
DOI��10.19476/j.ysxb.1004.0609.2019.06.15
FeNiCoԤ�Ͻ��ĩ���ս����Լ����ڽ��ʯ�����е�Ӧ��
��־��1, 2�����ܺ�1, 2
(1. ���ϴ�ѧ �����ѧ����Ϣ����ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ɫ�����ɿ�Ԥ������ʻ������������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
ͨ���������ⷨ�Ʊ�FeNiCoԤ�Ͻ��ĩ������X���������Ǻ�ɨ�����������Ԥ�Ͻ��ĩ�����ս��������ò�۲������������о�FeNiCoԤ�Ͻ�۲�ͬ�¶��ս�ʱ�ս������ѧ���ܺ�ĥ�����ܣ���̽�����ڽ��ʯ������Ӧ�õĿ����ԡ�����������Ʊ���FeNiCoԤ�Ͻ��һ���̶���ʵ�ֺϽ���ĩ�ʲ�����״�����Ƚ�ϸ��FeNiCoԤ�Ͻ����800~840 ���ս�ʱ���ս���Ӳ�����ֵΪ107.6 HRB�����㿹��ǿ�����ֵΪ1638.3 MPa�����ܶ����ֵΪ96.2%��ĥ��������ʧΪ0.498~0.555 g���ս��¶���Ӧ�ԽϺá�����FeNiCoԤ�Ͻ��Ϊ��Ҫ̥��ɷ��������ʯ�������Ӳ��ʯ��ʱ���и�Ч��Ϊ8.6 m2/h����������Ϊ11.3 m2/m�����нϺõ��ۺ�ʹ�����ܡ�
�ؼ��ʣ�
FeNiCoԤ�Ͻ�������ʯ�������۽ṹ����ѧ������
���±�ţ�1004-0609(2019)-06-1257-11���� ��ͼ����ţ�TG454���� ���ױ�־�룺A
���ʯ������ʯ�ġ��������մɡ�Ӳ�ʺϽ𡢹���ྦྷ�衢LED�ĵײ��ϵ�Ӳ���Բ��ϼӹ����ѹ㷺ʹ�ã������칤�մ����÷�ĩұ��[1-3]�����ʯ�����ǽ��ʯ���ߵ���Ҫ��֧��ʹ��ʱ�����и���״�ͳߴ�����ƣ����Ӧ������dz��㷺[4-5]�����÷�ĩұ��������ʯ���⣬Ҫ��̥����Ͼ��нϺõİ�����ʯ�����������⣬����Ҫ�߱�����ʯ����ĥ����ƥ���ĥ�����ܣ��Լ�һ����ǿ�ȡ��������ϵ��������ܵ�[6-8]��������(Co)�����ʵĽ��ʯ����̥��Ǽܲ��ϣ������кܺõĶԽ��ʯ��������ʪ�ԣ������ս��忹��ǿ�ȸߣ���Co�������ʯ�����������нϺõ��ۺ�ʹ�����ܣ���Co�۸������ڹ���ս�������ʡ���ˣ��о��ɴ�Co��Ԥ�Ͻ��ĩ���ϳ�ΪĿǰ���ʯ������Ҫ���о�����֮һ[9-12]��
���¸�ѹѹ��������ʯһ�����Fe��Ni��Co�ĺϽ��ĩ��ý����������FeNiCoԤ�Ͻ��ĩ��Ϊ������ʯ�Ľ���̥����ϣ������϶Խ��ʯ�����кõĽ����ԺͰ������ܣ�Fe��NiԪ����CoԪ��ԭ�ӽṹ�������Fe��Ni��ĩ�۸����Co�ۼ۸��ͣ�������Fe��Ni��������Co������FeNiCoԤ�Ͻ���������Co�ۣ������������߳ɱ�����ֵ���о��ķ���Ŀǰ����о����١��������߲��ö�������������Ʊ���һ��FeNiCoԤ�Ͻ��ĩ���о��˷�ĩ����ò�ṹ�ͻ������ԣ��������ս��壬�о��˲�ͬ�ս��¶���Ԥ�Ͻ���ս������������ѧ�����Լ��Խ��ʯ�����İ������ܣ�ͬʱ����FeNiCoԤ�Ͻ��Ϊ�Ǽ����������ʯ���⣬�о������и�Ч�ʺ�ʹ�����������Co��ϼ����ʯ��������˶Աȣ�ΪFeNiCoԤ�Ͻ�۵��ڽ��ʯ�����е�Ӧ���ṩ���ۻ��������ݡ�
1 ʵ��
1.1 FeNiCoԤ�Ͻ��ĩ���Ʊ�
���������Ʊ�FeNiCoԤ�Ͻ��ĩ�����øߴ�Fe���ߴ�Ni���ߴ�CoΪԭ�ϣ�����1����FeNiCoԤ�Ͻ��ĩ��Ԫ������ɷ�Ҫ����ԭ���ϵı����͵��Һ�䷽�����ô������Ũ�ȵ��գ��ƵúϽ�����Ȼ��������ϴ����պ�ɡ���ԭ������ĥ�ּ��ȹ��չ����Ƶ�����Ԥ�Ͻ��ĩ��
��1 Ԥ�Ͻ��ĩ�и�Ԫ������ɷ�
Table 1 Composition of pre-alloyed powder (mass fraction, %)

1.2 ��ĩ���ܼ�������
��������װ�۷��ⶨ��ĩ�ѻ��ܶȣ�����BT-9300S���������Dzⶨ��ĩ���ȣ�����ON-330���������Dzⶨ������������3H-2000A�͵������ȱ����Dzⶨ�ȱ������
�����ձ�JSM-6360LV��ɨ����������۲��ĩ��ò���ⶨ�����ߴ磬�����ձ�D/max-rA10��X���������Ƕ�Ԥ�Ͻ�۽������������ȷ����ĩ����ṹ����ɣ����õ¹�STA-449C���ȷ����Ƕ�Ԥ�Ͻ�۽��в��ȷ������(���������ÿ������գ���������10 ��/min������1000 �����)��
1.3 Ԥ�Ͻ���ս�����Ʊ�
��FeNiCoԤ�Ͻ�۰�����Ҫ��װ��ʯīģǻ�����ڹ��������ѹ�ս�¯�ڽ�����ѹ�սᣬ�õ��ߴ�Ϊ30 mm��12 mm��6 mm��Ԥ�Ͻ���ս�����������ѹ¯��ն�Ϊ0.1 Pa��ѹ��ѹ��Ϊ25 MPa����ѹ�ս��¶ȷֱ�Ϊ720��760��800��840��880 �棬�սᱣ�±�ѹʱ��Ϊ6 min��
��FeNiCoԤ�Ͻ��������7.5%(�������)����Ϊ425~355 ��m�Ľ��ʯ����������Ͼ��ȣ�Ȼ�����������FeNiCoԤ�Ͻ���ս�����ͬ�Ĺ��շֱ��սẬ���ʯ�����ĸ��ϲ����ս��壬�о�Ԥ�Ͻ�۶Խ��ʯ�İ������ܡ�
1.4 �ս�������ܲ�����ṹ����
������ˮ������FeNiCoԤ�Ͻ���ս����������ܶȣ������ݲⶨ���ܶ����ս���������ܶ��������ܶȡ�����TH300������Ӳ�ȼƲ����������ʯ�ս���������Ӳ�ȣ�����CMT4304���ܲ���������ֱ�������ʯ���н��ʯ�ս���Ķ����غɣ����ɴ˼�����Ե����㿹��ǿ�ȣ���ͨ���ձ�JSM-6360LV��ɨ��羵�۲������Ͽ���ò�������ⸯʴ(����4%(�������)������ƾ���Һ��ʴ10 s)�������֯��
�ֱ�ⶨ�������FeNiCoԤ�Ͻ��ĩ�ս����뺬7.5%(�������)���ʯ�������ս������������㿹��ǿ�ȣ�Ԥ�Ͻ��ĩ�ս���Խ��ʯ�����İ���ǿ���ÿ���ǿ����ʧ�ʦDZ�ʾ�����㹫ʽ���£�
 (1)
(1)
ʽ�У� Ϊ�������ʯFeNiCoԤ�Ͻ��ĩ�ս�������㿹��ǿ�ȣ�
Ϊ�������ʯFeNiCoԤ�Ͻ��ĩ�ս�������㿹��ǿ�ȣ� Ϊ��7.5%���ʯ�������ս�������㿹��ǿ�ȡ�
Ϊ��7.5%���ʯ�������ս�������㿹��ǿ�ȡ�
����DHM-1��ɰ��ĥ�ıȲⶨ�Ǽ�����ʯ������ĥ��������ʧm������ͬʵ�������£�������mֵԽС��������ĥ������Խǿ����֮��Խ������ɰ�ֵ�Ӳ��Ϊ3.2�����ٶ�Ϊ20 m/s��������ѹѹ��Ϊ49 N������ʱ��60 s��ÿ�ֲⶨ5��������ȡƽ��ֵ��ĥ��������ʧm�ļ��㹫ʽ���£�
 (2)
(2)
ʽ�У�mΪĥ��������ʧ��m1Ϊ�����ڶ�ĥǰ��������m2Ϊ������ɰ�ֶ�ĥ���������
1.5 Ԥ�Ͻ�������ɽ��ʯ������и����ܼ��
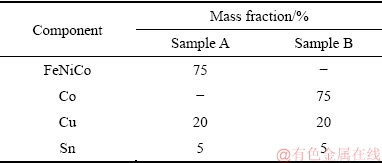
��Ԥ�Ͻ��Ϊ��Ҫ̥��ɷݣ�����һ�������ij��ͼ�Cu�����۳ɷ�Sn���������ʯ���Ⲣ����ʯ���и���������и�Ч��(��λm2/h)��ʹ������(��λm2/m)��������ͬ�����ĸ�Co��ϼ������Ľ��ʯ�����и����ܽ��жԱȣ����ʯ���ȶ�ѡ��270~325 ��m��325~380 ��m���������Ϊ11.5%�����ʯ����TIֵҪ�����85%��̥����Ͼ���ɷֱ�������2���С�
�������������ѹ�սᷨ��ѡ�ø�������սṤ�ա�����̶���ʽΪ�̶�������ƽ���������¶�280 �棬ѹ��Ϊ200 t�������и��������55 kWȫ�Զ���ɽ��������и�ʯ��ΪG562���и����ٶ�Ϊ28 m/s����ˮ��Ϊ100 L/min��
��2 ���ʯ����̥��ɷ����
Table 2 Composition of matrix material of diamond wire saw
2 ���������
2.1 FeNiCoԤ�Ͻ�۵�����
ͼ1��ʾΪ���������Ʊ���FeNiCoԤ�Ͻ�۵�XRD�ס���ͼ1��֪����Ԥ�Ͻ�۲�������Fe�ĵ����࣬��������һ��������Fe19Ni��Co3Fe7��Fe7Ni3�ȹ������࣬˵��Ni��Co������Fe�ľ����У����ս�����������ǿ�����ã�������ս����ǿ�ȡ���ͼ1��֪��Ԥ�Ͻ��ĩ�в�����Co��Ni�ĵ����࣬��ԭ����CoԪ�غ�����Խ��٣���������Ҫ�ɷ�FeԪ���γɹ����壬������XRD���Ϻ��ѷ�����ص������[13]��Ni��FeҲ����ͬ��Ԫ�أ�ԭ�Ӱ뾶�ߴ�������ڵ����������У�Ni��Fe�ײ���ԭ�ӽ������γ��û������壬��ˣ���ͼ���ϵõ�����Ni-Fe�Ͻ���[14]��
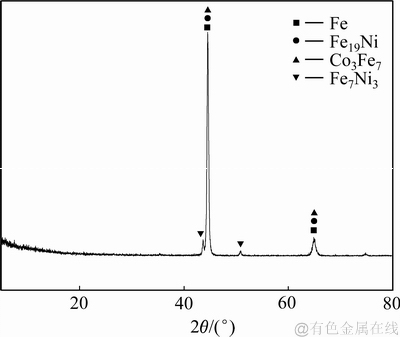
ͼ1 Ԥ�Ͻ�۵�XRD��
Fig. 1 XRD patterns of pre-alloyed powder
2.2 FeNiCoԤ�Ͻ�۵�����
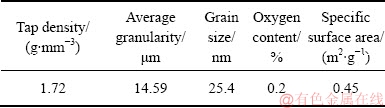
ͼ2��ʾΪFeNiCoԤ�Ͻ�۷ֱ���1000������5000�����µ�SEM��3����ΪԤ�Ͻ��ĩ�������ܼ��������ͼ2�ͱ�3��֪����������������Ʊ���FeNiCoԤ�Ͻ��Ϊ����״�����ѻ��IJ�����Ŀ����ž��壬�ž�����״��һ���������״����֦״������״����״������������������������չ���������ġ���ĩ���Ƚ�ϸ��ƽ������Ϊ14.59 ��m�������ߴ�Ϊ25.4 nm���ȱ����Ϊ0.45 m2/g�����ַ�ĩ�����Ժã�ѹ��ǿ�ȸߣ����ҷ�ĩ�ȱ�����ϴʻ��Ըߣ��ɽ����ս��¶�[15]��
2.3 DTA���ȷ���
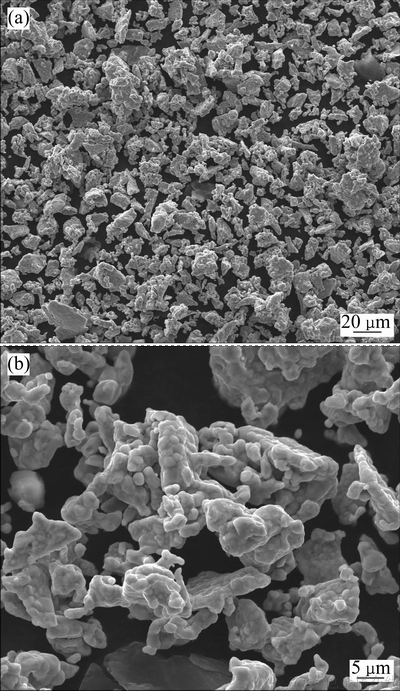
ͼ2 FeNiCoԤ�Ͻ�۵�SEM��
Fig. 2 SEM images of FeNiCo pre-alloyed powder
��3 Ԥ�Ͻ��ĩ����������
Table 3 Physical properties of pre-alloyed powder
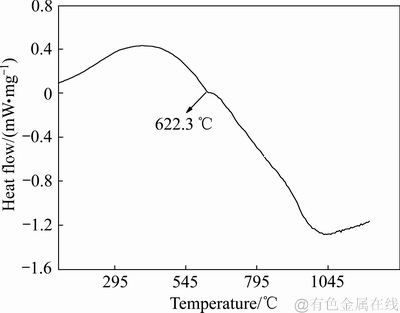
ͼ3 FeNiCoԤ�Ͻ�۵�DSC����
Fig. 3 DSC curve of FeNiCo pre-alloy powder
ͼ3��ʾΪFeNiCoԤ�Ͻ�۵�DSC���ߡ���ͼ3��֪��Ԥ�Ͻ����622.3 ��ʱ�������Ե����ȷ壬���ȷ�ӦԼ��ֹ��1000 �棬��Ԥ�Ͻ�����ת����Ҫ�������������¶������ڡ���Fe-Ni��ͼ��֪��620 ��ʱ��������-Fe(���������ṹ)���-Fe(���������ṹ)ת�䣬��Niԭ�����-Fe��ʵ�������ܣ��γ�(��-Fe��Ni)�û������塣��Co-Fe�ĺϽ���ͼ��֪����980 ��ʱ�����ڦ�-Co��������-Co��ת����̣�������Ԥ�Ͻ����CoԪ�غ������٣�������DSC������û�г����������ȷ塣���ͼ1�е�XRD���������Ԥ�Ͻ�����γ��˽����仯������ǵ�����Ҳռ��һ�������������༰�Ͻ���֯��ռ�ȶ�Ԥ�Ͻ�۵��ս����ܾ�����ҪӰ�졣
2.4 FeNiCo�ս����������ѧ���ܷ���
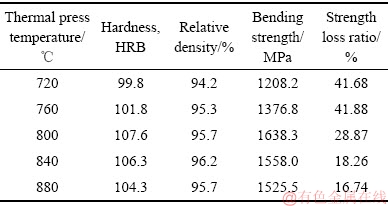
��4����ΪFeNiCoԤ�Ͻ�۷ֱ���720��760��800��840��880 ���¶��������ѹ�ս�����ѧ���ܣ�����Ӳ�ȡ�����ܶȡ����㿹��ǿ�ȡ�ǿ����ʧ�ʵȡ�
��4 ��ͬ�¶���FeNiCoԤ�Ͻ���ս������ѧ����
Table 4 Mechanical properties of pre-alloyed powders sintered at different temperatures
ͼ4��ʾΪԤ�Ͻ��ĩ��ͬ�ս��¶��µ���ѧ��������ͼ���ӱ�4��ͼ4���Կ������ս����Ӳ�Ⱥ����ܶ������ս��¶ȵ����������ϳ������ߺ͵����ƣ���800 ��ʱ��Ӳ�ȴﵽ���ֵ107.6 HRB����840 ��ʱ�����ܶȴﵽ���ֵ96.2%��800 ����840 ��ʱ�ս����Ӳ�Ⱥ�����ܶ�ֵ�����ݷ�ĩұ���ս����ۣ��ս�����Ƿ�ĩ�����ᡢ�սᾱ���տ�϶������С�Ĺ��̣��������̿��ܴ��ڵ�����Ǩ�Ʒ�ʽ�������������������ɢ����λ��ɢ�ȡ��ս��¶ȶ�����Ǩ�Ƶ��ٶ�Ӱ����������¶ȵ�����������Ǩ�Ƶ��ٶ�������ߣ��ս���̽��еĸ��ӳ�֣���϶�����Ϳ�϶�ߴ����٣������ս����Ӳ�Ⱥ����ܶ�Ҳ�����ӡ�����϶������С���̴ﵽһ���Σ������ս����ڿ��������ʵ�����Ӱ�죬�ս�������ܶ�������һ��ƽ��״̬���仯��������һ�������ս��¶ȣ��ս����Ӳ�ȳ�����С�����ƣ������������ܻ��ﵽһ���̶Ⱥ������ս��¶ȵ���ߣ��ս�����ʣ���϶����ھ����ߴ��Ǻ�С�ģ�������϶�뾧������룬���粻�ܿ�϶���谭�����������ߴ�ij��Ӷ���������Ӳ�ȵĽ��͡�
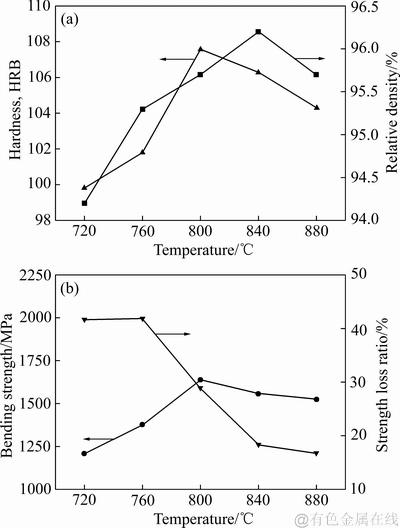
ͼ4 ��ͬ�¶����ս���������ѧ��������ͼ
Fig. 4 Mechanical property curves of different samples sintered at different temperatures
���㿹��ǿ�ȳ������Ƶı仯���ƣ������¶ȵ�����������ǿ�������Ӻ͡���Ҳ�Ǻ��ս�������ܻ��̶ȡ�������״̬�������ߴ������������ġ�����ʱ���ս������ܻ��̶�����������ǿ�������ӡ�����ʱ�����ܻ��ﵽƽ�⣬��ԭ����ɢ�ٶȼӿ죬�����������ӣ�����ǿ���������ٽ�һ�������ս��¶ȣ������ߴ���ٳ�����Hall-Petch��ʽ��֪��
 (3)
(3)
ʽ�У� Ϊ������ǿ�ȣ�dΪ�����ijߴ磻��i��kΪ�������������ܴﵽ�ٽ�ֵ���ս���������ǿ���뾧���ߴ�ʷ��ȹ�ϵ�������ߴ�Խ������ǿ��Խ�͡�FeNiCoԤ�Ͻ���ս�����800 ��ʱ�����ܻ����̽ӽ���ɣ�������״̬��ѣ�������δ���Գ����������ǿ����ߣ��ﵽ1638.3 MPa����һ������ս��¶ȣ������ߴ糤����ǿ�ȷ������͡�
Ϊ������ǿ�ȣ�dΪ�����ijߴ磻��i��kΪ�������������ܴﵽ�ٽ�ֵ���ս���������ǿ���뾧���ߴ�ʷ��ȹ�ϵ�������ߴ�Խ������ǿ��Խ�͡�FeNiCoԤ�Ͻ���ս�����800 ��ʱ�����ܻ����̽ӽ���ɣ�������״̬��ѣ�������δ���Գ����������ǿ����ߣ��ﵽ1638.3 MPa����һ������ս��¶ȣ������ߴ糤����ǿ�ȷ������͡�
ǿ����ʧ�ʦҵĴ�С������Ԥ�Ͻ���ս���Խ��ʯ�����İ���ǿ�ȣ���ֵԽС���ս���Խ��ʯ�İ���ǿ��Խ�ߣ���֮��Խ�͡��ɱ�4��ͼ4��֪���ս��¶���760 �����ڣ�ǿ����ʧ�ʱ仯����Ϊ41.68%~41.88%���ս��¶���800 ��ʱ��ǿ����ʧ��Ϊ28.87%�����������ս������ܻ��̶����������ս���ǿ�ȼ�Ӳ�����ӣ��Խ��ʯ�Ļ�е����������ǿ����ˣ�ǿ����ʧ�������Խ��ͣ����ս��¶ȴﵽ840 ������ʱ��ǿ����ʧ�ʽ�һ�����ͣ�Ԥ�Ͻ���ս���Խ��ʯ�����İ���ǿ�Ƚ�һ����ߣ����������¶Ƚϵ�ʱ��FeNiCoδ����ʯ���������Ӧ������̥�����������Ļ�е���������������¶ȵ�������FeNiCo�Ͻ�����ʯ���������ѧ��Ӧ������ұ���ϣ�����˰�����[16]��
2.5 Ħ��ĥ�����ܷ���
��5����ΪFeNiCoԤ�Ͻ���ڲ�ͬ�¶��������ѹ�ս���ĥ��������ʧ���ݡ�
��5 ��ͬ�¶�����ѹ�ս�FeNiCo�Ͻ�ĥ��������ʧ
Table 5 Wear mass loss of pre-alloyed powders sintered at different temperatures
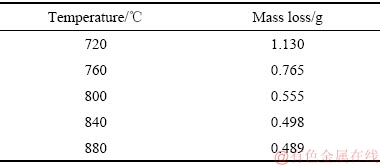
�ɱ�5��֪�������ս��¶ȵ����ߣ�������ĥ��������ʧֵ�ʽ������ƣ���ˣ���������ĥ������������ߡ����ս��¶ȵ���800 ��ʱ��������ĥ�����ϴ����������ڽϵ��¶��£��ս������ܻ����̲���֣�δ�պϿ�϶�����϶࣬�ս��������ֿ���ɰ�ֵ�SiCĥ����ѹ���롰���������õ������������������������ϵ��������ߣ���ĥ�����ܸ��͡����ս��¶���800 �漰����ʱ���Ͻ��ս����ĥ��������ʧֵm����������һ��ƽ��ֵ����������FeNiCoԤ�Ͻ����800 �������ս�ʱ���ս������ܻ����̻�����ɣ��ֿ��ⲿĥ��ѹ���롰�������������õ���ǿ����ĥ�����������ߡ������Ϸ�����֪����һ������ս��¶ȣ�ֻ�Dz��������ߴ�ij����ڵֿ�SiCĥ����ѹ���롰����������Ӱ�첻������mֵ�仯���������ž����ij���SiCĥ���ġ����������ø���ķ����ھ����ڲ����Ǿ����Ե����˵ֿ�����������������ǿ����ĥ�����������������ӡ��ɴ˿�֪���ս����Ӳ����������������ĥ������������ԣ�������Ӳ��Խ�ߣ���ĥ��������Խǿ��
2.6 �ս���Ͽڼ�����ò����
ͼ5��6��ʾ�ֱ�Ϊ��ͬ�¶��ս��FeNiCoԤ�Ͻ���ս��������Ͽ�SEM������֯����ͼ5��6�п��Կ�������ͬ��ѹ�¶��£������ߴ�ȽϾ��ȣ������쳣�������������ս��¶����ߣ������ߴ������������Ͽ���ò��Ҫ����Ϊ�ؾ����Ѻ����Ѷ������ֶ������������ս��¶�Ϊ720 ���760 ��ʱ����ͼ5(a)��ͼ5(b)��ͼ6(a)��ͼ6(b)��ʾ������������ƽ�������ߴ����ֱ�Ϊ2.35 ��m��2.49 ��m�������ս��¶Ƚϵͣ��ս��������ܶȵͣ����ڽ϶���϶��������Ǩ������ɢ����֣���������ǿ�Ƚϵͣ��������ڿ�϶���ؾ�����չ��������Ҫ����Ϊ�ؾ����Զ��ѵ������������ս��¶Ƚ�һ������������Ǩ������ɢ���ӳ�֣�������ǿ�ȵõ���ߣ��ս�����֯�ڲ���϶��ȱ���������٣����϶���ʱ���Ʋ����ؾ��������չ�����ѹ����У����������������Ա��Σ������Ӧ������������ǿ��ʱ������������������ζ��γɵ����ѣ�ͼ5(c)��ͼ5(d)��ͼ5(e)Ϊ�ؾ����Ѻ����Ѷ��ѵĻ�����������⣬���ս��¶�Ϊ800 ��ʱ����ͼ6(c)��ʾ��ƽ�������ߴ�Ϊ3.37 ��m�����ս��¶�Ϊ840 ��ʱ����ͼ6(d)��ʾ��ƽ�������ߴ�ﵽ6.74 ��m�������ߴ����������ս��¶ȴﵽ880 ��ʱ����ͼ5(e)��ͼ6(e)��ʾ��ƽ�������ߴ�ﵽ13.88 ��m���������Գ���϶�������٣�����϶�ߴ��������ӣ����ݷ�ĩұ��ԭ�����սᾱ����϶�պϵ�һ���̶Ⱥ�һ�������ս��¶ȣ����緢��λ�ƣ���������ͨ����λ��ɢ���ܣ�����һ���ٽ�ߴ�Ŀ�϶���ϲ����ս��¶�Խ�ߣ��������̽��е�Խ�죻���ھ����ij���λ��������������٣���������ǿ�ȷ������ͣ�������ѧ�����������Ǻϡ�
2.7 �ս�������ʯ�Ľ�����ò����
ͼ7��ʾΪ��ͬ�¶�����ѹ�ս�ĺ�7.5%���ʯ������FeNiCoԤ�Ͻ���ս���Ͽڵ�SEM����ͼ7(a)��(b)��֪��800 �������ս�ʱ��FeNiCo̥������ʯ����֮�����һ����϶���ҽ��ʯ��������⻬����ˣ�FeNiCo̥���ڵ���ʱ����ʯ������������Ӧ��̥��Խ��ʯ�İ�����ȫ������������ЧӦ�����Ļ�е����������ˣ�̥��Խ��ʯ�İ���ǿ�Ƚϵͣ������ʯ�ս���Ŀ���ǿ����ʧ�ʽϴ������4����������������ս��¶ȳ���840 ���Ժ���ͼ7(c)��ʾ��FeNiCo̥������ʯ���������Ͻ�����϶�����������Ѻ���Ȼ��һ����̥���������ʯ����¶�����ֵĽ����ϣ���������FeNiCo̥���ڽϸ��¶��£�FeԪ��������ʯ���淢����ѧ��Ӧ���γ�Fe3C�Ȼ������ʵ������FeNiCoԤ�Ͻ��ĩ������������ʯ��������FeNi��FeNiCo��ĩ��ý�ĸ�Ԫ�غ��������ӽ����ܴٽ�̥��Խ��ʯ�����ġ���ʴ�����̣�����������ս�ʱ��̥������ʯ�����γ���һ����ұ���ϣ������ʯ�������ս�����������ǿ������������ǿ����ʧ�ʽ��ͣ���Ҳ���3�������������
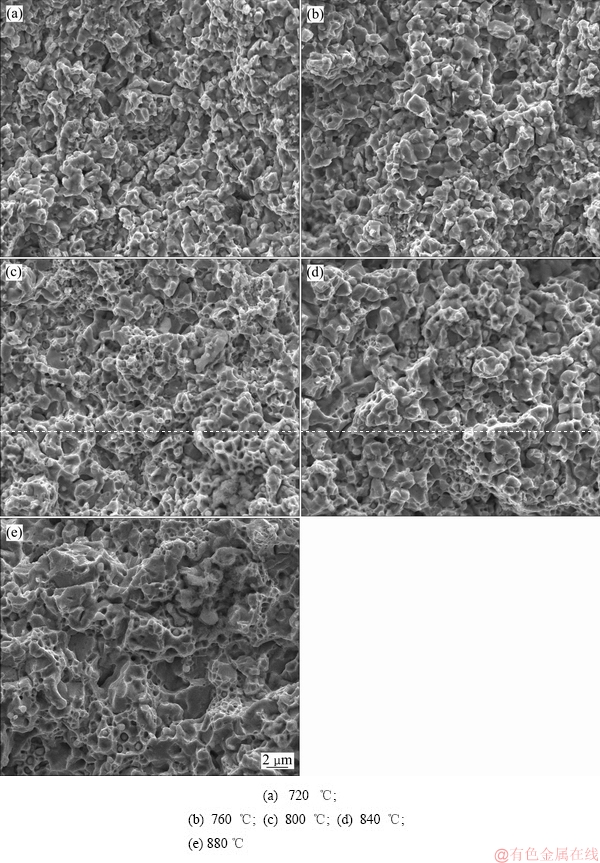
ͼ5 ��ͬ�ս��¶�����Ʒ�Ͽڵ�SEM��
Fig. 5 SEM images of fracture of pre-alloyed powders sintered at different temperatures
2.8 Ԥ�Ͻ���������ʯ������и�����
ͼ8��ʾΪ��FeNiCoԤ�Ͻ�ۺ͵���Co��Ϊ�Ǽܳɷ������Ľ��ʯ�����и�ʯ�ĵľ�����������ͼ��ͼ8(a)��ʾΪ����̥��ɷֽ��ʯ����ÿ�и�36 m2����и�Ч�ʶԱ�ͼ�����и�360 m2��ͼ8(b) ��ʾΪ�������������������Ա�ͼ������FeNiCoԤ�Ͻ�۵��ս����ԣ�FeNiCo��̥���ս��¶��趨Ϊ840 �棬�ս�ʱ��5 min��Co��̥���ս��¶�Ϊ870 �棬�ս�ʱ��5 min����ͼ8(a)��֪��FeNiCo��̥��ͳ��õ�Co��̥�������Ľ��ʯ�������и108 m2��ǰ������Ч����������֮�����Ч������ƽ�ȣ����������¿��е�����������ʯĥ��δ�ﵽ��ѳ��и߶ȣ�����������Ҳδ�γ���ѡ�ƥ�䡱���и�һ�����֮��̥��ĥ�������ڽ��ʯĥ���������и߶ȹ��ߵĽ��ʯĥ����ǰ���䣬�γ�����ӣ����������Ч���������Ľ��ʯ��������ά����һ����Χ�ڣ��и�Ч�������ȶ�[17]����ͼ8(a)ͬʱ��֪������̥�������Ľ��ʯ�������Ч�ʻ����ӽ�����Co��̥���������Ч���Ը���FeNiCo��̥�����⣬������360 m2��Co��̥���������Ч��ƽ��ֵ�ﵽ8.9 m2/h����FeNiCo��̥������ƽ������Ч��Ϊ8.6 m2/h���������3.37%����ͼ8(b)��֪��FeNiCo��̥���Co��̥����ʯ����ÿ�и�36 m2����������������������½����ƣ��и�108 m2֮ǰ�½����ƽ����ԣ��������������Ч�����Ӧ�ģ�����Ч��Խ�ߣ����Ž��ʯ������ʯ�ĺ��Խ��̥��ĥ����Խ��������Խ�ͣ�֮����������360 m2���������������½����ȼ�����FeNiCo��̥����ʯ������������ƽ��ֵΪ11.3 m2/m����Co��̥����ʯ������������ƽ��ֵΪ10.8 m2/m�������������4.63%���ɴ˿�֪����FeNiCoԤ�Ͻ��Ϊ�Ǽܳɷ������Ľ��ʯ��������ڴ�ͳ��Co����ϼ���������ʯ���и�ʱ������Ч���������ͣ�������С�����������������������������ǵ�FeNiCoԤ�Ͻ����Co�ɷֺ���ֻ��2%����ˣ�����ԭ���ϳɱ������٣���Ʒ�Լ۱����Ƹ������ԡ�
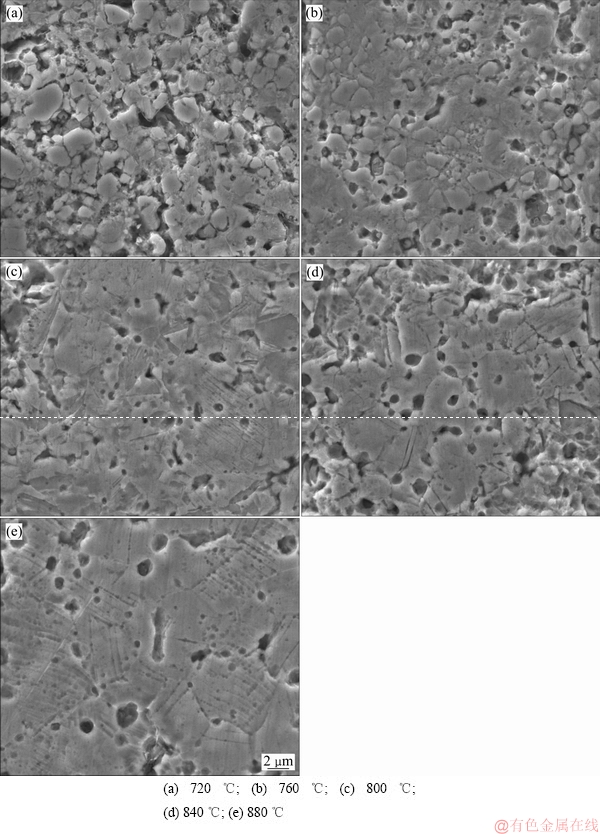
ͼ6 ��ͬ�ս��¶�����Ʒ������֯
Fig. 6 Microstructures of pre-alloyed powders sintered at different temperatures
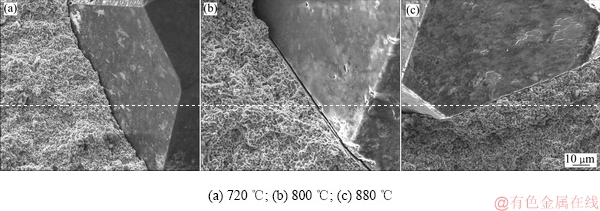
ͼ7 ��ͬ�ս��¶��º����ʯ������SEM��
Fig. 7 SEM images of diamond contained samples sintered at different temperatures
ͼ9��ʾΪ����180 m2��̥ͬ��ɷֽ��ʯ����鹤������ò������ͼ9(a)��ʾΪFeNiCo��̥�����������ò��ͼ9(b)��ʾΪͼ9(a)Բ������Ŵ�����Ƭ��ͼ9(c)��ʾΪCo��̥�����������ò��ͼ9(d)��ʾΪͼ9(c)Բ������Ŵ�����Ƭ�����ͼ9(a)��(b)���Կ�����FeNiCo��̥���У����ʯĥ����������������������ˡ��繵��ʽ�Ĺ��ۣ����ʯĥ���ĺ�ˡ����״��֧�Ž�Ϊ���ԣ�̥��Խ��ʯĥ���İ�������������Է�϶��̥�������һ����������ӣ�������ӳߴ�����С�ڽ��ʯ������˵��������ǰ�ڽ��ʯ������л������мĥ����γɵ���ò�����⣬����������ʯ���������飬˵��̥��ĥ������ʯĥ��ʮ��ƥ�䡣FeNiCo��̥����FeNiCo�ǹǼ��࣬��̥������Ӱ����Ϊ����������FeNiCoԤ�Ͻ���ս����������Կ�֪��FeNiCoԤ�Ͻ����840 ���ս�ʱ���ս����ܶȽϸߣ�Ӳ�����У�ĥ��������ʧΪ0.498 g���ڽ��ʯ�����������е�ƫ�ߵ���ĥ������[18]����̥������ʯ�ܲ���ұ���ϣ��Խ��ʯĥ�����нϺõİ���ǿ�ȣ���ˣ�FeNiCo��̥�����ⲻ�����нϺõľ���Ч�ʣ��������ڽ��ʯĥ���õ�������ã��乤������Ҳ�ϸߡ�����ͼ9(c)��(d)���Կ�����Co��̥���У����ʯ����ͬ��������϶�������״��֧��Ҳ��Ϊ���ԣ����ʯ���и߶Ƚϸߣ�������������һ������������ʯ���ڣ���������Co��̥�����Ӳ��ʯ��ʱ����̥��ĥ����ԽϿ죬�����˽��ʯ��ȡ��ʯ��������ģ����½��ʯ���й��߶�δ���䣬���ʯ�����ܵ��ij�����س������������Ķ���ǿ�ȶ��������飬���ʯĥ�������ʽ��ͣ���������������͡�
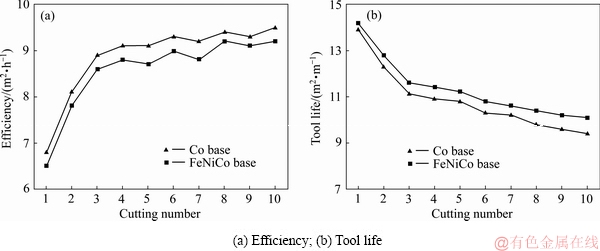
ͼ8 FeNiCo����Co�����ʯ����ľ������ܶԱ�
Fig. 8 Comparison of cutting properties of FeNiCo base and Co base diamond wire saw

ͼ9 ��ͬ��ɳɷֽ��ʯ����������ò
Fig. 9 Surface morphologies of different matrix with different components
3 ����
1) ���ö�������������Ʊ���FeNiCoԤ�Ͻ��һ���̶���ʵ���˺Ͻ�XRD����Ԥ�Ͻ���γ���Fe19Ni��Co3Fe7��Fe7Ni3���м��ࡣSEM�������FeNiCoԤ�Ͻ��Ϊ�IJ�����״�����ž��壬��ĩ���Ƚ�ϸ��ƽ������Ϊ14.59 ��m����ĩ�ȱ����Ϊ0.45 m2/g�������Ժã��ս��¶Ƚϵ͡�
2) DTA���ȷ���������Ԥ�Ͻ����622.3 ��ʱ�����������ȷ壬������-Fe���-Fe��ת�䣬����Niԭ��ʵ�������ܣ��γ�(��-Fe, Ni)�û������塣
3) FeNiCoԤ�Ͻ����800~840 ���ս�ʱ�����нϺõ���������ѧ���ܣ��ս���Ӳ�����ֵΪ107.6 HRB�����㿹��ǿ�����ֵΪ1638.3 MPa�����ܶ����ֵΪ96.2%��ĥ��������ʧΪ0.498~0.555 g���ս��¶�����ϴ�
4) �ս�����������720~760 ��ʱ���ս���Ͽ����ؾ�����Ϊ����800~880 ��ʱ��Ϊ�ؾ����Ѻ����Ѷ��ѵĻ�϶���������800 �������ս�ʱ��FeNiCo�Ͻ�̥������ʯ����֮�����һ����϶���ҽ��ʯ��������⻬��840 �������ս�ʱ, FeNiCo�Ͻ���FeԪ��������ʯ���淢����ѧ��Ӧ������˶Խ��ʯ�İ���ǿ�ȡ�
5) FeNiCoԤ�Ͻ��Ϊ�Ǽ��������Ľ��ʯ���������и�Ӳ��ʯ�ģ��봫ͳCo����ϼ����ʯ������Աȣ��и�Ч��ֻ�½�3.37%����������������4.63%����ԭ���ϳɱ���ͣ����и��õ��ۺ����ܡ�
REFERENCES
[1] ���컯, ������, ���, ��¡��, ������, ������. ��ѹ���ʯ���߲��ϼ������ܻ�[J]. �й���ɫ����ѧ��, 2001, 11(2): 119-125.
ZOU Qing-hua, TANG Feng-lin, YANG Kai-hua, DUAN Long-chen, HU Guo-rong, SUN Li-peng. Hot pressed sintered matrix composites for diamond tools and its densification[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 119-125.
[2] л־��, ������, �غ���, ������, ������. ���ʯ��Ʒ��FeCoCu̥����ս�����ѧ�����о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2010, 41(6): 2178-2182.
XIE Zhi-gang, LIU Xin-yu, QIN Hai-qing, WANG Jin-bao, JIANG Jian-feng. Sintering and mechanical properties of FeCoCu fetal body applied for diamond tools[J]. Journal of Central South University (Science and Technology), 2010, 41(6): 2178-2182.
[3] л־��, ��Ծ��, ���ǻ�, �� ��, ����. ���ʯ��Ʒ����̥����о���״[J]. ���ʯ��ĥ��ĥ�߹���, 2006, 26(3): 71-75.
XIE Zhi-gang, HE Yue-hui, WANG Zhi-hui, XIANG Bo, HUANG Yan-hua. Research progress of metal bond of diamond tools[J]. Diamond and Abrasives Engineering, 2006(3): 71-75.
[4] �� ��, �Ž���, �� ־. ���ʯ����������м����о���״�뷢չ[J]. ���ʯ��ĥ��ĥ�߹���, 2013, 33(1): 36-41.
WANG Fei, ZHANG Jin-sheng, WANG Zhi. Current situation and development of diamond wire saw cutting technology[J]. Diamond and Abrasives Engineering, 2013, 33(1): 36-41.
[5] �ƹ���, ������. ���ʯ�������⼼�����о�[J]. ������, 2005, 39(8): 7-10.
HUANG Guo-qin, XU Xi-peng. Technology of sawing with diamond wire[J]. Tool Engineering, 2005, 39(8): 7-10.
[6] �� ��, �ƹ���, �� ��, ������. ���л���ʯ�����н��ʯ�����ĥ������[J]. ��е����ѧ��, 2008, 44(8): 112-117.
HUANG Hui, HUANG Guo-qin, GUO Hua, XU Xi-peng. Wear characteristics of diamond beads in wire sawing granite[J]. Journal of Mechanical Engineering, 2008, 44(8): 112-117.
[7] ������, �ƹ���, �� ��, ������. �ս���ʯ����������л���ʯ�ľ������о�[J]. ���ʯ��ĥ��ĥ�߹���, 2007, 157(1): 22-24.
WENG Fei-fei, HUANG Guo-qing, HUANG Hui, XU Xi-peng. Study on sawing forces of sintered diamond wire saw in granite cutting[J]. Diamond and Abrasives Engineering, 2007, 157(1): 22-24.
[8] ������, ������, ������. ������ϼ��Խ��ʯ�ѳ�������ǿ��ʩ����ǿ��������[J]. ���Ͽ�ѧ�빤��, 2002, 20(3): 465-468.
DAI Qiu-lian, XU Xi-peng, WANG Yong-chu. Measures used to improve bonding of diamond to matrix and bonding mechanisms[J]. Materials Science �� Engineering, 2002, 20(3): 465-468.
[9] �� ��, �� ��, �½���, ���Ӿ�, �� ��, ������. Co�����ʯ����̥����W���Ӽ�������[J]. �й���е����ѧ��, 2007, 5(1): 108-112.
GUO Hua, SU Yu, CHEN Jian-zhang, ZHANG Yan-jun, CHEN Feng, XU Xi-peng. Effect of W in Co-based matrix of diamond beads[J]. Chinese Journal of Construction Machinery, 2007, 5(1): 108-112.
[10] XIE De-long, WAN Long, SONG Dong-dong, QIN Hai-qing, PAN Xiao-yi, LIN Feng, FANG Xiao-hu. Low-temperature sintering of FeCuCo based pre-alloyed powder for diamond bits[J]. Journal of Wuhan University of Technology (Materials Science), 2016: 805-809.
[11] л����, �� ¡, ��־��, ��Х��, �� ��, �� ��, ������. ���������Ʊ�Fe-Cu��Ԥ�Ͻ�۵ĵ�����ѹ�ս�[J]. ��ĩұ����Ͽ�ѧ�빤��, 2015, 20(1): 93-97.
XIE De-long, WAN Long, LIU Zhi-huan, FANG Xiao-hu, L�� Zhi, LIN Feng, PAN Xiao-yi. Low-temperature hot press sintering of Fe-Cu based pre-alloyed powder manufactured by co-precipitation method[J]. Materials Science and Engneering of Powder Metallurgy, 2015, 20(1): 93-97.
[12] л־��, �غ���, ������, ������, ������. ���ʯ��Ʒ��FeCoCuԤ�Ͻ��ĩ���Ʊ���Ӧ���о�[J]. ���Ϲ���, 2011(3): 1-5.
XIE Zhi-gang, QIN Hai-qing, LIU Xin-yu, WANG Jin-bao, JIANG Jian-feng. Study on the preparation of the prealloyed powder and its application for diamond tools[J]. Journal of Materials Engineering, 2011(3): 1-5.
[13] PALUMBO M, CURIOTTO S, BATTEZZATI L A. Thermo- dynamic analysis of the stable and met stable Co-Cu and Co-Cu-Fe phase diagrams[J]. Calphad, 2006, 30: 171-178.
[14] �� ��. ����ѧԭ��[M]. ����������������ҵ��ѧ������, 1989: 66-67.
LI Chao. Principles of metallography[M]. Harbin: Harbin Institute of Technology Press, 1989: 66-67
[15] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2011: 288-289.
HUANG Pei-yun. Powder metallurgy principle[M]. Beijing: Metallurgical Industry Press, 2011: 288-289.
[16] ������, ��Ծ��. �ܻ���ϼ��Խ��ʯ�ѳ������о�[J]. ���ȴ�ѧѧ��(��Ȼ��ѧ��), 1994, 15(3): 353-357.
TANG Dong-hua, HONG Yue-sheng. A study on the retention of cobalt base bonding agent to diamond[J]. Journal of Huaqiao University (Natural Science), 1994, 15(3): 353-357.
[17] ���ܺ�, ��־��, Ф��Ⱥ. ���ʯ��Ƭ�����������о�[J]. ��ĩұ����, 2006, 24(2): 110-113.
ZHANG Shao-he, LIU Zhi-huan, XIAO Zun-qun. Experimental study on sharpness of diamond sawblades[J]. Powder Metallurgy Technology, 2006, 24(2):110-113.
[18] л����, �� ¡, �ζ���, ��. ���ʯ������FeCoCuԤ�Ͻ����ɶ��ս����Ե�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(3): 577-583.
XIE De-long, WAN Long, SONG Dong-dong, et al. Effect of composition of FeCoCu pre-alloyed powders on sintering characters used for diamond tools[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(3): 577-583.
Sintering properties of FeNiCo pre-alloyed powder and its application in diamond wire saw
LIU Zhi-huan1, 2, ZHANG Shao-he1, 2
(1. School of Geosciences and Info-Physics, Central South University, Changsha 410083, China;
2. Key Laboratory of Metallogenic Prediction of Nonferrous Metals and Geological Environment Monitoring, Ministry of Education, Central South University, Changsha 410083, China)
Abstract: The FeNiCo pre-alloyed powder was prepared by polymetallic electrolytic method. The phase composition and morphology of pre-alloyed powder and sintered body were characterized by XRD and SEM. The mechanical properties and wear loss of metal body sintered at different temperatures were tested, and the application of FeNiCo pre-alloyed powder in the diamond wire was researched. The results show that alloying is realized in the FeNiCo pre-alloyed powder to some extent, and the size of the powder is finer with irregular shape. When sintered at 800 �� to 840 ��, the largest hardness of the metal body is 107.6 HRB, the largest bend strength is 1638.3 MPa, the largest relative density is 96.2%, and the wear mass loss is 0.498-0.555 g, thus with a good adaptability of sintering temperature. Using FeNiCo pre-alloyed powder as the main component of the matrix to produce diamond wire saw, it has a good comprehensive performance when cutting hard stone, the cutting efficiency is 8.6 m2/h and the tool life is 11.3 m2/m.
Key words: FeNiCo pre-alloyed powder; diamond wire saw; microstructure; mechanical property
Foundation item: Project(41872186) supported by the National Natural Science Foundation of China
Received date: 2018-06-22; Accepted date: 2018-11-20
Corresponding author: ZHANG Shao-he; Tel: +86-18008415363; E-mail: zhangshaohe@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(41872186)
�ո����ڣ�2018-06-22�������ڣ�2018-11-20
ͨ�����ߣ����ܺͣ����ڣ���ʿ���绰��18008415363��E-mail��zhangshaohe@163.com
ժ Ҫ��ͨ���������ⷨ�Ʊ�FeNiCoԤ�Ͻ��ĩ������X���������Ǻ�ɨ�����������Ԥ�Ͻ��ĩ�����ս��������ò�۲������������о�FeNiCoԤ�Ͻ�۲�ͬ�¶��ս�ʱ�ս������ѧ���ܺ�ĥ�����ܣ���̽�����ڽ��ʯ������Ӧ�õĿ����ԡ�����������Ʊ���FeNiCoԤ�Ͻ��һ���̶���ʵ�ֺϽ���ĩ�ʲ�����״�����Ƚ�ϸ��FeNiCoԤ�Ͻ����800~840 ���ս�ʱ���ս���Ӳ�����ֵΪ107.6 HRB�����㿹��ǿ�����ֵΪ1638.3 MPa�����ܶ����ֵΪ96.2%��ĥ��������ʧΪ0.498~0.555 g���ս��¶���Ӧ�ԽϺá�����FeNiCoԤ�Ͻ��Ϊ��Ҫ̥��ɷ��������ʯ�������Ӳ��ʯ��ʱ���и�Ч��Ϊ8.6 m2/h����������Ϊ11.3 m2/m�����нϺõ��ۺ�ʹ�����ܡ�
[3] л־��, ��Ծ��, ���ǻ�, �� ��, ����. ���ʯ��Ʒ����̥����о���״[J]. ���ʯ��ĥ��ĥ�߹���, 2006, 26(3): 71-75.
[4] �� ��, �Ž���, �� ־. ���ʯ����������м����о���״�뷢չ[J]. ���ʯ��ĥ��ĥ�߹���, 2013, 33(1): 36-41.
[5] �ƹ���, ������. ���ʯ�������⼼�����о�[J]. ������, 2005, 39(8): 7-10.
[6] �� ��, �ƹ���, �� ��, ������. ���л���ʯ�����н��ʯ�����ĥ������[J]. ��е����ѧ��, 2008, 44(8): 112-117.
[14] �� ��. ����ѧԭ��[M]. ����������������ҵ��ѧ������, 1989: 66-67.
LI Chao. Principles of metallography[M]. Harbin: Harbin Institute of Technology Press, 1989: 66-67
[15] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2011: 288-289.
HUANG Pei-yun. Powder metallurgy principle[M]. Beijing: Metallurgical Industry Press, 2011: 288-289.
[16] ������, ��Ծ��. �ܻ���ϼ��Խ��ʯ�ѳ������о�[J]. ���ȴ�ѧѧ��(��Ȼ��ѧ��), 1994, 15(3): 353-357.
[17] ���ܺ�, ��־��, Ф��Ⱥ. ���ʯ��Ƭ�����������о�[J]. ��ĩұ����, 2006, 24(2): 110-113.
