
���±�ţ�1004-0609(2012)02-0394-07
����TC4�ѺϽ�����Ħ������ͷ��֯
������1�������1�������2�������2��������1
(1. ������ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 116028��
2. �����������칤���о��������� 100024)
ժ Ҫ��
��������Ħ��������������TC4�ѺϽ�����˺��ӡ����ý���������ɨ��羵����羵�ȶԲ�ͬ�⺬��������ͷ����������֯���з�������̽�������ѺϽ�������Ե��ۻ�������������������ѺϽ�������ͷ�ĺ�����ȱ�δ�������������Լ�С�������⺬�������ӣ�����ĸ�ĺ�����Ӱ������֯�Ц���ĺ������ӣ���ʹ���ѺϽ��������츽����λ���ܶȽ��ͣ�˵����ٽ���λ���˶��������ѺϽ��ͷ��֯�в�����Ͼ��������������ӣ����⺬��Ϊ0.4%��0.6%(��������)��TC4�ѺϽ��ͷ��֯�з��������������ṹ(FCC)��Ƭ״�⻯��ġ�����Ҫ��ͨ���ı��ѺϽ��е�����������ٽ�λ���˶��Ͷ�̬�ٽᾧ�Ȼ�������ǿ�ѺϽ�ĸ������ԣ��Ӷ���������Ħ�������������ܡ�
�ؼ��ʣ�
��ͼ����ţ�TG453 ���� ���ױ�־�룺A
Microstructure of linear friction welded joints of
hydrogenated TC4 titanium alloy
LIU Peng-tao1, ZHAO Xiu-juan1, ZHANG Tian-cang2, HOU Hong-liang2, REN Rui-ming1
(1. College of Materials Science and Engineering, Dalian Jiaotong University, Dalian 116028, China;
2. Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024, China)
Abstract: The linear friction welding of hydrogenated TC4 titanium alloy was carried out, and the microstructures in different zones of joints were investigated by optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The micro mechanism of improving high temperature plasticity of titanium alloy induced by hydrogen was also analyzed. The results show that the weld width of hydrogenated specimen decreases evidently compared with that of the non-hydrogenated one. The �� phase fraction of the base metal and thermomechanically affected zone (TMAZ) increases with the increase of hydrogen content. The dislocation density near the weld bead of the joint is decreased by hydrogen, which shows that the dislocation motion is promoted by hydrogen. The amounts of faults and twins increase significantly in the joint of hydrogenated alloy. There are �� titanium hydride (FCC structure) plates precipitated in the joints containing hydrogen 0.4% and 0.6% (mass fraction). The high temperature plasticity of titanium alloy is enhanced by hydrogen mainly through mechanisms as: changing phase proportion of �� and ��, promoting dislocation movement and dynamic recrystallization, inducing twin in alloy. As a result, the linear friction welding performance is improved by hydrogenation.
Key words: titanium alloy; hydrogen; linear friction welding; microstructure
����Ħ����(Linear friction welding��LFW)��һ�����͵Ĺ������Ӽ������乤��ԭ���ǣ�������������ѹ�������µ����������˶�����Ħ���ȣ���Ħ����������¶����ߵ�ճ����״̬��ʩ�Ӷ�������ͨ�����������������ɢ���ٽᾧʹ������ι̺�����һ��[1]������Ħ���������������ʡ���Ч���ڲĺ�����Ⱦ���ŵ㣬�ѳ�Ϊ���շ���������Ҷ�������ά��һ��ؼ�����[2]���ѺϽ����ִ����շ���������Ľṹ���ϣ����б�ǿ�ȸߡ���ǿ�Ժú���ʴ�Ժõ��ŵ㣬��Ҫ��������ѹ�����ͷ��ȵ��̼���ҶƬ�ͻ�ϻ��������ѺϽ���ϵ��ȴ����ʵ͡�������С���ڽ���Ħ����ʱ���ѺϽ���ϵ�Ħ������Ч�ʸߣ���������ɢʧ����ˣ��ѺϽ��Ƿdz��ʺ�����Ħ�������Ӽӹ��ġ������ѺϽ�����Ħ��������Ҳ�������⣺����Ħ�����ĺ�����λ���豸���츴�ӣ����ǰ��Ͷ�ʾ�Ŀǰ�ѺϽ�����Ħ���������������ں��շ���������Ҷ�̵������ά�ޣ������������Ӧ�û����١�
���������ѺϽ�������һ���Ƚϻ�Ծ���о������ѺϽ�����������ǰ�����Ϊһ����ʱ�Ͻ�Ԫ�أ��Ӳ����ڲ����ʽǶȳ�����ͨ���ı��ѺϽ���ڲ�����֯�ṹ���ﵽ�����ѺϽ���ο����ͳ����¶ȵ�Ŀ��[3-4]��Ӧ����һ�������Գ�ַ����ѺϽ���ϵļӹ����ܣ������ѺϽ��ļӹ�����ɱ������Ͳ��϶��豸����������Ҫ���������������ѺϽ����ӷ�����о��ܵ��˹㷺��ע[5-11]������������Ħ�������о����ʼ��б�������ˣ��������߶�����TC4�ѺϽ����������Ħ�����������飬�����⺬���Խ�ͷ��������֯��Ӱ�죬̽����������û�����Ϊ�ѺϽ�����Ħ�������ղ����Ż�������Ħ�����¼������ƹ�Ӧ���ṩ�ο����ݡ�
1 ʵ��
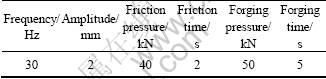
ʵ�����ѡ��12 mm���TC4�ѺϽ��ģ����ϵ���Ҫ��ѧ�ɷ����1���С��������и�;�ĥ�ķ����Ƴɳߴ�Ϊ60 mm��50 mm��12 mm(����������)�ij������������������ø���������ⷨ���⣬�ڹ�ʽ���¯�м��ȵ�750 ����⣬����4 h��Ȼ����������¡�ͨ����������ʱ���ƽ�����ѹ�������������������е�ʵ���⺬���ɳ��ط���á��������4�����������⺬��(��������)�ֱ�Ϊ0.2%��0.4%��0.6%��0.8%������Ħ���������ڴ��͵�Һ�ŷ�����Ħ������(LFW-20T)�Ͻ��У����õĺ��ӹ��ղ������2���С�����OLYMPUS BX41M��ѧ������JSM-6360LV��ɨ��羵�۲�����TC4�ѺϽ�����Ħ������ͷ������֯��������H-800����羵������ͷ���ǽṹ���⻯�
��1 TC4�ѺϽ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of TC4 titanium alloy (mass fraction, %)

��2 ����Ħ�������ղ���
Table 2 Linear friction welding (LFW) parameters used in this study
2 ���������
2.1 ��Ժ�����ȵ�Ӱ��
������Ħ���������У�������ʼ�����������Ħ�������漰�����Ľ�������ˣ��ڶ�����Ħ������ͷ��֯���з���ʱ�����Խ���ͷ����Ϊ������(W)������Ӱ����(TMAZ)��ĸ����(BM)��3������[2, 12]����ѡ���Ĺ��ղ��������£�δ����TC4�ѺϽ�����Ħ������ͷ�ĺ�����ò��ͼ1(a)��ʾ����ͼ1(a)�ɼ��������ĺ��ӽ�����ȫ��ϣ�δ���������ͼ��ӵ�ȱ�ݡ���������Ħ������ͷ�ĺ������Ϊ������+��������Ӱ�����Ŀ��ȡ������ó�δ����������ͷ�ĺ������ԼΪ2 mm��ͼ1(b)��ʾΪ�⺬��0.4%���ѺϽ���������Ħ������ͷ��ò����ͼ1(b)�ɼ������������ĺ��ӽ���ͬ��������������Ǻ���������Լ�С������0.4%���ѺϽ�������ͷ�ĺ������Լ��С��δ�����ѺϽ��һ�롣����������У��Ը����⺬��������ͷ�ĺ�����Ƚ����˲������������3���С��ɱ�3�ɼ��������⺬�������ӣ�������ͷ�ĺ�������ȼ�С���������ӣ����������������ĺ�����Ⱦ�С��δ���������ġ����⺬���ﵽ0.8%������ʱ���ѺϽ������������أ������ڸ�Ƶ����������������ϣ������⺬�����˹��ߡ�
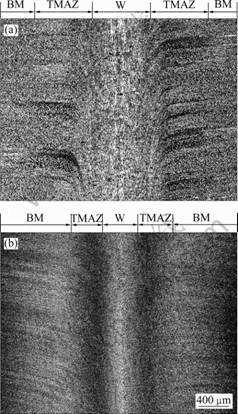
ͼ1 ��ͬ�⺬��TC4�ѺϽ�LFW��ͷ�������ò
Fig. 1 Morphologies of weld bead of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) Hydrogen content of 0.4%
��3 �⺬����TC4�ѺϽ�LFW��ͷ�ĺ�����ȵ�Ӱ��
Table 3 Effect of hydrogen content on weld width of TC4 LFW joints

2.2 ��Խ�ͷ������֯��Ӱ��
2.2.1 ĸ����
δ����������ĸ����֯Ϊ˫̬��֯�����ڦ�ת����֯�Ļ����Ϸֲ����ij������࣬��ͼ2(a)��ʾ�����Ц���Ϊ��ɫ������Ϊ��ɫ����ͼ2(a)���Կ������������ຬ��Լռ50%������0.2%������ĸ����֯ �仯����ֻ�Ǧ��ͦ��������ɫ����һ�£������ģ������(��ͼ2(b))�����⺬������0.4%������ĸ����֯�Ц���ͦ���Ĺ�ѧ�Ķȷ����˻�����������������ɫת��Ϊ��ɫ��������ǡ���෴(��ͼ2(c))������������ļ���ı�������Ļ�ѧ���ƣ�ʹ��ԭ����ʴ����ת��Ϊ�˲���ʴ���࣬����������ɫ�����˻���[13]����ͼ2(c)�л����Կ�����������ѺϽ��������������˱仯��������ռ�ı����������ӣ���������ijߴ��С���ڹ⾵�¹۲첻���������ࡣ�����⺬������0.6%��ĸ���Ц���ĺ������������ຬ����Լ��ٲ�ϸ������Ҫ�ֲ��ڦ���߽紦����ͼ2(d)��ʾ��

ͼ2 ��ͬ�⺬��TC4�ѺϽ�LFW��ͷĸ����������֯
Fig. 2 Microstructures of base metal zone of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.2%H; (c) 0.4%H; (d) 0.6%H
2.2.2 ����Ӱ����
������Ӱ�����������ܵ����º�Ħ���������ã��������н���������ǿ�ҵ����Ա��κ�������ͼ3(a)��ʾΪδ����������ͷ����Ӱ��������֯��ò����ͼ3(a)�ɼ���δ����������ͷ������Ӱ����֯�������أ��ɹ۲쵽���ԵĽ������ߣ��������౻��������״���������ں��ӹ����о����ˡ���ѹ����ϡ�˺�ѡ����ã����־����������顣����0.2%�����������������֯��ò�仯�����ԡ����⺬������0.4%ʱ���ɹ۲쵽��������ĺ������Լ��ٲ�ϸ������Զ��ԣ���ת����֯�ĺ������࣬���еIJ�Ƭ�ṹҲ���Ӵִ���ͼ3(b)��ʾ�����⺬������0.6%ʱ���������Ц����ø���ϸС�����ຬ���������ࡣ
ͼ3 ��ͬ�⺬��TC4�ѺϽ�LFW��ͷ����Ӱ����������֯
Fig. 3 Microstructures of TMAZ of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
2.2.3 ������
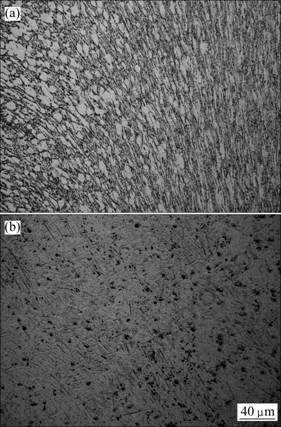
�����ѺϽ���������������֯��ϸС����ʴ���ڹ⾵�²��۲졣ͼ4��ʾΪ��������SEM����ͼ4�ɼ���δ����������������ҪΪϸС����״��������֯(��ͼ4(a))����������������Ħ���������У�����������ȵ�������¶ȳ������ѺϽ�Ħ�/����ת���¶�[12]����������֯ȫ��ת��Ϊ���࣬�����ͽν��������������������������ϸ��״�����塣��һ���۲췢�֣��⾵�º�������һЩ��ʴ�İ�������ʵ��Ϊ�����dz�ϸС���ٽᾧ��֯����Ժ���������֯��òӰ�첻��������������������ҪΪ��״��������֯��ֻ������������Ӵִ��Ҳ�ͬ�⺬������֮������ͼ4(b)��ʾ��

ͼ4 ��ͬ�⺬��TC4�ѺϽ�����LFW��ͷ�ĺ�������SEM��
Fig. 4 SEM images of weld bead of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
2.3 �ǽṹ���⻯�����
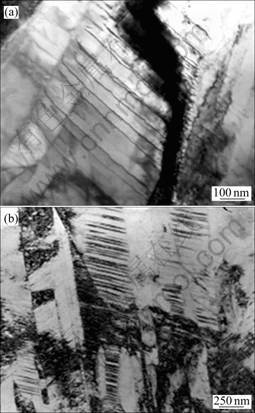
������羵(TEM)�Բ�ͬ�⺬��������ͷ��֯�е��ǽṹ�����˷�����δ����������ͷ�ĺ�����λ���ṹ��TEM����ͼ5(a)��ʾ����ͼ5(a)���Կ��������츽����λ���ܶȺܸߣ�����λ�������ھ��紦���ھ����ڲ�����ᡣͼ5(b)��ʾΪ����0.4%������ͷ�ĺ�������TEM����ͼ5(b)�ɼ����������������λ���ܶ����Խ��͡��ɴ����۲����ó������⽵����TC4����Ħ������ͷ��֯�е�λ���ܶȡ��������������ѺϽ��о��нϺõĿ��ƶ��ԣ�ռ�ݴ����Ŀ�λ��������������Ԫ�ض�λ���Ķ������ٽ���λ���˶���ʹ���ѺϽ���λ���ܶȽ��͡����⣬������������ͷ��֯�з����˴����IJ�����Ͼ����ֱ���ͼ6(a)��(b)��ʾ��˵���⽵�����ѺϽ�IJ���ܣ����ٽ����Ͼ��IJ�����
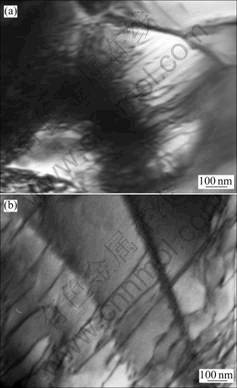
ͼ5 ��ͬ�⺬��TC4�ѺϽ�LFW��ͷ��λ���ṹ
Fig. 5 Dislocation structures of TC4 LFW joints with different hydrogen contents: (a) Non-hydrogenated; (b) 0.4%H
ͼ6 �⺬��0.4%��TC4�ѺϽ�LFW��ͷ�ĺ���������֯��ò
Fig. 6 Microstructures of TC4 LFW joints containing 0.4% hydrogen: (a) Faults; (b) Twins
��������[14]��TC4�ѺϽ��е��⺬������0.2%ʱ���������⻯��ڱ��о��У�����TEM��ѡ���������似��������������ͷ��֯�е��⻯������˷�����������������⺬��0.4%��0.6%��������ͷ��֯�ж��������⻯����⻯�ﲻ�����Դ��������������������������Դ���������������������ͼ7��ʾΪ�⺬��0.6%�������й۲쵽��Ƭ״�⻯����ò������Ӧ��SAED������(��ͼ10(c))����ȷ��Ϊ���������ṹ���⻯��ģ��仯ѧ�ɷ���TiH1.5~TiH1.99֮�䣬������a=0.444 nm����ͼ7���Կ������⻯��ĺͦ������Ƭ״�ֲ��������ɦ�H����ת�����ɦĺͦ��ࡣ

ͼ7 �⺬��0.6%��TC4�ѺϽ����γɵĦ��⻯����ò��SAED������
Fig. 7 Microstructures and corresponding SAED patterns of �� hydride formed in TC4 alloy containing 0.6% hydrogen: (a) Bright field image; (b) Dark field image; (c) SAED pattern of hydride
2.4 ����������
������������ȵĹ۲�����֪������ͬ�ĺ��ӹ��ղ��������£������ѺϽ�������ͷ�ĺ�����ȼ�С����˵�����������ѺϽ�ĸ������Ժ������ԣ�ʹ�ú��ӹ����и���ĸ��±��ν����Ӻ��ӽ��漷���γɷɱߣ������γɺ���Ľ�����Լ��٣����Ժ�����ȼ�С��������֪��խ������������ڼ��ٺ���ȱ�ݺ���߽�ͷ����ѧ���ܡ�ͨ��������������ͷ����֯�Ĺ۲죬�������ߴ����¼�������̽��������ѺϽ�����Ħ�����������ܵ������û�����1) ��ʹ���ѺϽ�ĸ����������Ӱ������֯�еĦ��ຬ�����ӡ����ڦ��������������ṹ�������������Ħ����и���Ļ���ϵ�����ڷ������Ա��Σ��Ӷ��ܹ���ߺϽ�ĸ������ԡ������⺬������ʱ����ɦ���Ĵֻ����ִ��������ཫʹ����������٣������ھ��绬�ƺ;���Ǩ�ƣ����ϵľ��ȱ��������½���ͬʱ���⻯��Ĵ��ڼ�������ǿ���Ͻ�����ã��Ӷ�������ο������������ԡ����ԣ�ֻ�к��ʵ��⺬����ʹ���ѺϽ���к��ʵ����������һ��������谭�¾���������һ��������־������õ������ԣ����ܴﵽ�����ѺϽ�������Ե�Ŀ�ġ��ڱ��о��У������⺬������������ͷ�ĺ�������ȼ�С�����ӵIJ��������֤����һ�㡣2) �ɽ�ͷ��֯���ǽṹ�Ĺ۲�����֪�������������츽����λ���ܶȽ��ͣ�˵����ٽ���λ���˶���ʹ�����λ�����뻬�ƣ����������ƣ�������������Ħ�����������ѺϽ�ĸ������Ա��Ρ����������ѺϽ��ͷ��֯�з����˴��������˵���⽵�����ѺϽ�IJ���ܡ�����ܵĽ���ʹ���Ͼ����ײ�����������������ͷ��֯�з����˴������Ͼ����Ͼ�����Э�����Ա��ε����ã�ͬ���ܹ������ѺϽ�����俹����3) �ɡ���̬�ٽᾧ��λ����Ϊ���ۡ���֪[15]�����ܴٽ�λ���˶������Ҳ�ܴٽ���̬�ٽᾧ�ķ���������������Ϊ��̬�ٽᾧʱ����ļ��������������ѺϽ���±���ʱ������Ӧ��[16]�����ң��������Ľ����ں��ӹ����з�����̬�ٽᾧ���ں��ӽ���Ľ���Ƿdz������ġ�
3 ����
1) �����ѺϽ�������ͷ�ĺ�����ȱ�δ�������������Լ�С�����⺬����0.4%ʱ�����������С�����⺬��Ϊ0.6%ʱ��������ȷ����������ӣ�����С��δ���������ġ�
2) �����⺬�������ӣ��ѺϽ�����ĸ����������Ӱ������֯�Ц���ĺ������ӣ���������ĺ�����Խ��ٲ�ϸ���������⺬��������ͷ�ĺ�������֯��Ϊ��״��������֯��ֻ�����������е�����������Ӵִ�
3) ��ʹ���ѺϽ��������츽����λ���ܶȽ��ͣ�˵����ٽ���λ���˶��������ѺϽ�������ͷ��֯�еIJ�����Ͼ������������ӡ�������0.4%��0.6%��TC4�ѺϽ�������ͷ��֯�з�����FCC�ṹ��Ƭ״�⻯��ġ�
4) ����Ҫͨ���ı��ѺϽ��е�����������ٽ�λ���˶��Ͷ�̬�ٽᾧ�Ȼ�������ǿ�ѺϽ�ĸ������ԣ��Ӷ������ѺϽ������Ħ�����������ܡ�
REFERENCES
[1] �����, �� ��, ���Ǿ�, ��ɱ�. TC4�ѺϽ�����Ħ������ͷ��֯����ѧ����[J]. ����ѧ��, 2010, 31(2): 53-56.
ZHANG Tian-cang, LI Jing, JI Ya-juan, SUN Cheng-bin. Structure and mechanical properties of TC4 linear friction welding joint[J]. Transactions of the China Welding Institution, 2010, 31(2): 53-56.
[2] �����, Τ ��, ����ο. ����Ħ����������Ҷ�������е�Ӧ��[J]. �������켼��, 2004(11): 56-58.
ZHANG Tian-cang, WEI Yi, ZHOU Meng-wei. Application of linear friction welding in blisks[J]. Aeronautical Manufacture Technology, 2004(11): 56-58.
[3] FROES F H, SENKOV O N, QAZI J I. Hydrogen as a temporary alloying element in titanium alloys: Thermohydrogen processing[J]. International Materials Reviews, 2004, 49(3/4): 227-245.
[4] KOLACHEV B A, IIYIN A A, NOSOV V K. Hydrogen technology as new perspective type of titanium alloy processing[J]. Advances in the Science and Technology of Titanium Alloy processing, 1996(2): 331-338.
[5] FENG J C, LIU H, HE P, CAO J. Effects of hydrogen on diffusion bonding of hydrogenated Ti6Al4V alloy containing 0.3 wt% hydrogen at fast heating rate[J]. International Journal of Hydrogen Energy, 2007, 32(14): 3054-3058.
[6] �� ��, �뼪��, �� ��. ������������0.15% Ti6Al4V�Ͻ���ɢ����[J]. ����ѧ��, 2007, 28(3): 97-101.
LIU Hong, FENG Ji-cai, HE Peng. Diffusion bonding of Ti6Al4V alloy containing 0.15wt% hydrogen[J]. Transactions of the China Welding Institution, 2007, 28(3): 97-101.
[7] ���ؾ�, ����־, ������, �� ��, �����. ����TC4�ѺϽ����Ħ������ͷ��֯����ѧ�����о�[J]. ������ҵ��ѧѧ��, 2009, 35(6): 732-737.
BAI Shao-jun, GU Xiu-zhi, Dong Chu-lin, LI Guang, LUAN Guo-hong. Mechanical properties and microstructure of friction stir welded joint of hydrogenated TC4 Titanium alloy[J]. Journal of Beijing University of Technology, 2009, 35(6): 732-737.
[8] LIU H, CAO J, HE P, FENG J C. Effect of hydrogen on diffusion bonding of commercially pure titanium and hydrogenated Ti6Al4V alloys[J]. International Journal of Hydrogen Energy, 2009, 34(2): 1108-1113.
[9] ZHOU L, LIU H J. Effect of 0.3wt% hydrogen addition on the friction stir welding characteristics of Ti-6Al-4V alloy and mechanism of hydrogen-induced effect[J]. International Journal of Hydrogen Energy, 2010, 35(16): 8733-8741.
[10] LIU H J, ZHOU L, LIU Q W. Microstructural evolution mechanism of hydrogenated Ti-6Al-4V in the friction stir welding and post-weld dehydrogenation process[J]. Scripta Materialia, 2009, 61(10): 1008-1011.
[11] HE P, FAN L, LIU H, FENG J C. Effects of hydrogen on diffusion bonding of TiAl-based intermetallics using hydrogenated Ti6Al4V interlayer[J]. International Journal of Hydrogen Energy, 2010, 35(24): 13317-13321.
[12] WANJARA P, JAHAZI M. Linear friction welding of Ti-6Al-4V: processing, microstructure, and mechanical-property inter- relationships[J]. Metallurgical and Materials Transactions, 2005, 36A: 2149-2163.
[13] ������, �����, ��־ǿ. ����Ti6Al4V�Ͻ������֯�ݱ����[J]. ���Ͽ�ѧ�빤��, 2009, 17(3): 385-388.
LI Xiao-hua, HOU Hong-liang, LI Zhi-qiang. Microstructure transition of hydrogenated Ti6Al4V alloy[J]. Materials Science and Technology, 2009, 17(3): 385-388.
[14] QAZI J I, RAHIM J, SENKOV O N, FORES F H. Phase transformations in the Ti-6Al-4V-H system[J]. JOM, 2002, 54(2): 68-71.
[15] �����, �� ʫ, ������, �̹���. ��ʼ��̬�ٽᾧ�����е�λ����̬��Ϊ[J]. ������ҵ��ѧѧ��, 1997, 15(3): 333-337.
DU Sui-geng, WU Shi, DUAN Li-yu, CHENG Gong-shan. Dynamic behaviors of dislocation of initial dynamic recrystallization[J]. Journal of Northwestern Polytechnical University, 1997, 15(3): 333-337.
[16] ZONG Y Y, SHAN D B, L? Y, GUO B. Effect of 0.3wt% H addition on the high temperature deformation behaviors of Ti-6Al-4V alloy[J]. Hydrogen Energy, 2007, 32(16): 3936-3940.
������Ŀ�����Ұ�ȫ�ش�����о���Ŀ
�ո����ڣ�2011-03-16�������ڣ�2011-05-22
ͨ�����ߣ�����꣬���ڣ���ʿ���绰��0411-84106863��E-mail: zhaoxj@djtn.edu.cn
ժ Ҫ����������Ħ��������������TC4�ѺϽ�����˺��ӡ����ý���������ɨ��羵����羵�ȶԲ�ͬ�⺬��������ͷ����������֯���з�������̽�������ѺϽ�������Ե��ۻ�������������������ѺϽ�������ͷ�ĺ�����ȱ�δ�������������Լ�С�������⺬�������ӣ�����ĸ�ĺ�����Ӱ������֯�Ц���ĺ������ӣ���ʹ���ѺϽ��������츽����λ���ܶȽ��ͣ�˵����ٽ���λ���˶��������ѺϽ��ͷ��֯�в�����Ͼ��������������ӣ����⺬��Ϊ0.4%��0.6%(��������)��TC4�ѺϽ��ͷ��֯�з��������������ṹ(FCC)��Ƭ״�⻯��ġ�����Ҫ��ͨ���ı��ѺϽ��е�����������ٽ�λ���˶��Ͷ�̬�ٽᾧ�Ȼ�������ǿ�ѺϽ�ĸ������ԣ��Ӷ���������Ħ�������������ܡ�
[1] �����, �� ��, ���Ǿ�, ��ɱ�. TC4�ѺϽ�����Ħ������ͷ��֯����ѧ����[J]. ����ѧ��, 2010, 31(2): 53-56.
[2] �����, Τ ��, ����ο. ����Ħ����������Ҷ�������е�Ӧ��[J]. �������켼��, 2004(11): 56-58.
[6] �� ��, �뼪��, �� ��. ������������0.15% Ti6Al4V�Ͻ���ɢ����[J]. ����ѧ��, 2007, 28(3): 97-101.
[13] ������, �����, ��־ǿ. ����Ti6Al4V�Ͻ������֯�ݱ����[J]. ���Ͽ�ѧ�빤��, 2009, 17(3): 385-388.
[15] �����, �� ʫ, ������, �̹���. ��ʼ��̬�ٽᾧ�����е�λ����̬��Ϊ[J]. ������ҵ��ѧѧ��, 1997, 15(3): 333-337.
