
������ģ�ö�ײ��ϵ�������������
�����ף����������հ�����ϼ
(���ϴ�ѧ ���繤��ѧԺ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժҪ��Ϊ�˿˷�������ģ��ʽ��ע�ܼ��׳��ֱ��������͡�������ȱ�ݣ������������ʵ��ע�ܼ���ģ���·������÷�����������Ϊ������ģ���ʣ�ʹ����ͨ������ֱ�ӵ�����Ʒ�ĵײ�����������ĵ�ѹ�ԣ���ȷ����ģʱע�ܼ��ܵ����ȵĶ���������������ͳ��ģ�����������������������Ϊ��ȷ����ģ���������ֵĹ������������ö�ѹ��������ķ���ʵ���о����������ѹ����ʱ���ֵ������ܡ��о��������������ѹ�������������������н�������Darcy��������Darcy������ת�䣬�ֱ����2������״̬����ϵ������ϵ�����з������㣬�ó���������״̬���������̣���ʾ����������״̬��������������������ɣ�Ϊ��������ģ������ʹ���ṩ���ݺ�����֧�֡�
�ؼ��ʣ�
ע�������������ģϵͳ����������������
��ͼ����ţ�TQ320.5 ���ױ�־�룺A ���±�ţ�1672-7207(2011)09-2663-06
Air flow properties of porous material for
pneumatic demolding system
JIANG Bing-yan, QIU Qing-jun, ZHAI Zhan-yu, SHEN Rui-xia
(State Key Laboratory for High Performance and Complex Manufacturing,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: An innovative permeable steel based demolding method was proposed in order to reduce demolding-caused defects in conventional injection molding. The proposed method utilized permeable steel, which allowed air to pass through its micro-pores and exerted an evenly distributed demolding force on the bottom of molded part, thus ensuring elimination of part warpage in conventional demolding mechanism. Working parameters of permeable steel were determined by experimental study of its permeability in which air flow was measured with constant pressure difference considering air compressibility. The results show that air flow in permeable steel shifts from Darcy flow to non-Darcy flow when pressure difference increases. Permeability coefficient and inertia coefficient under both flow conditions were analyzed and calculated. The flow equations are obtained, and the air flow behavior in permeable steel is revealed. The study presented in this work collects essential data and establishes basic theory for the application of the proposed new demolding method.
Key words: micro-injection molding; pneumatic demolding system; permeable steel; permeability
ע����ͼ����ӳ���ע����ͼ�����չ�������볣��ע�������һ����������ģ��ע����͡���ģ3����[1-2]����ģ��Ϊע������е�һ����Ҫ�Σ������Ž���Ʒ����ǻ˳����ģ��������ΪҪ�˷�ģ�ߺ;ۺ���֮���γɵ�𤸽����������Ӧ���Լ�Ħ���������ã����ԣ���ģ�����ںܴ�̶��Ͼ�������Ʒ�����ճ�����������ģϵͳ��Ʋ���������ṹ�����繵�����ѡ�����ճ��������[3-4]��ע���������ͨ������ֱ���ƶ���Ʒ�ķ���ʵ���� ģ[5-7]�����÷�����������Ʒ�������°̺ۣ�Ӱ����������������������������������Ʒ���������������ѡ����ſ�ѧ�����Ľ�������Ʒ�ijߴ罫��С��Ϊ��֤��Ʒ�ij�����������ģ������Ӧʹ��Ʒ����������ƽ�ȵش���ǻ���ѳ�����ײ��ϵij���Ϊע�������Ʒ��ģ���̳��ֵ��������ṩ��һ���µĽ��;��������ײ���ֱ�Ӽӹ�����Ƕ����Ϊ������ģ���ʣ�ʹ����ͨ������ֱ�ӵ�����Ʒ�ĵײ�����������ĵ�ѹ�ԣ���ȷ����ģʱ��Ʒ�ܵ����ȵĶ���������������ͳ��ģ������������������������������Ʒ�ij��;��Ⱥͱ�������������ѡ���ײ��ϼ�������Ϊ��ģ���ʣ���ˣ��о������������е����������ǹ�����������������ģϵͳ��ǰ�ᡣ����ͨ����ײ��ϵ�����һ���Ϊ�����������������������в���������֮�֣����жϲ���Ϊ��ŵ��Re[8]�����������ŵ��ReС���ٽ���ŵ��Rec��������ʲ���״̬�����Ӳ������ɣ���֮��Ϊ���������ʺ���ϵ�������ײ����е���������������ص�2��ʮ����Ҫ�IJ���[9-10]��ͨ���й����������״̬�ⶨʵ�鶼��ͨ����ײ��ϵ�������Ϊ����ѹ���壬Ȼ��ֱ�Ӹ���Darcy-Forchheimer���ɵó���2������[11-12]�����ֽ��ƶ�ʵ����������Ʒ��ȡ�����ѹ��������˺ܶ��Ϊ�ϸ��Ҫ������ֻ���ڵ����ٺ͵�ѹ���²ſ���Ϊ����ѹ�����壬��ˣ�ͨ��ʵ�鶼���ڵ����ٺ͵�ѹ���½��У�Ϊ�˱�֤�����ٶȾ��ȣ���Ʒ����ܱ�[13]��Ϊ�ˣ�����[14]������ڿ�������ѹ���Ե�����²ⶨ��ϵ������ϵ���ķ������÷��ɴ�����ʵ��ʱ����Ʒ��Ⱥ���ѹ�������������ơ��ڴˣ����������ڿ�������ѹ���Ե�����²ⶨ���ֵ����ʺ���ϵ������ʾ��ͬ����״̬��������������������ɣ�Ϊ��Ӧ����������ģϵͳ�ṩ����֧�֡�
1 ��ŵ���ļ���
���ڶ�ײ����еĿ��ṹ���ӣ���ŵ��ʽ�ı�����ʽ���죬�Ҿ�δ�ۺϿ���Ӱ����ŵ�����������أ���ŵ��Ŀǰֻ����ʵ��ķ�������ȷ����
1.1 Ħ������ʽ
Ħ������������ΪԲ��״������ڹ��˲��ϵ���ŵ��������ʽ���
![]() (1)
(1)
ʽ�У�![]() Ϊ�����ܶȣ�QΪ����������AΪ����ͨ���Ķ�ײ��Ͻ������
Ϊ�����ܶȣ�QΪ����������AΪ����ͨ���Ķ�ײ��Ͻ������![]() Ϊ��������ϵ��(��)��SVΪ��ײ��ϵ�����ȱ������
Ϊ��������ϵ��(��)��SVΪ��ײ��ϵ�����ȱ������![]() Ϊ��ײ��ϵĿ��ʡ�
Ϊ��ײ��ϵĿ��ʡ�
1.2 �����ƶ�ײ��Ͼ��鹫ʽ
�������ο���Ϊԭ���Ʊ��Ķ�ײ��ϣ��������ٽ���ŵ��Rec�ľ��鹫ʽ[8]Ϊ��
![]() (2)
(2)
ʽ�У�![]() Ϊ��ײ��ϵ�ƽ�������˹�ʽ�Կ�϶��Ϊ0.35~0.45��ƽ������2~10 000 ��m֮��仯�����η�ĩ��ȡ�Ķ�ײ��������õġ�
Ϊ��ײ��ϵ�ƽ�������˹�ʽ�Կ�϶��Ϊ0.35~0.45��ƽ������2~10 000 ��m֮��仯�����η�ĩ��ȡ�Ķ�ײ��������õġ�
����Ϊһ�ַ�ĩ�ս��ײ��ϣ����ݳ����ṩ�����ݣ���ƽ����Ϊ7 ��m������ʽ(2)�ã�![]() ��
�� ![]() =1.138 72��
=1.138 72��
2 ���������ѹ���Ե�������ʵ��
2.1 ����ԭ��
һά�ܵ��п�ѹ������ͨ������ʵĶ�����Darcy��������ʾ��ͼ��ͼ1��ʾ[15]��ѹ��Ϊp1���ܶ�Ϊ��1���ٶ�Ϊu1������ͨ�����Ϊ�ĵĶ���ʺ�������Ӧ�ر��p0����0��u0��Ϊ�������ʵ���ѧģ�ͣ��������������������¼��裺
(1) ����������
(2) ����Ϊ����Darcy-Forchheimer���ɵķ�Darcy������
(3) ����ѹ���㹻����KlinkenbergЧӦ(����ЧӦ)��

ͼ1 ����ʾ��ͼ
Fig.1 Schematic diagram of physical model
(4) ����Ϊ��������״̬����������¶�T�����ϵ����Ϊ������
(5) ��ײ���Ϊ���Զ�ײ��ϣ�����ײ��ϵ���ϵ��B����ϵ��CF��Ϊ������
ͨ�����ݿ��Եó����¸�ʽ��
![]() (3)
(3)
![]()
![]() (4)
(4)
![]()
![]() (5)
(5)
![]()
![]() (6)
(6)
ʽ�У�CFΪ�����Ʒ����������ϵ����BΪ�����Ʒ��������ϵ����MΪ�����Ħ������������RΪ���峣����TΪ���������ѧ�¶ȡ�������ͨ����ײ��Ϻ�����Ϊѹ��Ϊp0�������ܶ�Ϊ��0��״̬����ɸ���2�����������������ײ��ϵ���ϵ������ ϵ����
����ʵ��ʱ���Ȳ��һϵ�еIJ���ǰѹ�������٣�Ȼ�������п��õ����ݶ�(��������ϵ�����)��������ϵ���ϵ������ϵ��(������ʵ��������ɵIJ��������)���ٽ��������ƽ���������IJ��Խ����
2.2 ����װ��
������ģ�ö�ײ��ϲ���װ����Ҫ�������ơ�ѹ������������Ʒ�ҵ���Ҫ������ɣ���·ϵͳ��ͼ2��ʾ��ͼ2�У���Դ��ѹ��Ϊ0.8 MPa�Ŀ���ѹ������������Ʒ������Ʒ���ڣ���������Ʒֱ�����������С���Ʒ�Ҽ�ͼ��ͼ3��ʾ��
��Ʒ�ҵ����Ͽ������ƿף�ͨ���ܷ����������·���ӣ���Ʒ�������ͨ����˨�������̶�������Ʒ�����á�����ͨ�������²���������Ʒ���پ�������������С�����ʵ��ʱ��ѹ������ͨ���ܷ�����ƿף��������Ŀ;��۾��ȵش��ݵ�������Ʒ�ϣ���ͨ�������ڲ��Ŀ�϶�������ͨ����ʱ���ϵص��ڵ�ѹ������¼������Ʒǰ��ѹ���������Ķ�Ӧ��ϵ������ʵ�����ݼ����������ϵ����������ϵ����

ͼ2 ������·ͼ
Fig.2 Setup of measurement apparatus

ͼ3 ������ģ�ö�ײ�����Ʒ��
Fig.3 Sample cell of porous material for pneumatic demolding
3 ���������
������Ʒ�IJ���������1��ʾ����Ʒǰ�������ٶ�u������Ʒǰ������Q����Ʒ�Ľ����A���㣬��u=Q/A������ǰѹ����������ѹ�����������㣬������ʽ(1)�����Ӧ����ŵ��Re��
Ϊ�˱������ݷ���������ŵ�������ǰѹ���ı仯���Ƴ�ɢ��ͼ����ͼ4��ʾ����ͼ4���Կ��������������ѹ����ʱ����������������Ϊ2���Σ�����ѹ��Ϊ0.277~0.385 MPaʱ��Re��Rec������ΪDarcy����״̬����ʱ���������Ҫ���ã��������ɺ��Բ��ƣ���ѹ��Ϊ0.403~0.679 MPaʱ��Re��Rec������Ϊ��Darcy����״̬����ʱ��������Ӱ�첻�� ���ԡ�
3.1 Darcy����״̬��������ϵ���ļ���
��ʽ(3)�У����������ϵ��CF=0��Q�Ǧ�/A��![]() �����Թ�ϵ����б�ʼ�Ϊ��ϵ�� B����ѹ����0.277~0.385 MPa�����Q�Ǧ�/A��
�����Թ�ϵ����б�ʼ�Ϊ��ϵ�� B����ѹ����0.277~0.385 MPa�����Q�Ǧ�/A��![]() �ı�ֵ�������ݷ�����ͼ����OriginPro7.5�У��õ�������ߵ�б�ʼ�Ϊ��ϵ��B����ֵ����4.789 12��10-13m2����B����ʽ(3)�õ���������Ϊ��
�ı�ֵ�������ݷ�����ͼ����OriginPro7.5�У��õ�������ߵ�б�ʼ�Ϊ��ϵ��B����ֵ����4.789 12��10-13m2����B����ʽ(3)�õ���������Ϊ��
![]()
��1 ������Ʒ���Խ��
Table 1 Experimental data of permeable steel


ͼ4 ������ŵ��Re�����ǰѹ��p�ı仯
Fig.4 Value of Re as a function of p
3.2 ��Darcy����״̬��������ϵ�������ϵ���ļ���
����ѹ����0.403~0.679 MPa֮��ķ�Darcy��������17�����ݡ���ÿһ��������������һ����������������ʽ(3)~(6)���ɵõ�һ����ϵ��B����ϵ��CF���������ݵĶԳ��ԣ��ڵõ�����Щϵ����ֻ��һ���Ƕ����ģ����ԣ�һ�����Եõ�![]() ��ϵ��������136��ϵ���У����ڵ���������������ѹ����������������ʱ�Ķ������ᵼ�½ϴ�ļ�����Ϊ�˾����ܼ�С�������趨ʵ�����ݵ���֮�����С���d�����ɼ��С��d�����ݶ�������õ�B��CF��ȥ����ʣ���ֵƽ���õ�B��CF����d�ֱ�ȡ1��2��4��6��8ʱ���õ���B��CF���2��ʾ��
��ϵ��������136��ϵ���У����ڵ���������������ѹ����������������ʱ�Ķ������ᵼ�½ϴ�ļ�����Ϊ�˾����ܼ�С�������趨ʵ�����ݵ���֮�����С���d�����ɼ��С��d�����ݶ�������õ�B��CF��ȥ����ʣ���ֵƽ���õ�B��CF����d�ֱ�ȡ1��2��4��6��8ʱ���õ���B��CF���2��ʾ��
��2 ��ϵ������ϵ���ļ�����
Table 2 Calculation results of permeability and inertial coefficient
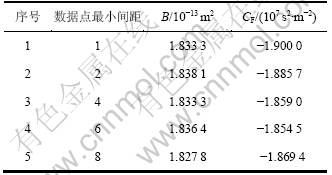
�����е�B��CF��ͼ���õ�B��CF�ķֲ�����ͼ5��ͼ6��ʾ��ͼ�У�������NΪϵ���ĸ��������Կ�������������⣬�������ݵ����õ���B��CF���ܽӽ�������dԽ�����������ݵ�Խ�٣��������B��CFҲԽ�ӽ���
���ݱ�2��ȡB=1.83��10-13 m2��CF=-1.87��107 s2/m2���������ʽ(3)�õ���Darcy����ʱ����������Ϊ��
![]()

ͼ5 ��ϵ��B�ķֲ�
Fig.5 Distribution of permeability

ͼ6 ����ϵ��CF�ֲ�
Fig.6 Distribution of inertial coefficient CF
4 ����
(1) ��������ֵ��ٽ���ŵ��Ϊ1.138 72���ݴ˿��ж�����ͨ��ʱ����״̬ΪDarcy�������Darcy������
(2) �ڿ��������ѹ���������£��õ�������ͨ������ʱ�ڲ�ͬ����״̬�����ֵ������ܲ������Ƶ�����Ӧ������״̬���̣���ʾ�����������岻ͬ״̬�µ��������ɣ�Ϊ�����о�һ����Դѹ���´ﵽ������ģ����ʱ���ṩ�����ۻ�����
�ο����ף�
[1] Huang C K. Polymeric nanofeatures of 100 nm using injection moulding for replication[J]. Journal of Micromechanics and Microengineering, 2007, 17(8): 1518-1526.
[2] Pouzada A S, Ferreira E C, Pontes A J. Friction properties of moulding thermoplastics[J]. Polymer Testing, 2006, 25(8): 1017-1023.
[3] Bhagavatula N, Michalski D, Lilly B, et al. Modeling and verification of ejection forces in thermoplastic injection moulding[J]. Modeling and Simulation in Materials Science and Engineering, 2004, 12(3): S239-S254.
[4] Bataineh O M, Klamecki B E. Prediction of local part-mold and ejection force in injection molding[J]. Journal of Manufacturing Science and Engineering, 2005, 127(3): 598-604.
[5] Dieudonne A M, Emil G, Albert P P, et al. Injection molded microfluidic chips featuring integrated interconnects[J]. Lab Chip, 2006, 6(10): 1346-1354.
[6] ��о![]() . Ӧ��������Ԫ��֮��������о�[D]. ̨��: �����ɹ���ѧ����̫�չ����о���, 2003: 47-54.
. Ӧ��������Ԫ��֮��������о�[D]. ̨��: �����ɹ���ѧ����̫�չ����о���, 2003: 47-54.
YANG Xin-ping. Study on micro-injection molding technology with applications of microfluidics[D]. Taibei: National Cheng Kung University. Institute of Aeronautics & Astronautics, 2003: 47-54.
[7] Griffiths C A, Dimov S S, Brousseau E B, et al. Investigation of surface treatment effects in micro-injection moulding[J]. International Journal of Advanced Manufacturing Technology, 2010, 47(1/2/3/4): 99-110.
[8] ������ɫ�����о���. ��ĩұ���ײ���: �²�[M]. ����: ұ��ҵ������, 1979: 34-35.
Baoji Institute for Nonferrous Metal Research. Porous materials powder metallurgy: Last volume[M]. Beijing: Metallurgical Industry Press, 1979: 34-35.
[9] ��̹�, ������. �ս��ṹ���������������о�[J]. ���ն���ѧ��, 2008, 23(1): 130-133.
SUN Ji-guo, WANG Jian-hua. Research on permeability and flow resistance characteristic of sintered porous structure[J]. Journal of Aerospace Power, 2008, 23(1): 130-133.
[10] ����ȫ, �ܹ��, ��ľ��. ��ײ����������ԵIJⶨ[J]. ��ĩұ����, 1996, 14(1): 52-57.
LI Zhong-quan, ZHOU Gui-fen, CHEN Mu-lan. Determination of gas permeability of porous materials[J]. Powder Metallurgy Technology, 1996, 14(1): 52-57.
[11] ����, �����. ����մɵı��������ܲ��Լ���: ��[J]. ��ɽ�մ�, 2004, 14(2): 3-6.
LUO Min-hua, ZENG Ling-ke. Characterization and testing technology of porous ceramics: Last volume[J]. Foshan Ceramics, 2004, 14(2): 3-6.
[12] Moreiraa E A, Innocentinib M D M, Courya J R. Permeability of ceramic foams to compressible and incompressible flow[J]. Journal of the European Ceramic Society, 2004, 24(10/11): 3209-3218.
[13] ������, ��ȫ��, ��ï��. ��ײ��������ܵı���[J]. �ѹ�ҵ��չ, 2006, 23(4): 12-16.
LIU Pei-sheng, YANG Quan-cheng, ZHOU Mao-qi. Expression of permeation property of porous materials[J]. Titanium Industry Progress, 2006, 23(4): 12-16.
[14] ���, ������, �η�. ��������ѹ���ԵĶ�ײ������ʺ���ϵ���IJⶨ[J]. ʵ����ѧ, 2002, 17(3): 326-332.
LI Heng, ZHANG Xi-wen, HE Feng. Measurement of permeability and inertial coefficient for porous materials with the consideration of compressible effects of gas[J]. Journal of Experimental Mechanics, 2002, 17(3): 326-332.
[15] ���, ������. ��ѹ�����嶨����Darcy������������������Ӧ��[J]. Ӧ����ѧѧ��, 2003, 20(1): 1-4.
LI Heng, ZHANG Xi-wen. Analysis of non-Darcy steady compressible gas flow In porous media and its application[J]. Chinese Journal of Applied Mechanics, 2003, 20(1): 1-4.
(�༭ ����ƽ)
�ո����ڣ�2010-08-22�������ڣ�2010-11-18
������Ŀ�����Ҹ����о���չ�ƻ�(��863���ƻ�)��Ŀ(2007AA04Z351)
ͨ�����ߣ�������(1963-)���У��㽭�ֽ��ˣ����ڣ�����ע�����������Ӧ���о����绰��0731-88836035��E-mail: jby@csu.edu.cn
