
���±�ţ�1004-0609(2013)S1-s0585-05
TA18�侶�ܸ�ѹ���ͳ��ι��ռ��ں�ֲ�
�� ��1, 2���� ��1, 2��������1, 2��Է����1, 2�������3
(1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001;
2. ��������ҵ��ѧ ���������ȼӹ������ص�ʵ���ң������� 150001��
3. �Ͼ����պ����ѧ ����ѧԺ���Ͼ� 210000)
ժ Ҫ��
��һ�����¶ȷ�Χ���Ը�ѹ������Ϊ�������ʣ�ͨ���¶ȡ���ѹ�Ͳ�����ƥ�����ʹ������Ĥ���ȼӹ���������Ϊ��ѹ���ͳ��μ�������800 ��ʱ���Բ�ͬ����·���Ͳ�ͬ��������TA18�ܲĽ�������ʵ�飬�о�����·���Ͳ�������50%������TA18�ѺϽ�侶�ܵij��ι��̺ͱں�ֲ���Ӱ�졣����������ڲ��ϽΣ���ѹ��С���߹�����������ڱ侶�ܹ������ѻ����壻��ͬ�����������ε�TA18�侶�ܣ��ں�ֲ����ɲ�ͬ���ں��ʵļ���·���£��ֱ���20��30��36��40 mm�õ���TA18�侶�ܵ��������ʷֱ�Ϊ29.07%��24.01%��18.15%��13.02%��
�ؼ��ʣ�
TA18�ѺϽ�����ѹ���ͳ��������������侶�����ں�ֲ���
��ͼ����ţ�TG306���� ���ױ�־�룺A
High pressure pneumatic forming process and wall thickness distribution of TA18 titanium alloy large expansion ratio tube
LIU Gang1, 2, WU Yong1, 2, WANG Jian-long1, 2, YUAN Shi-jian1, 2, TANG Ze-jun3
(1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. National Key Laboratory for Precision Hot Processing of Metals, Harbin Institute of Technology, Harbin 150001, China;
3. Mechanic and Electric Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210000, China)
Abstract: At a certain temperature range, the tube blank is bulged out until it attaches to the inside of mould cavity by high pressure gas, matching with axial feeding. This plastic forming processing is called high pressure pneumatic forming (HPPF). At 800 ��, the 50% expansion ratio tubes of TA18 titanium alloy were formed with different loading paths and different axial feedings. The results show that the wrinkles are formed in the transition zone of tube because the materials are accumulated when the inner pressure is too high or too low. The thickness of adjustable tubes with different axial feedings is changed. At the appropriate loading path, TA18 adjustable tubes without defects are formed with axial feeding of 20, 30, 36 and 40 mm, and their maximum thinning ratio are 29.02%, 18.73%, 13.41% and 10.49%.
Key words: TA18 titanium alloy; high pressure pneumatic forming; axial feeding; large expansion ratio tube; wall thickness distribution
�ѺϽ�������¡���ʴ���������ۺ����ܺ�����Ļ�е�ӹ����ܣ����㷺Ӧ���ڹ����ȹؼ�������㲿�����������緢����ҶƬ����Ƥ�����������̼������ܡ�Һѹ��·�����������������Ϳ���ϵͳ��[1-2]�����У�TA18�ѺϽ������õ��ۺ���������20����70����ͱ��㷺��Ӧ����F-14��F-15�Ͳ���747�Ⱥ��պ��칤ҵ��Һѹ��ȼ��·ϵͳ[3]���侶�ܼ�������ȼ�ͼ�����ϵͳ���ɻ�Һѹ���ƺ�ȼ��ϵͳ������Ⱥ��������ȼ������ϵͳ�ȹ�·��������Ϊ�������ɵ�Ԫ����Ϊ�ˣ��о�TA18�ѺϽ�侶�ܵȸ��ӽ�������ṹ���ij��ι����Ե÷dz���Ҫ��
ZHANG��[4]���ó����Գ��εķ����������ѺϽ��ƹܼ����ṩ�ѺϽ��ӽ���ܼ����������ա�VADILLO��[5]���ø�ѹ���ͳ��ι��ճ�����������75%�ĸ�ǿ�ֱ侶�ܣ������˸�ѹ���γ����ڹܼ������е��о�ǰ����HE��[6]�о�TA2�ѺϽ�ܲ��ڲ�ͬ�����µij������ܣ�̽�����ѺϽ�ܲĸ�ѹ���ͳ������ܡ�LIU��[7]��TA15�ѺϽ���и�ѹ���ͳ��� �о����Ľ��˳��ιܼ��ıں�;��ȡ�
��ͳ�ڸ�ѹ�������������ϵķ����ı��˲��ϵ�Ӧ��״̬��һ���̶��ϸ��Ƴ��ιܼ��ıں�ֲ�[8]��TIROSH��[9]����˹ܲ��������κܲĶ˲�ʩ������������ʱ��Ӧ��״̬��GEIGER��[10]��Է������[11]����Ͻ������̬��ѹ����ʵ���о��������ܲ���������һ�����¶�����Ȼ��Ч�������ڳ����¶Ƚϸߵ��ѺϽ𣬹�����һֱû�п�չ����о���
Ϊ�ˣ����������ڴ�ͳ�ڸ�ѹ���μ����Ļ���������ѺϽ�侶�ܸ�ѹ���ͳ��μ������ڸ����������Ը�ѹ������Ϊ�������ʣ�ͨ���¶Ⱥ���ѹƥ�����ʹ��������Ϊ�侶�ܡ�
1 ʵ��
1.1 ʵ�����
ʵ������������˻��TA18�ѺϽ�ܣ��⾶�ͱں�ֱ�Ϊ40 mm��2 mm����800 ���£��عܲ�������ȡ�����ֱ���0.1��0.01��0.001 s-1��Ӧ�����ʽ��е�������ʵ�飬�õ�������������ͼ1��ʾ����ʵӦ����Ӧ��������ͼ2��ʾ��
1.2 �ܼ��ߴ缰ʵ��װ��
�侶����������ͼ3��ʾ�����˹�ֱ��40 mm����������80 mm��ֱ��60 mm���ں�2 mm��������Ϊ45��б�沢�뾶5 mmԲ�����ɡ�ʵ����ù�������ҵ��ѧ�����з��ĸ�ѹ���ͳ���װ�ã�ʵ����ʹ�õĸ�ѹ���ͳ���ģ����ͼ4��ʾ��
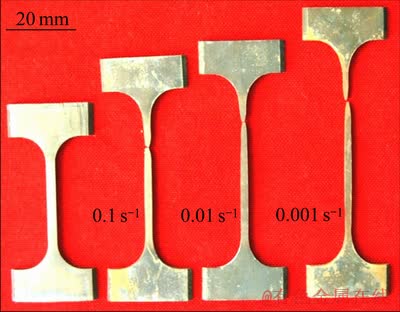
ͼ1 800 ��ʱ����������
Fig. 1 Tensile test specimen at 800 ��
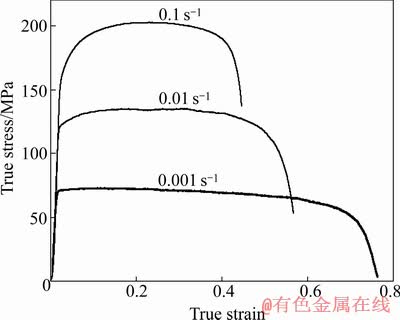
ͼ2 800 ��ʱTA18�ѺϽ��Ӧ����Ӧ������
Fig. 2 True stress��strain curves of TA18 Ti alloy at 800 ��
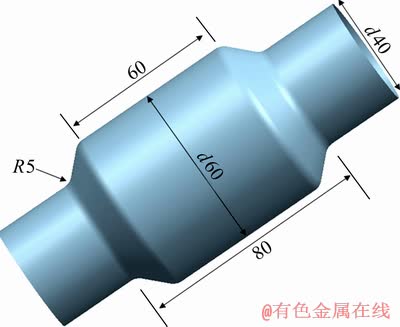
ͼ3 �侶���������ߴ�
Fig. 3 Designed outer contour of large expansion ratio tube (Unit: mm)
1.3 ����·��
��800 ���£�����3����ͬ����·���ֱ���Σ���ͼ5��ʾ���о�����·���Գ��μ�������Ӱ�졣����TA18��ΪӦ�����������Բ��ϣ�Ϊ���ų�Ӧ�����ʶԳ��ι��̵�Ӱ�죬�趨���������벹��ʱ���ϵ��ͼ6��ʾ��ǰ200 s�Խϵ͵IJ������ʲ��ϣ������������ٶȣ������ѹ��30 MPa���Ρ�ʵ��ǰ����TA18�ܲ��������ͿĨ�������ĩ����С�ܲ���ģ��Ħ���������ѺϽ��������
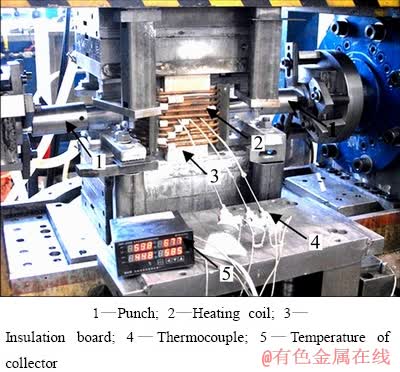
ͼ4 ��ѹ���ͳ���ģ��
Fig. 4 Mold of HPPF
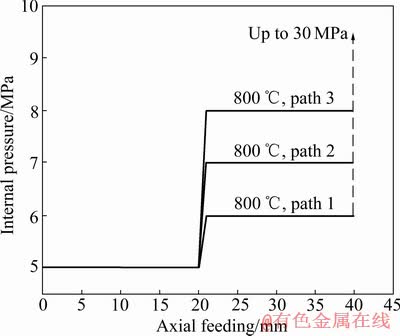
ͼ5 ������ѹ�����������ı仯����
Fig. 5 Change curves of internal pressure with axial feeding
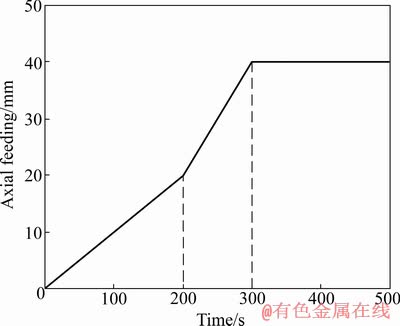
ͼ6 ���������벹��ʱ���ϵ
Fig. 6 Relationship between axial feeding and feeding time
2 ���������
2.1 ����·���Ա�������������Ӱ��
���ü���·��2����ʵ�飬�õ��ij��ι��̼���ͼ7��ʾ����5 MPaѹ���£���������20 mmʱ���õ����μ���ͼ7(a)��ʾ����������������������ƽ�ȵ����ƣ�Ϊ�������λ����˲��ϡ�����ѹ������7 MPa�����ռ���·��2�������Σ�������40 mm���õ����μ���ͼ7(b)��ʾ����ȵ�ֱ�������������Ӵ���ģ���ڱڣ����˲������漸����ֱ�ڹܲ���������ѹ������30 MPa���Σ��õ�ͼ7(c)��ʾ�侶�ܡ����ι����У�����չƽ��������ȫ��ģ���õ�����⻬�����塢СԲ�dz��������õ�50%�����ʱ侶�ܡ�
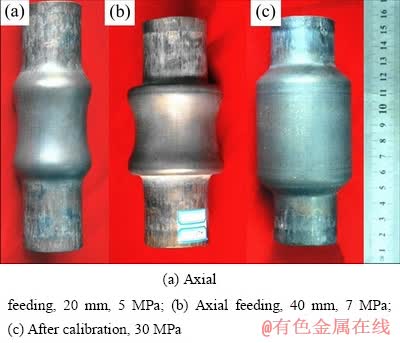
ͼ7 ѹ������·��2���ι��̼�
Fig. 7 Large expansion ratio tubes bulged by path 2

ͼ8 ѹ������·��1���ι��̼�
Fig. 8 Large expansion ratio tubes bulged by path 1
���ü���·��1����ʵ�飬������40 mm�����μ������μ���ͼ8��ʾ����ͼ8�ɿ�������������20 mm���ӵ�40 mm��ʱ���ܲ���ѹ��С(6 MPa)ʱ����ȱ��ν�С��������˽����Ĺ����ڹ������ѻ�(��ͼ8(a))��������ѹ��30 MPa���Σ������֮���������ڲ��ϲ�����������أ���������������ڶѻ�����̫�࣬����ʱ���������Ʋ��ܱ���ȫչƽ�γ����壬��ͼ8(b)��ʾ��
���ü���·��3����ʵ�飬������40 mm�����μ������μ���ͼ9��ʾ����ͼ9�ɿ��������ڲ�������20 mm���ӵ�40 mm�Σ��ܲ���ѹ�ϴ��������ι��죬�ڲ��ϻ�û�н���ʱ���������Ѿ���ȫ��Ĥ������������ʹ���˲�����Ƕ��������������ʱ��������Ƕ�IJ��ϲ���չƽ���ڹ������γ����壻������������ǰ��Ĥ����������IJ���û��������ã���������������ʵ�������TA18�ѺϽ�侶�ܳ���ʱ����Ҫѡ����ʵļ���·����������ѹ���ϴ���Сʱ�����ιܼ��ļ����������ڹ������������壬���ü���·��2���Եõ������ϺõĹܼ���

ͼ9 ѹ������·��1���ι��̼�
Fig. 9 Large expansion ratio tubes bulged by path 3
2.2 ���������Աں�ֲ���Ӱ��
����ͼ5��ʾ��·��2��ͼ6��ʾ�IJ������Ͳ���ʱ���ϵ���ֱ���20��30��36��40 mm�õ�ͼ10��ʾ������о��������Ա侶�ܳ��μ���Ӱ�졣
���Ϲ����У��侶�ܸ��������Ӧ��Ӧ��״̬��ͬ�����β�ͬ������ܱں�����ϴ�ֱ�ڷ�ģ�潫�侶�ܶԳ��п������пڲ������ιܼ�������ں���ܼ��ں�����ʷֲ���ͼ11��ʾ(ԭʼ�ܲıں�ƽ�����2.05 mm����)�����侶�ܰ�����״�ص㻮��Ϊ3����������A�Ĺܲ��ܵ�3��ѹӦ�����ܲı����ܵ�����Ħ���������ã�������A�����ѻ����±ں����ӣ��ɹܶ����ڲ�������С������B(������)�����Ĺܲ������ʲ�ͬ���ں�ֲ�Ҳ��ͬ����������ɶ˿����ڲ�����ʳ��������ƣ�����C�����������ڻ����쳤���Σ��ܼ��ں�����Ͼ��ȣ�����������ʽϴ�

ͼ10 ��ͬ�������ı侶�ܳ��μ�
Fig. 10 Large expansion ratio tubes with different axial feedings
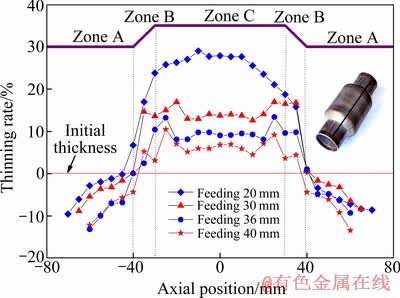
ͼ11 ��ͬ�������ı侶������ں�����ʷֲ�
Fig. 11 Tinning rate distribution of axial thickness along tubes at different axial feedings
������20��30��36��40 mm�õ��Ĺܼ�������(����C)��ƽ�������ʷֱ�Ϊ20.47%��14.42%��8.29%��5.43%���������ʷֱ�Ϊ29.02%��18.73%��13.41%��10.49%������20 mmʱ���侶�ܵ����䱡λ�ڱ���������λ�ã����Ų����������ܼ�����ƶ�������СԲ�Ǵ������������֣�����Ħ����ԭ���������ϴ�ʱ��Բ�Ǵ��Ĺܼ��ں���ڸ��������㴦�ں����������������ӣ��侶��ƽ�������ʼ�С���������ʼ�С���侶�ܵıں�ֲ��õ����ơ�
3 ����
1) ����·�������侶�ܱ��������������ڲ��ϽΣ���ѹ��С���߹����������ȱ�ݡ�
2) �����ϸ����˱侶�ܵıں�ֲ���������Խ�侶�ܱں����ԽС���ں�Խ���ȣ����Ų����������ӣ��侶��������������λ�������Ĵ���Ϊ��Բ�Ǵ���
3) ��800 ��ʱ�����ú��ʵļ���·����������40 mmʱ���õ�������50%�ı侶�ܣ����ں����10.49%��������ƽ��������5.43%��
REFERENCES
[1] MOISEYEV V N. Titanium alloys: Russian aircraft and aerospace applications [M]. London: Taylor & Francis, 2005.
[2] XU Feng, YANG Zhao. Application of the titanium alloy in civil aviation [J]. Baosteel Technical Research, 2011, 12(5): 25-35.
[3] LEYENS C,PETERS M. Titanium and titanium [M]. Weinheim: WILEY-VCH Verlag. GmbH & Co, kGaA, 2003: 329-384.
[4] ZHANG K F, WANG G, WU D Z. The superplastic capability of butt cover plate of Ti-6Al-4V titanium alloy [J]. Trans Nonferrous Met Soc China, 2002, 12(2): 251-255.
[5] VADILLO V, SANTOS M T, GUTIERREZ M A,  I,
I,  B, UTHAISANGSUK V. Simulation and experimental results of the hot metal gas forming-g technology for high strength steel and stainless steel tubes forming [C]// Proceeding of the 9th International Conference on Numerical Methods in Industrial Forming Processes. Portugal, 2007: 17- 21.
B, UTHAISANGSUK V. Simulation and experimental results of the hot metal gas forming-g technology for high strength steel and stainless steel tubes forming [C]// Proceeding of the 9th International Conference on Numerical Methods in Industrial Forming Processes. Portugal, 2007: 17- 21.
[6] HE Zhu-bin, TENG Bu-gang. Mechanical properties and formability of TA2 extruded tube for hot metal gas forming at elevated temperature [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 479-484.
[7] LIU Gang, HUAN Wang-ke, XU Yi, WANG Bin, YUAN Shi-jian. An approach to improve thickness uniformity of TA15 tubular part formed by gas bulging process [J]. Advanced Materials Research, 2013, 712/715: 651-657.
[8] Է����, ��ף��, �� ��, ��С��, �� ��. �ڸ�ѹ���������뼼�����½�չ[J]. �й���ɫ����ѧ��, 2011, 21(10): 2523- 2533.
YUAN Shi-jian, HE Zhu-bin, LIU Gang, WANG Xiao-song, HAN Cong. New developments in theory and processes of internal high pressure forming [J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2523-2533.
[9] TIROSH J, NEUBERGER A. On tube expansion by internal fluid pressure with additional compressive stress [J]. Int J Mech Sci, 1996, 38(8/9): 839-851.
[10] GEIGER M, MERKLEIN M, CELEGHINI M, HALDENWANGER H G, PRIER M. Sheet and tube hydroforming at elevated temperatures [J]. Hydroforming of Tubes, Extrusions and Sheet Metals, 2003, 3: 259-278.
[11] Է����, ��ף��, �� ��. ��Ͻ���̬Һ�����μ���[J]. ��ѹ����, 2005, 6: 75-80.
YUAN Shi-jian, HE Zhu-bin, LIU Gang. Warm hydroforming process of light weight alloys [J]. Forging & Stamping Technology, 2005, 6: 75-80.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51075100); �����У��������ҵ���ר���������(NS2012099)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ��� �֣����ڣ���ʿ���绰��0451-86418631��E-mail: gliu@hit.edu.cn
ժ Ҫ����һ�����¶ȷ�Χ���Ը�ѹ������Ϊ�������ʣ�ͨ���¶ȡ���ѹ�Ͳ�����ƥ�����ʹ������Ĥ���ȼӹ���������Ϊ��ѹ���ͳ��μ�������800 ��ʱ���Բ�ͬ����·���Ͳ�ͬ��������TA18�ܲĽ�������ʵ�飬�о�����·���Ͳ�������50%������TA18�ѺϽ�侶�ܵij��ι��̺ͱں�ֲ���Ӱ�졣����������ڲ��ϽΣ���ѹ��С���߹�����������ڱ侶�ܹ������ѻ����壻��ͬ�����������ε�TA18�侶�ܣ��ں�ֲ����ɲ�ͬ���ں��ʵļ���·���£��ֱ���20��30��36��40 mm�õ���TA18�侶�ܵ��������ʷֱ�Ϊ29.07%��24.01%��18.15%��13.02%��
