
���±�ţ�1004-0609(2016)01-0223-10
��Ʒλ���پ���ĸ���ѹ����
��־ǿ1, 2, 3���� ��2���ܺ���1, 3������ǰ1���ſ���1, 3��������1, 3
(1. ������ɫ�����о�Ժ ϡ�н����о��������� 510650��
2. ���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083��
3. �㶫ʡϡ��������Ӧ���ص�ʵ���ң����� 510650)
ժ Ҫ��
�Ը�þ��Ʒλ���Ӳ��پ�����й��տ���ѧ�������������������ѹ�������նԸþ����еļ�����ͭ��������ѡ���Խ������벢�������ٵĴ������ա�����ĥ�����ȡ���Ӧ�¶ȡ�ʱ�䡢��ʼ����Ũ�ȡ���ѹ�������ٶȡ�ľ���ػ����������Һ�̱ȶ�ͭ�������������ʼ����ʵ�Ӱ�죬ȷ����ѹ��ղ�����ʵ��������������������С��43 ��mռ����Ϊ93%��ʱ��3 h�������¶�150 �桢��ʼ����Ũ��2 mol/L������ѹ0.7 MPa�������ٶ�400 r/min�����Ӽ�ľ���ػ��������0.6 g��Һ�̱�5:1����ѹ��������£�ͭ�����ʴ�99.27%���������ʴ�98.04%������Ϊ37%���ң����ټ��������������������ڽ������и�����3����
�ؼ��ʣ�
��ͼ����ţ�TF83 ���� ���ױ�־�룺A
���������һ�����ս�Ե�λ�Ĺ�ҵ�����������������������ѧ���ʣ�����������ִ���ҵ�������ͿƼ���չ�о��йؼ������ã�����Ϊ�ִ���ҵά����[1]��Ŀǰ����������Բ��پ���ij��ô��������ɷ�Ϊʪ���ͻ������֣���Ҫ�����г�ѹ��������������Ȼ������컯����[2-7]���Ȼ��������������������[7-14]����ѹ�������-��ѹ�軯��ȫʪ���¹���[14-25]�ȡ�
���Ͻ�ɽ���ٿ����ҹ�Ŀǰ���ֵĵ�һ�����й�ҵ���ɼ�ֵ��ԭ�����ٿÿ��в���Ʒλ�ͣ���������࣬Ƕ�����ȼ�ϸ����20����90�����ʼ�����Ҷ�ΰѡ���ɽ���ٿ�Ŀ������á�������ҿƼ�������Ŀ�ƻ����Ⱥ�ͨ��ѡ��õ��˲���Ʒλ50g/t�IJ��پ���������ұ����ȡ�����о���ȡ���˽ϴ��չ�����ÿ�һֱδ�ܿ������ã����ڴ���״̬������Ҫԭ��Ϊ������ƷλΪ50g/t�IJ��پ����к�������ͭ�������������������(��������Լ14%)��ͬʱþ�����ϸߡ����ڸ����Ʒλ���پ��������ò��پ����õĴ����������д�����Ҫ�������¼���ȱ�ݣ�1) ʪ��ֱ�ӽ������ٹ��ա���Ҫ���Ĵ��������������ҽ���Һ�еIJ���Ũ�ȵͣ�����Ԫ��Ũ�ȸߣ������Ѷȴɱ��ߣ�2) ������������ա����ھ����к��д���þ������ﺬ���ͣ�����ʱ¯���ȸߣ�ͬʱ���չ��࣬���²����ۺϻ����ʵ�[25]����ˣ���������þ��Ʒλ���Ӳ��پ���ĸ�Ч�������ն���Դ��Ч���þ�����Ҫ���塣
���������ڸ�þ��Ʒλ���Ӳ��پ����տ���ѧ�����Ļ����Ͻ�������ص㣬����ʺϸ����Ʒλ���پ������Դ�����÷�������ͨ����������ʵ�飬��ͭ��������ѡ���Խ������������ٹ���������ڽ������У��������Ի���ͭ������Դ��ͬʱ��ͭ�����벬�ٹ�����ķ��벢��һ���������ٹ������Ϊ������ȡ���ٴ���������������
1 ʵ��
1.1 ʵ��ԭ�ϼ��Լ�
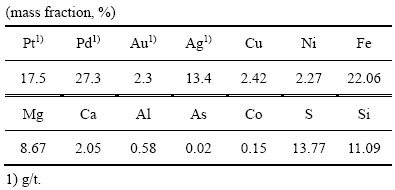
����ԭ��Ϊij������ѡ������õĵ�Ʒλ���ٸ�ѡ���������ɷַ���������ڱ�1����ˮɸ��øþ��������С��43 ��m��ռ57.55%(��������)��
ʵ����������Ϊ������������Ϊ96%~98%(��������)��������ľ���ػ����Ϊ��ҵ����
��1 ���پ���ѧ�ɷ�
Table 1 Chemical composition of Pt-Pd flotation concentrates
1.2 �����豸
ʵ�����ü�ѹ�豸Ϊ����TZPCF2-10��ѹ��Ӧ��(��̨����Զ���������豸����˾����)���ݻ�Ϊ2 L��GSH-215/2.0����������Ӧ��(ɽ������������е����˾����)���ݻ�215 L��
1.3 ʵ�鷽��
��ȡһ�����IJ��ٸ�ѡ��������ѹ��Ӧ���ڣ����趨��Һ�̱ȼ����趨Ũ�ȵ�������Һ��������ľ���ػ���ơ�װ���ܷ⡢�����������趨�¶ȡ������趨�¶�ʱ��ͨ�����ٿ�����״��ֹ��ͨ��������Ԥ������ѹ������ͨ������ʼ��ʱ����Ӧ���趨ʱ��رս���������ͨ�̹���ȴˮ���º�йѹ������������ճ��˹��ˣ���Һ���롣��������һ��������ˮϴ�����Σ�Ȼ������������
1.4 �������
��ʯ�ľ��Ͳ���X����������(�ձ���ѧD/MAX1200)���������տ���ѧ���ù��տ���ѧ�����Զ������������ϵͳ(�Ĵ�������ʿ����ѧMLA)������������������û��Խⶨ����������ͭ���������Ⱥ������û�ѧ����ICP���ⶨ��
2 ���������
2.1 ���پ���Ĺ��տ���ѧ
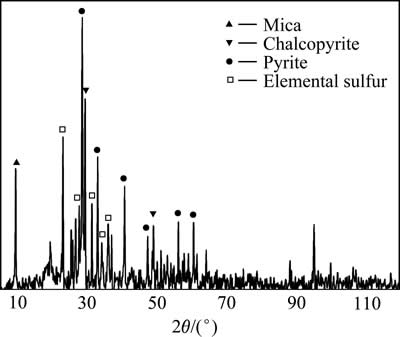
���پ����XRD����ͼ1��ʾ����XRD��֪��
�ò��پ�������Ҫ��������ΪҶ����ʯ(��þ������)����ͭ����������������������������ʯ����ȡ����ھ����в��ٺ����ϵ�(Լ50 g/t)�����ѷ��ֶ������ٿ����ࡣͨ�����տ���ѧ�����Զ������������ϵͳ(�Ĵ�������ʿ����ѧMLA)�Բ��پ�����з��������������� 2��3��ʾ���ӱ� 2��3���Կ������ò��پ�������Ҫ�мۿ���Ϊ��ͭ������������������Ҫ�ֲ����ڲ������鲬�����ٿ�ȿ������У��Խ������P������Ϊ��Ҫ������ʽ����������ﹲ����
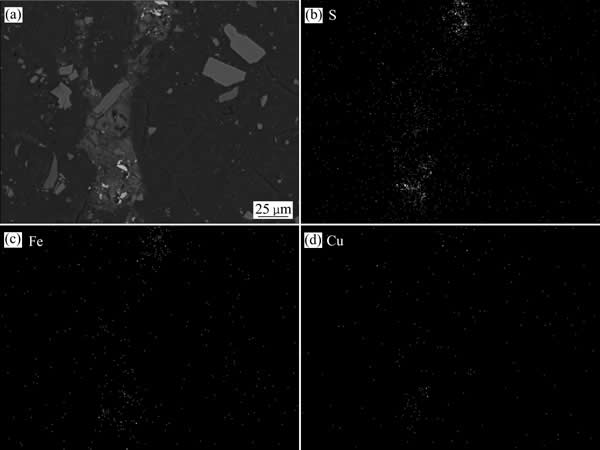
ͼ2��ʾΪ����ͬ����ı�ɢ�������ò����ͼ2��֪�������������ɸ��ӣ���Ҫ���ڻҺ�ɫ����1����ɫ����2��3��4����ɫ����5�����Կ���������ֲ������ȣ���ͬ������Ƕ���������ȷֲ���Χ�Ͽ�����Ԫ����ɨ��ֲ�ͼ��ֱ�۵ؿ��������ķֲ�����ķֲ����ƣ�˵������Ҫ��������ʽ���ڣ���Ҫ���зֲ��ڻ�ɫ���֣������������P���������У��ֲ������ȣ�˵���������������̬��ʽ���ڡ�
Ϊ�˸��õ���ʶ���پ����������ɼ���/�������ڿ����и���״̬���Բ��پ�������˵���̽�뼰����������������������ɷַ���������4���С��ɱ�4��֪���Һ�ɫ����1��Ҫ����������ɣ�Ϊ���������࣬�ǿ�����������Ҫ������ʽ������2��3��4����ɾ�Ϊ����������Ϊ��ﳿ����࣬��������Ҫ������ʽ������5�ɷֽ�Ϊ���ӣ���Ҫ��þ�������衢����ɣ��ǿ�������Ҫ�Ĺ������࣬����ΪҶ����ʯ��
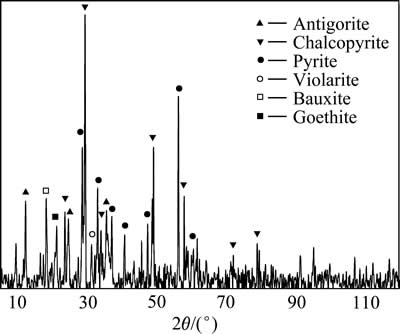
ͼ1 ���پ����XRD��
Fig. 1 XRD spectrum of Pt-Pd flotation concentrates
��2 ���پ�������Ҫ�������������Ժ���
Table 2 Main metal mineral types and relative contents of Pt-Pd flotation concentrates

��3 �����в��ٿ�������ɼ���Ժ���
Table 3 Pt-Pd phase composition and relative content of flotation concentrates

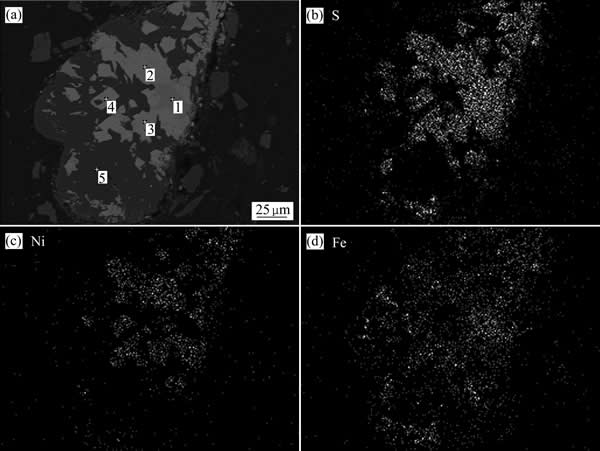
ͼ2 ���پ���ı�ɢ�������ò��Ԫ����ɨ��ֲ�����
Fig. 2 BS image(a) of Pt/Pd concentrates and scanning distribution of elements S(b), Ni(c) and Fe(d)
��4 ͼ2(a)�о����������ɷַ������
Table 4 Energy spectroscopic analysis results of concentrate in Fig. 2(a)
ͨ�����տ���ѧ������֪����������Ҫ����Ϊͭ���������������ˣ����Dz��ÿ���������ԭ��Ӧ��λ��ѡ���Խ���ͭ���������Ƚ����������ٹ���������ڽ������У��Ӷ��ﵽͭ���������벬�ٹ�����ķ��룬�������ٹ������
2.2 ĥ�����ȶ�ͭ�������������ʼ����ʵ�Ӱ��
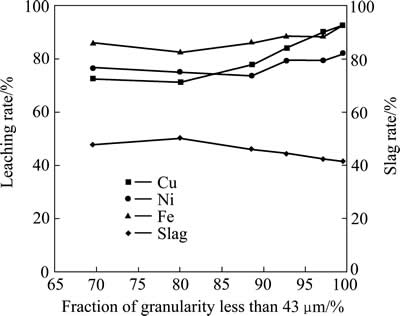
ѡȡ���Ӽ�ľ���ػ������Ϊ��ѡ�����������0.6 g���̶�Һ�̱�5:1����Ӧʱ��3 h����Ӧ�¶�150 �棬����ѹ0.7 MPa����ʼ����Ũ��2 mol/L�������ٶ�400 r/min�����ƾ���ĥ������С��43 ��m��ռ���ʷֱ�Ϊ70%��80%��88%��93%��97%��99%���о���ͬ��ѡ�������ȶ�ͭ���������ʼ�����Ӱ�죬ʵ������ͼ3��ʾ��
��ͼ3�ɼ������Ÿ�ѡ�������ȼ�С��ͭ���������Ľ����ʳ��������ƣ�ͭ��������72.66%�����94.62%������������85%��ߵ�92%������������76%��ߵ�82%��ͬʱ�����ʳ��½����ƣ���50.23%������39%�����ڻ�е��ĥʵ����Ҳ��һ����е����̣�ĥ����5%~10%������ת��Ϊ��ѧ�ܴ����ھ����У������ڲ�����ȱ�ݣ���ѧ��Ӧ��������[26]�������������ȼ�С��Һ�̷�Ӧ�Ӵ��ȱ��������Խ�������������м����ͭ�����Ľ�������Ȼ��������ϸ�����ڽ����Ľ��У���ĥ��ʱ����ӳ�������ĥ��ɱ����ӣ�ͬʱ������������Ҳ��С�����¹������ѣ�����Ч�ʽ��͡��������������Կ���������������С��43 ��m��ռ����Ϊ93%����ʱ�����ȱ仯�Խ����ʱ仯������ˣ��ۺϿ��ǣ���������С��43 ��m��ռ����Ϊ93%ʱ�����ȱȽϺ��ʡ�
ͼ3 ���ȶԽ��������ʡ����ʵ�Ӱ��
Fig. 3 Effect of granularity on Cu, Ni, Fe leaching rate and slag rate
2.3 �����¶ȶ�ͭ���������ʼ����ʵ�Ӱ��
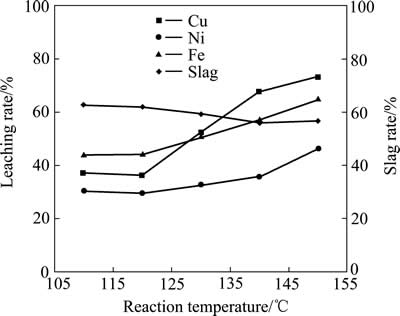
ѡȡ���Ӿ���150 g(����С��43 ��m��ռ����Ϊ93%)��Һ�̱�8:1����Ӧʱ��3 h�����Ӽ�ľ���ػ����0.6 g(0.4%)������ѹ0.7 MPa����ʼ����Ũ��2 mol/L�������ٶ�300 r/min�����ƽ����¶ȷֱ�Ϊ110��120��130��140��150 �棬�о������¶ȶ�ͭ�������������ʼ����ʵ�Ӱ�죬������ͼ4��ʾ��
��ͼ4�ɼ������Ž����¶ȵ����ߣ�ͭ���������Ľ����������ӣ�ͭ��������37.16%�����72.86%������������43.68%��ߵ�64.65%������������30.34%��ߵ�46.31%��ͬʱ�����ʳ��½����ƣ���62.47%������56.67%���¶ȶ����ѹ�������̵�Ӱ��������ͨ�����Ž����¶����ߣ����������������������������¶Ȳ������Լӿ췴Ӧ���ʣ����ҿ��Դٽ��������ѣ��ܽ���������ѽ����ԭ�ӡ��������������ѹ������Ӧ����ͬ�¶�������Ļ�ѧ��Ӧ��ͬ��
ͼ4 �����¶ȶԽ��������ʼ����ʵ�Ӱ��
Fig. 4 Effect of temperature on Cu, Ni and Fe leaching rate and slag rate
������ѹ������ѧ��Ӧ��
2FeS2+7.5O2+H2O=Fe2(SO4)3+H2SO4 (1)
MeS+2O2=MeSO4 (Me����Cu��Ni) (2)
���������������У�������ԭ��Ӧ��λ�ߣ��ɽ������е���ȫ��ת��Ϊ����������ܻᵼ�¹����Ҳ�����ܳ���ͬʱ���ڸ�����Һ�����������Է������·�Ӧ��
�����ʱ��
Fe2(SO4)3+3H2O=Fe2O3+3H2SO4 (3)
�и�����ѹ������Ӧ���£�
CuS+Fe2(SO4)3=CuSO4+2FeSO4+S0 (4)
Ni2S3+3Fe2(SO4)3=Ni2(SO4)3+6FeSO4+3S0 (5)
2FeSO4+H2SO4+1/2O2=Fe2(SO4)3+H2O (6)
���������������У�Fe3+��Ҫ�����������á����и�����ѹ����ʱ��������ԭ��Ӧ��λ�ͣ��ɽ�ͭ������������������ֽ⣬ʹ������ӿ����н������������֤��������ܳ�����Ŀǰп��ѹ�����¶�һ�㶼������150 �棬��ˣ�ѡ����ѽ����¶�Ϊ150 ��ȽϺ��ʡ�
2.4 ����ʱ���ͭ���������ʼ����ʵ�Ӱ��
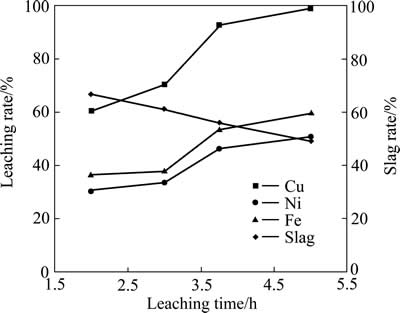
ѡȡ���Ӿ���150 g(����С��43 ��m��ռ����Ϊ93%)��Һ�̱�8:1����ʼ����Ũ��4 mol/L�����Ӽ�ľ���ػ����0.6 g����Ӧ�¶�150 �棬����ѹ0.7 MPa�������ٶ�300 r/min�����ƽ���ʱ��ֱ�Ϊ2.0��3.0��3.75��5.0 h���о�����ʱ���ͭ�������������ʼ����ʵ�Ӱ�죬ʵ������ͼ5��ʾ��
��ͼ5�ɼ������Ž���ʱ���ӳ���ͭ��������60.42%�����98.82%������������36.32%��ߵ�59.56%������������30.34%��ߵ�50.57%��ͬʱ�����ʳ��½����ƣ���66.67%������49.33%��������ʱ��Ϊ3.75 h��ͭ������������������ƽ�������ǵ������ܺĺ��豸���ܣ���ѽ���ʱ��Ϊ3.75 hΪ�ˡ�
ͼ5 ����ʱ��Լ����������ʡ����ʵ�Ӱ��
Fig. 5 Effect of leaching time on Cu, Ni, Fe leaching rate and slag rate
2.5 ��ʼ����Ũ�ȶ�ͭ�������������ʼ����ʵ�Ӱ��
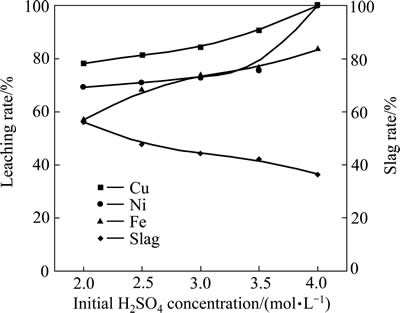
ѡȡ���Ӿ���150 g(����С��43 ��m��ռ����Ϊ93%)��Һ�̱�8:1����Ӧʱ��3 h�����Ӽ�ľ���ػ����0.6 g����Ӧ�¶�150 �棬����ѹ0.7 MPa�������ٶ�300 r/min������ʼ����Ũ�ȷֱ�Ϊ1.0��1.25��1.5��1.75��2.0 mol/L���о�ʼ����Ũ�ȶ�ͭ�������������ʼ����ʵ�Ӱ�죬ʵ������ͼ6��ʾ��
��ͼ6��֪������ʼ����Ũ����ߣ�ͭ��������78.05%�����100%������������56.74%��ߵ�83.51%������������69.3%��ߵ�100%�������ʳ��½����ƣ���56.27%������36.53%���ӽ�������ԭ��(��ʽ(4))Ҳ���Կ��������ų�ʼ����Ũ�ȵ����ӣ���Ӧ���������ƶ������Ҹ���ʽ(3)��ʼ����Ũ������Ҳ���Է�ֹ��ˮ�⣬ʹ���������١���Ȼ��ʼ����Ũ�Ƚϸ�ʱ��ͭ�����������ӽ���ȫ��������������ɱ��ͽ���Һ��ͭ���������ķ���ɱ����ӣ�ͬʱ���豸��ʴ����Ҫ����ߡ�
ͼ6 ��ʼ����Ũ�ȶԼ����������ʺ����ʵ�Ӱ��
Fig. 6 Effect of initial H2SO4 concentration on Cu, Ni, Fe leaching rate and slag rate
��ˣ����ʼ��Ũ��4 mol/LΪ�ˡ�
2.6 ����ѹ��ͭ�������������ʼ����ʵ�Ӱ��
ѡȡ���Ӿ���150 g(����С��43 ��m��ռ����Ϊ93%)��Һ�̱�8:1����Ӧʱ��3 h�����Ӽ�ľ���ػ����0.6 g(0.4%)����Ӧ�¶�150 �棬��ʼ����Ũ��4 mol/L�����ٶ�300 r/min����������ѹ�ֱ�Ϊ0.3��0.4��0.5��0.6��0.7 MPa���о�����ѹ��ͭ�������������ʼ����ʵ�Ӱ�죬ʵ������ͼ7��ʾ��
��ͼ7�ɼ�����������ѹ��0.3 MPa��ߵ�0.7 MPa��ͭ���������Ľ����������ӣ�ͭ��������72%�����99%���ϣ����Ľ�������35.12%��ߵ�61.32%�����Ľ�������38.37%��ߵ�68.41%��ͬʱ�����ʳ��½����ƣ���62%����52%����ѹ������һ����Һ�����ѧ��Ӧ���̣���һ����Χ�ڣ�����ѹԽ���Խ�����ڷ�Ӧ�Ľ��У�����ѹ������������Һ�������ܽ�ȣ�ʹ��Ӧʽ(7)�����������ٶȼӿ졣������ѹ��������ʱ��ͭ�����Ľ����仯������������ѹ�����ӣ�������ϵ�������ո��ߣ�����������������������ӣ���������ļ��л��գ������ܻᵼ�¹�����Ľ�������ˣ��������ѹ0.7 MPaΪ�ˡ�
2.7 ��
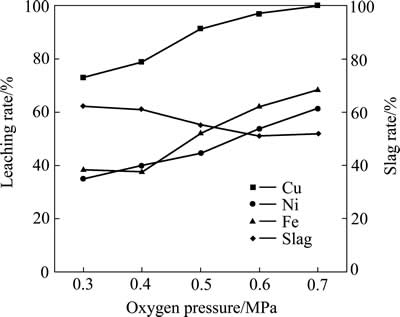
ͼ7 ����ѹ�Լ����������ʺ����ʵ�Ӱ��
Fig. 7 Effect of oxygen pressure on Cu, Ni, Fe leaching rate and slag rate
���ٶȶ�ͭ�������������ʼ����ʵ�Ӱ��
ѡȡ���Ӿ���150 g(����С��43 ��m��ռ����Ϊ93%)��Һ�̱�8:1����Ӧʱ��3 h�����Ӽ�ľ���ػ����0.6 g����Ӧ�¶�150 �棬����ѹ0.7 MPa����ʼ����Ũ��2 mol/L�����ƽ����ٶȷֱ�Ϊ200��300��400��500��600 r/min���о������ٶȶ�ͭ�������������ʼ����ʵ�Ӱ�죬ʵ������ͼ8��ʾ��
��ͼ8��֪�������ٶ���200 r/min��ߵ�600 r/min��ͭ���������Ľ����������ӣ�ͭ��������77.73%�����100%���ϣ����Ľ�������37.26%��ߵ�100%�����Ľ�������39.92%��ߵ�84.18%��ͬʱ�����ʳ��½����ƣ���60.87%����34.18%�������ٶȴ�200 r/min��ߵ�400 r/minʱ�������ʺ����ʱ仯�dz����ԡ��������ٶ���ߵ�Ϊ400 r/minʱ��ͭ��������ȫ�����������������80%���ϣ���������������ٶȣ���ͭ�������������ʵ�������ò����ɴ˿��Կ����������ٶȶԽ����ʵ�Ӱ��ϴ���Ҫԭ��Ϊ������ת�ٷ�ӳ�˿���ǿ�ȣ���������ʹ��-Һ�������ֽӴ������ٷ�Ӧ�P���������ɢ������������ѹ������Ӧ���ϴ�Ľ���ǿ�ȿ���ʹ�������֮���Ħ�����ƻ����������������õ�����ʹ������Ӧ˳�����У��������ٶȹ��죬���豸Ҫ����ߣ���˽����ٶ���400 r/minΪ�ˡ�
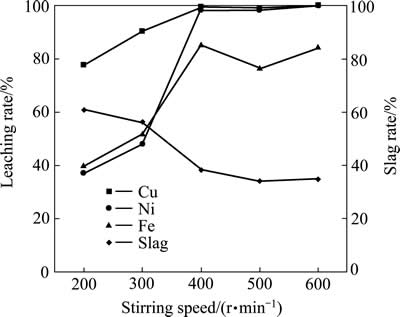
ͼ8 �����ٶȶԽ��������ʺ����ʵ�Ӱ��
Fig. 8 Effect of stirring speed on Cu, Ni, Fe leaching rate and slag rate
2.8 ľ���ػ����������ͭ�������������ʼ����ʵ�Ӱ��
ѡȡ���Ӷ�����150 g(����С��43 ��m��ռ����Ϊ93%)��Һ�̱�8:1����Ӧʱ��3 h����Ӧ�¶�150 �棬����ѹ0.7 MPa����ʼ����Ũ��2 mol/L�������ٶ�Ϊ300 r/min������ľ���ػ�����������ֱ�Ϊ0��0.2��0.4��0.6��0.8 g���о�ľ���ػ����������ͭ�������������ʼ����ʵ�Ӱ�죬ʵ������ͼ9��ʾ��
��ͼ9�ɼ������Ӽ�������0�����0.6 g��ͭ�Ľ�����������ߣ���78.82%��ߵ�95.04%���������Ľ����ʡ����ʱ仯�����ԣ���ľ���ػ����������0.6 g�������ӣ�ͭ�������������ʷ������ͣ������������ӡ����ڵ�������۵�Ϊ112 �桢��ѹ������150 ��ʱ����Ӧ���ɵĵ�����������״̬��������δ��Ӧ�IJ��ٿ�������棬�Ӷ��谭���پ�����������Һ�ĽӴ���ʹ�����ʽ��ͣ���ˣ�Ϊ�˸ı����ڵ������ڿ���������������״̬��ѡ������ȶ��ԽϺõķ�ɢ��ľ���ػ��������ɢ������ֹ�������ڿ������İ�����ۼ������ƿ�����������ĽӴ��뷴Ӧ���Ӷ���֤������Ӧ��˳�����С������ľ���ػ�����������ӹ��࣬ʹ�����ľ���ػ����Ҳ�������ڿ���������棬��������γɲ������ڿ�����棬�谭�˽���Һ���������ĽӴ����谭�˽�����Ӧ����ˣ����Ӽ�ľ���ػ����������0.6 gΪ�ˡ�
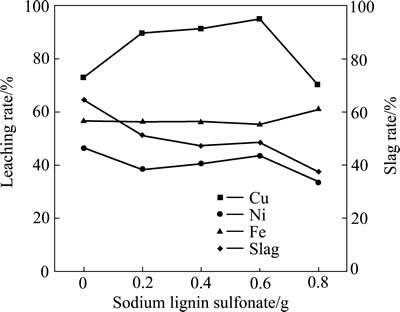
ͼ9 ľ���ػ���������Խ����ʺ����ʵ�Ӱ��
Fig. 9 Effect of sodium lignin sulfonate on Cu, Ni, Fe leaching rate and slag rate
2.9 Һ�̱ȶ�ͭ�������������ʼ����ʵ�Ӱ��
ѡȡ���Ӿ���150 g(����С��43 ��m��ռ����Ϊ93%)������ѹ0.7 MPa����Ӧ�¶�150 �棬��Ӧʱ��3 h�����Ӽ�ľ���ػ����0.6 g����ʼ����Ũ��2 mol/L�������ٶ�300 r/min������Һ�̱ȷֱ�Ϊ4:1��5:1��6:1��8:1��10:1���о�Һ�̱ȶ�ͭ�������������ʼ����ʵ�Ӱ�죬ʵ������ͼ10��ʾ��
��ͼ10�ɼ���Һ�̱���10����4��������57%����44%��ͭ����ȫ����������������������45%�����75%�����Կ�����Һ�̱ȶԽ����ʵ�Ӱ��ϴ���Ҫԭ��������Һ�̱ȹ��ͣ���ϵ�����������ѣ�����������Һ֮��Ĵ������ѣ�������������Һ֮�䲻�ܳ�ֽӴ�������Һ�н�������Ũ�ȹ��ߴ�ʹ��������Ӧ�Ӵ�����Ӧ��������Һ�̱ȹ���ʱ���������֮���Ħ�������������ƻ������ڿ����������ĵ�����㣬Ӱ���˿�������Ľ�����Ӧ˳�����У�ͬʱ����Һ�̱ȵ�����������Ҳ���ӣ�����Һ��ͭ����Ũ�Ƚ��ͣ������ں�����������ˣ�Һ�̱���4:1Ϊ�ˡ�
2.10 ����������������
����ѹ����ʵ����С�����Ź������������ϣ�����ѹ�����������������С��43 ��m��ռ����Ϊ93%��ʱ��3.75 h�������¶�150 �棬��ʼ����Ũ��2 mol/L������ѹ0.7 MPa�������ٶ�400 r/min�����Ӽ�ľ���ػ����0.6 g��Һ�̱�4:1��������30 kg���پ�����ѹ�����������顣���������5��ʾ��ͨ���������������Կ�����������������С���������Ƚ��Ǻϣ�ͭ�����ʿɴ�99.27%���������ʿɴ�98.04%������Ϊ37%���ң����ٸ�����3������ѹ����Һ�в��ٺ���Ҳ����1.0��10-7(Ũ�������ICP��������������)�����������ڲ��ٽ�����ʵ��֤����ѹ��������ڽ���ͭ������������ʱ��������ɲ��ٹ�������ܳ���ʵ���˲����ڽ������еĸ�����ͭ�����������Һ�н���һ������ͭ������
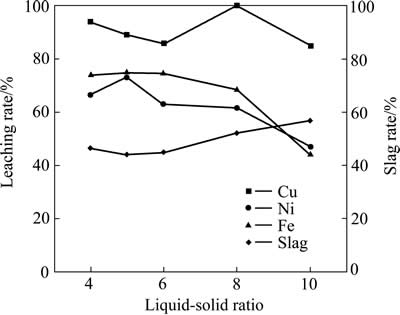
ͼ10 Һ�̱ȶԽ��������ʺ����ʵ�Ӱ��
Fig. 10 Effect of liquid-solid ratio on Cu, Ni, Fe leaching rate and slag rate
����ѹ���������ʽ����˱�����������ѹ��������XRD������ͼ11��ʾ����ͼ11��֪������ѹ������������������ɱ�ü���ҪΪ������ͭ��������ĸ����ʼ����������Ҫ�Խ���������ʽ���ڣ������������е�����Ҫ�Ե�������ʽ���ڡ�ͼ12��ʾΪ��ѹ��������ͬ����ı�ɢ�������ò����ͼ12��ֱ�۵ؿ�������ѹ��������ͭ�����������������ͣ���������ͭ�����������١�˵����ѹ�������տɽ�ͭ������������ת��Ϊ������ͽ���������Һ��ʵ���˲��ٵĶ��θ�����
ͼ11 ������ѹ������XRD��
Fig. 11 XRD pattern of slag in concentration
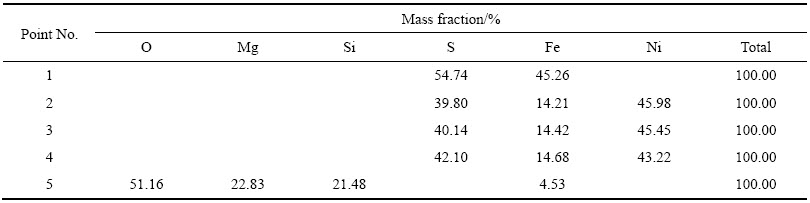
��5 �����������Բ�����������
Table 5 Part of expanding experimental data in rich oxygen leaching experiment

ͼ12 ��ѹ��������ͬ����ı�ɢ�������ò
Fig. 12 Electron morphology(a) of back-scattered map and scanning distribution of elements S(b), Fe(c) and Cu(d)
3 ����
1) ������ѹ�������գ��ɽ���Ʒλ���ٸ�ѡ������ͭ������������������ֽ⣬��ת��Ϊ�������ٹ���������ڽ������У���ʵ��ͭ���������벬�ٹ�����ķ��뼰�����ڽ������еĸ�����
2) �ھ�������С��43 ��m��ռ����Ϊ93%�������¶�Ϊ150 �棬����ʱ��Ϊ3.75 h����ʼ����Ũ��Ϊ2 mol/L������ѹΪ0.7 MPa�������ٶ�Ϊ400 r/min�����Ӽ�ľ���ػ����Ϊ0.4%��Һ�̱���4:1ʱ��ͭ�����ʿɴ�99.27%���������ʿɴ�98.04%�����ټ���������������Ϊ37%���ң����ٸ�����3����
REFERENCES
[1] ��ʱ��. ���������ұѧ[M]. ����: ұ��ҵ������, 2001: 1-5.
LIU Shi-jie. Mining and metallurgy for platinum group metals[M]. Beijing: Metallurgical Industry Press, 2001: 1-5.
[2] ������. dz�����پ������ȡ����[J]. ͭҵ����, 2003(2): 36-37.
HUANG Shao-yong. On technology of extraction of platinum and palladium concentrate[J]. Copper Engineering, 2003(2): 36-37.
[3] �� ��, �ܽ���. ������ͭ������ʪ��ұ�����¹���[J]. ����ۺ�����, 1999(5): 47-48.
MA Chong, KOU Jian-jun. A new hydrometallurgical process for the treatment of Pt-Pd-Cu-Ni concentrates[J]. Multipurpose Utilization of Mineral Resources, 1999(5): 47-48.
[4] �� Ƽ. ���ٿ�ʪ��Ԥ���������о�[J]. ��ɫ����(ұ������), 2002(3): 35-37.
WU Ping. Experimental study on hydrometallurgical pre-treating for Pt-Pd ore[J]. Nonferrous Metals (Extractive Metallurgy), 2002(3): 35-37.
[5] ������, �� ��, ������. �Ӳ��پ����л��ղ����١���Ĺ����о�[J]. �й���Դ�ۺ�����, 2010, 28(8): 16-19.
LIAO Qiu-ling, JIANG Dong, GONG Wei-xing. Study on technology of recycling Pt, Pd, Gold from Pt Pd rich mines[J]. China Resources Comprehensive Utilization, 2010, 28(8): 16-19.
[6] ���շ�, ������, �°���. �Ӳ��پ�������ȡ���ٵ��� �������پ����Ԥ����[J]. ��ұ����, 2002, 22(2): 70-72, 76.
ZHANG Qin-fa, GONG Zhu-qin, CHEN Bai-zhen. Investigation on extraction of Au, Pt and Pd��Pretreatment of the concentrate[J]. Mining and Metallurgical Engineering, 2002, 22(2): 70-72, 76.
[7] ������, ��־��, Ϳ����. ������¯����ͭ�����������ʵ��[J]. ��ɫ����(ұ������), 2014(8): 18-21.
WANG Ai-rong, CHEN Zhi-gang, TU Bai-le. Plant practice to treat copper anode slime in Kaldo furnace[J]. Nonferrous Metals (Extractive Metallurgy), 2014(8): 18-21.
[8] ������, ���. �Ӳ��پ����л��չ��������ѡ��[J]. ���ջ���, 2002(5): 11-12.
WANG Ai-ling, LI Chun-xia. Process selection of extracting precious metal form Pt and Pd concentrate[J].Anhui Chemical, 2002(5): 11-12.
[9] ¬ѧ��, �� �. �پ���ұ���ۺϻ����¹����о�֮�Ҽ�[J]. ��ɫ�������, 2004, 31(4): 1-6.
LU Xue-chun, LIU Yu. Opinions on new process study of comprehensive recovery in Pt-Pd concentrate smelting[J]. Nonferrous Metals Design, 2004, 31(4): 1-6.
[10] ���շ�. ��ͭ������ֽ��ٺ�IJ���������ȡ���벬�ٽ��¹��ռ���ȡ�����о�[D]. ��ɳ: ���ϴ�ѧ, 2007: 18-22.
ZHANG Qin-fa. Research on extraction and separation of platinum, palladium and aurum from platinum concentration and on mechanism of extraction[D]. Changsha: Central South University, 2007: 18-22.
[11] MCLNNES M F. Extraction of platinum, palladium and gold by cyanidation of coronation hill ore[J]. Hydrometallurgy, 1994, 35: 141-159.
[12] ������, �´���, ������, �˴���, �� ��, �� ��. �ӵ�Ʒλ������������ȡ������¹����о�[J]. �ƽ��ѧ����, 2014, 22(5): 100-104.
MA Yu-tian, CHEN Da-lin, GUO Xiao-hui, PAN Cong-ming, ZHANG Yan, WANG Li. Research on new technology for extracting precious metals from low grade gold platinum palladium material[J]. Gold Science and Technology, 2014, 22(5): 100-104.
[13] ��ҫ��. �Ӹ���IJ������������������ٵĹ����о�[J]. �й���Դ�ۺ�����, 2011, 29(12): 14-17.
LI Yao-xing. Technology study on refined platinum-palladium from platinum and palladium materials contained rich bismush[J]. China Resources Comprehensive Utilization, 2011, 29(12): 14-17.
[14] �ԼҴ�, ���ƻ�, ������, ������, ���ֺ�, ���, ������. �Ӳ��پ������Ȼ�����Au��Pt��Pd[J]. �����, 2012, 22(1) : 45-48.
ZHAO Jia-chun, WANG Yun-hua, WANG Jing-kun, WU Xiao-feng, ZAN Lin-han, LI Bo-jie, FAN Xing-xiang. Chloridizing lenching of Au, Pt and Pd from platinum and palladium concentrate[J]. Precious Metals, 2012, 22(1): 45-48.
[15] ��ʱ��, ��ï��, ���ƻ�, �Ź�¼, ½Ծ��, ����¼, ������. ���Ͻ�ɽ���ٿ���Դ�ۺ����ù����о�[J].�����, 2012, 33(4): 1-8.
LIU Shi-jie, YANG Mao-cai, WANG Yun-hua, ZHANG Guan-lu, LU Yue-hua, WANG Yong-lu, WU Xiao-feng. A new process engineering for comprehensive exploitation of the Jinbaoshan Pt-Pd ore resources[J]. Precious Metals, 2012, 33(4): 1-8.
[16] �Ų���, ������. ��ѹ���Ԥ����ͭ������Ĺ����о�[J]. ��ұ����, 2007, 27(5): 41-43.
ZHANG Bo-ya, WANG Ji-kun. The technological research on pre-treating copper anode slime with pressure acid leaching method[J]. Mining and Metallurgical Engineering, 2007, 27(5): 41-43.
[17] �� ��, �� ��. ��ѹʪ��ұ�������������ͭ�����Ӧ�ü��о���չ[J]. ϡ�н���, 2003, 27(6): 752-757.
HUANG Kun, CHEN Jing. Application and progress of pressure hydrometallurgy of Cu-Ni sulfide ores containing platinum group metals[J]. Chinese Journal of Rare Metals, 2003, 27(6): 752-757.
[18] ��ѧ��, Ф��÷, �Ӿ�ѿ, ���컪. ͭ�����ദ�������й��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(5): 990-998.
GUO Xue-yi, XIAO Cai-mei, ZHONG Ju-ya, TIAN Qing-hua. Behaviors of precious metals in process of copper anode slime treatment[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 990-998.
[19] BRUCKARD W J, MCDONALD K J. Platinum, palladium, and gold extraction from Coronation Hill ore by cyanidation at elevated temperatures[J]. Hydrometallurgy, 1992, 30: 211-227
[20] �� ��, �� ��, ����Ȼ, �ԼҴ�, ����ΰ, ����ѩ. ��ѹ�������-�軯���������������ϴ����еĹ����[J]. �й���ɫ����ѧ��, 2006, 16(2): 363-369.
HUANG Kun, CHEN Jing, CHEN Yi-ran, ZHAO Jia-chun, LI Qi-wei, YANG Qiu-xue. Recovery of precious metals from spent auto-catalysts by method of pressure alkaline treatment-cyanide leaching[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(2): 363-369.
[21] �� ��, �� ��, ����Ȼ, �ԼҴ�, ����ΰ, ����ѩ. ��ѹ�軯����������ѡ����ȫʪ���¹���[J]. �й���ɫ����ѧ��, 2004, 14(1): 41-46.
CHEN Jing, HUANG Kun, CHEN Yi-ran, ZHAO Jia-chun, LI Qi-wei, YANG Qiu-xue. Pressure cyanide hydrometallurgical process for treatment of Pt-Pd sulfide flotation concentrates[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 41-46.
[22] ������, ���ƻ�, �ԼҴ�, ������, ���, ���ֺ�, ������. �Ӳ��پ����л���Au��Pt��Pd[J]. ʪ��ұ��, 2012, 31(1): 13-15.
WANG Jing-kun, WANG Yun-hua, ZHAO Jia-chun, WU Xiao-feng, LI Bo-jie, ZAN Lin-han, FAN Xing-xiang. Recovery of gold, platinum and palladium from platinum-palladium concentrate[J]. Hydrometalluegy of China, 2012, 31(1): 13-15.
[23] �� ��, �� ��, ����Ȼ, �ԼҴ�, ����ΰ, ����ѩ. ��ѹ�軯ȫʪ��������Ʒλ���ٸ�ѡ�������о�[J].ϡ�н���, 2006, 30(3): 369-375.
HUANG Kun, CHEN Jing, CHEN Yi-ran, ZHAO Jia-chung, LI Qi-wei, YANG Qiu-xue. Hydrometallurgical pressure cyanide leaching process for treating low-grade Pt-Pd flotation concentrates[J]. Chinese Journal of Nonferrous Metals, 2006, 30(3): 369-375.
[24] �� ��, �� ��. ʧЧ���������в�������ļ�ѹ�軯����[J]. �й���ɫ����ѧ��, 2003, 13(6): 1559-1564.
HUANG Kun, CHEN Jing. Pressure cyanide leaching of platinum-group metalsfrom spent auto-catalysts[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1559-1564.
[25] �Լ���, �� ��, �� ��. ��������ѹ�軯�ܽ��ѧʵ���о�[J]. ϡ�н���, 2008, 32(2): 211-215.
ZHAO Ji-shou, HUANG Kun, CHEN Jing. Kinetics dissolution of pressure-cyanide of platinum[J]. Chinese Journal of Rare Metals, 2008, 32(2): 211-215.
[26] ����ǿ, ��ެ, ������, �� ��. ��ѹװ�ø���������п��[J]. ��ɫ����, 2009, 61(4): 61-64.
CHEN Yong-qiang, QIU Ding-fan, WANG Cheng-yan, YIN Fei. Oxygen-enriched leaching of zinc sulfide concentrate in atmospheric pressure equipment[J]. Nonferrous Metals, 2009, 61(4): 61-64.
Oxygen pressure leaching of low-grade Pt-Pd concentrate
LIU Zhi-qiang1, 2, 3, WANG Wu2, CAO Hong-yang1, 3, ZHOU Xiang-qian1, ZHANG Kui-fang1, 3, QIU Xian-yang1, 3
(1. Department of Rare Metal, Guangzhou Research Institute of Non-ferrous Metals, Guangzhou 510650, China;
2. School of Metallurgy and Environment, Central South University, Changsha 410083, China;
3. Guangdong Province Key Laboratory of Rare Earth Development and Application, Guangzhou 510650, China)
Abstract: The process mineralogy investigation and the oxygen pressure leaching of low grade Pt-Pd concentrate with high content of magnesium were studied. Sulfuric acid pressure-oxidation leaching process was employed to achieve the selective leaching of copper, nickel, iron and enrichment of Pt-Pd. The effects of process parameters including the particle size, sulphuric acid concentration, the amount of calcium lignosulfonate, oxygen pressure, stirring speed, liquid-solid ratio, leaching temperature and time on the slag rate and leaching rates of copper, nickel and iron were investigated. The results show that leaching rates of copper and nickel are 99.27% and 98.04%, respectively, and slag rate is 37% under the leaching conditions of concentrate particle size d93��43 ��m, leaching time of 3 h, leaching temperature of 150 ��, sulphuric acid concentration initial 4 mol/L, oxygen pressure of 0.7 MPa, stirring speed of 400 r/min, calcium lignosulfonate of 0.4% and liquid-solid ratio of 5:1. Moreover, Pt and Pd are still not leached and the grade of Pt-Pd concentrate could be increased by 3 times after leaching process.
Key words: platinum; palladium; flotation concentrate; oxygen pressure leaching
Foundation item: Project(2012CB724200) supported by the National Basic Research Development Program of China
Received data: 2015-06-29; Accepted data: 2015-11-20
Corresponding author: LIU Zhi-qiang; E-mail: lzqgd168@126.com
(�༭ ������)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2012CB724200)
�ո����ڣ�2015-06-29�������ڣ�2015-11-20
ͨ�����ߣ���־ǿ�����ڼ��߹���E-mail: lzqgd168@126.com
ժ Ҫ���Ը�þ��Ʒλ���Ӳ��پ�����й��տ���ѧ�������������������ѹ�������նԸþ����еļ�����ͭ��������ѡ���Խ������벢�������ٵĴ������ա�����ĥ�����ȡ���Ӧ�¶ȡ�ʱ�䡢��ʼ����Ũ�ȡ���ѹ�������ٶȡ�ľ���ػ����������Һ�̱ȶ�ͭ�������������ʼ����ʵ�Ӱ�죬ȷ����ѹ��ղ�����ʵ��������������������С��43 ��mռ����Ϊ93%��ʱ��3 h�������¶�150 �桢��ʼ����Ũ��2 mol/L������ѹ0.7 MPa�������ٶ�400 r/min�����Ӽ�ľ���ػ��������0.6 g��Һ�̱�5:1����ѹ��������£�ͭ�����ʴ�99.27%���������ʴ�98.04%������Ϊ37%���ң����ټ��������������������ڽ������и�����3����
[1] ��ʱ��. ���������ұѧ[M]. ����: ұ��ҵ������, 2001: 1-5.
[2] ������. dz�����پ������ȡ����[J]. ͭҵ����, 2003(2): 36-37.
[3] �� ��, �ܽ���. ������ͭ������ʪ��ұ�����¹���[J]. ����ۺ�����, 1999(5): 47-48.
[4] �� Ƽ. ���ٿ�ʪ��Ԥ���������о�[J]. ��ɫ����(ұ������), 2002(3): 35-37.
[5] ������, �� ��, ������. �Ӳ��پ����л��ղ����١���Ĺ����о�[J]. �й���Դ�ۺ�����, 2010, 28(8): 16-19.
[7] ������, ��־��, Ϳ����. ������¯����ͭ�����������ʵ��[J]. ��ɫ����(ұ������), 2014(8): 18-21.
[8] ������, ���. �Ӳ��پ����л��չ��������ѡ��[J]. ���ջ���, 2002(5): 11-12.
[9] ¬ѧ��, �� �. �پ���ұ���ۺϻ����¹����о�֮�Ҽ�[J]. ��ɫ�������, 2004, 31(4): 1-6.
[10] ���շ�. ��ͭ������ֽ��ٺ�IJ���������ȡ���벬�ٽ��¹��ռ���ȡ�����о�[D]. ��ɳ: ���ϴ�ѧ, 2007: 18-22.
[13] ��ҫ��. �Ӹ���IJ������������������ٵĹ����о�[J]. �й���Դ�ۺ�����, 2011, 29(12): 14-17.
[16] �Ų���, ������. ��ѹ���Ԥ����ͭ������Ĺ����о�[J]. ��ұ����, 2007, 27(5): 41-43.
[17] �� ��, �� ��. ��ѹʪ��ұ�������������ͭ�����Ӧ�ü��о���չ[J]. ϡ�н���, 2003, 27(6): 752-757.
[18] ��ѧ��, Ф��÷, �Ӿ�ѿ, ���컪. ͭ�����ദ�������й��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(5): 990-998.
[24] �� ��, �� ��. ʧЧ���������в�������ļ�ѹ�軯����[J]. �й���ɫ����ѧ��, 2003, 13(6): 1559-1564.
[25] �Լ���, �� ��, �� ��. ��������ѹ�軯�ܽ��ѧʵ���о�[J]. ϡ�н���, 2008, 32(2): 211-215.
[26] ����ǿ, ��ެ, ������, �� ��. ��ѹװ�ø���������п��[J]. ��ɫ����, 2009, 61(4): 61-64.
