
DOI�� 10.11817/j.issn.1672-7207.2020.10.005

TBM������Ȧ���ϺϽ�ɷֶ���֯����ĥ���ܵ�Ӱ��
������1������1����ΰ��2��������3��Ѧ���1
(1. ��������װ����������˾������ ֣�ݣ�450016��
2. ֣�ݻ�е�о�������˾������ ֣�ݣ�450001��
3. ���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
����Ȧ�ڸ�ĥʴ�ز��ʹ���������о���Ȧ�Ͻ�ɷֺ���֯����ĥ�����༰״̬����ĥ�Ե�Ӱ����ɣ���������TBM��Ȧ���Ͻ�������֯�۲죬��ͨ��ĥ��ĥ�����顢���߹����������鼰��������������ĥ�����ܶԱȡ��о����������C��Cr��Mo�ȺϽ�Ԫ�ص����������ڹ���̼������ĥ����γɣ��Բ��ϵ���ĥ����һ�����������ã����Բ��ϵĿ������ȴ�Dz����ģ���ĥ��ijߴ����ò�Բ�����ĥ���ܼ�Ӳ�ȵ�Ӱ�������ͬ�����Ĺ���̼�������ĥ�ԵĹ��ױ���״�Ĺ���̼����ĸߣ����Ĺ���̼�����Ӳ�ȵĹ��ױ���״�Ĺ���̼�������С���ھ����ĥʴ�������ԽϺõ�������Ҳ�ʱ������ڳ���ĸ�����C-1���ϣ�C-2�²��ϵĵ�Ȧ����������30%���ϣ�C-3�²��ϵĵ�Ȧ����������70%���ϡ�3�ֲ��ϵ��ۺ������ܹ����㲻ͬ�Ҳ�ľ��Ҫ��Ϊ��Ȧ������Ӧ��ѡ���ṩ�ο���
�ؼ��ʣ�
������Ȧ���Ͻ�ɷ�������̼��������ĥ������
��ͼ����ţ�U455.31 ���ױ�־�룺A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±�ţ�1672-7207��2020��10-2730-09
Effect of alloy composition of materials for TBM cutter rings on microstructure and wear resistance
JIA��Lianhui1, SHANG��Yong1, LONG��Weimin2, XIA��Yimin3, XUE��Guangji1
(1. China Railway Engineering Equipment Group Co. Ltd., Zhengzhou 450016, China;
2. Zhengzhou Research Institute of Machinery Mechanical Engineering Co. Ltd., Zhengzhou 450001, China;
3. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: In order to improve the service life of disc cutter rings in TBM in high erosion lithology, the effects of alloy composition ingredient and type of wear-resistant phase in microstructure on wear resistance were studied. New TBM cutter ring material was blended for microstructure observation. The wear performance was compared through abrasive wear test, scale-reduction rock-breaking test and tunneling rock-breaking test. The results show that the increases of C, Cr, Mo and other alloying elements enhance the formation of wear-resistant phases of eutectic carbides, and have a certain effect on improving the wear resistance of the material, but reduce the impact resistance of the material. The effect of the size and morphology of the wear-resistant phase on the wear resistance and hardness of the material is also different. Large eutectic carbides contribute more to wear resistance than the granular eutectic carbides, and large eutectic carbides contribute slightly less to the hardness than the granular eutectic carbides. In driving high abrasion and weak integrity rock formations, compared with the conventional high toughness C-1 material, the life of the cutter ring of the new C-2 material can be increased by more than 30%, and C-3 new material ring life can be increased by more than 70%. The comprehensive performance of the three materials can meet the requirements of different rock formations, which provides reference for the geological adaptability selection of cutter ring.
Key words: disc cutter ring; alloy composition; eutectic carbide; wear-resisting performance
��ʯ���������(tunnel boring machine, TBM)��������а��浶��ת���������ϰ�װ�����ι�����Ȧֱ������������ã������������������ѹ����ʯ��������ֲ����β����������ƣ����ż�ѹ�����������Ʒ�չ��Ϊ�����Ʋ���ͨ���γ���Ƭ����[1-2]�����ڴ˹����У����غɡ�ǿ����Ĺ���������������Ȧ��ĥ���ر����ھ����ĥʴ���Ҳ�ʱ������ĥ���Ϊ����[3]��������Ȧ����ĥ���ܳ�Ϊ��Լ����ʹ����������Ҫ����[4]��Ŀǰ���������������H13��������������Ȧ���ۺ����ܽϺã��ɳ���һ���ij������ͨ���ȴ�������ʵ�ֽ��ò���Ӳ����ߵ�����Ӳ��60���ϵ�ͬʱ�ֱ��ֽϸߵ���ĥ�ԣ��ر����ھ��ĥʴ������(����ʯӢ)�����ߵĵز�ʱ��ĥ��ĥ�����ʽϸߣ���ҪʧЧ������ĥ��죬������[5]��Ϊ���ٸ������ߴ���������ͣ��ʱ�䣬���������ڸ�ĥʴ���Ҳ����ĵ�Ȧ���ϣ�ʵ�ֹ������������������Ҫ���塣Ϊ�ˣ���������̽����ͬ�Ͻ�ɷֵĵ�Ȧ������֯��̬��̼����ֲ�״̬�Բ�����ѧ���ܺ���ĥ�Ե�Ӱ����ɣ����������ĥ��ΪĿ�ģ�������Ӧ�ڸ�ĥʴ���Ҳ����ĵ�Ȧ���ϡ�
1 ������ϼ�����
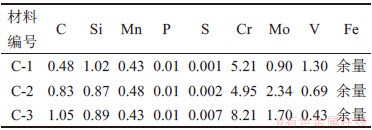
�����Ե�Ȧ���ò���H13��Ϊ�о�����(���ΪC-1)�����ǺϽ�Ԫ��Cr�����ͣ�C��Mo����ǿ������[6-7]�������C-2��C-3������ϣ���ѧ�ɷ����1��ʾ��
��1��3��������ϻ�ѧ�ɷ�(��������)
Table 1��Chemical composition of three types of test materials %
��3��������ϲ�����ո�Ӧ¯ұ���������缫�����پ���������¯���е������ۣ������200 kg���ҵĵ����ֶ���ȥ���ֶ�ͷβ��ȡ�м�150 kg�����ж��죬�����Ϊ8�������˻������ݲ��ϳɷּ���3�ֲ��ϵİ����廯�ٽ��¶�(AC3)������Nabertherm-LH11�͵���¯��ɵ����ȴ�����C-1���ϴ���¶�Ϊ1 040 �棬����ʱ��Ϊ90 min���ֱ���520��510 ���¶������2�α���4 h�ػ�����C-2��C-3���ϵ����ȴ�������һ�£�����¶�Ϊ1 020 �棬����ʱ��Ϊ90 min����520��515 �� 2�λػ������ػ�ʱ���Ϊ4 h��
�ػ��ȡ�������������ܺͽ����������������ζ��+����+�ƾ�ˮԡ��ʴ������Leica-2700M���������۲�����֯������PTM300J�����ڴ�������������KU2ȱ�ڳ�����顣ѡ������Ӳ���Dz���Ӳ�ȣ�ѡ��ZEISS-EVOMA-15�͵���ɨ�������������֯�۲��̼����������������MLS-225����ʽĥ������̨�����ĥ���飬ѡ��ֱ��Ϊ280 ��m��ʯӢɰ��Ϊĥ����ת��Ϊ200 r/min����������Ϊ6 000 r��ĥ��ѹ��Ϊ225 N��ĥ��ǰ����������ΪM1��������ɺ������������ϴ����ɳ���������ΪM2��Ȼ�����ĥ��������ʧ��P��

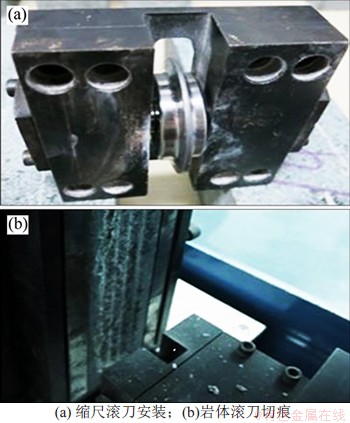
��3�ֲ��ϰ����߱���1:10������6.3 cm������ͨ����������ĥ������̨��������ĥ��ģ�����飬��ͼ1��ʾ����1��100 m��Ϊ��ʯ���洦����ͳ�Ƶ�2���͵�3��100 m��Ȧĥ��������Ϊ��Ȧ����ĥ���ܲο�ֵ��ͬʱ�����½������ˮӲ��������Ŀ���й�ҵ�����飬���쵶Ȧ���ϵ���ĥ���ܣ���3����λ(51�š�52�š�53�ţ���װ�뾶��������Ϊ�˱�����ţ�50�ź�54�Ÿ�������C-1�µ�Ȧ)������3�ֲ��ϵĵ�Ȧ��9������¼ĥ�������ܾ�����룬���㵥λĥ�����ľ������ƽ��ֵ��
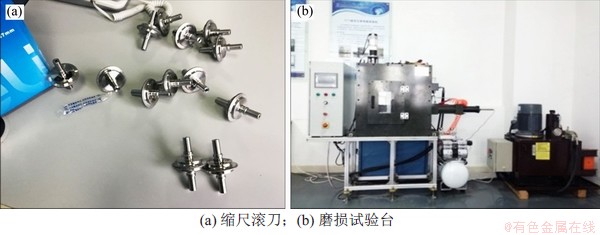
ͼ1�����߹�����ĥ������̨
Fig. 1��Downscaled disc cutter and wear test bench
2 �����������
2.1���Ͻ�Ԫ�ض�̼�����Ӱ��
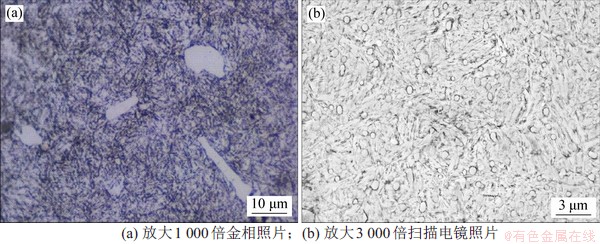
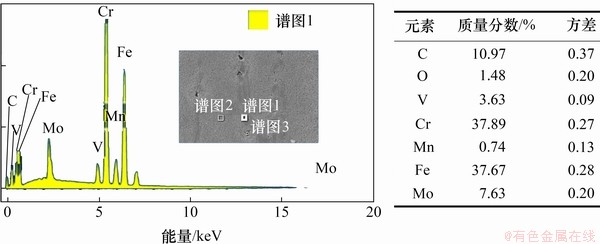
�������˻���پ��������ȴ�����C-1���Ͻ�����֯��ͼ2��ʾ����ͼ2(a)�ɼ���������֯Ϊ�ػ���������֯���ɼ����������������̼��������������ͼ2(b)�ɼ�������̼������С��״��ɢ�ֲ���C-2���ϵ��ʴ����������֯��ͼ3��ʾ����ͼ3(a)�ɼ�������C-2�Ľ�����֯ͼ��ͼ2(a)�е����ƣ����ɼ�����С��ɢ�ֲ��İ㡣��ͼ3(b)���Կ����������е�С��ֱ����ΧΪ1.0~1.5 ��m����ͼ4��ʾ��������������ж����ð�����С��Ϊ����̼��������JMatPro���Ϸ��������������ж�ΪM7C3����̼�����ͼ5��ʾ������Fe��Cr���Ի����û��������ɷֲ����̶���ͬʱҲ���ܽ�������Mo��Ԫ�ء�
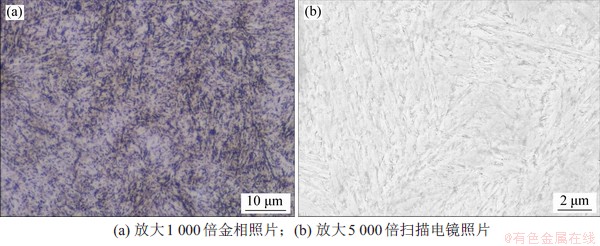
ͼ2��C-1���Ͻ�����Ƭ��ɨ��羵��Ƭ
Fig. 2��Metallographic and scanning electron microscopic photographs of C-1 material
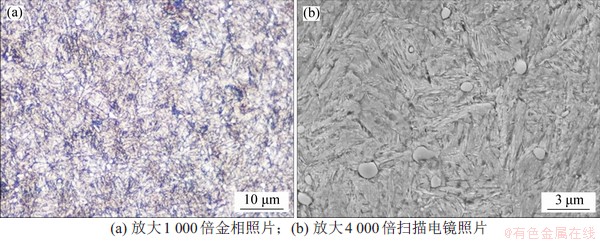
ͼ3��C-2���Ͼ����ʴ����������֯
Fig. 3��Metallographic and scanning electron microscopic photographs of C-2 material after tempering
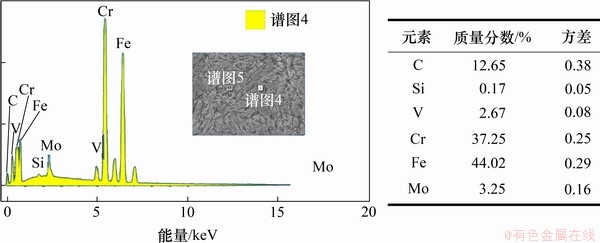
ͼ4��C-2������״̼����������
Fig. 4��Energy spectrum analysis of eutectic carbides in C-2 material
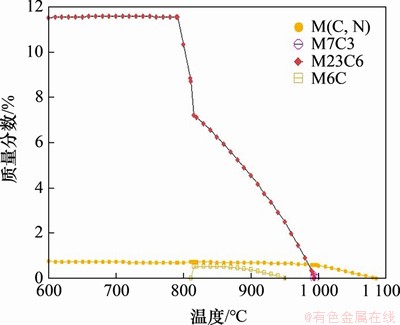
ͼ5��JMatPro����C-2����̼�������ͼ��¶ȱ仯��Χ
Fig. 5��JMatPro analysis of carbide type and temperature range of C-2 material
C-3���Ͻ�����֯��ͼ6��ʾ����ͼ6(a)�ɼ��ϴ��״���״�İ�ɫ����̼�����ͼ6(b)�ɼ������˽ϴ��״���״��ɫ�Ĺ���̼�����⣬ͬʱ��������ɢ�ֲ���1.0~1.5 ��m����״̼�����״�ͷֲ�״̬��C-2�����е�M7C3̼�������ơ�C-3����С�ߴ繲��̼�����������ͼ���ɷ���ͼ7��ʾ����ͼ7�ɼ�С������̼������C-2�е�С����̼�����Ԫ�سɷֱȽ����ơ�C-3�����д�ߴ繲��̼�����ܵ�����ͼ���ɷ���ͼ8��ʾ����ͼ8�ɼ�������Ĺ���̼������ͼ4��C-2���ϵ����в�ͬ��Fe��Cr��2��Ԫ�������������ӽ��������Ͻ�Ԫ�����������仯���Ͻ�Ԫ��������������CԪ�����������ı�ֵ��һ�¡�ͨ��ģ��õ�Ԫ����̼�����зֲ����ɣ���ͼ9(b)��ʾ���ڸ������γɵĹ���̼���Fe��CrԪ�����������ӽ��������¶Ƚ��ͣ�FeԪ�������������٣�CrԪ�������������ӣ�����Ϊ��ͬһ��̼��������̺�����״̬��ͬ����M7C3��C-3���ϻ����еķֲ���2�������һ���ھ��紦�γɹ�����֯�������ھ�������С������̬���ȷֲ���
ͼ6��C-3�����н�����Ƭ��ɨ��羵��Ƭ
Fig. 6��Metallographic and scanning electron microscopic photographs of C-3 materials
ͼ7��C-3����С�ߴ繲��̼�����������ͼ���ɷ�
Fig. 7��Energy spectrum analysis atlas and composition of small-size crystalline carbides in C-3 material
ͼ8��C-3�����д�ߴ繲��̼�����������ͼ���ɷ�
Fig. 8��Energy spectrum analysis atlas and composition of large-size crystalline carbides in C-3 material
��ͼ7���ɼ����ڹ���̼������������кϽ�Ԫ����̼Ԫ�������������ԱȻ�����֯�еĸߣ���Ҫ�Ͻ�Ԫ��ΪCr��Fe���Ҹ���Ԫ����������֮�ȣ�������ù���̼����Ϊ(Fe��Cr)7C3�͡��ɴ�ߴ��̼�������������֪����С�ߴ�̼������ȣ���CrԪ����������������Fe�����������������Ҫԭ��ΪC-3������CrԪ�����������ߣ�CrԪ�ص����ӶԻ�����֯��Ӱ�첻���Բ�ͬ����̼��������������仯Ӱ��ϴ�[7]�����Ϸ���������Ӧʱ�������˸����״�Ĺ���̼����仯ѧ�ɷֵķֲ���JMatPro����ģ�������ڴ�������¼�����һ�£���ͼ9�����⣬�ڰ������¶��£�M23C6��̼�����ܽ⣬��Ҫ����̼�������ΪM7C3�ͣ�Ϊ���ӵ���������ṹ����̼�����е�M(C��N)�ڸ������γɣ���̼�������������߲���ǿ�Ⱥ�ϸ�������ȵ�����[8]������������Ϊ1%~2%���ж�Ϊ������������ṹ��VC̼�����������������C-2�����и���̼�������������൱����ˣ����Ը���̼�������ĥ�Բ��������Ӱ�졣
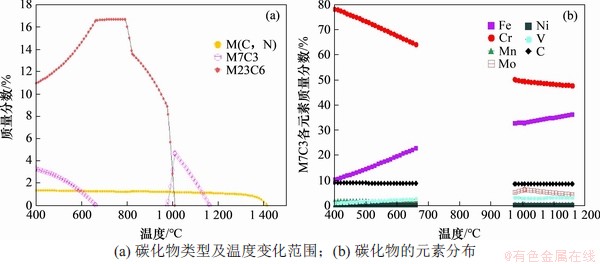
ͼ9��JMatProģ�����C-3���Ϲ���̼���P��̼�����Ԫ�طֲ�
Fig. 9��JMatPro simulation calculation of eutectic carbides and element distribution for C-3
2.2����֯��̬��̼����ֲ�״̬����ѧ���ܼ���ĥ���ܵ�Ӱ��
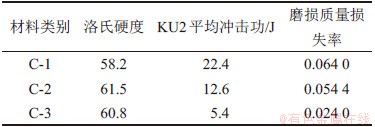
3����ϵ���ѧ���ܺ�ĥ��������ʧ�ʽ�����2��ʾ���ӱ�2�ɼ���C-1��C-2��C-3��3�ֲ���������̼Ԫ����Ͻ�Ԫ���������������ӣ����ڻ����й��ܵ�C�ȺϽ�Ԫ�ؼ��ػ�ʱ�����Ķ���̼�����ǿ�����ã�3�ֲ�����ĥ���������ߡ�����������ν��ͣ���������Ӳ�ȱ��ֳ������ߺ͵����ƣ�������ΪC-3�����д��ڽϴ������̼���������̼��Cr��Mo��V�ȺϽ�Ԫ�أ���C-2�������������Ӳ�����н��͡�
��2��3�ֵ�Ȧ�����ȴ��������ѧ���ܺ�ĥ��������ʧ��
Table 2��Mechanical properties and wear mass loss ratio of three kinds of ring materials after heat treatment
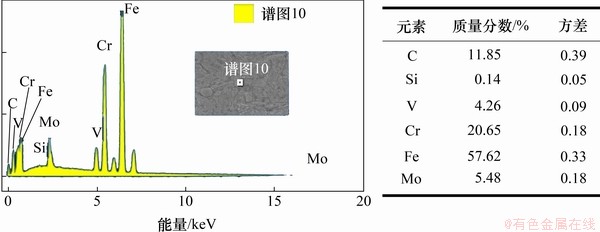
ɨ��羵�¹۲���Ƥ��ʽĥ������̨ĥ����������ò����ͼ10��ʾ������ĥ����Ϊ���¶��ϡ���ͼ10��֪��C-2����ĥ���������Կɼ�����������Ƶ�С����̼��������ڻ���(ͼ10(a))���赲��ĥ�����繵�������죬��̼�����������Щ���繵������ƫ�ƣ���Щ�繵��Ȼ�ܹ���̼�����������졣��ͼ10(b)��ʾ����C-3�����д�ߴ��̼����ԡ��繵�����赲���ý�Ϊ���ԣ�������ߴ�̼������繵������ȺͿ������Լ�������������̼����1 ��m���ҵľ��롰�繵�������³��֣������˸�Ӳ��̼������ĥ��ĥ������еġ���ӰЧӦ�����������ڲ��ϻ���Ӳ�����ʯӢĥ���ϵͣ�����ĥ�����繵����������̼����(Fe��Cr)7C3��ά��Ӳ��Ϊ1 700~1 800[6]��̼�����ά��Ӳ��Զ����ʯӢ������ά��Ӳ��(Ϊ900~1 280)��ʯӢĥ����������̼����ı��棬ĥ��Ш�����裬���������繵��[9]�����⣬��ͼ10(b)�п�Ȧλ�ã�С����̼���������Ե��ɶ�����С������̼���������Ҳ�п��ܳ�Ϊ�µ�ĥ�����뵽ĥ���У������ڴ��״�Ĺ���̼��������ϳ̶ȽϺã���Χû�����Ե����ƺͻ������������������ִ��״����̼����ͻ���֮������γ�����桢����������ã����Գ��ܸ�ǿ��ĥ�����ĥ��[10-12]��������C-3������ĥ����������Ҫ���ء�����顢�м�����ǵĹ���̼����Ĵ��ڣ�Ӧ�����е���ǿ����������£������ѣ���ˣ�������������ϳ�����Ե�������
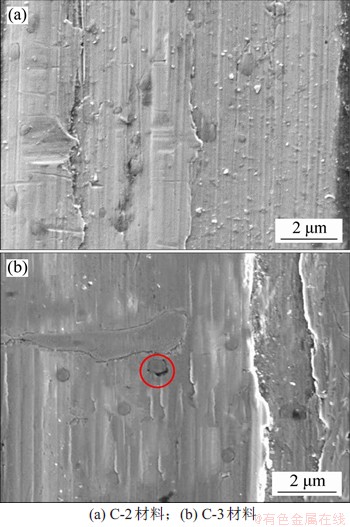
ͼ10������ĥ������Ա�
Fig. 10��Surface contrast of worn specimens
���Ͽ�֪�������C-1���ϣ�C-2��C-3��ĥ���ܵ������Ҫ����̼��������á���Ϊ̼�����Ӳ��Զ����ʯӢĥ����Ӳ�ȣ�̼��������ˡ��繵���������ԣ���������״̼�����������ĥ�ԣ����״��̼����ԡ��繵�������Ч����Ϊ���ԣ����Ҳ������䣬�������ԡ���ӰЧӦ����������Ч��������Χ�Ļ��壬C-3���ϵ�ĥ��������ʧ����ͣ���ĥ����á���ˣ����������������£���Ը�ĥʴ�ز㣬C-3���ϼӹ��ĵ�Ȧ���Դ����ߵ�Ȧ������
2.3�����߹�����ĥ�ԶԱ�
�����͵�3�ֲ����ȼӹ���1:10�����ߵ�Ȧ������ͼ1��ʾ����̨���ֱ����3�ֵ�Ȧ�����ڻ�ɫ�����ҡ���ɽ�컨����2����ʯ��ĥ�������2����ʯ�������3��ʾ��
��3��ĥ����������ʯ����
Table 3��Rock parameters for wear testing
��������ĥ��������ͼ11��ʾ��ͳ��3�ֵ�Ȧ���ϵĵ�2���͵�3��100 m��Ȧĥ��������ͼ12��ʾ����Ի�ɫ�����ҡ���ɽ�컨����2����ʯ��C-1����(����Ӳ��Ϊ57.0)ÿ100 mĥ��������ʧƽ��ֵ�ֱ�Ϊ20.5 mg��45 mg��C-2����(����Ӳ��Ϊ61.2)ÿ100 mĥ��������ʧƽ��ֵ�ֱ�Ϊ6 mg��15 mg��C-3����(����Ӳ��Ϊ60.8)ÿ100 mĥ��������ʧƽ��ֵ�ֱ�Ϊ4 mg��7 mg��
ͼ11����������ĥ������
Fig. 11��Cutterhead cutting wear test

ͼ12����������ĥ������ǰ��Ա�
Fig. 12��Comparison before and after cutting wear test of cutters
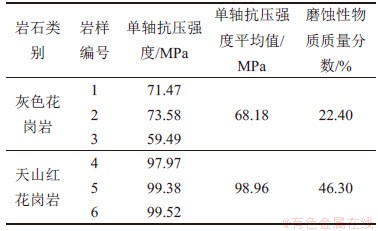
�Ա�3�����ߵ�Ȧ��2����ʯ�ϵ�ÿ100 mĥ��������ʧ(��ͼ13)���֣����C-1���ϵ�Ȧ��C-2��C-3��ĥ���ܵõ�������������һ���棬������ɽ�컨����ĥʴ���������������ϸߣ��Ҿ��нϸߵĵ��Όѹǿ�ȣ���˫�����������£�����ĥ�����Ȼ�ɫ�����ҵĸ���
2.4����������Ա�
Ϊ��һ��̽��3�ֵ�Ȧ���Ͼ�����ܣ����½�ij��ˮӲ��������Ŀ���й�ҵ���顣��Ŀ�ز��Ԣ���Χ��Ϊ�����ֲ���б�������ҡ����ڰ��ҡ������ң���ʯ�ı��Ϳ�ѹǿ��Ϊ52.4~98.9 MPa����������ʯӢ��������һ��Ϊ20%~30%����߿ɴ�35%����������ʯʯӢ��������5%~10%�����ó���ʽ����TBM��������̿���ֱ��Ϊ7.83 m���ת��Ϊ4 r/min������ѡ��TBM������3���ڽ��߹���51�š�52�š�53�ŵ�λ�������뾶�ֱ�Ϊ3.873��3.894��3.908 m����װ3�ֵ�Ȧ���ϵĹ�9�ѹ���������ѭ�����飬������װλ�ò�ͬ���������ݵ�Ӱ�죬������Ծ�����(���������뵥λĥ�����ı�ֵ)�����˵�Ȧ���ϵ���ĥ�ԣ���ͼ14��ʾ����ͼ14�ɼ����ڵ��̵��������3�ֲ��ϵ�ĥ���������������뾶����������٣���������TBM�ڵ������ʱ���ڱ�Եλ�õĵ����Խ��ԽС�������������[13-14]������ĥ����ԽС���Ա�ͼ14����һ����λ��3�ֵ�Ȧ���ϵ���ĥ�Կ��Է��֣���ȵ��̳�װC-1���ϵĹ�����C-2��C-3���ϵ�Ȧ��ĥ���ܾ��õ��������������C-1���ϣ�C-2����ĥ����ƽ��ֵ����136%�����C-1���ϣ�C-3��Ȧ��ĥ����ƽ��ֵ����178%����˵�����������ĥ����������£�C-3���Ͼ����������ܡ�
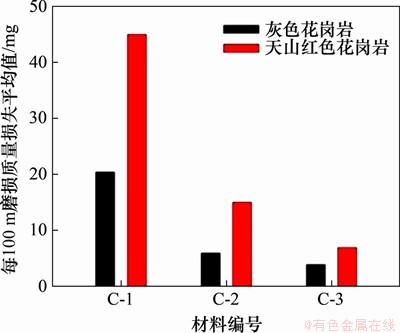
ͼ13��3�����ߵ�Ȧ��2����ʯ��ÿ100 mĥ������ʧ�Ա�
Fig. 13��Comparison of wear mass loss per 100 m of three scale rings on two rocks
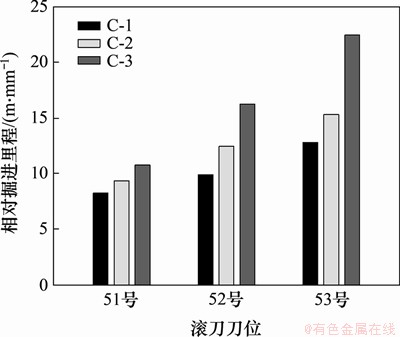
ͼ14����ͬ��װλ��3�ֵ�Ȧ����Ծ����̶Ա�
Fig. 14��Comparison of unit wear and relative driving mileage of three cutter rings in different installation positions
3 ����
1) ����ߺϽ�Ԫ�غ�������²��Ͻ��н��ࡢɨ��������������۲⣬����ȷ������֯�е���״̼����ʹ��״̼�����Ϊ(Fe��Cr)7C3���Ĺ���̼�����2��̼������Fe��CrԪ��������������������
2) ͨ��ĥ��ĥ�����飬���ִ��״�Ĺ���̼���������ɢ״̬��С����̼����Ե�Ȧ������ĥ�Ե�Ӱ������ڸ�ĥʴ���Ҳ����У���Ȧ������ĥ�����ò����ռ�ܲ��ϵ��������Ӱ��ĥ��ĥ���ٶ���Ҫ���ء�
3) C-2��C-3��2�ֲ���ͨ���ȴ�����ʹ����Ӳ����59~62֮��仯���������5~14 J���ڸ�ĥʴ�ͳ���ĵ����о��ʱ�����������C-1���ϵĵ�Ȧ���������
�ο����ף�
[1] ̷��, ���ν�, ������, ��. TBM���ι���ĥ��Ԥ��ģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2017, 48(1): 54-60.
TAN Qing, SUN Xinjian, XIA Yimin, et al. A wear prediction model of disc cutter for TBM[J]. Journal of Central South University(Science and Technology), 2017, 48(1): 54-60.
[2] ������, ������, ����ӽ. ���ڶ����ȶ��Ե�ȫ������ʯ��������������ٽ��ƽ��ٶ��о�[J]. ��е����ѧ��, 2014, 50(21): 10-16.
HAN Meidong, CAI Zongxi, QU Chuanyong. Study on the critical driving speed of the tunnel boring machine cutterhead based on the dynamic stability[J]. Journal of Mechanical Engineering, 2014, 50(21): 10-16.
[3] HUO Junzhou, SUN Xiaolong, LI Guangqing, et al. Multi-degree-of-freedom coupling dynamic characteristic of TBM disc cutter under shock excitation[J]. Journal of Central South University, 2015, 22(9): 3326-3337.
[4] ������, ����, ë����, ��. ��ͬ��ʯ������TBM������Ȧĥ������[J]. ���������̴�ѧѧ��, 2017, 38(9): 1456-1460.
XIA Yimin, ZHOU Ming, MAO Qingsong, et al. Wear characteristics of TBM disc-cutter ring under different rock characteristics[J]. Journal of Harbin Engineering University, 2017, 38(9): 1456-1460.
[5] ������, ������, ������, ��. TBM��Ե��������������Լ���Ӱ����������������[J]. ��е����ѧ��, 2018, 54(1): 18-26.
LIN Laikuang, XIA Yimin, JIA Lianhui, et al. Rock-breaking characteristics of TBM gage disc cutters and sensitivity analysis of their influencing factors[J]. Journal of Mechanical Engineering, 2018, 54(1): 18-26.
[6] �»���. ��ĥ����Ӧ���ֲ�[M]. 2��. ����: ��е��ҵ������, 2012: 34-35, 47-50.
CHEN Huahui. Wear resistant material application manual[M]. 2nd ed. Beijing: Machinery Industry Press, 2012: 34-35, 47-50.
[7] ����ά, ������, �Ͻ�, ��. ���Ը߷���ĥ�Ͻ�������֯����ĥ���ܵ�Ӱ��[J]. ���Ϲ���, 2018, 46(9): 122-130.
YANG Yongwei, FU Hanguang, JU Jiang, et al. Effect of chromium on solidification microstructure and wear property of high vanadium wear-resistant alloy[J]. Journal of Materials Engineering, 2018, 46(9): 122-130.
[8] ����ѫ, Ф�ݷ�, �����, ��. �߸�����ֶѺ��Ͻ�ij�ϸ������֯����ĥ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2009, 40(4): 950-955.
GONG Jianxun, XIAO Yifeng, ZHANG Qinghui, et al. Ultrafine microstructure and wear resistance of high-chromium stainless steel surfacing alloys[J]. Journal of Central South University(Science and Technology), 2009, 40(4): 950-955.
[9] ʯ��, �⽨��, ������, ��. DH36��ǿ�ȴ������̼���P̼������������Ϊ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2018, 49(3): 518-528.
SHI Xiao, WU Jianzhong, GUO Hanjie, et al. Precipitation behaviors of carbides and carbonitrides in DH36 high-strength ship plate steel[J]. Journal of Central South University(Science and Technology), 2018, 49(3): 518-528.
[10] ����, �ܿƳ�, ��־��. ����ǿ����ĩұ�����ĥ���ܵ�Ӱ������[J]. ��ĩұ����, 2011, 29(5): 357-361.
LIU Fang, ZHOU Kechao LI Zhiyou. The influence factors in wear-resisting property of PM particulate reinforced steel[J]. Powder Metallurgy Technology, 2011, 29(5): 357-361.
[11] WANG S Q, WANG F, CUI X H, et al. Effect of secondary carbides on oxidation wear of the Cr-Mo-V cast steels[J]. Materials Letters, 2008, 62(2): 279-281.
[12] CARDAKLI I S, KALKANLI A. Refinement of primary carbides in AISI DC 53 cold work tool steel by thin section copper permanent mould casting and water atomization[J]. International Journal of Cast Metals Research, 2019, 32(3): 145-153.
[13] SUN Hongyan, GUO Wei, LIU Jianqin, et al. Layout design for disc cutters based on analysis of TBM cutter-head structure[J]. Journal of Central South University, 2018, 25(4): 812-830.
[14] HUO Junzhou, SUN Wei, CHEN Jing, et al. Optimal disc cutters plane layout design of the full-face rock tunnel boring machine (tbm) based on a multi-objective genetic algorithm[J]. Journal of Mechanical Science and Technology, 2010, 24(2): 521-528.
(�༭ �����)
�ո����ڣ� 2020-01 -25; �����ڣ� 2020 -04 -29
������Ŀ(Foundation item)�������ص��з��ƻ���Ŀ(2017YFB1302601)������ʡ�ش�Ƽ�ר��(181200210100) (Project(2017YFB1302601) supported by the National Research and Development Program of China; Project(181200210100) supported by the Significant Science and Technology Program of Henan Province)
ͨ�����ߣ������ԣ����ڼ�������ʦ�����������������������о���E-mail: jialianhui2005@163.com
ժҪ��Ϊ���TBM������Ȧ�ڸ�ĥʴ�ز��ʹ���������о���Ȧ�Ͻ�ɷֺ���֯����ĥ�����༰״̬����ĥ�Ե�Ӱ����ɣ���������TBM��Ȧ���Ͻ�������֯�۲죬��ͨ��ĥ��ĥ�����顢���߹����������鼰��������������ĥ�����ܶԱȡ��о����������C��Cr��Mo�ȺϽ�Ԫ�ص����������ڹ���̼������ĥ����γɣ��Բ��ϵ���ĥ����һ�����������ã����Բ��ϵĿ������ȴ�Dz����ģ���ĥ��ijߴ����ò�Բ�����ĥ���ܼ�Ӳ�ȵ�Ӱ�������ͬ�����Ĺ���̼�������ĥ�ԵĹ��ױ���״�Ĺ���̼����ĸߣ����Ĺ���̼�����Ӳ�ȵĹ��ױ���״�Ĺ���̼�������С���ھ����ĥʴ�������ԽϺõ�������Ҳ�ʱ������ڳ���ĸ�����C-1���ϣ�C-2�²��ϵĵ�Ȧ����������30%���ϣ�C-3�²��ϵĵ�Ȧ����������70%���ϡ�3�ֲ��ϵ��ۺ������ܹ����㲻ͬ�Ҳ�ľ��Ҫ��Ϊ��Ȧ������Ӧ��ѡ���ṩ�ο���
[1] ̷��, ���ν�, ������, ��. TBM���ι���ĥ��Ԥ��ģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2017, 48(1): 54-60.
[6] �»���. ��ĥ����Ӧ���ֲ�[M]. 2��. ����: ��е��ҵ������, 2012: 34-35, 47-50.
[7] ����ά, ������, �Ͻ�, ��. ���Ը߷���ĥ�Ͻ�������֯����ĥ���ܵ�Ӱ��[J]. ���Ϲ���, 2018, 46(9): 122-130.
[10] ����, �ܿƳ�, ��־��. ����ǿ����ĩұ�����ĥ���ܵ�Ӱ������[J]. ��ĩұ����, 2011, 29(5): 357-361.
