
������ѹ����ѹ���ٶ���ADC12���Ͻ������֯������
������1��������1��������2, Masayuki Murakami3, Yoshihide Matsumoto3, Shingo Ikeda3, ����1
(1. ֣���ṤҵѧԺ ���繤��ѧԺ������ ֣�ݣ�450002��
2. �廪��ѧ ��е����ϵ��������100084��
3. �ձ������е������ʽ���磬��������ʯ�У�674-0091)
ժ Ҫ��
ժ Ҫ�����ù�ѧ������ɨ��羵��X���������������������, �����ѧ���ܼ��, �о�������ѹ����������ѹ���ٶȶ�ADC12���Ͻ���������֯����ѧ���ܵ�Ӱ�죬���Ż�������ѹ�����ռ��������ͨ������ͬ��������λ�á���ͬ�����ٶȼ���ͬ����λ�á���ͬ�����ٶ�2�ֳ����ٹ��յõ��������ȽϷ��֣��ڳ�����ѹ�������£���ѹ���ٶȶ������ܶȵ�Ӱ�첻���ԣ�������λ����ͬʱ�����ŵ����ٶȵ����������Ħ�(Al)֦��Խ��Խ�ִ������ܽ��ͣ�����ͬ�����ٶȡ���ͬ��������λ��ʱ������λ�������ֵ�������������ڸ�������λ��Ϊ260 mmʱ����(Al)֦����ϸС��������Ҳ�Ϻá�
�ؼ��ʣ�
ADC12���Ͻ���ѹ������ѹ���ٶ���������������֯����ѧ������
��ͼ����ţ�TG249.2 ���ױ�־�룺A ���±�ţ�1672-7207(2010)03-0977-05
Microstructure and mechanical properties of ADC12 aluminum alloy under super slow speed die castings with low shot speed
JI Lian-qing1, GUO Chang-jiang1, XIONG Shou-mei2, Masayuki Murakami3,
Yoshihide Matsumoto3, Shingo Ikeda3, LIU Kun1
(1. College of Mechanical and Electrical Engineering, Zhengzhou University of Light Industry,
Zhengzhou 450002, China;
2. Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China;
3. TOYO Machinery & Metal Co. Ltd., Hyogo 674-0091, Japan)
Abstract: Influences of low shot speed under die casting process of super slow speed(SSS) on microstructure and mechanical properties of ADC12 aluminum alloy were investigated in order to optimize SSS die casting process and parameters. Optical microscope, scanning electron microscope, X-ray diffractrometry and energy spectrum were taken to measure the microstructure and mechanical properties of this material. Compared with die castings under both producing conditions of different low-shot speeds at the same start position of high-speed injection stage and different start positions of high-speed injection stage at the same low-shot speed, the effect of low shot speed on casting density in the die casting process of the super slow speed is not obvious. With the increase of low-shot speed, ��(Al) branches of this castings becomes larger and larger and its mechanical properties decrease at the same start position of high-speed injection stage. The optimized value of the start position of high-speed injection stage exists at the same low speed, and ��(Al) branches are very small and the properties of castings are better at the start position of 260 mm.
Key words: ADC12 aluminum alloy; die casting; low shoot speed; super slow speed(SSS); microstructure; mechanical properties
����ȱ����ѹ���й��ϵ���Ҫȱ��֮һ�����Ͻ��н���Һ�������̵ľ��������̹��̵������Dz���������ȱ�ݵ���Ҫԭ��[1-2]������ʹ���������ڸ��������¹��������Ҽ�����ѹ�������ȴ������ܺͻ��ӹ����ܣ�������ѹ������ʹ�á���ˣ�����ѹ�Ҽ���ǻ�����庬�������ú��ʵ�ѹ���ٶȣ��Ӷ�����ѹ��ʱ����ʮ�ֱ�Ҫ��ѹ��ʱ��ѹ�ҵĹ���״̬���¿��Է�Ϊ���ϡ���ѹ�䡢��ѹ�䡢��ѹ����ѹ5���Ρ�����ѹ�ҵ���������������˵��ѹ���ڵ���ѹ������������ĵ�һ�����̣�Ҳ�Ǿ���ʱ��������̣�����Һ����ѹ��ʱ���ٶȱ仯��Ӱ����������̬���Ӷ�ֱ��Ӱ�쵽���ڽ��������ڼ���ǻ�е�����������Ӱ�쵽�����о�������庬�������ú�������ѹ���ٶȼȿɻ�þ��������ܶȸߵ�������Ҳ�ɱ�֤һ��������Ч�ʡ�
������(Super slow speed, ���SSS )ѹ���������ñ���ѹ���ٶȻ�Ҫ�͵Ŀ�ѹ���ٶȣ���Һ̬�����ڸ�ѹ(��ʮMPa��120 MPa)�������Բ�����ʽ���ѹ��ģ��ǻ������ѹ���¿������̶�������庬���ܵ͵�ѹ������һ�ֹ��շ������������������ⲻ���о��߿�չ�����ѹ��������ѹ������ѹ���졢���̬ѹ��������ѹ�������о�������һ��ѹ��ʱ��ѹ��ʼʱ�䡢��ѹѹ�����ٶȵȶ������ܶȱ仯��Ӱ������˴������о�[3-7]�����Գ�����ѹ�����о������١��ձ��ǽ��翪չ������ѹ�������о��Ĺ���֮һ�����ѽ��о��ɹ�Ӧ�����������������ⷽ����о��ɹ��� �١��廪-����þ���Ͻ���μ����о��������Ľ�������չ���ⷽ����о���������ȡ����һ�����о��ɹ�[8-10]�����������ڴ��о������ϣ��Թ�ҵ��ѹ�����Ͻ�ADC12Ϊ�о���������Ƶı�����������ģ���Ͻ��г�����ѹ�����飬�������ܶȡ���ѧ���ܺ�����֯�ȷ��棬���첻ͬ��ѹ���ٶȶ��������ܵ�Ӱ�졣
1 ʵ�鷽��
ʵ����ѡ����Ϊ��ҵ��ѹ�����Ͻ�JIS(�ձ���ҵ��)ADC12����ICP(�������巢�������)����仯ѧ�ɷ�(��������)Ϊ��11.25% Si��3.09% Fe��2.51% Cu��0.21% Mn��0.096% Mg��1.74% Zn������ΪAl��
��������2�ֲ�ͬ���յ���ѹ���ٶ���650T����ѹ����(TOYOBD-650-V4-N)�Ͻ���ѹ����
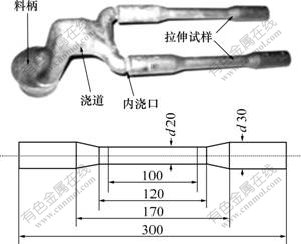
����1��ģ���¶�Ϊ150 �棬�ڽ���ֱ��Ϊ24 mm�������ٶ�Ϊ0.09 m/s(�����ٶ�0.39 m/s)������ѹ��Ϊ100 MPa����ע�¶�Ϊ700 �棬�����۳ߴ�(ֱ������)Ϊ20 mm��3.0 mm���ϱ����Ϊ40 mm��ѹ��������Ϊ100������ʱ��Ϊ20 min����ѹʱ��Ϊ10 s���������ͼ���ˮ�������Ϊ1?30����ͷ�õ�������
����2���������������λ�ö��������ܵ�Ӱ���⣬���������빤��1����ͬ������2�����˾ֲ���ѹ�����ڲ༷ѹʱ��Ϊ8 s����ѹ��ʱ3.2 s�������༷ѹʱ��Ϊ8 s����ѹ��ʱ2.2 s)�������Լ��ֲ���ѹ�����������Ե�Ӱ�졣
���ڳ�����ѹ��ʱ�ĸ����ٶȺ͵����ٶȶ��ܵͣ���Һ�����Բ��ã���ѹ��ʱ��Ҫ��ȡһЩ�����������֤����������(ͼ1)��
�������ӽ��ڴ�ȡ�£�������ͬ��������������(ͼ2)���ܶ�(JT5003�͵�����ƽ������Ϊ��0.001 g)������ѧ����(CSS-2220B�������������)����������ѹ�����Ͻ�ȡ���Ʊ������������ڽ�������(DMM- 400C��ѧ����)��ɨ��羵(LEO-1530�ȳ�����ɨ��羵)�Ϲ۲�����֯���Ͽڣ���XRD(bruker axs��˾��D8 ADVANCE X��������)��EDS(Ӣ��OXFORD)�����Dzⶨ����ɡ������ܲ���������Ͻ�������ʵ��ʱ��Ӧ�����ʻ���������1 mm/min���ң�ͬһ���������²���3~5����������ȡƽ��ֵ����Ϊ���ղ��������
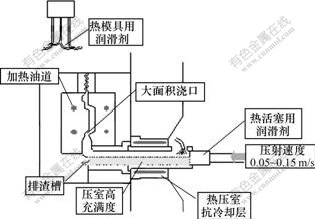
ͼ1 ѹ��ʱ��Ҫ���õ��������
Fig.1 Special design when casting
���mm
ͼ2 ������ѹ�����������ߴ�
Fig.2 Super slow speed die cast test specimen and dimension
2 ʵ����
2.1 ��ѹ���ٶȶ���������֯��Ӱ��
ͼ3��ʾΪ����1����ͬ����λ�á���ͬ��ѹ���ٶ�ʱ�����в�������֯����ͼ3���Կ������������������������£�����ѹ���ٶȵ����ӣ���(Al)֦��Խ��Խ�ִ�ͼ4��ʾΪ����2����ͬ��ѹ���ٶȡ���ͬ����λ��ʱ�����в�������֯����ͼ4���Կ�����������λ��Ϊ260 mmʱ����(Al)֦����ϸС��
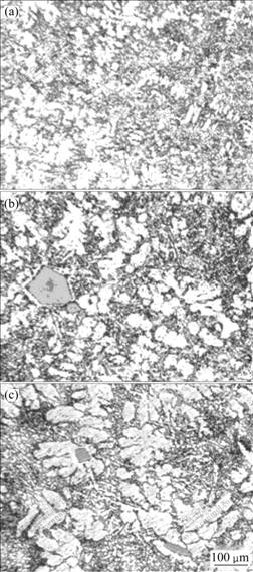
�ٶ�/(m?s-1): (a) 0.05; (b) 0.2; (c) 0.3
ͼ3 ��ͬ�ٶȡ���ͬ����λ���������IJ�������֯
Fig.3 Center microstructures of test specimen at different slow speed on same injecting speed start locations
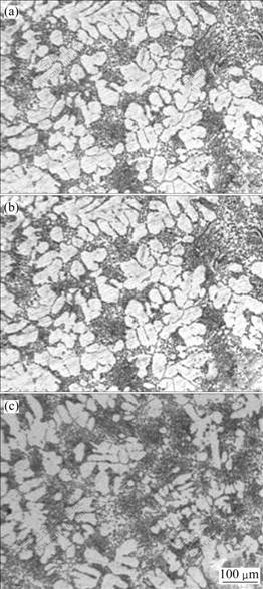
�����/mm: (a) 250; (b) 260; (c) 270
ͼ4 ��ͬ�ٶȡ���ͬ����λ���������IJ�������֯
Fig.4 Center microstructures of test specimen at same slow speed on different injecting speed start locations
2.2 ��ѹ���ٶȶ������ܶȵ�Ӱ��
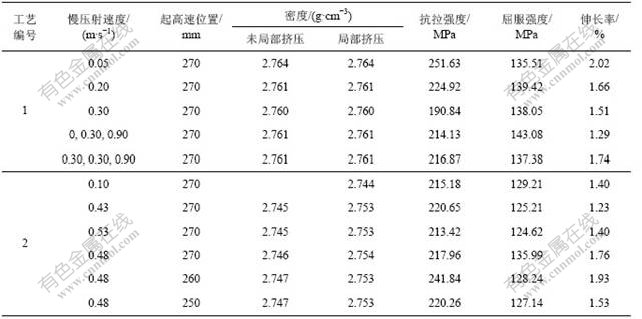
��ѹ���ٶȶԳ�����ѹ�������ܵ�Ӱ�����1���ӱ�1�ɼ�������1�и����ٶ����������ܶ����Ծ����ڹ���2�и����ٶ����������ܶȣ���ѹ���ٶ�Խ���������ܶ�Խ�ͣ����ٺͼ������������ܶȱ仯�����ù���2���ֲ���ѹ������ͬ�ٶ��������������ܶ�Ҳ����������ߡ�
������ѹ��ʱ����ѹ���ٶȺܵͣ�ѹ���е�������Խϳ�����ݣ����������ܶȱ�һ��ѹ��ʱ��Ҫ�ߣ������ںϽ�Һ�¶Ƚϸߣ���Ȼ��ѹ���ٶȺܵͣ�ʹ����ѹ����ͣ��ʱ��ϳ������ºϽ�Һ�¶Ƚ��ͣ����ںܵ͵Ŀ�ѹ���ٶ���(0.09 m/s)����ͷʩ���ںϽ�Һ�ϵ�ѹ����С���Ͻ�Һ����ǻ�е������ٶȽϵͣ���ͷѹ��ʩ����Һ̬�Ͻ��ϲ������������ܶ��д����ߡ�������ѹ���ٶ����ӣ������ܶ��½�����������ѹ���ٶ�Խ�Ͻ�Һ������Խ��������ѹ���ٶȺܵͣ��Ͻ�Һ�˶�ʱ�������Ǻ����أ���ֻҪ��ͷ�ٶȺܵͣ����ٻ�����ܶȱ仯���ֲ���ѹ���Լ��ٻ������ں���������������������������ס����ɣ����������ܶȽ�һ����ߡ�
��1 ��ѹ���ٶȶԳ�����ѹ����������Ӱ��
Table 1 Effects of slow speed on properties of super slow speed die castings
2.3 ��ѹ���ٶȶ�������ѧ���ܵ�Ӱ��
���ù���1����ѹ���ͷ����ʱ�����ų�ͷ�ٶ����ӣ�����ǿ�ȼ�С���쳤��Ҳ���ͣ�����ǿ�ȱ仯�����ԡ���ѹ���ͷ����ʱ��2�ּ��ٷ�ʽ(����1)�Ŀ���ǿ�Ⱦ��ϵͣ�����ǿ�Ⱥ��쳤���������ȱ仯�����ԣ�����2���ú���ѹ���ٶȣ��ӱ�1�ɼ�������ǿ��������ѹ���ٶȵı仯Ӱ�첻���������λ���й�[11]���������λ��Ϊ260 mmʱ����ǿ�����ʱ�쳤��Ҳ�����2�е�����ǿ���빤��1��������Լ�С��������ѹ���ٶȵı仯Ӱ�첻��
2.4 ��ѹ���ٶȶ������Ͽ���ò��Ӱ��
2�ֹ�������������������Ͽھ�Ϊ����Ӧ����ɵĻ�϶Ͽڣ��е��͵ķ���״������ò�����Ծݴ��ҵ�����Դ(ͼ5(a))��ɨ��Ͽ��ɶ������ƽ̨��ɣ����������ѣ��ҶϿ����н϶�Ķ������ƣ��ʵ��͵Ĵ������(ͼ5(b))��
3 ����������
������ѹ��ʱѹ���ٶȺܵͣ���Ȼ���Ա�֤ѹ���ڽ���Һƽ�������������٣���ýϴ���ܶȣ��������ٶ�̫�ͣ������ѹ���ڽ���Һ�¶��½������⣬���Ա�֤����ʱ���õ������ԣ��������ֽ��ڴ�����Һ���̷�½��ڣ���ɳ��Ͳ�������Ӧ�ڱ�֤���õ��������ܵ�ǰ����ѡ����ʵ���ѹ���ٶȡ��ڹ���1�У�������ѹ���ٶ����ӣ����������½��dz����ԣ���������ѹ���ٶ�Խ�Ͻ�Һ����Խ������ɵģ�����Դ��ٶ�Խ���ܶ�Խ�͵õ�֤������ͷ����ʱ����2�ּ��ٷ�ʽ���������ܶ��ϲ˵���ڳ�����ѹ��ʱ����ͷ���ٱȼ�������������Ҫ�á��ڹ���2�У�������ѹ���ٶȵ����ӣ���������С������ߣ�����ѹ���ٶ����ӵ�0.43 m/s��ﵽ���ֵ�����������ѹ���ٶȵ����ӣ��������ܿ�ʼ�½����������ܵı仯��С��˵��������������Ҫȡ���ڿ�ѹ�䡢��ѹ����ѹ��ģ�߽ṹ������ѹ�����ղ�����������ѹ���ٶȹ�ϵ����[12]��
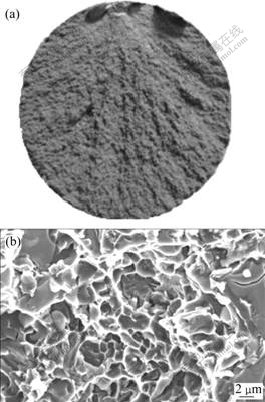
(a) ��۶Ͽ�; (b) �Ͽڵ�SEM��ò
ͼ5 �������������ĶϿ���ò
Fig.5 Fracture morphologies of super slow speed die cast specimens
�����λ��������ѹ�����ѹ��������λ�ã���Ϊ���ٵ�ת��λ�ã������Ÿ���ѹ��������н���Һ������״̬�������λ�÷�����ѹ������ʱ������Һ�����γ����صķ�ת��ɾ��������������λ�ù���ʱ����ǻ�Ѿ�����һ���ֽ���Һ�����ٸ����Ľ���Һ����Ѹ�ٳ������ٵĽ���Һ������³����ٶȲ�һ�£��������ȱ�ݣ������������ٽ���Ľ���Һ�¶Ƚϵͣ�������ǰ���̷�½��ڣ���ɳ��Ͳ���������ȱ�ݡ������������λ�ÿ��Ա�������ȱ�ݷ������Ӷ�ʹ����Һ�������õ���ѧ���ܡ����Ϸ�����֪���ڵ����ٶ�Ϊ0.48 m/s�������ٶ�Ϊ0.09 m/sʱ�������λ��Ϊ260 mmʱ��Ϊ���ʡ�
4 ����
(1) ������ѹ��ѹ��ʱ�����ĺ������ϵͣ��ܶȽϴ�ѹ������Ȼ���ھ�������
(2) ������λ����ͬʱ���������������ŵ����ٶȵ���������͡�
(3) ����ͬ�����ٶȡ���ͬ��������λ��ʱ������λ�������ֵ�����������ڸ�������λ��Ϊ260 mmʱ�Ϻá�
(4) Ϊ������ֽ��ڴ�����Һ���̷�½��ڣ���ɳ��Ͳ�����Ӧ�ڱ�֤�����������ܵ�ǰ����ѡ����ʵ���ѹ���ٶȣ���˳���ʱ�ľ�����������ѧ���ܵ�Ӱ��ͺϽ�������Զ������������ܵ�Ӱ�졣
�ο����ף�
[1] Nogowizin B. Wahl der vorlaufbeschleunigung oder der vorlaufgesch windigkeit bei druckgiessmaschinen[J]. Giesserei- Praxis, 1994(3): 70-73.
[2] Wohlfahrt H. Einflu�� der ersten gie��phase auf dengasgehalt von aluminium druckgu��teilen[J]. Giesserei, 1999, 86(5): 73-75.
[3] ���嶫, ������, ����, ��. þ�Ͻ�ѹ�����յ���ֵģ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(5): 867-873.
YU Yan-dong, JIANG Hai-yan, LEI Li, et al. Numerical simulation of die casting process of magnesium alloy[J]. Journal of Central South University: Science and Technology, 2006, 37(5): 867-873.
[4] Tannechill J C, Anderson D A, Pletcher R H. Computational fluid mechanics and heat transfer[M]. 2nd ed. washington DC: Taylor & Francis, 1997.
[5] ������, �����. ����ѹ��YL112���Ͻ������֯����[J]. �й���ɫ����ѧ��, 2008, 18(3): 400-408.
GUO Hong-min, YANG Xiang-jie. Microstructures characteristics of YL112 aluminum alloy produced by rheo- diecasting process[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 400-408.
[6] Garber L W. Filling of the cold chamber during slow-shot travel[J]. Die Casting Engineer, 1981, 25(4): 36-38.
[7] Garber L W. Theoretical analysis and experimental observation of air Entrapment during cold chamber filling[J]. Die Casting Engineer, 1982, 26(3): 14-22.
[8] ������, ������, ��������, ��. �ڽ����ٶȺͳߴ��ADC12���Ͻ���֯�����ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2008, 28(9): 693-695.
JI Lian-qing, XIONG Shou-mei, Masayuki Murakami, et al. Effects of gate speed and dimension on microstructure and mechanical properties of super slow speed die castings of ADC12 aluminum alloy[J]. Special Casting & Nonferrous Alloys, 2008, 28(9): 693-695.
[9] ������, ������, ��������, ��. ��ע�¶ȶ�ADC12���Ͻ���ѹ������֯���ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2008, 28(7): 529-531.
JI Lian-qing, HE Pei-ying, XIONG Shou-mei, et al. Effects of injection temperature on microstructure and mechanical properties of ADC12 aluminum alloy in super slow speed sie sasting[J]. Special Casting & Nonferrous Alloys, 2008, 28(7): 529-531.
[10] ������, ������, ��������, ��. ѹ����ADC12���Ͻ���ѹ������֯����ѧ���ܵ�Ӱ��[J]. ����, 2007, 56(11): 1167-1170.
JI Lian-qing, XIONG Shou-mei, Masayuki Murakami, et al. Effects of casting pressure on microstructure and mechanical properties of super slow speed die castings of ADC12 aluminum alloy[J]. Foundry, 2007, 56(11): 1167-1170.
[11] Ԭ�R. ѹ��ѹ��ѹ�������ֵģ�⼼���о�[D]. ����: �廪��ѧ��е����ѧԺ, 2006.
YUAN Lang. Study on the numerical simulation of flow field of the flow shot phase in the die casting shot sleeve[D]. Beijing: Tsinghua University. Department of Mechanical Engineering, 2006.
[12] ������. ��ȷѡ����ѹ���ٶ�[J]. ���켼��, 2005, 26(5): 397-400.
PAN Xian-zeng. Correct selecting slow shot speed[J]. Foundry Technology, 2005, 26(5): 397-400.
�ո����ڣ�2009-06-11�������ڣ�2009-08-04
������Ŀ������ʡ�Ƽ�������Ŀ(082102240041)
ͨ�����ߣ�������(1966-)��Ů����������ˣ����ڣ����²��ϳ��μ������������ƣ��绰��13838298657��E-mail: jilq@zzuli.edu.cn
The Chinese Journal of Nonferrous Metals, 2008, 18(3): 400-408." target="blank">[5] ������, �����. ����ѹ��YL112���Ͻ������֯����[J]. �й���ɫ����ѧ��, 2008, 18(3): 400-408.GUO Hong-min, YANG Xiang-jie. Microstructures characteristics of YL112 aluminum alloy produced by rheo- diecasting process[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 400-408.
Special Casting & Nonferrous Alloys, 2008, 28(9): 693-695." target="blank">[8] ������, ������, ��������, ��. �ڽ����ٶȺͳߴ��ADC12���Ͻ���֯�����ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2008, 28(9): 693-695.JI Lian-qing, XIONG Shou-mei, Masayuki Murakami, et al. Effects of gate speed and dimension on microstructure and mechanical properties of super slow speed die castings of ADC12 aluminum alloy[J]. Special Casting & Nonferrous Alloys, 2008, 28(9): 693-695.
Special Casting & Nonferrous Alloys, 2008, 28(7): 529-531." target="blank">[9] ������, ������, ��������, ��. ��ע�¶ȶ�ADC12���Ͻ���ѹ������֯���ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2008, 28(7): 529-531.JI Lian-qing, HE Pei-ying, XIONG Shou-mei, et al. Effects of injection temperature on microstructure and mechanical properties of ADC12 aluminum alloy in super slow speed sie sasting[J]. Special Casting & Nonferrous Alloys, 2008, 28(7): 529-531.
Foundry, 2007, 56(11): 1167-1170." target="blank">[10] ������, ������, ��������, ��. ѹ����ADC12���Ͻ���ѹ������֯����ѧ���ܵ�Ӱ��[J]. ����, 2007, 56(11): 1167-1170.JI Lian-qing, XIONG Shou-mei, Masayuki Murakami, et al. Effects of casting pressure on microstructure and mechanical properties of super slow speed die castings of ADC12 aluminum alloy[J]. Foundry, 2007, 56(11): 1167-1170.
[11] Ԭ�R. ѹ��ѹ��ѹ�������ֵģ�⼼���о�[D]. ����: �廪��ѧ��е����ѧԺ, 2006.
