
DOI: 10.11817/j.issn.1672-7207.2015.03.004
3D-CAFE�����¶ȳ�Ӱ��430�����岻���������֯�ķ���
������1, 2, 3�����2��������1, 3���Ź���1, 3
(1. �����Ƽ���ѧ ����ұ���¼��������ص�ʵ���ң�������100083��
2. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ��������100083��
3. �����Ƽ���ѧ ұ������̬����ѧԺ��������100083)
ժ Ҫ��
430�����岻��������ĵ��ᾧ����ֻ��30%(�������)���ң����ᾧ��ֱ��Ϊ0.5~2.0 mm����״���ij���Ϊ1.5~2.5 mm������Ϊ0.5~1.5 mm��������ϵ��hΪ30 W/(m2��K)ʱ��ģ�����õ�������������֯����ȴ������ʵ�����һ�¡�����Procast������3D-CAFEģ��Ի���������430�����岻������̹��̵��¶ȳ����з������������̹����Ǵ������������ƽ��������ܶȴӱ��浽������С������23 mm�����ײ�27 mm��Һ����ǰ��Ϊ���ȵ��¶ȳ�������20 mm����ײ�27 mm������ǰ���¶ȳ���þ��ȣ��ײ���75 mm��������������С��������ڵ������������Ϊ1.88 mm/s����75 mm���ﵽ����Сֵ0.22 mm/s�����������Ŀ�������������75 mm���ﵽ���ֵΪ52 mm��
�ؼ��ʣ�
��ͼ����ţ�TF771.1 ���ױ�־�룺A ���±�ţ�1672-7207(2015)03-0786-08
Effect of temperature field on solidification structure of 430 ferritic stainless steel based on 3D-CAFE method
PANG Ruipeng1, 2, 3, LI Changrong2, WANG Fuming1, 3, ZHANG Guoqing1, 3
(1. State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing, Beijing 100083, China;
2. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China;
3. School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing,
Beijing 100083, China)
Abstract: The equiaxed grains ratio of 430 ferritic stainless steel is only about 30% under slow cooling conditions, and the equiaxed grains diameter is between 0.5-2.0 mm. The columnar grain length is between 1.5-2.5 mm, and the width is between 0.5-1.5 mm. When the heat transfer coefficient h is 30 W/(m2��K), the solidification structure and cooling curve of the simulation computation are basically the same as the experimental results. The temperature field of 430 ferrite stainless steel during solidification process under slow cooling conditions was analyzed based on 3D-CAFE method provided by Procast software. The simulation results show that the solidification process of casting is propelled from the periphery to the center, and heat flux from the surface to the center gradually decreases. The liquidus front temperature field is uniform at 23 mm from the side and 27 mm from the bottom, and from the bottom to 75 mm, the solidification rate gradually decreases. It reaches the maximum value of 1.88 mm/s near the side wall, and achieves the minimum value of 0.22 mm/s at 75 mm; solid-liquid two-phase region width gradually increases and reaches the maximum value of 52 mm at 75 mm.
Key words: equiaxed grains; columnar grains; temperature field
�¶ȳ�����������֯���������κ˺ͳ����ͷ�DZ����Ӱ���¶ȳ���������֯[1]�����������̹����У�ͨ����Ч�ؿ����¶ȳ����ܹ������Ҫ��������֯������������֯�ľ�����̬��Ϊ��״���͵��ᾧ���������ɷ�ȷ����������̬������������֯���ƵĹؼ�������ͨ�����̹��̿����¶ȳ���ʵ��[2]�����¶ȳ�ֱ��Ӱ������������֯���γɵĵ��ᾧ����[3]��430�����岻������̹������γɷ������״����Ӱ��������ԣ���������������״�����γɣ��ٽ����ᾧ���γɣ���430�����岻�����˵��Ϊ��Ҫ[4]����ˣ��о�430�����岻������̹��̵��¶ȳ�������Ҫ�����塣���������̹����¶ȳ����з�����Ҫ�����£�����������ʵ�����Ǻ���ʵ�ֵģ��ҷ������̼ȷ�ʱ�ַ�������ֵģ������Ч�˷������µ�������ȷ�Ļ���¶�����[5-6]���������߲���ʵ����Procast��3D-CAFE[7-9]ģ��(Ԫ���Զ���ģ��CA������ԪFE����������������-�۵�ģ��)���ϵķ������Ի���������430�����岻������̹��̵��¶ȳ����з�������Ҫ�о��������̹��̵������ܶȡ�����ǰ�غ�Һ����ǰ�ص��¶��ݶȡ���Һ���������ȡ��������ʼ�������֯��3D-CAFEģ������̹��̺��ģ��ķ����Dz�������Ԫ(FE)�������������̹����з����Ĵ��ȡ�������ɢ����������Ⱥ�۴�����̽���ģ�⡣�÷������Լ������������ʱ���¶ȳ������ʳ����ٶȳ�[10-11]��ͬʱ���������־������κ���������Ԥ�������ڲ�ͬ���������µ�������֯[12-14]��
1 ʵ����ģ�ͽ���
1.1 ʵ��������
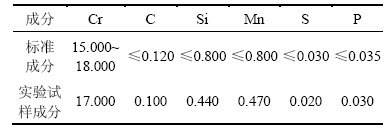
����ZG-0.01����ո�Ӧ¯ұ��430�����岻��֣���ն�Ϊ10 Pa��ұ����������Ϊ5 kg������Ҫ�ɷ����1��ʾ����Procast������ù����ߺ�Һ�����¶ȷֱ�Ϊ1 733 K��1 771 K����ע��ʽΪ¯�ڽ�ע����ע�¶�Ϊ1 821 K����Һ˲������ߴ�����������(�����Ӹߴ���������)�����������ʯӢɰ�У���ȴ����Ϊ���䡣
����PtRh30-PtRh60���ȵ�ż���в��£��ȵ�ż��ֱ���������У��õ�����ȴ������ͼ1��ʾ���õ�ֱ�����߶�Ϊ76 mm��150 mm��������������ֱ������������ɰֽ��ĥ����HCl��HNO3��H2O����֮�������Ϊ1:1:1���Լ�������ʴ���õ�������������֯��ͼ2(a)����ͼ2(a)���Կ����������е��ᾧ����(�������)ֻ��30%���ҡ�ͼ3(a)��(b)��ʾ�ֱ�Ϊ��״����Ƭ�͵��ᾧ��Ƭ�����ᾧ��ֱ����0.5~2.0 mm֮�䣬��״���ij���Ϊ1.5~2.5 mm֮�䣬����Ϊ0.5~1.5 mm֮�䡣
��1 430�����岻��ֵı��ɷּ�ʵ�������ɷ�(��������)
Table 1 Standard and experimental sample composition of 430 ferritic stainless steels %
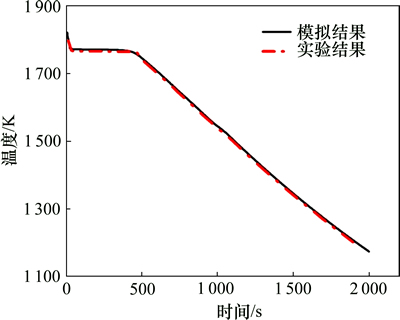
ͼ1 ʵ����ģ��������ȴ����
Fig.1 Cooling curves of experimental and simulative calculation
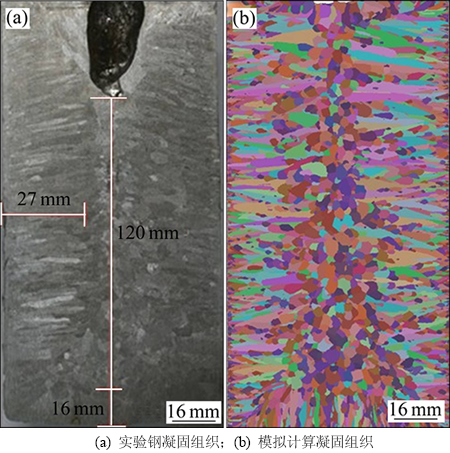
ͼ2 ������������֯
Fig. 2 Solidification structures of casting
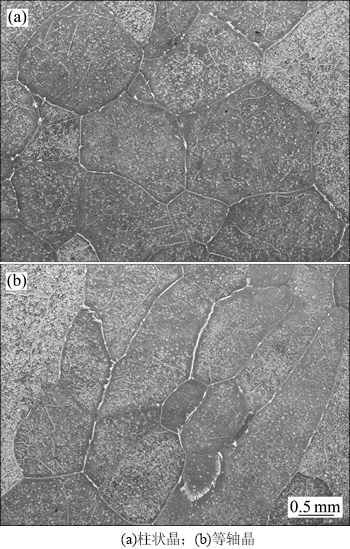
ͼ3 �����ĺ����֯
Fig. 3 Macrostructure of casting
1.2 ģ�ͽ��������ȷ��
Ϊ�˶Ի���������430�����岻������̹��̵��¶ȳ����з���������Procast������3D-CAFEģ�����ͬ�ߴ����������ģ����㡣Ϊ��ʹģ��������ʵ��������ͬ��ģ�������������ܾ���Ϊ�����Ҳ�����ͬ�Ĵ���ϵ��h������˲������ߴ����������������Ժ��Գ����̵��¶���ʧ������������ģ�������õķ������¡�
1.2.1 ���Ʒ���
1) �����غ㷽�̣�
 (1)
(1)
2) �����غ㷽��(x����y��z������������)��
 (2)
(2)
3) �����غ㷽�̣�
 (3)
(3)
����
 (4)
(4)
ʽ�У�u��v��w�ֱ�Ϊx��y��z�����ٶȷ�����m/s��flΪҺ�����������fsΪ�������������pΪѹ����Pa��gxΪx��������������m/s2����Ϊ�ܶȣ�kg/m3��uΪ�����ȣ�Pa��s��kTΪ�ȴ����ʣ�W/(m��K)��KΪ���ʣ�m2��cpΪ�����ݣ�J/(kg��K)��tΪʱ�䣬s��LΪ����DZ�ȣ�J/kg��TΪ�ڵ��¶ȣ�K��HΪ���ʣ�J/mol��
1.2.2 �����κ�ģ��
3D-CAFE���������κ�ģ���������κˣ����費�����κ�ʱ���κ˷�����һϵ�в�ͬ���κ�λ���ϣ�����Щ�κ�λ�ÿ����������ķֲ�����dn/d( )����˹�ֲ���������
)����˹�ֲ���������
 (5)
(5)
ʽ�У� Ϊƽ���κ˹���ȣ�K��
Ϊƽ���κ˹���ȣ�K�� Ϊ�κ˹���ȱ����K��nmaxΪ��̬�ֲ���0�����ֵõ�������κ��ܶȣ����κ˵ĵ�λ��m-2�����κ˵ĵ�λ��m-3������dn���ɹ�����������������ܶ�����������ˣ���ijһ������¾����ܶȿ�������ʽ���㣺
Ϊ�κ˹���ȱ����K��nmaxΪ��̬�ֲ���0�����ֵõ�������κ��ܶȣ����κ˵ĵ�λ��m-2�����κ˵ĵ�λ��m-3������dn���ɹ�����������������ܶ�����������ˣ���ijһ������¾����ܶȿ�������ʽ���㣺
 (6)
(6)
ʽ�У�nΪ�����ܶȡ�
1.2.3 ����ѧģ��
��Һ����ǰ���ܵĹ����Ϊ
 (7)
(7)
ʽ�У� ��
�� ��
�� ��
�� �ֱ�Ϊ�ɷֹ���ȡ��ȹ���ȡ�����ѧ����Ⱥ����ʹ���ȣ�ͨ����3���������˵��С�����Լ����г������ԡ�
�ֱ�Ϊ�ɷֹ���ȡ��ȹ���ȡ�����ѧ����Ⱥ����ʹ���ȣ�ͨ����3���������˵��С�����Լ����г������ԡ�
Ϊ�˼��ټ���Ľ��̣���KGTģ�ͽ�����ϣ��������ζ���ʽ���֦�������ٶ�v�����֮��Ĺ�ϵ���õ�֦����������ٶȵĶ���ʽ��
 (8)
(8)
���У�a2��a3Ϊ��������ѧϵ����m/(s��K3)��
��ͼ3��ASTM��������κ��ܶ�nv,max=8��108�����κ��ܶ�ns,max=4��106������ѧϵ��Ϊ��a2=0��a3=2.3��10-6 ��ģ�������õ�������˹�ֲ�����Ϊ�����κ˹���� =2 K���������+--+�����
=2 K���������+--+����� =0.5 K�����κ˹����
=0.5 K�����κ˹���� =1 K�������������
=1 K������������� =0.1 K����ȡ�����ݽ����ذ뾶������Ϊ10 mm���������������֯���㡣ģ�����ʹ�õ������Բ�����ͼ4(a)~(d)��ʾ�������ߴ�����������ͼ5��ʾ�����ò�ͬh���з������㣬��h=30 W/(m2��K) ʱ����ʵ����ͬλ�õIJ��µ�õ�����ȴ������ͼ1��ʾ���õ���430�����岻���������������֯��ͼ2(b)����ͼ1��ͼ2��֪��ģ�����õ����¶����ݺ�������������֯��ʵ��õ��Ļ���һ�£�˵����Procast��3D-CAFEģ���������������430�����岻������̹��̵��¶ȳ��ǿ��еġ�
=0.1 K����ȡ�����ݽ����ذ뾶������Ϊ10 mm���������������֯���㡣ģ�����ʹ�õ������Բ�����ͼ4(a)~(d)��ʾ�������ߴ�����������ͼ5��ʾ�����ò�ͬh���з������㣬��h=30 W/(m2��K) ʱ����ʵ����ͬλ�õIJ��µ�õ�����ȴ������ͼ1��ʾ���õ���430�����岻���������������֯��ͼ2(b)����ͼ1��ͼ2��֪��ģ�����õ����¶����ݺ�������������֯��ʵ��õ��Ļ���һ�£�˵����Procast��3D-CAFEģ���������������430�����岻������̹��̵��¶ȳ��ǿ��еġ�
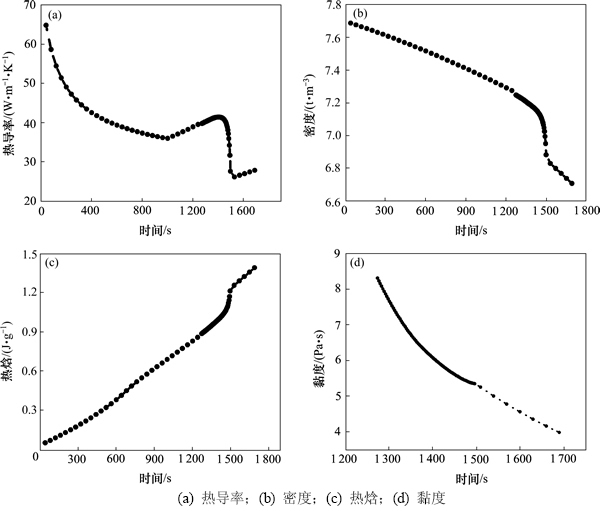
ͼ 4 �����Բ���
Fig. 4 Thermo-physical property parameters
2 �¶ȳ��������
ͼ6��ʾΪ���µ�λ�÷ֲ���ͼ7��ʾΪ�������̹����в�ͬʱ�̵������ܶȱ仯��ͼ�а�ɫ��ͷ��������������ͼ7���Կ�������������������ȴ����һ�����������̹��������Ǵ�����ɢ���������ܵ������ܶ���ͬ��ͬʱ�������ܶȴӱ��浽������С�����������̹����Ǵ������������ƽ����������̵Ľ��У����ڶ���Һ��IJ������¶�����������������
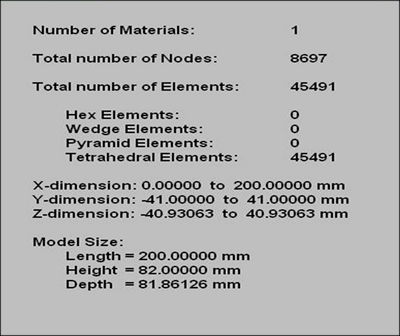
ͼ5 ��������������ߴ�
Fig. 5 Grid parameters and size of casting
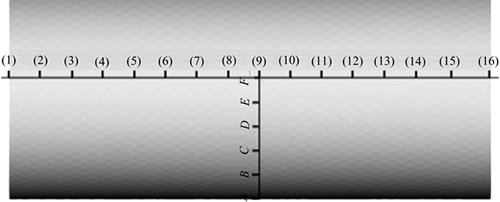
ͼ6 ���µ�λ�÷ֲ�
Fig. 6 Location distribution of temperature measuring points
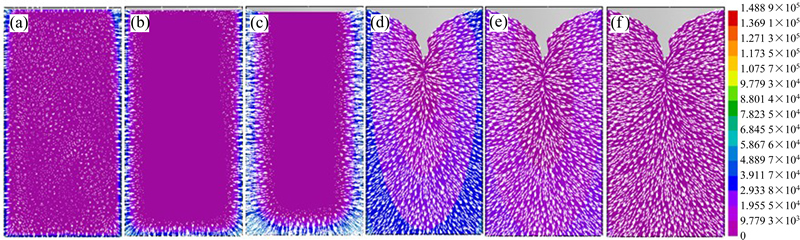
ͼ7 �������̹��̵������ܶȱ仯(���������������̿�ʼ�������������仯)
Fig. 7 Variationa of heat flux density in solidification process of casting (from left to right shows in sequence change of heat flux from beginning to end of solidification)
ͼ8(��)��(��)��ʾ�ֱ�Ϊ�������ײ�75 mm(����֮��ļ��Ϊ7.6 mm)���ذ뾶�Ӳ�ڵ����ĸ������ȴ���ߺ�����������������ӵײ��������������ȴ����(����֮��ļ��Ϊ10 mm)�����������������������������¶�ȡֵֻ��110 mm������ͼ8���Կ�������Һ��ʼ��ȴʱ��������Χ�����������²���Һ���еĶ����͵���ɢ�ȣ�������ȴ�����¶�Ѹ���½�������������ȴ�Ľ��У�����DZ���ͷ���������ɢʧ����ȣ���ȴ���ߵ�Һ�����¶ȸ����������¶�ƽ̨����Խ������������������¶�ƽ̨Խ��˵��Խ����������������ɢʧԽ���ѣ�ͨ�������ܶ�Խ��������ԽСҲ����˵����һ�㣻�������̽��������������¹��̡�
ͼ9��ʾΪ�������̹������¶ȳ�����ͼ9�ɼ����������������ܾ������Ҵ���ϵ����ͬ���������̹������γ��˶ԳƵ��¶ȳ�������ֻ�����˴������ײ��������ᵽ����߶�һ��������м�λ�ôӲ���ذ뾶�����ĵ�����ǰ�غ�Һ����ǰ���¶��ݶȼ��������ʣ������ͼ10��ͼ11��ʾ�������µ�i�ﵽҺ�����¶�TL��ʱ��ti����Ӧ����һ����µ�i+1���¶�ΪTi+1����G=(Ti+1-TL)/(xi+1-xi)ΪҺ����ǰ���¶��ݶȣ�����xi��xi+1�ֱ�Ϊ���µ�i��i+1���ڻ�ײ��ľ��룻���������ƽ����ʶ���Ϊ�������ʣ����µ�i��i+1�ﵽ�������¶ȵ�ʱ�̷ֱ�Ϊti��ti+1������������ΪR=(xi+1-xi)/(ti+1-ti)��
ͼ10��ʾ�ֱ�Ϊ�������ײ�75 mm���ذ뾶�Ӳ�ڵ���������ǰ�غ�Һ����ǰ�ص��¶��ݶ������ھ���仯���ߺʹ������ײ���75 mm������ǰ�غ�Һ����ǰ�ص��¶��ݶ�����ײ�����仯���ߡ���ͼ10��֪��������23 mm���������ĺ�����ײ�27 mm��75 mm����Һ����ǰ���¶��ݶȾ�Ϊ0 K/mm�����ֱ�������8 mm������ײ�10 mm���ﵽ�����ֵ0.92 K/mm��0.1 K/mm��˵������������Һ����ǰ���¶ȳ��ȽϾ��ȣ�������23 mm�����ײ�27 mm��Һ����ǰ��Ϊ���ȵ��¶ȳ���
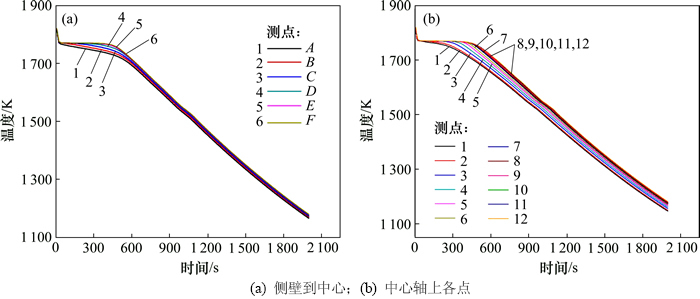
ͼ8 ��ȴ����
Fig. 8 Cooling curves
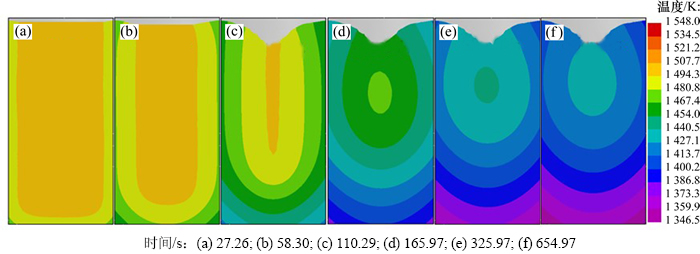
ͼ9 �������¶ȷֲ�
Fig. 9 Temperature distribution of casting
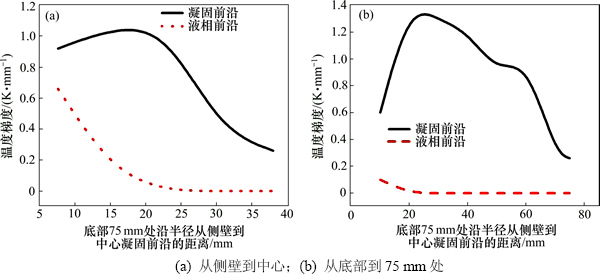
ͼ10 �¶��ݶ������ı仯
Fig. 10 Temperature gradient change with distance
�Ӳ�ڵ����ĺʹӵײ���75 mm��������ǰ���µĶ��ݶ��ܵ������ǽ��͵ģ���ͼ10(a)��ʾ���������IJ�ڵ���������ǰ�ص��¶��ݶ�������20 mm�ﵽ���ֵ1.05 K/mm������Խ��ͣ������Ĵ��ﵽ��Сֵ0.26 K/mm����ͼ10(b)���Կ������������ײ���75 mm������ǰ���¶��ݶ��������ӣ�����ײ�27 mm���ﵽ���ֵ1.36 K/mm�����ͣ�������λ�ôﵽ��Сֵ0.26 K/mm��˵������20 mm����ײ�27 mm������ǰ���¶ȳ���þ��ȡ�
�¶ȳ�����������֯���¶��ݶ�ԽС���¶ȳ�Խ����Խ�������γɵ��ᾧ��������������֪���Ӳ�ڵ����ĺʹӵײ��������¶ȳ���þ��ȣ��Ҵ�����23 mm�����ײ�27 mm���¶ȳ�����ȣ���ͼ2��ʾ������ײ�16 mm�������27 mm��������������֯ת��Ϊ���ᾧ��
ͼ11��ʾΪ����������������ӵײ���75 mm�����������ʡ���ͼ11���Կ������ڻ��������£��ӵײ���75 mm��������������С��������ڵ������������Ϊ1.88 mm/s����75 mm���ﵽ��Сֵ0.22 mm/s��˵�����������£��������̿Ǻ�ȵ����ӣ�����ɢʧ���ѣ��Ӳ�ڵ����ģ������������ͣ�˵�����������ٶ����ͣ������������ٶ�ԽС���ͷŵ�DZ��Խ�٣�����������ǰ�ع������IJ�������ȵ����ӣ����������ᾧ���κ˺�����Ŀ���ӣ��Ӷ���ֹ����״����������������֯����״��ת��Ϊ���ᾧ(��ͼ2��ʾ)������ײ�16 mm��Ϊ������������֯Ϊ���ᾧ��
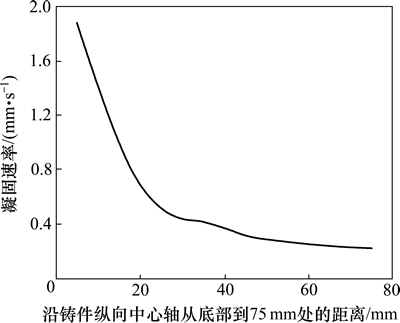
ͼ11 ��������
Fig. 11 Solidification rate
���������̹����У����Ѳ�����Һ�������Ŀ��ȣ������ù����ߺ�Һ���ߵ�λ�������ƹ�Һ�������Ŀ���[15]��ͼ12��ʾΪ�����ߺ�Һ�����������ײ�������ʱ��仯���ߡ��������ײ���110 mm�����������Ŀ��������ӣ���75 mm���ﵽ�����ֵ�����ȴ�ԼΪ52 mm����ʽ(9)��֪���¶��ݶȺ���������ԽС����Һ����������Խ��ͼ10��11�ɼ����������̹������¶��ݶȺ������������ͣ����ԣ������̹����У���Һ�������Ŀ��������ӡ���Һ������Խ����Խ������ϸ����ά֦���ķ�չ��������֦����Ƭ�IJ���������Ƭ���͵���״��ǰ�ؿ�����Ϊ���ᾧ���κ˺��ģ��Ӷ����ڵ��ᾧ���γɡ�
 (9)
(9)
ʽ�У�DLΪ��ɢϵ����m2/s��RΪ�������ʣ�mm/s��koΪ����ϵ����GLΪ�¶��ݶȣ�K/mm��mLΪҺ����б�ʣ�coΪԭʼ�Ͻ�ɷ�(��������)��%��
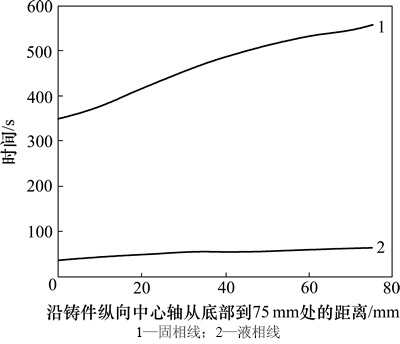
ͼ12 �����ߺ�Һ������ײ�������ʱ��仯����
Fig. 12 Change curve of solidus and liquidus distance from bottom with time
3 ����
1) �ڻ��������£�430�����岻��������е��ᾧ����ֻ��30 %���ң����ᾧ��ֱ����0.5~2.0 mm֮�䣬��״���ij���Ϊ1.5~2.5 mm֮�䣬����Ϊ0.5~1.5 mm֮�䣻������ϵ��h=30 W/(m2��K)ʱ��ģ�����õ�������������֯����ȴ������ʵ�����һ�¡�
2) �ڻ��������£�Խ������������������ȴ���ߵ��¶�ƽ̨Խ�����������̹����Ǵ������������ƽ��������ܶȴӱ��浽������С��˵���������̿Ǻ�ȵ����ӣ�����ɢʧ���ѡ�
3) �ڻ��������£�Һ����ǰ���¶ȳ��ȽϾ��ȣ�������23 mm�����ײ�27 mm��Һ����ǰ��Ϊ���ȵ��¶ȳ����Ӳ�ڵ����ĺʹӵײ���75 mm��������ǰ�ص��¶��ݶ��ܵ����ƽ��ͣ�������20 mm����ײ�27 mm������ǰ���¶ȳ���þ��ȡ�
4) �ڻ��������£��ײ���75 mm��������������С��������ڵ������������Ϊ1.88 mm/s����75 mm���ﵽ��Сֵ0.22 mm/s���������ײ���110 mm�����������Ŀ��������ӣ���75 mm���ﵽ�����ֵ�����ȴ�ԼΪ52 mm��
�ο����ף�
[1] David R J, Haruyuki I, Shinji M, et al. Microstructural development during directional solidification of a-seeded TiAl alloys[J]. Acta Materialia, 2006, 54(4): 1077-1085.
[2] ����ƽ. �������������뼼��[M]. ����: ұ��ҵ������, 2008: 71-73.
MA Youping. Fundamentals of metal solidification[M]. Beijing: Metallurgical Industry Press, 2008: 71-73.
[3] Chung S I, Yoon J K. Numerical analysis of effect of electromagnetic stirring on solidification phenomena in continuous casting[J]. Ironmaking and Steelmaking, 1996, 23(5): 425-432.
[4] Huh M Y, Engler O. Effect of intermediate annealing on texture, formability and ridging of 17%Cr ferritic stainless steel sheet[J]. Material Science and Engineering: A, 2001, 308(1/2): 74-87.
[5] Yoshihiro Y, Yoshihiro O, Kato Y, et al. Development of ferritic stainless steel sheets with excellent deep drawability by {111} recrystallization texture control[J]. JSAE Review, 2003, 24(4): 483-488.
[6] Dong H B, Lee P D. Simulation of the columnar-to-equiaxed transition indirectionally solidified Al-Cu alloys[J]. Acta Materialia, 2005, 53(3): 659-668.
[7] Banaszek J, Mcfadden S, Browne D J, et al. Natural convection and columnar-to-equiaxed transition prediction in a front- tracking model of alloy solidification[J]. Metallurgical and Materials Transactions A, 2007, 38(A): 1476-1484.
[8] Lan C W, Lee M H, Chuang M H, Shih C J. Phase field modeling of convective and morphological instability during directional solidification of an alloy[J]. Journal of Crystal Growth, 2006, 295(2): 202-208.
[9] Li D M, Li R, Zhang P W A. cellular automaton technique for modeling of a binary dendritic growth with convection[J]. Applied Mathematical Modelling, 2007, 31 (6): 971-982.
[10] Gandin C A, Desbiolles J L, Rappaz M, et al. A three- dimensional cellular automation-finite element model for the prediction of solidification grain structures[J]. Metallurgical and Materials Transaction A, 1999, 30(12): 3153-3165.
[11] Martorano M A, Biscuola V B. Predicting the columnar-to- equiaxed transition for a distribution of nucleation under coolings[J]. Acta Materialia, 2009, 57(2): 607-615.
[12] �ź�ΰ, Keiji N, ������, ��. Al-Si�Ͻ���ƫ����������֯�ݱ��Ԫ���Զ���-�����ݻ������ģ��[J]. �й���ɫ����ѧ��, 2012, 22(7): 1904-1913.
ZHANG Hongwei, Keiji N, WANG Engang, et al. Research and development progress of high temperature deformation of titanium alloy with discontinuous yielding[J]. The Chinese Journal of Nonferrous Metals, 2013, 22(7): 1904-1913.
[13] Chang S R, Kim J M, Hong C P. Numerical simulation of microstructure evolution of Al alloys in centrifugal casting[J]. ISIJ International, 2001, 41(7): 738-747.
[14] Dong H B, Lee P D. Simulation of the columnar-to-equiaxed transition in directionally solidified Al-Cu alloys[J]. Acta Materialia, 2005, 53(3): 659-668.
[15] Singh A K,Muraleedharan K, Banerjee D.Solidification structure in a cast �� alloy[J].Scripta Materialia, 2003, 48(6): 767-772.
(�༭ �°���)
�ո����ڣ�2014-05-22�������ڣ�2014-07-13
������Ŀ(Foundation item)�����Ҹ����о���չ�ƻ�(863�ƻ�)��Ŀ( 2013AA031601)�������У��������ҵ���ר���ʽ�����(FRF-SD-12-010A) (Project(2013AA031601) supported by the National High Research Development Program of China (863 Program); Project(FRF-SD-12-010A) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ������������ڣ���ʿ����ʦ�����ºϽ��������֯�����о���E-mail: wangfuming@metall.ustb.edu.cn
ժҪ���ڻ��������£�430�����岻��������ĵ��ᾧ����ֻ��30%(�������)���ң����ᾧ��ֱ��Ϊ0.5~2.0 mm����״���ij���Ϊ1.5~2.5 mm������Ϊ0.5~1.5 mm��������ϵ��hΪ30 W/(m2��K)ʱ��ģ�����õ�������������֯����ȴ������ʵ�����һ�¡�����Procast������3D-CAFEģ��Ի���������430�����岻������̹��̵��¶ȳ����з������������̹����Ǵ������������ƽ��������ܶȴӱ��浽������С������23 mm�����ײ�27 mm��Һ����ǰ��Ϊ���ȵ��¶ȳ�������20 mm����ײ�27 mm������ǰ���¶ȳ���þ��ȣ��ײ���75 mm��������������С��������ڵ������������Ϊ1.88 mm/s����75 mm���ﵽ����Сֵ0.22 mm/s�����������Ŀ�������������75 mm���ﵽ���ֵΪ52 mm��
