȴ�������£���ʹ�����ڻ�ͭ��Һ����ǰ�ص��¶��ݶ����������ڽ���Һ�������Ŀ��Ⱥ����ͭ���������ԣ��ɼ��ٻ��������ƵIJ������������Ƹ��ϲ��ϵı���������
�������Ʊ���������������£��ʵ����ǣ���ٶȣ�ʹ��ͭ�Ĺ�Һ������ˮ��ᾧ����ڷ����ƶ�������Һ����λ�ô��ڸ���ǻ��ˮ��ᾧ��֮��Ĺ�������ʱ��ͬ����ʹ��ͭ��Һ����ǰ�ص��¶��ݶ������Һ�������Ŀ��ȼ�С������Ч�������ƵIJ������Ʊ����������Ϻõĸ��ϲ��ϡ�Ȼ������ǣ���ٶȹ���ʱ(��120 mm/min)����ͭ�Ĺ�Һ�������ˮ��ᾧ���������ڣ�ʹ��ͭ�����������ڱ��γɽϱ������ǣ���������ǣ�������и��ϲ��������Ͳ�����Ħ�����������������Ѷ��γ����ƣ���һ���棬����ǣ���ٶȣ�ֻ�е�λʱ�����������͵Ļ�ͭ��������Ӧ��������ɳ��ͣ�ͬʱ������ǣ���ٶ��������˵�λʱ���ڽ��븴��ǻ��о�����������ǻ�и��»�ͭ���������о�Ľ����ȴ���������о����Χ�Ļ�ͭ�����¶Ƚ��ͷ��Ƚϴ�ͭ�������Խ��ͣ������ڻ�ͭ����ij��ͣ�����ʹ���ϲ��ϱ������ȱ�ݡ��ر��DZ��о��Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͼ��а������ͭ��������س��ȷ���ĺ�Ȳ����ȵĽṹ�ص㣬���Ϲ����л�ͭ���������ͺ�о��֮�����ǻ��˳��������Ʊ��߱���������ͭ������ͭ���߸��ϲ��ϵĹؼ�֮һ����ˣ������ǣ���ٶ�ʱ��Ӧ�ʵ�����ǻ��ͭ�����¶ȣ������ڸ��Ƹ��ϲ��ϵı���������
��������ʵ�����������֪���ڸ���ǻ��ͭ�����¶�Ϊ1000~1040 ���ǣ���ٶ�Ϊ30~90 mm/min���������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͼ��нϹ����ı��棬���������Ϻá��ϸߵĸ���ǻ��ͭ�����¶Ⱥͽϵ͵�ǣ���ٶȣ������ڸ��ƻ�ͭ������ͭ���߸��ϲ��ϱ���������
2.2 �Ʊ������Ի�ͭ������ͭ���߸��ϲ������״̬��Ӱ��
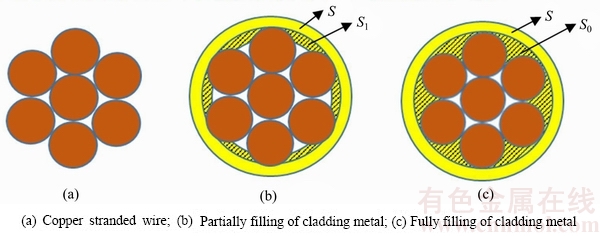
���о��Ʊ��Ļ�ͭ������ͭ���߸��ϲ������õ�о��Ϊͭ���ߣ����Ϲ����а������ͭ���������ͺ�ͭ���߹��ɵ���ǻ�����̶�(�����Ϊ������ʡ�)�Ը��ϲ��Ͻ����ϳ̶Ⱥ�ʹ�����ܾ�����Ҫ��Ӱ�죬�����Խ�����ϳ̶�Խ�ߣ����ϲ��ϵ�����Խ�á���Ի�ͭ������ͭ���߸��ϲ��ϵĽṹ�ص㣬���о������˰������ͭ��ͭ���ߵ�����ʣ���ʾ��ͼ��ͼ4��ʾ��ͼ4(a)��ʾΪͭ���ߣ�ͼ4(b)��ʾΪ�������ĸ��ϲ��ϣ�ͼ4(c)��ʾΪ��ȫ���ĸ��ϲ��ϣ�SΪ���ϲ���ֱ�����ɵ�Բ�����ȥͭ�������ֱ�����ɵ�Բ�����S1Ϊͭ�������ֱ�����ɵ�Բ��ʵ���������(��ͼ4(b)��������ʾ���)��S0Ϊͭ�������ֱ�����ɵ�Բ�����ȥͭ�������(��ͼ4(c)��������ʾ���)������� �����о�����image pro plus����ͳ�Ʋ�ͬ�Ʊ����������»�õĻ�ͭ������ͭ���߸��ϲ��Ϻ����S��Ȼ����������������˰���������������r��ÿ��״̬���������䳤�ȷ���ȡ5�������ֱ����rֵ��Ȼ��ȡ��ƽ��ֵ��
�����о�����image pro plus����ͳ�Ʋ�ͬ�Ʊ����������»�õĻ�ͭ������ͭ���߸��ϲ��Ϻ����S��Ȼ����������������˰���������������r��ÿ��״̬���������䳤�ȷ���ȡ5�������ֱ����rֵ��Ȼ��ȡ��ƽ��ֵ��
ͼ5��ʾΪ��ͬ����ǻ��ͭ�����¶Ⱥ�ǣ���ٶ��������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ϻ������ò��Ƭ��ͼ6��ʾΪ��Ӧ���ϲ��ϰ������ͭ����ʵı仯���ߡ���ͼ6���Կ���������ǻ��ͭ�����¶Ⱥ�ǣ���ٶȶԸ��ϲ��ϰ������ͭ����ʵ�Ӱ���С����ǣ���ٶ�Ϊ30 mm/minʱ���ڸ���ǻ��ͭ�����¶�Ϊ980~1040 �� ��Χ���Ʊ��ĸ��ϲ��ϵ�����ʶ�Ϊ100%����ǣ���ٶ�Ϊ60 mm/min��90 mm/minʱ���ڸ���ǻ��ͭ�����¶�Ϊ980 ���������Ʊ��ĸ��ϲ��ϵ�����ʷֱ�Ϊ99%��98%��������ǻ��ͭ�����¶�����Ϊ1020 ��ʱ�����ϲ��ϵ�����ʶ��ﵽ100%���������о����õķ�������ʵ��װ�ã��ڸ���ǻ��ͭ�����¶�980~1040 ���ǣ���ٶ�30~90 mm/min�������£���ʹ�������������Ϻõ����������ͺ�ͭ���߹��ɵ���ǻ�ڣ����Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͼ��нϺõİ�����������״̬�������Ϊ98%~100%��
ͼ4 ��ͭ������ͭ���ߵ�����ʼ���ʾ��ͼ
Fig. 4 Schematic diagrams for calculating filling rate of brass cladding copper stranded wires
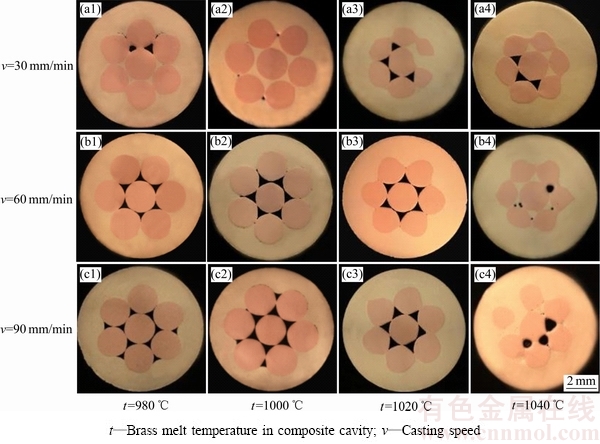
ͼ5 ��ͬ�Ʊ������������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��ϵĺ������Ƭ
Fig. 5 Cross-section photos of brass cladding copper stranded wires
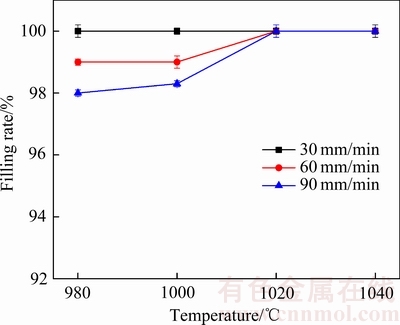
ͼ6 ��ͬ�Ʊ������������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��ϵ������
Fig. 6 Filling rate of brass cladding copper stranded wires produced with various preparing parameters
2.3 �Ʊ������Ի�ͭ������ͭ���߸��ϲ��Ͻ�����״̬��Ӱ��
2.3.1 ����ǻ��ͭ�����¶ȵ�Ӱ��
ͼ7��ʾΪǣ���ٶ�Ϊ60 mm/min����ȴˮ����400 L/hʱ�ڲ�ͬ����ǻ��ͭ�����¶�(980��1000��1020 ��)�������Ʊ��Ļ�ͭ������ͭ���ߺ������Ƭ����ͼ7���Կ������ڻ�ͭ�����¶�Ϊ980~1020 �� ʱ����ͭ��ͭ����֮��Ľ�����״̬�Ϻã������ϵ�ȱ�ݽ��٣�����ͭ���߱��淢��������ʴ������ͭ�����¶�����ʱ��������ʴ�̶���������
ͼ8��ʾΪ��ͬ����ǻ��ͭ�����¶��������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͻ���ɷ���ɨ���������ͼ8���Կ��������ϲ��ϵĻ�ͭ/ͭ������������Ե�ͭ��пԭ�ӻ���ɢ���γ���25~30 ��m�Ľ�����ɢ�㣬����ﵽ���õ�ұ����״̬��
2.3.2 ǣ���ٶȵ�Ӱ��
ͼ9��ʾΪ����ǻ��ͭ�����¶�1000 �桢��ȴˮ����400 L/hʱ�ڲ�ͬǣ���ٶ�(30��60��90 mm/min)�������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ϻ������Ƭ����ͼ9���Կ�������ǣ���ٶ�Ϊ30~90 mm/min�ķ�Χ�ڣ��Ʊ��ĸ��ϲ����л�ͭ��ͭ����֮��Ľ�����״̬�Ϻã������ϵ�ȱ��Ҳ���١����ǣ�����ǣ���ٶȽ��ͣ�ͭ���߱�����ʴ�̶���������
ͼ10��ʾΪ��ͬǣ���ٶ��������Ʊ��Ļ�ͭ������ͭ���߽�����ɨ���������ͼ10���Կ��������ϲ��ϵĻ�ͭ/ͭ���洦��������Ե�ͭ��пԭ�ӻ���ɢ��Ҳ�γ���25~30 ��m�Ľ�����ɢ�㣬����ﵽ���õ�ұ����״̬��
2.4 ��ͭ������ͭ���߸��ϲ��Ͻ����γɻ���
������ʵ�����ͷ�����֪���ڸ���ǻ��ͭ�����¶�Ϊ980~1040 ���ǣ���ٶ�Ϊ30~90 mm/min��Χ�ڣ��Ʊ��Ļ�ͭ������ͭ���߸��ϲ��ϵĽ����γ���25~30 ��m�Ľ�����ɢ�㣬�ﵽ���õ�ұ����״̬��
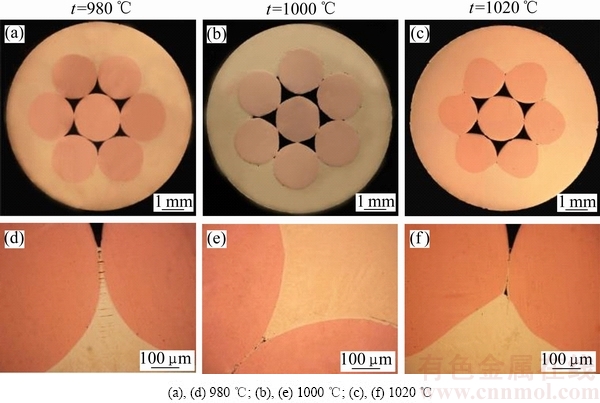
ͼ7 ǣ���ٶ�60 mm/min����ͬ����ǻ��ͭ�����¶�ʱ�Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ϻ������Ƭ
Fig. 7 Cross-section photos of brass cladding copper stranded wires produced with casting speed of 60 mm/min and at various brass melt temperatures in composite cavity
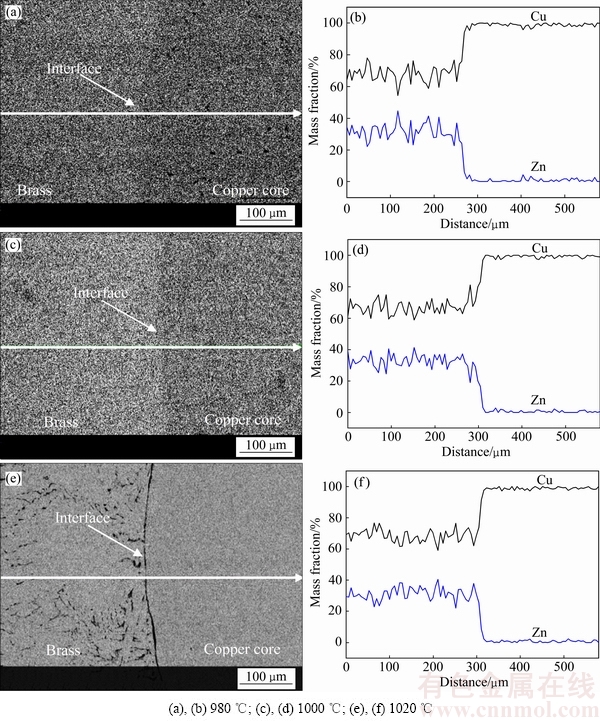
ͼ8 ǣ���ٶ�60 mm/min����ͬ����ǻ��ͭ�����¶��Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͻ���EDS��ɨ��ͼ
Fig. 8 EDS chemical composition analysis of brass cladding copper stranded wires produced with casting speed of 60 mm/min and at various brass melt temperatures in composite cavity
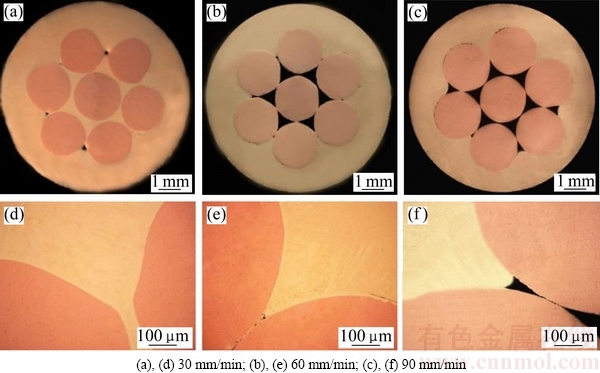
ͼ9 ����ǻ��ͭ�����¶�1000 �桢��ͬǣ���ٶ�ʱ�Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ϻ������Ƭ
Fig. 9 Cross-section photos of brass cladding copper stranded wires produced at brass melt temperature of 1000 �� in composite cavity and with various casting speeds
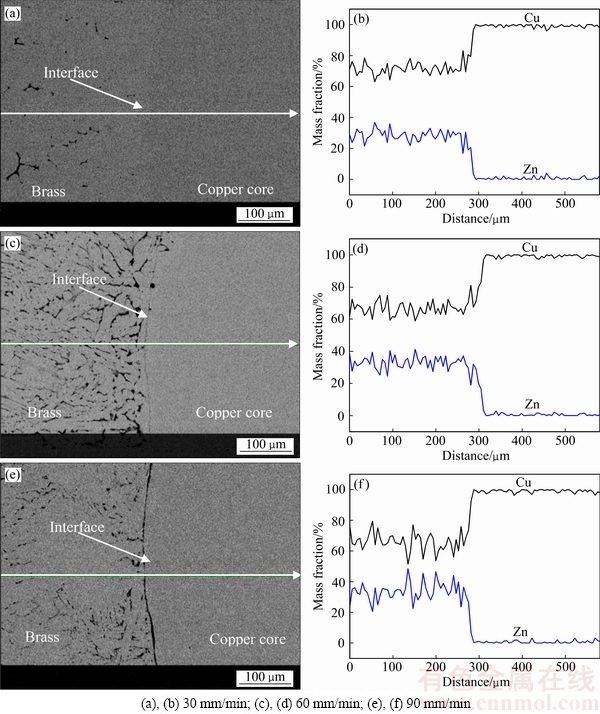
ͼ10 ����ǻ��ͭ�����¶�1000 �桢��ͬǣ���ٶ�ʱ�Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͻ���EDS��ɨ����
Fig. 10 EDS chemical composition analysis of brass cladding copper stranded wires produced with various casting speeds and a brass melt temperatures in composite cavity of 1000 ��
���⣬���Ż�ͭ�����¶ȵ����ߺ�ǣ���ٶȵļ�С��ͭ���߱��淢����ʴ�̶����������̸��Ϲ����У�������γɡ�ͭ���߱�����ʴ��Ϊ��ͭ���ߺͻ�ͭ����֮��Ĵ��ȼ�������Ϊ������ء�
��������ʵ������У������´�ͭ���߽����ͭ�����У����µĻ�ͭ����Ѹ����ͭ���߽����ȴ�����ʹͭ�����¶�Ѹ�����ߡ�����ͭ-п��Ԫ��ͼ[16]��֪��п��ͭ�ڸ���״̬��Ϊ�����ܺϽ���ϵ������ͭ���ߺͻ�ͭ����(H68��ͭ��п����(��������)Ϊ30%~33%)֮����ڽϴ�ijɷ��ݶȣ���ˣ����ڸ���״̬�µ�ͭ���ߺͻ�ͭ����֮���ԭ�ӻ���ɢ�dz� ���ҡ�
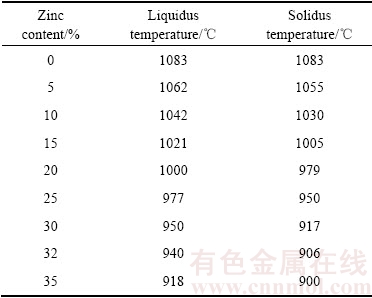
ʵ������У���ͭ��������µĻ�ͭ����Ӵ�ʱ��ͭ���߱����ͭԭ�Ӻͻ�ͭ�����е�пԭ�ӽ��п�����ɢ��һ����ʹ��ͭ�����е�пԭ����ͭ���߽�����ɢ���γ�ұ�������õĻ�ͭ/ͭ���棬ͬʱ�ڽ��������γ�һ����ȵ�ͭ��пԭ����ɢ�㣻��һ����ʹͭ���߱����п���������γ��˱���ͭп�Ͻ𡣸���ͭ-п��Ԫ��ͼ�ɻ�û�ͭ�Ͻ��Һ���������¶���п�����ı仯���ݣ����3���С��ɱ�3���Կ�����ͭ���߱�����п�������������۵������½������統п��������Ϊ15%��20%��25%ʱ���Ͻ�Ĺ������¶Ƚ�����1005��979��950 �棬�����ͭ������Χ�Ļ�ͭ�����¶ȸ���ͭ���߱�����ͭп�Ͻ�Ĺ������¶�ʱ��ͨ���ȴ�����ʹ����ͭп�Ͻ��ۻ�������ͭ���߱�����ʴ������ͭ�����¶�Խ�ߣ�ǣ���ٶ�Խ�ͣ�����ͭ��������»�ͭ����Ӵ�ʱ��Խ����ͭ���߱����ͭԭ�Ӻͻ�ͭ�����е�пԭ����ɢԽ���ң���ͭ������ͭ���ߵĽ��淴ӦҲԽ���ң�ͭ���߱���ͭ������ʴ�ij̶�Խ����ˣ��ϵ͵ĸ���ǻ��ͭ�����¶Ⱥͽϸߵ�ǣ���ٶȣ������ڽ��ͽ���ͭ��пԭ�ӵ���ɢ�ͽ��淴Ӧ���ʣ�����Ч��Сͭ���ߵ���ʴ�̶ȡ�
��3 ��ͭ�Ͻ��Һ���������¶���п�����ı仯
Table 3 Changes of solidus temperature and liquidus temperature of brass with Zn content
2.5 ��ͭ������ͭ���߸��ϲ�����ѧ���ܺ͵絼��
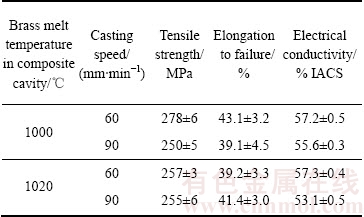
��������ʵ�����ͷ�����֪���ۺϿ��ǰ�����������������״̬�ͽ�����״̬���ڱ���ʵ�������£��������Ʊ�����Ϊ����ǻ��ͭ�����¶�1000~1020 �桢ǣ���ٶ�60~90 mm/min���ᾧ����ȴˮ����400 L/h�����Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͼ������õı���������ұ���Ͻ��棬�һ�ͭ�����������ʴ�98%���ϡ��������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��ϵ���ѧ���ܺ͵絼�ʽ��в��ԣ�������4��ʾ���ɱ�4���Կ��������ϲ��ϵĿ���ǿ��Ϊ250~ 278 MPa���Ϻ��쳤��Ϊ39.1%~43.1%���絼��Ϊ53.1%~57.3% IACS��
��4 ��ͭ������ͭ���߸��ϲ��ϵ���ѧ���ܺ͵絼��
Table 4 Mechanical properties and electrical conductivity of brass cladding copper stranded wires
3 ����
1) ����ǻ��ͭ�����¶Ⱥ�ǣ���ٶȶԻ�ͭ������ͭ���߸��ϲ��ϱ���������Ӱ���������ϸߵĻ�ͭ�����¶Ⱥͽϵ͵�ǣ���ٶȣ������ڷ�ֹ���ϲ��ϱ������ƵIJ��������Ʊ����������������¶�Ϊ1000~1040 ���ǣ���ٶ�Ϊ30~90 mm/min���������Ʊ��ĸ��ϲ��ϱ��������Ϻá�
2) �ڸ���ǻ��ͭ�����¶�980~1040 ���ǣ���ٶ�30~90 mm/min�������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͼ��нϺõĻ�ͭ���������״̬������ʴ�98%~100%��
3) �ڸ���ǻ��ͭ�����¶�980~1020 ���ǣ���ٶ�60~90 mm/min���������Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͼ������õ�ұ���Ͻ��棬�γ���25~30 ��m�Ľ�����ɢ�㣬��ͭ���߱��汻��ʴ�̶Ƚ�С���ϵ͵ĸ���ǻ��ͭ�����¶Ⱥͽϸߵ�ǣ���ٶȣ������ڽ��ͽ���ͭ��пԭ�ӵ���ɢ�ͽ��淴Ӧ���ʣ�����Ч��Сͭ���߱�����ʴ�̶ȡ�
4) �ۺϿ��ǰ�����������������״̬�ͽ�����״̬���������Ʊ�����Ϊ����ǻ��ͭ�����¶�1000~1020 �桢ǣ���ٶ�60~90 mm/min���ᾧ����ȴˮ����400 L/h�����Ʊ��Ļ�ͭ������ͭ���߸��ϲ��Ͼ������õı���������ұ���Ͻ��棬��ͭ�����������ʴ�98%���ϣ�����ǿ��Ϊ250~278 MPa���Ϻ��쳤��Ϊ39.1%~43.1%���絼��Ϊ53.1%~57.3% IACS��
REFERENCES
[1] ������, ���˷�, ����ϼ. ������״���ϲ��ϵ��о�״����չ��[J]. ���ϵ���, 2000, 14(4): 23-24.
PENG Da-shu, LIU Lang-fei, ZHU Xu-xia. Review in research and development of clad metal sheets[J]. Materials Review, 2000, 14(4): 23-24.
[2] �����, ������, ������. ͭ�������������յ��ص㼰��״[J]. ���ߵ���, 2002(4): 15-17.
WANG Qin-juan, DU Zhong-ze, WANG Hai-bo. Characteristics and technical status-quo of the manufacturing process for copper-clad steel wire[J]. Electric Wire and Cable, 2002(4): 15-17.
[3] �����, �ⴺ��, л����. ͭ���������߲����켼���ķ�չ��״��ǰ��[J]. ���ߵ���, 2003(3): 3-6.
SUN De-qin, WU Chun-jing, XIE Jian-xin. The present and future of the manufacturing technology for copper clad aluminium bimetallic wires[J]. Electric Wire and Cable, 2003(3): 3-6.
[4] ABBASI M, KARIMI TAHERI A, SALEHI M T. Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process[J]. Journal of Alloys and Compounds, 2001, 319(1): 233-241.
[5] ���ӻ�, �� ��, �α�蹣��������ߵ������ص㼰��Ӧ�÷���[J]. ���ߵ���, 2001(5): 6-9.
WANG Yan-hui, GAO Fei, SONG Bao-yun. Features and application of Al-clad steel wires[J]. Electric Wire and Cable, 2001(5): 6-9.
[6] κ����, �ܴ���. ��������·��ͨ���ߵ�����[J]. ���ߵ���, 2007(3): 10-12.
WEI Da-zhang, CAO Da-li. Development of eco-type through-railway ground wire[J]. Electric Wire and Cable, 2007(3): 10-12.
[7] PLESCHIUTSCHNIGG F P, HAGEN I V, GAMMAL T E, HAMACHER P L, WOSCH E. Inversion casting of steel strip[J]. Steel Times, 1995, 223(6): 228-229.
[8] �ھ���, ��Ⱥ��, Т����, �½�Ӣ, �ƹȷ�, �ⷨ��. ͭ/�ַ������̸���ʵ���о�[J]. �й���ɫ����ѧ��, 1999, 9(3): 474-476.
YU Jiu-ming, WANG Qun-jiao, XIAO Yun-zhen, CHEN Jin-ying, YAN Gu-feng, WU Fa-yu. Experimental study of inversion casting of copper clad steel[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(3): 474-476.
[9] ���, ������, ����. ͭ-�ַ������̰������ȱ仯����ֵģ��[J]. ����, 2003, 52(5): 345-349.
LI Bao-mian, XU Guang-ming, CUI Jian-zhong. Numerical simulation of thickness variation of clad layer in copper-steel inversion casting[J]. Foundry, 2003, 52(5): 345-349.
[10] ���, ������, ����. H90/�ַ������̸��ϲ�ĺ�ȱ仯����[J]. �������켰��ɫ�Ͻ�, 2003(2): 16-18.
LI Bao-mian, XU Guang-ming, CUI Jian-zhong. Thickness variation of cladding layer in H90/ steel by inversion solidification process[J]. Special Casting and Nonferrous Alloys, 2003(2): 16-18.
[11] ��־Զ, ���в�, �����. �������̹��ղ����Ըִ���ȵ�Ӱ��[J]. ����, 2000, 35(4): 16-19.
ZHU Zhi-yuan, XU Zhong-bo, WANG Wan-jun. Study on the influence of inversion casting parameters on thickness of composite stainless steel strip[J]. Iron and Steel, 2000, 35(4): 16-19.
[12] �ߺ���, �� ��. �������̸��ϲ���ִ������Ϻ�������֯����[J]. �人������ѧѧ��, 2006, 26(1): 35-37.
NI Hong-wei, CHEN Hao. Inversion casting stainless steel composite Strip: Its characters of bonding and solidification microstructure on interface[J]. Journal of Wuhan University of Technology, 2006, 26(1): 35-37.
[13] ���, ������, ����. �������̷�����H90-��-H90���ϴ�[J]. �й���ɫ����ѧ��, 2007, 17(4): 505-510.
LI Bao-mian, XU Guang-ming, CUI Jian-zhong. Production of H90-steel-H90 clad coil by inversion solidification[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 505-510.
[14] ��ѧ��, ������, ������. ����������ȱ�ݼ���Ԥ����ʩ(1)[J]. ���ӹ�, 1993, 16(3): 2-9.
PENG Xue-shi, WANG Ai-ru, KUANG Yong-xiang. Defects of semi continuous casting and preventive measures(1)[J]. Aluminium Fabrication, 1993, 16(3): 2-9.
[15] BAKER H. ASM handbook: Alloy phase diagrams (vol.3)[M]. Materials Park, Ohio: ASM International, 1992.
Influences of preparing parameters on surface quality and interface bonding state of brass cladding copper stranded wire by inversion solidification
JIANG Yan-bin1, 2, LING Liang1, XIE Jian-xin1, 2
(1. Key Laboratory for Advanced Materials Processing, Ministry of Education, University of Science and Technology Beijing, Beijing 100083, China;
2. Beijing Laboratory of Metallic Materials and Processing for Modern Transportation, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: A new inversion solidification technology for producing metal cladding material was used to produce brass cladding copper stranded wire with an outer diameter of 8.5 mm and a core material of d 2.12 mm��7 mm copper stranded wire. The influences of preparing parameters on the surface quality, filling state and interface bonding state of the brass cladding copper stranded wire were studied. The results show that the surface defects of the brass cladding copper stranded wire are eliminated and the surface quality is improved by enhancing the brass melt temperature in the composite cavity or decreasing the casting speed. On the other hand, decreasing the brass melt temperature or increasing the casting speed can reduce both the diffusions of copper atom and zinc atom as well as the interfacial reaction rate, which can suppress surface erosion of the copper stranded wire effectively. With the contact height of 3 mm between the brass melt and the core material, the brass melt temperature of 1000 ��, the casting speed of 60-90 mm/min and the cooling water flow of 400 L/h, the produced brass cladding copper stranded wire has high surface quality, good metallurgical bonding interface, cladding layer filling rate of more than 98%��tensile strength of 250-278 MPa, elongation to failure of 39.1%-43.1% and electrical conductivity of 53.1%-57.3% IACS.
Key words: brass cladding copper stranded wire; inversion solidification; interface; property
Foundation item: Project(51104016) supported by the National Natural Science Foundation of China
Received date: 2017-02-24; Accepted date: 2017-12-30
Corresponding author: XIE Jian-xin; Tel: +86-10-62332254; E-mail: jxxie@mater.ustb.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51104016)
�ո����ڣ�2017-02-24�������ڣ�2017-12-30
ͨ�����ߣ� л���£����ڣ���ʿ���绰��010-62332254��E-mail: jxxie@mater.ustb.edu.cn
[1] ������, ���˷�, ����ϼ. ������״���ϲ��ϵ��о�״����չ��[J]. ���ϵ���, 2000, 14(4): 23-24.
[2] �����, ������, ������. ͭ�������������յ��ص㼰��״[J]. ���ߵ���, 2002(4): 15-17.
[3] �����, �ⴺ��, л����. ͭ���������߲����켼���ķ�չ��״��ǰ��[J]. ���ߵ���, 2003(3): 3-6.
[5] ���ӻ�, �� ��, �α�蹣��������ߵ������ص㼰��Ӧ�÷���[J]. ���ߵ���, 2001(5): 6-9.
[6] κ����, �ܴ���. ��������·��ͨ���ߵ�����[J]. ���ߵ���, 2007(3): 10-12.
[9] ���, ������, ����. ͭ-�ַ������̰������ȱ仯����ֵģ��[J]. ����, 2003, 52(5): 345-349.
[10] ���, ������, ����. H90/�ַ������̸��ϲ�ĺ�ȱ仯����[J]. �������켰��ɫ�Ͻ�, 2003(2): 16-18.
[11] ��־Զ, ���в�, �����. �������̹��ղ����Ըִ���ȵ�Ӱ��[J]. ����, 2000, 35(4): 16-19.
[12] �ߺ���, �� ��. �������̸��ϲ���ִ������Ϻ�������֯����[J]. �人������ѧѧ��, 2006, 26(1): 35-37.
[13] ���, ������, ����. �������̷�����H90-��-H90���ϴ�[J]. �й���ɫ����ѧ��, 2007, 17(4): 505-510.
[14] ��ѧ��, ������, ������. ����������ȱ�ݼ���Ԥ����ʩ(1)[J]. ���ӹ�, 1993, 16(3): 2-9.
