
���±�ţ�1004-0609(2011)05-1003-06
����ͭ�Ͻ�/�Ǿ����ϲ��ϵļ�ѹ��������
�� ��1, �� ��1, ������2, �����1
(1. �ϲ���ѧ ���繤��ѧԺ���ϲ�330031��2. �ϲ���ѧ ���Ͽ�ѧ�빤��ѧԺ���ϲ�330031)
ժ Ҫ��
���ڴ��Ǿ��ڹ���Һ��������нϺõ������Գ����ص㣬ѡ��ͭ���Ǿ�Cu40Zr44Ag8Al8��ͭ�Ͻ�ͨ����ѹ���ι��գ��Ʊ���һ�����͵�ͭ�Ͻ�/�Ǿ����ϲ��ϣ���703 K�ͼ�ѹ�ٶ�Ϊ0.4 mm/min�¶Ըø��ϲ��Ͻ��м�ѹ�����ͭ�Ͻ�/�Ǿ����ϲ��ϰ��ġ�ͨ����ѧ����(OM)��X��������(XRD)��ʾ��ɨ�����ȷ���(DSC)��ά��Ӳ�Ȳ���(HV)�Լ�ѹ����ǰ����о���Ǿ�������ò�۲�ͽṹ���������������о���Ǿ��ڼ�ѹǰ�ڳʲ����ȷֲ�������ֲ��dz����ȣ����XRD��DSC��Ӳ�ȵĽ����������703 K�¼�ѹ��о���Ǿ�û�з���������
�ؼ��ʣ�
ͭ���Ǿ��������Գ��������ϲ���������������Һ��������
��ͼ����ţ�TG306���� ���ױ�־�룺A
Coextrusion forming characteristics of
novel Cu alloy/bulk metallic glass composite
LIU Yong1, ZHANG Li1, GUO Hong-min2, YANG Xiang-jie1
(1. School of Mechatronics Engineering, Nanchang University, Nanchang 330031, China;
2. School of Materials Science and Engineering, Nanchang University, Nanchang 330031, China)
Abstract: A novel Cu alloy/bulk metallic glass (BMG) composite was fabricated through the coextrusion process, based on the excellent thermoplastic forming characteristics of BMG in the supercooled liquid region (SLR). The Cu-based amorphous Cu40Zr44Ag8Al8 and pure Cu alloy were selected as components. The Cu alloy/BMG composite bar was easily fabricated at extrusion temperature of 703 K and extrusion speed of 0.4 mm/min. The morphology and structure of the core BMG before and after the coextrusion with Cu were characterized by optical microscopy (OM), X-ray diffractometry (XRD), differential scanning calorimetry(DSC) and microhardness(HV). The results indicate that the core BMG can reach the approximately uniform distribution of the dimension after suffering the shortly inhomogeneous distribution of the dimension in the initial stages of coextrusion. Combining the analysis of XRD, DSC and micro hardness (HV), it can be concluded that the crystallization of core BMG does not occur after the coextrusion with Cu at 703 K.
Key words: Cu-based bulk metallic glass; thermoplastic forming; composite; crystallization; supercooled liquid region
��������Ǿ��Ͻ�������Գ��εõ��˹㷺���о�[1-4]�������Ǿ��Ͻ𱻼���������Һ������(Supercooled liquid region, SLR)ʱ���Ͻ���ּ���������������Ϊ[5-9]�����Ǿ��Ͻ�������Գ������dz�������˴��Ǿ��Ͻ���SLR��������Ϊ�����ȶ��Ե��ŵ㣬��ˣ����Ǿ��Ͻ��ܻ�����õı��Σ�ͬʱ�ܹ�����Ǿ������ķ������ܵ���������RAGANI��[10]��GRAVIER��[11]��LEE��[12]����������ô��Ǿ��Ͻ���SLR�������Գ��κõ����ԣ������Ǿ��Ͻ�ʹ�ͳ�Ͻ���SLR�н��й�̬���ϳ��Σ��Ʊ����͵ľ���/�Ǿ����ϲ��ϡ�Ŀǰ�����Բ���ѹ�����κͼ�ѹ�������ֹ����Ʊ����ิ�ϲ��ϡ�RAGANI��[10] ͨ��ѹ�����ι��գ���SLR������ͨ�����Ǿ��Ͻ�����ʺϽ�(Al����Mg�Ͻ�)���ϱ����Ʊ��˲�/Ƭ״���帴�ϲ��ϡ��о�������������Ǿ��Ͻ�ʹ�ͳ�Ͻ�Ĺ�ͬ�ȱ������������ߵĽ����ϣ����ǣ�ѹ�����������ڽ��洦����������谭����Ľ�ϣ��������ǿ�Ƚϵ͡�GRAVIER��[11]ͨ����ѹ���ι��գ���SLR������ͨ�����Ǿ��Ͻ�����ʺϽ�(Al����Mg�Ͻ�)�ĸ��ϱ��Σ��Ʊ��˰�״���ϲ��ϡ������������ѹ���տ��Ի�����õĿ���Ǿ��뾧��Ͻ�֮��Ľ����ϣ������ܹ�����������IJ�����LEE��[12]Ҳ���ü�ѹ���ι��գ�ѡ��Zr44Ti11Cu9.8Ni10.2Be25�Ǿ��Ͻ��7075���Ͻ���SLR�����½��и��ϳ��Σ��Ʊ�����״���ϲ��ϡ�Ȼ�����ڽϸ�ѹ�¶�(703 K)�ͼ�ѹ����(0.1 mm/s)�����£��Ǿ������˾��������ڷǾ������Ͻ�Ľ��洦����Be2Zr����������ơ�
����������ͭ�����Ǿ�Cu40Zr44Ag8Al8��Ϊо�����ϡ��Դ�ͭ��Ϊ�ⲿ�������ϣ����ü�ѹ���ι��գ��Ʊ�����ͭ�Ͻ�/�Ǿ����ϲ��ϡ����ù�ѧ������X�������䡢ʾ��ɨ�����ȷ�����ά��Ӳ�ȶԼ�ѹ����ǰ��о���Ǿ�����ò���нṹ�۲��������������ͭ�Ͻ�/�Ǿ����ϲ��ϵļ�ѹ���ι��ա�������Ԫ������£�Cu40Zr44Ag8Al8���Ǿ����к�ǿ�ķǾ��γ�����(Glass formation ability (GFA)��15 mm)���Ϻõ����ȶ���(����Һ�������98 K)�ͽϸߵ�ǿ��(����ǿ�ȳ���1.8 GPa)[13]��ͬʱ��Cu40Zr44Ag8Al8�Ͻ����Ҫ��ԪΪͭԪ�أ��������ڼ�ѹ���ι�������ͭ�Ͻ��γ�ԭ�Ӽ�Ľ����ϣ���߽���ǿ�ȡ�
1 ʵ��
Cu40Zr44Ag8Al8���Ǿ����Ʊ��������£�������յ绡¯�ۻ���Cu��Zr��Ag��Al�����Ʊ���Ŧ���������ٽ�ĸ�Ͻ����, ����������£����ÿ��ٸ�Ӧ�ۻ�������ֱ��Ϊ3 mm�İ��ġ�ͼ1��ʾΪ��ѹģ��ʾ��ͼ�����ϳߴ磬��Ϊо������Cu40Zr44Ag8Al8�Ǿ���ʵ�ʳߴ�Ϊd 3 mm��8.93 mm����Ϊ�ⲿ��������ͭ�ĵ�ʵ�ʳߴ�Ϊ�⾶d 6.98 mm��11.1 mm���ھ�d 3.3 mm��8.93 mm��ͬʱ��Ϊ��ʹ��ѹ���̵��������ȣ���ͭ��ͷ������45�㵹�Ǵ�������ѹģ�ߵ�ǰ����ֱ���ֱ�Ϊd 7 mm��d 3 mm����ѹ��Ϊ5.4����ѹ�¶�Ϊ703��726 K���Ǿ���ͭ�ĵ�ʵ��Ӧ������Ϊ0.01 s-1��Ϊ�˻�ü�ѹ��ѹͷ��Ӧ�ļ�ѹ���ʣ����ݾ��伷ѹ���ι�ʽ[14]���м���:
![]() (1)
(1)
ʽ�У�![]() ΪӦ�����ʣ�vΪ��ѹ�������ʣ�DiΪ�����ʼֱ����Df��������ֱ������Ϊ��ѹԲģ�ĽǶȣ�ReΪ��ѹ�ȡ�������Ӧ�ļ�ѹ�ߴ磬�õ���ѹ��ѹͷ�Ľ�������Ϊ0.4 mm/min�����ⲿ��������ͭ�ı�����Ϳһ��ʯī��Ϊ�����Խ��Ͳ�����ģ��֮���Ħ��������ѹǰ�����ڼ�ѹ�¶��±���2 min���Ա�֤��ѹ�������¶ȷֲ����ȡ�
ΪӦ�����ʣ�vΪ��ѹ�������ʣ�DiΪ�����ʼֱ����Df��������ֱ������Ϊ��ѹԲģ�ĽǶȣ�ReΪ��ѹ�ȡ�������Ӧ�ļ�ѹ�ߴ磬�õ���ѹ��ѹͷ�Ľ�������Ϊ0.4 mm/min�����ⲿ��������ͭ�ı�����Ϳһ��ʯī��Ϊ�����Խ��Ͳ�����ģ��֮���Ħ��������ѹǰ�����ڼ�ѹ�¶��±���2 min���Ա�֤��ѹ�������¶ȷֲ����ȡ�

ͼ1 ��ѹģ��ʾ��ͼ�����ϳߴ�
Fig.1 Schematic diagram of coextrusion apparatus (a) and dimension of as-prepared materials (b): 1��Extrusion die; 2��Copper; 3��Metallic glass; 4��Extrusion head; 5��Heating coil
Ϊ�˱����Ǿ���֮ͭ��Ľ���ṹ�ͻ�óߴ�ֲ�����ѹ���ͭ�Ͻ�/�Ǿ����ϲ�����Well���˿���и�����ż�ѹ�����и�ɺ��ԼΪ1 mm��Ƭ״��Ʒ�����ù�ѧ����(OM)����о���Ǿ��ijߴ��С�ͷֲ�������ɨ���������(SEM)����о���Ǿ���ͭ��֮��Ľ���ṹ��������Ӳ���ǡ�X����������(XRD)��ʾ��ɨ�����ȷ���(DSC��20 K/min)�ֱ���Ը��ϲ�����о���Ǿ���ѹ��Ľṹ�仯���ɡ�
2 ��������
ͼ2��ʾΪ��703��726 K��ѹ���õ�ͭ�Ͻ�/�Ǿ����ϲ��ϼ�ѹԲ���������ò����ͼ2��֪��ͭ�Ͻ�/�Ǿ����ϲ��ϼ�ѹԲ�������������ã���˵���ڼ�ѹ������ͭ�Ͻ���Ǿ������˽Ϻõ�Э�����Ρ���ͼ2(a)��ʾ����703 K��ѹʱ�����Ķ˲������ܶ�ɱߣ�����726 K��ѹʱ�����Ķ˲������ķɱ߽��١���˵����ѹ�¶�Խ�ͣ���Ҫ�ļ�ѹ������Խ�����ɱ�Խ���ף����뼷ѹʵ����һ�¡�
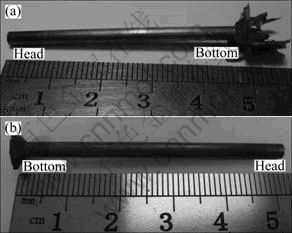
ͼ2 ͭ�Ͻ�/�Ǿ����ϲ����ڲ�ͬ�¶��¼�ѹ����Ʒ�������ò
Fig.2 Appearance of Cu/BMG composite with rod shape after coextrusion at different temperatures: (a)703 K; (b) 726 K
ͼ3��ʾΪͭ�Ͻ�/�Ǿ����ϲ�����726 K��ѹʱо���Ǿ��ijߴ����Ӳ�ȷֲ�����ͼ3��֪����ѹ����о���Ǿ��ߴ�������߷ֲ����ɣ�����״������ͨ��OM�ֱ����������С�ߴ�����ߴ硣�ڼ�ѹ������ 6.8 mm���ȵİ����ɵ�һ��ͭ��ɣ����о����ʼ���ַǾ�����ߴ��ھ���ͷ��7.5 mm��ֱ��������ֱ��Ϊ1.964 mm�����ż�ѹ�ļ������У�о���Ǿ��ߴ��½����ﵽһ������ȶ��Σ��ھ���ͷ��21 mm����о���Ǿ���ƽ��ֱ��ԼΪ1.45 mm�����о���Ǿ��ijߴ��С���ҳʲ�������״��
��о���Ǿ�����Ӳ�Ƚ��в��ԣ������ͼ3��ʾ����726 K�¶��¼�ѹ��о���Ǿ���Ӳ�ȼ�������ͬʱ�Ǿ�Ӳ�ȵ���ɢ��Ҳ���ӡ���˵��о���Ǿ��ڼ�ѹ��ʼ���Ѿ������˾��������ż�ѹ�Ľ�һ�����У������̶���������Ӳ�ȼ������ӡ�о��Ӳ�ȵ�����ֱ��Ӱ���˷Ǿ���ͭ��֮���Э�����Σ��ı���ͭ�ĵ�������Ϊ�����¼�ѹ����о���Ǿ��ijߴ������ڼ�ѹ���ڣ�����о���Ǿ���������ļ�С������ͭ������������࣬ʹо���Ǿ��ߴ缱���С��

ͼ3 ͭ�Ͻ�/�Ǿ����ϲ���Cu/Cu40Zr44Ag8Al8��726 K��ѹʱо���Ǿ��ijߴ����Ӳ�ȷֲ�
Fig.3 Profiles of diameter and microhardness of core BMG in Cu/BMG composite Cu/Cu40Zr44Ag8Al8 after coextruded at 726 K
ͼ4��ʾΪͭ�Ͻ�/�Ǿ����ϲ���Cu/Cu40Zr44Ag8Al8��703 K��ѹʱо���Ǿ��ijߴ����Ӳ�ȷֲ���Ϊ�˱Ƚϣ�ͼ�л������Ǿ���̬����Ӳ��(��ͼ4��A��)���ϲ��ϵײ�о���Ǿ�δ����ѹ����Ӳ��(��ͼ4��B��)����ͼ4��֪���ڼ�ѹ������10 mm���ȵİ����ɵ�һͭ����ɣ����о����ʼ���ַǾ�����ֱ��ԼΪ2.5 mm�����ż�ѹ�ļ������У��Ǿ��ߴ�Ѹ�ټ�С���ﵽһ���ߴ��ȶ��Σ���ƽ��ֱ��Ϊ1.397 mm���ɴ˿�֪��о���Ǿ��ڸ��ϲ����гʾ��ȷֲ�����˵���ڼ�ѹ�¶�Ϊ703 K�ͼ�ѹ����Ϊ0.4 mm/min�������£�������ͭ�ĺ�о���Ǿ������Э�������ȵر��Σ��Ʊ��õ�ͭ�Ͻ�/�Ǿ����ϲ��ϡ�����ģ�ߵļ�ѹ�ȣ������о���Ǿ�����ֱ��������ֵΪ1.286 mm���Գߴ��ȶ��εķǾ�ֱ�����в��ԣ���ʵ��ֵΪ1.397 mm���Աȷ�������ֵ��ʵ��ֵ��֪��о���Ǿ�������Լ8.6%����������KAWAMURA��[15]���о��������Ǿ��ڼ�ѹ����ʱ�������ԵIJ�������ЧӦ(������Լ15%)�����Ǿ��ĵ��Իظ�ЧӦ��Ȼ�����Ǿ��������Գ����¶�����С�ĵ��Ա�����Ȼ�����Խ��ͽ�15%�ļ�ѹ��������CHIU��[3]����Ϊ����ţ�������ڵ���ŵ������������ʱ������ģ��ĩ�˽���������ͻȻ�仯��ʹ��ѹ�Ͳ�ֱ�����ӣ����ֳߴ�ı仯ֱ�ӵ����˼�ѹ���͵IJ���������Zr44Ti11Cu10Ni10Be25�Ͻ�ļ�ѹ�������ﵽ14%~17%[3]���ڱ��о��У��Ǿ���ͭ�Ĺ�ͬ��ѹ������������(8.6%)���Ե��ڷǾ�ֱ�Ӽ�ѹ������������������ͭ�ĵĴ��������ڼ����Ǿ���ѹ�����е�����ЧӦ��

ͼ4 ͭ�Ͻ�/�Ǿ����ϲ���Cu/Cu40Zr44Ag8Al8��703 K��ѹʱо���Ǿ��ijߴ����Ӳ�ȷֲ�
Fig.4 Profiles of diameter and microhardness of core BMG in Cu/BMG composite Cu/Cu40Zr44Ag8Al8 after coextruded at 703 K
��ͼ4��֪����̬�Ǿ�����Ӳ��Ϊ544(HV)���ڼ�ѹ����о���Ǿ���Ӳ�����ӣ����ż�ѹ�ļ������У�о���Ǿ�����Ӳ�������ȶ����ڼ�ѹ���ĵײ�B��ķǾ���Ӳ��Ϊ588(HV)�����Ǿ��ھ������ϼ�ѹ����Ӳ���������ӡ��ڼ�ѹ�����У�һ���棬�Ǿ��ڸ����¾�����һ��ʱ���ʱЧ����Ȼ����һ���̶ȵĽṹ��ԥ������Ӳ�ȱ仯����һ���棬�Ǿ��ܵ���ѹѹ����Ӧ����˫�����ã�Ҳ�п����յ��Ǿ��ṹ��ת�������Ӳ�ȱ仯���ڵײ�B��Ǿ��������ʱ���ʱЧ����Ӳ�ȵı仯��Ҫ�����ڽṹ��ԥ�Ĺ��ס�о���͵ײ�B��Ǿ���Ӳ�Ȳ��첻����˵�����ϼ�ѹ�����е�ѹ����Ӧ����û�е��·Ǿ�Ӳ�ȵĶ���仯����о���Ǿ���Ӳ�ȱ仯��Ҫ�����ڸ����µĽṹ��ԥ���á�
ͼ5��ʾΪ703 K�¸��ϼ�ѹ���ε�ͭ�Ͻ�/�Ǿ����ϲ���Cu/Cu40Zr44Ag8Al8��XRD�ס���ͼ5��֪���ø��ϲ�������һЩ���Եľ���������һ����ͷ�塣�봿Cu���������бȽϿ�֪����Щ�����������Ӧ�ڴ�ͭ������塣�ԷǾ���ͷ����зŴ���ͼ5(a)�в�ͼ��ʾ����û�з������������Ĵ��ڡ���ˣ�XRD���˵�����ø��ϲ�����703 K��0.4 mm/min�����¼�ѹû�з�����������Ҳӡ֤��о���Ǿ�Ӳ�ȵı仯���ɡ�

ͼ5 ��703 K��ѹͭ�Ͻ�/�Ǿ����ϲ���Cu/Cu40Zr44Ag8Al8��XRD��
Fig.5 XRD pattern of Cu/BMG composite Cu/ Cu40Zr44Ag8Al8 after coextruded at 703 K (a) and standard of XRD pattern of pure Cu alloy (b)
ͼ6��ʾΪ��703 K��ѹͭ�Ͻ�/�Ǿ����ϲ���Cu40Zr44Ag8Al8��ͭ�Ͻ�����SEM����ͼ6��֪���Ǿ��Ͻ���ͭ�Ͻ����Ľ�������⻬��û���γ���������������Ϻܺá�RAGANI��[10]ͨ��ѹ�����ι����Ʊ��˷Ǿ������ʺϽ�IJ�Ƭ״���帴�ϲ��ϣ�Ȼ����ѹ���������ڽ��洦���ײ�����������������������谭����Ľ�ϣ�ʹ����ǿ�Ƚ��͡���ˣ���ѹ���ι����ܹ�����Ч�ط�ֹ�ڽ��洦�γ�����������Ӷ����ƽ����ϡ����⣬����Cu40Zr44Ag8Al8���Ǿ�����Ҫ�Ͻ�Ԫ��Ϊͭ���ڼ�ѹ���ι����У�����Ԫ��ͬͭԭ�Ӽ�����������ڼ��ٽ�����ԭ����ɢ��������õĽ����ϡ�

ͼ6 ��703 K��ѹͭ�Ͻ�/�Ǿ����ϲ���Cu/Cu40Zr44Ag8Al8�����SEM��
Fig.6 SEM image of interface of Cu/BMG composite Cu/Cu40Zr44Ag8Al8 after coextruded at 703 K
ͼ7��ʾΪ��703 K��ѹͭ�Ͻ�/�Ǿ����ϲ���Cu40Zr44Ag8Al8��DSC���ߣ���ص�������������1����ͼ7��֪����̬�Ǿ��Ͻ�IJ���ת���¶�Tg��������ʼ�¶�Tx������Һ������?T�;�������?H�ֱ�Ϊ706 K��784 K��78 K��58.96 J/g����Щ��������������[13]�Ľ��������ͬ����˵���Ʊ����նԷǾ��Ͻ�ṹ��һ����Ӱ�졣�ھ������ϼ�ѹ֮�Ǿ��Ͻ���Ӧ�����������ֱ�Ϊ714 K��789 K��75 K��47.38 J/g����˵�����ϼ�ѹ���·Ǿ��IJ���ת���¶Ⱥ;�����ʼ�¶ȵõ�һ������ߣ�����Ӧ�Ĺ���Һ�����������½���ͬʱ�����ڸ��½ṹ��ԥ��ԭ���¼�ѹ��Ǿ��ľ����ʽ��͡�

ͼ7 ��703 Kͭ�Ͻ�/�Ǿ����ϲ���Cu40Zr44Ag8 Al8о���Ǿ�������̬��DSC����
Fig.7 DSC curves of core BMG of Cu/BMG composite Cu40Zr44Ag8 Al8 before and after coextruded at 703 K
��1 Cu40Zr44Ag8 Al8�Ǿ���̬�ͱ���̬��DSC��������
Table 1 DSC characteristic parameters of Cu40Zr44Ag8Al8 under different conditions

3 ����
1) ���÷Ǿ��ڹ���Һ�����������Գ��κõ��ص㣬ͨ����ѹ���ι����Ʊ����͵�ͭ�Ͻ�/�Ǿ����ϲ���Cu40Zr44Ag8Al8���ģ��о���ѹ�¶ȶԸ��ϲ��ϳ��ε�Ӱ�죻�Ը��ϼ�ѹ��о���Ǿ��ijߴ�ͽṹ���з�����
2) �ڼ�ѹ����һ���������£���ѹ�¶ȶ�ͭ�Ͻ�/�Ǿ����ϲ��ϵĸ��ϱ���Ӱ��ܴ�
3) ��726 K���и��ϼ�ѹʱ��о���Ǿ��ʲ�������״�ҳߴ�ֲ������ȣ�����������������Ӳ�ȼ������ӡ�
4) ��703 K���и��ϼ�ѹʱ��о���Ǿ���Բ��״�ҳߴ�ֲ����ȣ�ͭ��о���Ǿ��Ľ��������ã��ܹ���������Ϻõ�ͭ�Ͻ�/�Ǿ����ϲ��ϰ��ġ���703 K��ѹ���о���Ǿ����ַǾ��ṹ�����½ṹ��ԥ���õ����侧���ʽ��͡�
REFERENCES
[1] SCHROERS J, PATON N. Amorphous metal alloys form like plastics[J]. Adv Mater Processes, 2006, 164(1): 61-63.
[2] SCHROERS J. Processing of bulk metallic glass[J]. Advanced Materials, 2009, 21: 1-32.
[3] CHIU H M, KUMAR G, BLAWZDZIEWICZ J, SCHROERS J. Thermoplastic extrusion of bulk metallic glass[J]. Scripta Materialia, 2009, 61(1): 28-31.
[4] YU G S, LIN J G, LI W, WEN C E. Extrusion properties of a Zr-based bulk metallic glass[J]. Materials Letters, 2009, 63(15): 1317-1319.
[5] ��־��, �� ��, л����. Zr55Al10Ni5Cu30���Ǿ��Ͻ�ij����Լ�ѹ��������[J]. �й���ɫ����ѧ��, 2005, 15(1): 33-37.
ZHANG Zhi-hao��ZHOU Cheng, XIE Jian-xin. Superplastic extrusion behaviors of Zr55Al10Ni5Cu30 bulk metallic glass[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 33-37.
[6] ��־��, ���»�, �� ��, л����. Zr�����Ǿ��Ͻ�ij����Գ�������[J]. �й���ɫ����ѧ��, 2004, 14(7): 1073-1077.
ZHANG Zhi-hao, LIU Xin-hua, ZHOU Cheng, XIE Jian-xin. Super-plastic forming properties of Zr-based bulk amorphous alloys[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1073-1077.
[7] HEILAMIER M. Deformation behavior of Zr-based metallic glasses[J]. Journal of Materials Processing Technology, 2001, 117(3): 374-380.
[8] �� ��, �」��, �� ��, ������, �ܱ˵�. ���Ǿ��Ͻ����Һ�����ij�����������Ϊ[J]. ���ϵ���, 2004, 18(7): 22-25.
SHEN Jun, SUN Jian-fei, WANG Gang, HUANG Yong-jiang, ZHOU Bi-de. Superplastic flow behavior of bulk metallic glasses in supercooled liquid region[J]. Materials Review, 2004, 18(7): 22-25.
[9] �� ��, �� ��, �」��, �µ���, �̴�ΰ, �ܱ˵�. Zr������Ǿ��Ͻ��ڹ���Һ�����ij�����������Ϊ[J]. ����ѧ��, 2004, 40(5): 518-522.
SHEN Jun, WANG Gang, SUN Jian-fei, CHEN De-min, XIN Da-wei, ZHOU Bi-de. Superplastic flow behavior of Zr base metallic glasses in supercooled liquid region[J]. Acta Metallurgica Sinica, 2004,40(5): 518-522.
[10] RAGANI J, VOLLAND A, GRAVIER S, BLANDIN J J, SUERY M. Metallic glass/light alloy (MEGA) multimaterials elaborated by co-pressing at high temperature[J]. Journal of Alloys and Compounds, 2010, 495(2): 323-326.
[11] GRAVIER S, PUECH S, BLANDIN J J, SU?RY M. New metallic glass/alloy (MeGA) rods produced by co-extrusion[J]. Advanced Engineering Materials, 2006, 8(10): 948-953.
[12] LEE K S, KANG S H, LEE Y S. Synthesis of Zr-based bulk metallic glass-crystalline aluminum alloy composite by co-extrusion[J]. Materials Letters, 2010, 64(2): 129-132.
[13] ZHANG W, ZHANG Q S, QIN C L, INOUE A. Synthesis and properties of Cu-Zr-Ag-Al glassy alloys with high glass-forming ability[J]. Materials Science and Engineering B, 2008, 148(1): 92-96.
[14] DIETER G E. Mechanical metallurgy[M]. London: McGraw-Hill, 1988: 33-37.
[15] KAWAMURA Y, SHIBATA T, INOUE A, MASUMOTO T. Workability of the supercooled liquid in the Zr65Al10Ni10Cu15 bulk metallic glass[J]. Acta Mater, 1997, 46(1): 253-263.
(�༭ ����Ƽ)
������Ŀ��������Ȼ��ѧ����������Ŀ(51001058, 51041002, 50965015)�����ҿƼ�֧�żƻ���Ŀ(2011BAE22B02)������ʡͭ���²����ص�ʵ���ҿ��Ż���������Ŀ(2010-WT-08)������ʡ���ʺ�����Ŀ(2010EHA02000)������ʡ��Ȼ��ѧ����������Ŀ(2010GQC0135)������ʡ��������ѧ����������Ŀ(GJJ11268)��
�ո����ڣ�2010-08-25�������ڣ�2010-11-22
ͨ�����ߣ��� �£���ʦ����ʿ���绰��0791-3969611��E-mail��liuyonggreg��yahoo.com.cn
