
���±�ţ�1004-0609(2008)02-0254-06
Al2O3��ѹ�մɼ��⸨�������¶ȳ��ֲ����������
۳ ﱣ��������������У����̳����� ��
(���ϴ�ѧ ��е����������ѧԺ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ��
����Al2O3��ѹ�մɼ��⸨��������̬����ģ�ͣ���������ַ���������MATLAB��������ϲ��ϵ������������ԣ�����õ��������¶ȳ��ֲ������ɴ�ȷ����ͬ�������(����ʡ������ƶ��ٶȺ�߰뾶)�µ�������ȡ�ģ����㷢�ֹ������������Ϊ��Բ�Σ��������������ͣ��ݽ���ʶԳƷֲ���ʽ��������ȷ�������ᡢ�ݽ���1 000 K����������Ӧ�����ֵΪ�ӹ�ʱ���ʵ�������ȣ�ͨ���Աȷ������֣���ͬ�������¶ȳ�����ȷ�����������ֵ��ʵ��ֵ���Ǻϣ����ýϸߵļ���ʡ��ϵ͵ļ����ƶ��ٶȺ��������ܷ��ռ����߰뾶����������������ϵij���������Ӷ���ýϴ��������ȡ�
�ؼ��ʣ�
Al2O3��ѹ�մ������⸨���������¶ȳ������������
��ͼ����ţ�TG 506.4���� ���ױ�ʶ�룺A
Temperature field distribution and cutting depth during laser-assisted machining of hot-sintered Al2O3 ceramics
YAN Cuo, LI Li-jun, JIN Xiang-zhong, LIU Ji-chang, CHEN Pei
(College of Mechanical and Automobile Engineering, State Key Laboratory of Advanced Design and
Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China)
Abstract: A quasi-steady heat conduction model for laser-assisted machining hot-sintered Al2O3 ceramics was established. Based on finite difference method(FDM), temperature field distribution of the workpiece was calculated by means of MATLAB. Considering the softened characteristic of material after being heated, cutting depths under different laser parameters (laser power, beam moving speed and spot radius) were obtained. The simulation results indicate that the isotherms are ovoid on the surface, parabolic in cross-section and symmetrical in longitudinal section. The corresponding softened depth to isotherm of 1 000 K is concerned as the proper cutting depth. The calculated cutting depths are in good agreement with the experimental ones under different parameters. The results show that the cutting depth and material removal rate can be increased by increasing the laser power, decreasing the beam spot radius and reducing the moving speed of laser beam.
Key words: hot-sintered Al2O3 ceramics; laser-assisted machining; temperature field; cutting depth
��ǿ�ȡ���Ӳ�ȡ����¡���ʴ���մɲ������ִ�����ҵ�еõ��㷺Ӧ�ã�Ȼ������������ϣ����ô�ͳ�Ļ�е�����ӹ�ʱ�������������������ߣ�����ĥ�����أ����Ա�֤�����ļӹ����Ⱥͱ����������Ҽӹ�Ч�ʵͣ��ɱ��ߡ����ü��⸨���������������������Ͼֲ�������������������Ӳ�ʴ����մɲ��ϵ������ӹ����ܣ�������⸨�������ǽ����Щ�������Ч����֮һ[1]��
���⸨��������һ���������ۺ����õĹ��̣�������ѧ�߶Դ˿�չ������о����������Ŵ�ѧROZZI��[2-6]ͨ���ı伤������������������ղ������������ߵ��¶Ⱥ�����������ʵ�飬�о��˼��⸨������Si3N4��ZrO2�մɲ��Ϲ����й��������¶ȡ��������͵���ĥ��ı仯�����Ȼ�������ڼ�����������õ������ԣ���������¶Ȳ���ȷ�����ڵ�ѧ��Ҳ���˺ܶ�������о����������յ�[7]��������Ԫ�����ķ������Լ�����ȸ���ϳ��45�Ÿֵ���ά�¶ȳ������˷����о��������[8-11]����λ�����۲����˼��⸨�����������û�������������Ԫ�������������մɲ��ϼ��ȱ����¶ȳ���ѧģ�ͣ��Ը��ºϽ���Ӳ������Si3N4��ZrO2�մɡ�Al2O3������ǿ�������ϲ��ϵ��Ѽӹ����ϵļ��⸨��������չ���о��������[12]��������Ԫ���Լ��⸨��������������¶ȳ��������о���CHANG��[13-14]���õ���80 W���⸨�����ȣ����������¶ȳ��������ϵ��о������輤������ֱ���䵽�����ϣ����ٿ�������Ƕȶ��¶ȳ���Ӱ�죬��˼����¶�ֵƫ�ߣ�˲�伴ԶԶ�������ϵ������¶ȣ���ʵ�ʸ������������Ȼ��̫�Ǻϡ�
������������Ǽ��⸨�����������е�һ����Ҫ�ļӹ����������С��ѡȡȡ������Դ�Բ��ϵ������ó̶ȡ�Ϊ�ˣ��������߽�����Al2O3��ѹ�մɼ��⸨��������̬����ģ�ͣ�����ʵ��ⶨ�ķǴ�ֱ����ǣ���������ַ���������MATLAB��������ϲ��ϵ������������ԣ�����õ��������¶ȳ��ֲ������ɴ�ȷ����ͬ��������µ��������ֵ����ʵ���������˱Ƚϡ�
1 ��̬����ģ�͵Ľ���
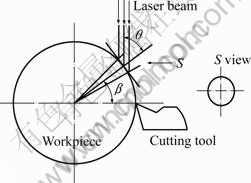
���⸨�����������ü����������ļ����������۽��Ա��г��ڳ���ͷ�ܵ�Al2O3��ѹ�մ��Լ�������м��ȣ�ʹ������ϱ�������ͬʱ���õ��߶�������������乤��ԭ����ͼ1��ʾ�����У�nΪ����ת�٣�fΪ����������Ϊ������������������ڹ���������ڼнǡ�
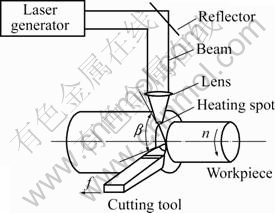
ͼ1 ���⸨������ʾ��ͼ
Fig.1 Schematic of LAM
Ϊ����Al2O3��ѹ�մɼ��⸨���������ȴ���ģ�ͣ��������¼��裺
1) ���ӹ�����Ϊ����ͬ�ԣ�����������(������ݡ��ܶȡ��ȴ���ϵ���Լ�����ɢϵ��)�������¶ȱ仯��
2) ��������ͷ��任������ڴ�����С�����Բ��ƣ����ܼ������ı�����Ϊ���ȱ߽磻
3) �ӹ����̼�����Ϊ��ģ��˹�ֲ���
4) �ӹ����̲�������Դ��
5) ������ٶ��빤�����ٶ���Ⱥ�С�����Բ��ƣ�
6) ���������������ȵ�λ�ọ̈�������Ӽ���λ���˶�������λ��ʱ��̣ܶ������������ԶС�ڹ��������ȣ���������ɿ��ɰ�����ƽ�棻
7) Ϊ�о�����ķ��㣬�����ƶ���ֱ������ϵ��ѡ��������ƶ�����Ϊx������������ԭ�㽨���ڼ����ߵ����Ĵ��������ż�����һ���ƶ���ģ�ͼ�Ϊ��������һ�㶨�ٶ�U(U=��dn/1 000��dΪ����ֱ��)�ڹ��������������ֱ���ȣ����������ƶ�����ϵ�ڣ�ֻҪ������ȳ�����һ��ʱ�䣬��������Χ���¶ȳ��ʹ����ȶ�״̬��
��ֱ������ϵ�У�����ģ�͵�һ����ʽΪ[14-15]
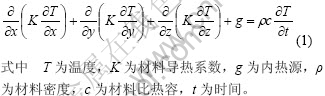
���ݼ��裬�ɽ�ʽ(1)�任Ϊ

�ң�
![]()
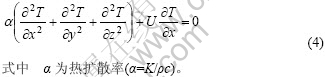
����ʽ(2)���õ��ȶ�״̬�µĴ���ģ��Ϊ
Ϊ����ȶ�״̬�µĴ���ģ�ͣ��Ա߽����������·�����
1) �����ڸ���ij�ʼ�¶ȱ���Ϊ���£����ھ��뼤������������Զ�����������¶�ά�����²��䣻
2) ��������Ĺ����ܶȷֲ�Ϊ
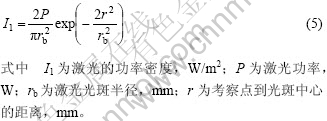
���ڱ��о�����ͼ1��֪�����ڿ��ǹ������Ǵ�ֱ���乤�����棬��������Ǧ����䵽�����������������������С����ˣ�����������������Ͷ�䵽���������Ͽ���Ϊ��Բ����볤��Ϊrb/cos �ȣ������Ϊrb����ͼ2��ʾ�����Լ�����ܶ�Ϊ

ͼ2 ������������״
Fig.2 Laser spot on surface of workpiece
3) ������ԴΪ��������������������ת��Ϊ�����ܶȣ�Ϊ�ڶ���߽�����������

Ϊ����ȶ�״̬�µĴ���ģ�ͣ����о��������ʽ�۵�������CO2������PCH-1500������Ҫ������������1���С��Լ�Ϊ��ˮ��ij�������칫˾�ṩ��Al2O3��ѹ�մɣ������ܲ�������2����Լ��������ϵ��Ϊʵ��ȷ��70?�����ʱ��0.95���Լ�����۽����ֱ��Ϊ0.5~1.5 mm���������ƶ��ٶȰ�CQ6232�ͻ�����ת��ѡȡ��
��1 ��������������
Table 1 Specifications of laser generator

��2 Al2O3��ѹ�մɵ�����
Table 2 Properties of hot-sintered Al2O3 ceramics

2 �������������¶ȳ��ֲ��ļ�����
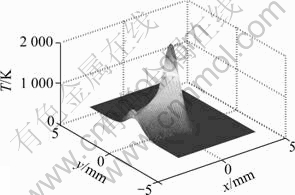
ͼ3��ʾΪP=250 W��rb=0.5 mm��U=0.23 m/s(n=147 r/min)��������õĹ������������¶ȳ��ֲ�����ͼ3 (a)���Կ�������������ĵ����߳���Բ�Σ�λ�ڼ������������¶ȱ仯�Ƚϻ������¶��ݶ�С��λ�ڼ�����ǰ���������¶��ݶȴ�ͼ3 (b)�ɿ�����ƽ���ڹ����ƶ�����Ľ���(�����)�ڵ����߳��������͡�����ʱ������ƣ��������ݵ������ڲ������������ƶ��������в�ʱ���������(��������ʼ��)�������Ѿ����ݵ�����������ڼ������������õ������ڣ������ڲ����������ݲſ�ʼ���ڿ����������õ�������¶Ƚϸߣ�������������Ӱ��̶Ƚϴ�ͼ3 (c)���Կ�������ֱ�ڹ����ƶ�����Ľ���(�ݽ���)�ڣ��¶ȳ��ԳƷֲ��������ɼ����������ֲ��ĶԳ����Լ������ڿռ��ϵĶԳ�������ġ��ڿ�������������������߱Ƚ��ܼ����¶��ݶȴ��ڽ�Զ����������ϡ�裬�¶��ݶ�С���ڿ����������õ�������¶Ƚϸߣ�������������Ӱ��ϴ�
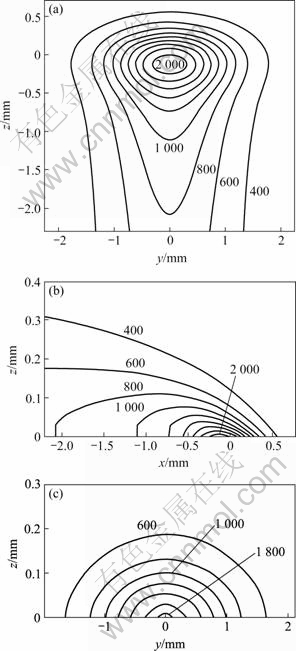
ͼ3 ��������������¶ȳ��ֲ�
Fig.3 Calculated temperature field distribution of workpiece (K): (a) On surface; (b) In plane along laser beam moving; (c) In cross-section perpendicular to laser beam moving
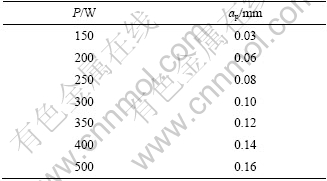
���¶����ߵ�1 000 K����ʱ���մɲ��ϳ��ֽϾ��ȵ���������Ӳ�ȵ��ڵ��߲��ϵ�Ӳ��ֵ����ʱ���ʺϽ��������ӹ�[16]������ͼ3(b)��ͼ3(c)������¶ȳ��ļ�������1 000 K����������Ӧz����ֵ0.08 mm��Ϊ���ʵ�������ȡ���ͼ3(a)~(c)��ͼ4�����Կ��������ڹ�����������λ�õ��Լ�����¶ȴ�2 000 K��ԶԶ������ͬ���ղ����¼��ⴹֱ����ʱ���¶�(6 000 K)���Ҵ�ʱ������������������ڵ��߸�Ч��ȥ����
ͼ4 �����������ά�¶ȳ��ֲ�
Fig.4 3D temperature field distribution on surface of workpiece
3 ������ȵļ���ֵ��ʵ��ֵ�ĶԱ������
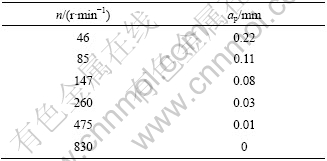
�ֱ�ı伤��ʡ������ƶ��ٶ�(�ı乤��ת��)��������ļ�������߰뾶��ͨ������¶ȳ��ֲ�����õ��������ֵ���3~5���С�
��3 ��ͬ������µ��������
Table 3 Cutting depths calculated for different laser powers (n=147 r/min, rb=0.5 mm)
��4 ��ͬת���µ��������
Table 4 Cutting depths calculated at different rotational speeds (P=250 W, rb=0.5 mm)
��5 ��ͬ�����߰뾶�µ��������
Table 5 Cutting depths calculated for different laser spot radius (P=250 W, n=147 r/min)
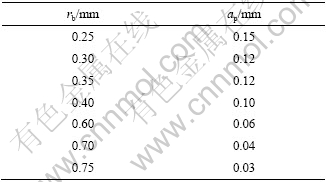
����ֱ��30 mm����70 mm��Al2O3��ѹ�մ�Բ�����г���CQ6232�ͳ���ͷ�ܣ�ͨ�������������������;۽����뽹��ʵ�ֹ��ʡ������ƶ��ٶȺ�߳ߴ�ĸı䣬�����ƺ�ΪYW1��Ӳ�ʺϽ�ʵ��ʱ����������ͬ����߶������㣻ȡ��Ϊ20?�����������뵶��������ľ���Ϊ5 mm����֤���������������뵶���������һ�£�ͬʱ����������˵��⣻�����������ѹ��Ϊ0.05 MPa��ѹ�������Ա�������Ϊ���ڶԱȷ�������ʵ��ѡȡ������ȷ�����������ֵ�뼤��ʡ�����ת�ٺ�߰뾶�������ϵ�ֱ����ͼ5(a)~(c)�С�
ͼ5��ʾΪ��ͬ������������ȵ�ʵ��ֵ�����ֵ�ıȽϡ��������֣�3�������µõ����������ʵ��ֵ�����ֵ�ӽ����ұ仯����һ�£��������ۼ�����ʵ���ǺϽϺã���ʵ��ֵ�ȼ���ֵ�������ߣ�����Ҫ�ǽ�����ֵ����ʱ������������Ϊ������ƽ�壬���������ƽ����������ֱ���˶��������ǹ���������������ϵ�һ�μ��ȡ���ʵ��ʵ���й���Ϊ�����Բ���壬�����ع��������˶�(ת���ͽ����˶��ĺϳ�)��������������ڱ��г�֮ǰʵ�ʱ���������ظ����ȶ�Σ���������������Ļ��ۣ�������������ʵ���¶�ƫ�ߣ���������������ص�Ӱ�죬ģ�����Ӧ����ʵ������ȫ�����
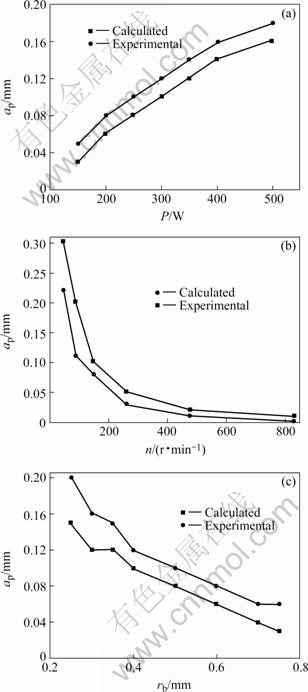
ͼ5 ��ͬ�������������ʵ��ֵ�����ֵ�ĶԱ�
Fig.5 Comparison of experimental and calculated cutting depth under different parameters
��һ������ͼ5(a)���֣����ż���ʵ����ӣ��������ֵ���Ƴ��������ӣ�������400 W�Ժ��������Ʊ��ƽ��������Ҫԭ�������ż���ʵ����ӣ������ܷ��ղ��ֲ������������ӣ������������ķ�Χ�������ⲿ�ֲ��ϵ�ǿ�Ⱥ�Ӳ�Ƚ��ͣ��Ӷ�����������ס�������ʳ���400 W�Ժ����ڱ��������������С�����������������������״̬������������ɢ������Ա仺�����кܴ�һ���ּ����������˷ѡ���ˣ��ʵ��������ʣ�����������Ӱ�����ķ�Χ������������������ϵij��������ʹ���������ܵõ���ߣ�Ҳ�����ڲ�ȡ�ϴ��������ȣ���������ӹ�Ч�ʣ����ӽ�Լ�����ĽǶȣ�����ʲ���̫�ߣ���ͼ5(b)��֪�����ż����ƶ��ٶ�(����ת��)�����ӣ���ѡ���������ֵ���ͣ��ڴﵽ���������ת��ʱ���Ѳ��ܽ�����������������Ҫ���������ż����ƶ��ٶȵ����ӣ���������ϼ�����˶��ٶȼӿ죬�����ܹ�������ʱ�����̣��������������٣��������ݵ���������ȵͣ����������仺���������������Χխ����ˣ��ʵ��Ľ��ͼ����ƶ��ٶȣ������ڲ�ȡ�ϴ��������ȣ���߲��ϵ��г��ʡ�����������ƶ��ٶȹ��ͣ����ڼ���Բ��Ͼֲ������˲ʱ�ۼƼ��ȣ��ᵼ�¹�����������֯�ṹ�ĸı䣬����ʱ���ջٹ��������������������ӹ�������ͼ5(c)���֣����ż����߰뾶�����ӣ���ѡ����������ֵ�������Խ��͡�����Ҫ���ڣ����ż����߰뾶�����ӣ���Ȼ������������������������߷ֲ���Χ�������ڼ�����ܶȽ��ͣ������ܷ��յ�λ����������٣������������٣������������ķ�Χ��Լ�С����ʱҲ���ʺ�ѡȡ�ϴ��������ȡ�
REFRENCES
[1] Ҷ����. �����������䷢չ[J]. ��е����, 1995, 4: 10-12.
YE Bang-yan. The heat-aided machining and it��s development[J]. Machinery Development, 1995, 4: 10-12.
[2] ROZZI J C, PFEFFERKORN F E, INCROPERA F P, SHIN Y C. Transient thermal response of a rotating cylindrical silicon nitride workpiece subjected to a translating laser heat source, part ��: Comparison of surface temperature measurement with theoretical results[J]. Journal of Heat Transfer, 1998, 120(4): 899-906.
[3] ROZZI J C, INCROPERA F P, SHIN Y C. Transient thermalresponse of a rotating cylindrical silicon nitride workpiece subjected to a translating laser heat source, part ��: Parametric effects and assessment of a simplified model[J]. Journal of Heat Transfer, 1998, 120(4): 907-915.
[4] ROZZI J C, PFEFFERKORN F E, SHIN Y C. Experimental evaluation of the laser assisted machining of silicon nitride ceramics[J]. Journal of Heat Transfer, 2000, 122(4): 666-670.
[5] PFEFFERKORN F E, INCROPERA F P, SHIN Y C. Surface temperature measurement of semi-transparent ceramics by long-wavelength pyrometry[J]. Journal of Heat Transfer, 2003, 125(1): 48-56.
[6] PFEFFERKORN F E, SHIN Y C, TIAN Y G, INCROPERA F P. Laser-assisted machining of magnesia-partially-stabilized zirconia[J]. Journal of Heat Transfer, 2004, 126(1): 42-51.
[7] ������, �����, ��ѩ��. ���⸨�������¶ȳ�����ά����Ԫ����[J]. �Ϻ���ͨ��ѧѧ��, 2001, 35(1): 98-101.
WANG Hui-yi, LI Cong-xin, RUAN Xue-yu. 3D simulation of the temperature field of laser-assisted machining with FEM[J]. Journal of Shanghai Jiaotong University, 2001, 35(1): 98-101.
[8] �� ��, ������, л���, Τ����. �մɲ��ϼ�����ȸ��������¶ȳ�����[J]. ��������ҵ��ѧѧ��, 2001, 33(6): 785-788.
WANG Yang, MA Li-xin, XIE Da-gang, WEI Sui-xin. Distribution of temperature fields for laser heating assisted cutting of ceramics[J]. Journal of Harbin Institute of Technology, 2001, 33(6): 785-788.
[9] ������, �� ��, л���, ������, �� �. ��Ӳ����������ȸ�������ʵ���о�[J]. ��������ҵ��ѧѧ��, 2002, 34(2): 228-231.
MA Li-xin, WANG Yang, XIE Da-gang, YANG Li-jun, LIU Xuan. Experimental investigation on laser assisted hot machining of cold hard cast iron[J]. Journal of Harbin Institute of Technology, 2002, 34(2): 228-231.
[10] �� ��, ������, ������. Al2O3������ǿ�������ϲ��ϼ�����ȸ�����������������[J]. �й���е����, 2003, 14(4): 344-346.
WANG Yang, YANG Li-jun, QI Li-tao. Laser-assisted hot cutting characteristics of particle reinforced Al-matrix composite[J]. China Mechanical Engineering, 2003, 14(4): 344-346.
[11] �� ��, �ܹ�ǿ. ����CO2���ܼ��⸨����ʽ����GH761ʵ���о�[J]. �������̼�����ѧѧ��, 2005, 24(5): 739-741.
GAO Ji, CAO Guo-qiang. Study on dry cutting GH761with high-power CO2 lasers[J]. Journal of Liaoning Technical University, 2005, 24(5): 739-741.
[12] �� ��, ������. ���⸨�������¶ȳ�����ֵģ��[J].��е����, 2005, 43(12): 32-34.
CHEN Pei, JIN Xiang-zhong. Numerical simulation on temperature histories of laser aided machining[J]. Machinery Manufacturing, 2005, 43(12): 32-34.
[13] CHANG C W, KUO C P. An investigation of laser-assisted machining of Al2O3 ceramics planning[J]. International Journal of Machine Tools & Manufacture, 2007, 47: 452-461.
[14] CHANG C W, KUO C P. Evaluation of surface roughness in laser-assisted machining of aluminum oxide ceramics with Taguchi method[J]. International Journal of Machine Tools & Manufacture, 2007, 47: 141-147.
[15] ������. �ִ�����ӹ�����װ��[M]. ����: ����������ѧ������, 1993: 130-135.
LI Li-jun. Modern laser processing and it��s equipment[M]. Beijing: Beijing Institute of Technology Press, 1993: 130-135.
[16] ���, �� ��. �����մɵ��߲��ϵ��о��뿪��[J].�ִ������մ�, 1993, 1: 7-13.
LI Jian-bao, HUANG Yong. Investigation and developing on newer ceramic tool materials[J]. Modern Technology Ceramic, 1993, 1: 7-13.
������Ŀ������ʡ�Ǹ������ʦ�ͺ��ϴ�ѧ�ص���л���������Ŀ
�ո����ڣ�2007-07-27�������ڣ�2007-11-09
ͨѶ���ߣ�۳ ﱣ������ڣ��绰��0731-8821772; E-mail: cuoyan@yahoo.com.cn
