
���±�ţ�1004-0609(2008)03-0471-05
Al-SnԤ�Ͻ��ĩ�����ڽ��ʯĥ���е�Ӧ��
��˫ϲ1, 2����ѩ��2���� ��1���� ��2
(1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001��
2. ��ɽ�е���̩�²��ϼ�������˾����ɽ 528000)
ժ Ҫ��
ͨ�������������Ʊ�Al-SnԤ�Ͻ��ĩ���о�Al-SnԤ�Ͻ��ĩ����ò����ѹ���ܡ����������ܼ������������ʯĥ���е�Ӧ�����������������Ʊ���Al-SnԤ�Ͻ�����ζȸߣ�����ͬ��ɵĵ���Al��Sn��Ϸ�ĩ��ȣ��俹�����������2.23��������ѹ�¶ȵ�50 �����ң�����ѹ����֯���ȣ�Ԥ�Ͻ��ĩ�������Ʊ����������ʯĥ�ֵijɷ־��ȡ�
�ؼ��ʣ�
Al-SnԤ�Ͻ��ĩ�����ʯ��������ѹ������
��ͼ����ţ�TG 74���� ���ױ�ʶ�룺A
Al-Sn pre-alloyed powders and its application in diamond grinding wheel
WANG Shuang-xi1, 2, LIU Xue-jing2, GENG Lin1, GENG Biao2
(1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Foshan Ditiantai Advanced Materials and Technology Co., LTD, Foshan 528000, China)
Abstract: The Al-Sn pre-alloyed was prepared by close-coupled gas atomization technique. The morphology, hot press performance, oxidation resistance of Al-Sn pre-alloyed powder and its application in the diamond-grinding wheel was studied. The results show that the Al-Sn pre-alloyed powder is mainly spheroid, and its oxidation resistance is improved by two times compared with the Al and Sn mixed powder. The hot press temperature of the pre-alloyed powder is 50 �� lower than the mixed powder with the same composition. The structure of the Al-based diamond grinding wheel is uniform after hot press. The SEM observation shows that the elemental distribution is improved by using Al-Sn pre-alloyed powder.
Key words: Al-Sn pre-alloyed powder; diamond tool; hot press performance
Ԥ�Ͻ��ĩ��ͬ�ڵ�Ԫ�ط�ĩ���������Ʊ������и���Ԫ֮������Ͻ�Ӧ���ɵijɷ�ʮ�־��ȵķ�ĩ[1]��20����90������ڣ�����ʱUmicore��˾��������ڽ��ʯ������ʹ��Ԥ�Ͻ��ĩ���¸������1998�꽫Ԥ�Ͻ��ĩ��Ϊ�ܷۼ��ܻ�Ϸ۵����Ʒ����Ӧ���ڽ��ʯ�����С����ڳ��Ҷ�Ԥ�Ͻ��ĩ���Ӳ�������չ����о�����[2]����ĩ��Ԥ�Ͻɲ��ò�ͬ�ķ���������Eurotungstene��˾�Ƴ���NEXT(100, 200, 300)���¹�Dr.Fritsch��˾�Ƴ���Diabase(V18��V21)������ʱUmicore��˾�Ƴ���Cobalite(601, HDR, CNF)�Լ����ڱ�����ɫ�о�Ժ����ɫ�²��Ϲ�˾�Ƴ���Ԥ�Ͻ��(A, B, C)����ʪ��ұ�����Ƶ�Ԥ�Ͻ��[3-8]��Ŀǰ�����Ͻ��ʯ���ߵ���Ҫ�����̣����и���Ȼʯ�ġ��������ϵĽ��ʯ����̥���ж�����Ԥ�Ͻ��ĩ��
����Ԥ�Ͻ��ĩӦ���ڽ��ʯ���С���̽�����е��о��϶࣬�ܻ���ͭ��������ΪԤ�Ͻ��ĩ����Ҫ�о�����[9-11]��������Ԥ�Ͻ��ĩ���о���δ����������Ŀǰ�մ�ש������ĥ�����Ϊ���ձ�ʹ����֬�ޱ��֣���Ȼ�������մ�ש�߹⻬�Ժã�����ʹ�������̡������ɱ��ߡ������������������ͷŵ��к������Բ�����Ա�ͻ������Σ����Ϊ������һ���ܹ�������֬�ޱ��ֵĽ��ʯĥ�֣��������߸����մ�ש������̥�����ܵ�Ҫ���������۵�Ͷ�������Al��Ϊ̥��Ļ����ɷ��������������ʯĥ�֣����о�Al-SnԤ�Ͻ��ĩ����ò����ѹ���ܡ����������ܼ���Ӧ���ڽ��ʯĥ���е���ѹ�����
1 ʵ��
Al-SnԤ�Ͻ��ĩ���ó����������������Ʊ�����������Ϊ����������ѹ��Ϊ2 MPa�������¶�Ϊ680 �档��ĩ��òͨ������S-3000N��ɨ��羵�۲죬��Ʒ�Ʊ�����֣�ݽ����Ƽ�ʵҵ����˾SM60����ѹ������Ʒ���������ͨ��PHILIPS X�� pert��X���������Dzⶨ����ѹ��Ʒ������֯��Ԫ����ֲ�ͨ������S-4700��ɨ��羵�۲졣
2 Al-SnԤ�Ͻ��ĩ��ò��������
2.1 Al-SnԤ�Ͻ��ĩ��ò
���ó����������Ʊ���Al-SnԤ�Ͻ��ĩ��ò��ͼ1��ʾ����ͼ��֪���ϴ��ĩ�����������۵����̺ۼ��Լ����Ե�ë�̣��ұ���ճ����С������������Ϊ�ߴ�ϴ�������۵Σ��������������أ�ʹ�����۵����̺��ڱ������������Ե����������ۼ�����һЩ�ߴ��С�������۵Σ�����������С����˱���ȽϹ⻬��������״��Թ������������Ρ���������ë�̵��γ��������۵��ܵ�������������ij���������й����е��������Լ���Χ���������Ħ�����������йء������۵�����Щ���������£�����ֲ�����������˦���γ����ߣ������侶��߶Ⱥ�С�����̺ܿ죬��������������̺����Ա���������������ϸСë����ʽ�����ڽϴ��۵α��档С�ߴ������۵�������С�������γ����ߣ������ë���γɡ����������ճ����С�������������������γɵģ�����ʱһЩ�ߴ�dz�С�������۵��������γ�С��������ЩС�����ڷ��й�������δ��ȫ���̵�һЩ�ߴ�ϴ������۵����ײ���������ϣ�С�����ڴ��۵����̺�㸽��������档
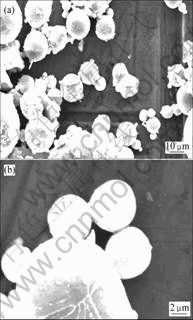
ͼ1 Al-SnԤ�Ͻ��ĩ��ò
Fig.1 Morphologies of Al-Sn pre-alloyed powders
��Ԥ�Ͻ��ĩ��ò�����Ʊ���Ԥ�Ͻ��ĩ���ۿ�����С�����������нϺõ��ȣ�ʹԤ�Ͻ��ĩ��ѹ�Ƴ���ʱ�������õ������ԡ�
2.2 Al-SnԤ�Ͻ��ĩ����ѹ����
���Ʊ���Ԥ�Ͻ��ĩ����ͬ��ɵ�Al��Sn��Ϸ�ĩ����ѹ���Ͻ�����ѹʵ�飬�Ʊ���Al-SnԤ�Ͻ��ĩ����ѹ�¶�Լ230 �棬��ͬ��ɵ�Al��Sn��Ϸ�ĩ����ѹ�¶�Լ280 �棬��Al-SnԤ�Ͻ��ĩ����ѹ�¶ȱȶ���Ϸ�ĩ����ѹ�¶Ƚ���50 �����ң���Al-SnԤ�Ͻ��ĩ�Ʊ����ʯĥ�������ڽ�Լ��Դ�����������ɱ���
Al-SnԤ�Ͻ��ĩ����ͬ��ɵ�Al��Sn��Ϸ�ĩ��ѹ����ͬ�Ĵ�ĥ��ϸĥ������Ʊ�������������ͨ��ɨ��羵�۲������֯��ͼ2��ʾ����ͼ2��֪��Ԥ�Ͻ��ĩ�ͻ�Ϸ�ĩ��ѹ�����֯�������Բ��Ԥ�Ͻ��ĩ��ѹ������֯���ȡ������Ժã���Ϸ�ĩ��ѹ������Al��Sn�γɺϽ𣬴����Զ��������ʽ���ڡ�ͨ��Ԥ�Ͻ��ĩ�ͻ�Ϸ�ĩ��ѹ�������֯��ò�Աȿ���֤����ʹ��Ԥ�Ͻ��ĩ���Ա�������ϲ�����ɻ�Ϸ�ĩ�ܶ�ƫ�������۵���������븻����Ӱ��̥�����ܵ�����[12]����֤���ʯ��ͷ�������ȶ��Ժ�һ���ԡ���Ϸ�ĩ��ѹ������������в������䣬˵����Ϸ�ĩ��ѹ��������Խ�Ԥ�Ͻ��ĩ��ѹ��������Բ

ͼ2 Ԥ�Ͻ��ĩ�ͻ�Ϸ�ĩ��ѹ������֯
Fig.2 Microstructures of pre-alloyed powders and mixed powders after hot press: (a) Pre-alloyed powders; (b) Mixed powders
2.3 Al-SnԤ�Ͻ��ĩ�Ŀ�������
Al�Ŀ������Խϲ�ڻ�ұ���������õ�������������������ʱ�����Һ�У��γ�ϸС����ɢ��Al2O3�ֲ��ھ�����ֹ���������γ�ϸ������[13]��
���������ʯĥ��̥��Ļ����ɷ���Al�����Al�������أ����ɵĴ���Al2O3�ֲ��ھ����ϣ���Ӱ����ʯĥ�ֵ���ѹ���ܣ���������ĥ��ĥ��ʱ���ֵ��������������ͼ3��ʾΪԤ�Ͻ��ĩ��XRD�ף���ͼ��֪��Ԥ�Ͻ��ĩ�е�Alû�з���������

ͼ3 Ԥ�Ͻ��ĩ��XRD��
Fig.3 XRD pattern of pre-alloyed powders
��û�б�����ʩ�������£�Al-SnԤ�Ͻ��ĩ�������ͬ�Ļ�Ϸ�ĩ��ѹ���XRD����ͼ4��ʾ��ͼ��(113)��ΪAl2O3���������棬(111)��ΪAl���������棬(211)��ΪSn���������档��������֪��Ԥ�Ͻ��ĩ�ͻ�Ϸ�ĩ��û�б�����ʩ���������ѹ��Al��������������Al2O3��ֻ�Ƕ��������ij̶Ȳ�ͬ������X�����������ԭ��[14]��������ǿ�����京�������ȣ����Ը���ͼ4��Al2O3���������ǿ��ռ�����������������ǿ��֮�͵ı������Ƚ����ַ�ĩ��ѹʱ���ɵ�Al2O3������������㷽����ʽ(1)��ʾ��

ͼ4 Ԥ�Ͻ��ĩ�ͻ�Ϸ�ĩ��ѹ���XRD��
Fig.4 XRD patterns of pre-alloyed powders and mixed powders after hot press: (a) Pre-alloyed powders; (b) Mixed powders
��1�г���Ʒ��Al2O3��Al��Sn���������ǿ�ȣ������ԱȽ����ɵ�Al2O3��������������Ա�����
��1 ��Ҫ����������ǿ�ȼ�Al2O3�������е���Ա���
Table 1 Intensities of XRD peak of Al2O3, Al, Sn and relative proportion of Al2O3 in samples

����1�������ݴ���ʽ(1)���м��㣬�����������Ϸ�ĩ��ѹʱ����Al2O3�ĺ�����2ԼΪԤ�Ͻ��ĩ��ѹʱ����Al2O3�ĺ�����1��2.27�����Ӷ�֤��Ԥ�Ͻ��ĩ�ڿ������Է���ϻ�Ϸ�ĩ������Խ�ԡ�
�Ʊ����ʯĥ��ʱ����Ԥ�Ͻ��ĩ���ܹ��������������̶ȣ�ʹ��ϼ���ѹ��߱��Ϻõ���֯���ܡ�
3 Al-SnԤ�Ͻ��ĩ���������ʯĥ���е�Ӧ��
��Al��Sn��Ԥ�Ͻ����ʽ�������ΪAl-Sn-Ti- Ni-Co��̥���У�����������ѹ�ķ�ʽ�Ʊ����Ϊd200 mm��25 mm��10 mm���������ʯĥ�֡��ֳ�ʵ���������ĥ���������մ�ש�⻬�Ժã��մ�ש�ߴ籣���Ժã��������ɱ������൱������£�ʹ����������֬�ޱ��ֵ�3������[15]���ɴ˿ɼ��������֬�ޱ��֣��������ʯĥ�ֵ�ʹ�ã��ܹ�����ĥ�ֵ�ͣ��������������Ͳ�����Ա���Ͷ����ɣ�����մ�ש�ļӹ�Ч�ʣ��Խ��ʯĥ������������˵�����ڴ�ĥ�����۴�������Ϊ��λת����ʹ��ĥ��ʱ�մ�ש���������������մ�ש�������㣬�ɱ������൱��ĥ�ߣ�ʹ��������������Ч��ߣ��г�������ǿ��������Al-SnԤ�Ͻ��ĩ�Ʊ��Ľ��ʯĥ�־���Ч�����������г��Ͼ��н�ǿ�ľ�������`
ͨ��ɨ��羵��ĥ�ֵľֲ�������ɨ�裬�����ͼ5��ʾ������ɨ�����е�Ԫ�طֲ���֪����Ԥ�Ͻ���ʽ�����Al��Sn��̥���еķֲ��Ͼ��ȣ�����Al��̥��Ļ����ɷ֣���̥���еĺ����ϸߣ�����ȷֲ�ʹ̥��������������ھ�һ�������ڽ��ʯĥ�����ʵ��ȶ���
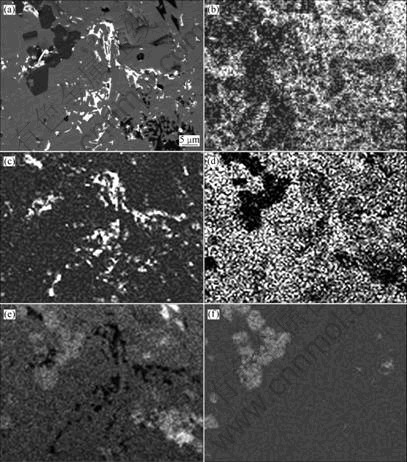
ͼ5 ̥��SEM��Ԫ����ɨ��ֲ�
Fig.5 Surface morphology and elemental distribution of body: (a) Surface morphology; (b) Co; (c) Ni; (d) Sn; (e) Al; (f) Ti
4 ����
1) Ԥ�Ͻ��ĩ����ѹ�¶ȵͣ�����Ԥ�Ͻ��ĩ��̥���Ʊ����ʯĥ�߿��Խ�Լ��Դ�����������ɱ������ó����������Ʊ���Al-SnԤ�Ͻ��ĩ��ѹ�¶���230 �����ң�����ͬ��ɻ�Ϸ�ĩ����ѹ�¶ȵ�50 �����ҡ�
2) Ԥ�Ͻ��ĩ�Ŀ�������ǿ���ڿ�������ѹ�������ͬ�Ļ�Ϸ�ĩ���ɵ�Al2O3������Ԥ�Ͻ��ĩ����Al2O3������2.27����
3) ����Ԥ�Ͻ��ĩ��̥���Ʊ����ʯĥ�ߣ�̥����֯���ȡ�
REFERENCES
[1] CLARK I E, KAMPHUIS B J. Cobalt HDR��a new pre-alloyed matrix powder for diamond construction tools[J]. Industrial Diamond Review, 2002(3):177-182.
[2] Ҧ����, �ﶫԾ, �� ӧ. ���⺸�ӳ�ϸ��̥����ʯ������[J]. ����������ѧ��չ, 2002(6): 51-54.
YAO Jian-hua, SUN Dong-yue, XIONG Ying. Lear welding of diamond core druid bit of superfine powder base segments[J]. Laser and Optronics Progress, 2002(6): 51-54.
[3] JOURDAN J P. The next move for Eurotungstene[J]. Industrial Diamond Review, 2004(4): 254.
[4] BONNEAU M, MOLTENNI M. Wire manufacturing and free sintering with NEXT[J]. Industrial Diamond Review, 2002(4): 263-265.
[5] �� ��, �� ��. ����˾�Ľ�����ĩ[J]. ���ʯ��ĥ��ĥ�߹���, 2001(1): 52.
ZHANG Yi, WANG Qin. DR. Fritsch metal powders[J]. Diamond and Abrasives Engineering, 2001(1): 52.
[6] CLARK I E, KAMPHUIS B J. Recent advances in pre-alloyed powders for diamond tooling[J]. Powder Metallurgy, 2002: 35-42.
[7] KAMPHUIS B J, SEMEELS A. Cobalt and nicked free bond powder for diamond tools: Cobaltite CNF[J]. Industrial Diamond Review, 2004(1): 26-32.
[8] ������, ������. ���ͳ�ϸԤ�Ͻ��ĩ�ڽ��ʯ�����е�Ӧ��[C]//��־��. ���Ľ�֣�ݹ��ʳ�Ӳ���ϼ���Ʒ���ֻ����ļ�. ����: ��е��ҵ������, 2004: 149-152.
WAN Xin-liang, WANG Li-min. Application of new superfine pre-alloyed powder in diamond tools[C]//LI Zhi-hong. Papers of 4th Zhengzhou International Symposium on Super Hard Material and Goods. Beijing: China Machine Press, 2004: 149-152.
[9] ���ܺ�. ��ͷԤ�Ͻ�̥���ĩ�Ʊ���Ӧ��[J]. ̽��, 2001(3): 54-56.
ZHANG Shao-he. Preparation and use of the druid bit pre-alloyed matrix powder[J]. Exploration Engineering, 2001(3): 54-56.
[10] ������, �� ��, ����, �η���. �Ͻ����۶Խ���/���ʯ���ϲ������ܵ�Ӱ��[J]. ��ĩұ����, 2004, 22(2): 67-70.
XIU Zhi-meng, ZHANG Min, SUN Xu-dong, HE Feng-ming. Effect of additives of pre-alloyed iron powder on properties of metal/diamond composite[J]. Powder Metallurgy Technology, 2004, 22(2): 67-70.
[11] �����, �����, ����ԣ, ��ͬ��. ����Ԥ�Ͻ�̥���ĩ���Ʊ������ڽ��ʯ�����е�Ӧ��[J]. ���ʯ��ĥ��ĥ�߹���, 2004(1): 45-48.
XU Hao-xiang, MA Hong-qiu, LUO Xi-yu, ZHAO Tong-chun. Atomized pre-alloyed powders and it��s application in diamond tools[J]. Diamond & Abrasives Engineering, 2004(1): 45-48.
[12] ���ܺ�, ���. ���ʯ����Ԥ�Ͻ�̥���ĩ�Ʊ�����[J]. ���ʯ��ĥ��ĥ�߹���, 2001(2): 26-29.
ZHANG Shao-he, YANG Kai-hua. Preparation of pre-alloyed powder for making diamond tool[J]. Diamond & Abrasives Engineering, 2001(2): 26-29.
[13] ��ع��, ��һ��, ������. ���ʯ���������ѧ����[M]. ����: �й����Ĺ�ҵ������, 1999.
SUN Yu-chao, LIU Yi-bo, WANG Qin-sheng. Basis of diamond tools and metallographic[M]. Beijing: Chinese Building Materials Industry Press, 1999.
[14] ������, ��ƽ��. X�����������ԭ����Ӧ��[M]. ����: ��ѧ��ҵ������, 2003.
LIU Yue-hui, LIU Ping-an. Principle and application of XRD analyses[M]. Beijing: Chemical Industry Press, 2003.
[15] ��˫ϲ, ��ѩ��, �� ��, �� ��. �������ʯĥ�����մɼӹ��е�Ӧ��[J]. ���ʯ��ĥ��ĥ�߹���, 2007(3): 52-55.
WANG Shuang-xi, LIU Xue-jing, GENG Biao, GENG Lin. Application of Al-based diamond grinding wheel in squaring of ceramic tile[J]. Diamond & Abrasives Engineering, 2007(3): 52-55.
������Ŀ���й���ʿ���ѧ����������Ŀ(2005038520)
�ո����ڣ�2007-05-29�������ڣ�2007-12-18
ͨѶ���ߣ���˫ϲ��������ʦ����ʿ���绰��0757-83123943��E-mail: WSXSJZ@163.com
ժ Ҫ��ͨ�������������Ʊ�Al-SnԤ�Ͻ��ĩ���о�Al-SnԤ�Ͻ��ĩ����ò����ѹ���ܡ����������ܼ������������ʯĥ���е�Ӧ�����������������Ʊ���Al-SnԤ�Ͻ�����ζȸߣ�����ͬ��ɵĵ���Al��Sn��Ϸ�ĩ��ȣ��俹�����������2.23��������ѹ�¶ȵ�50 �����ң�����ѹ����֯���ȣ�Ԥ�Ͻ��ĩ�������Ʊ����������ʯĥ�ֵijɷ־��ȡ�
[2] Ҧ����, �ﶫԾ, �� ӧ. ���⺸�ӳ�ϸ��̥����ʯ������[J]. ����������ѧ��չ, 2002(6): 51-54.
[3] JOURDAN J P. The next move for Eurotungstene[J]. Industrial Diamond Review, 2004(4): 254.
[9] ���ܺ�. ��ͷԤ�Ͻ�̥���ĩ�Ʊ���Ӧ��[J]. ̽��, 2001(3): 54-56.
[10] ������, �� ��, ����, �η���. �Ͻ����۶Խ���/���ʯ���ϲ������ܵ�Ӱ��[J]. ��ĩұ����, 2004, 22(2): 67-70.
[12] ���ܺ�, ���. ���ʯ����Ԥ�Ͻ�̥���ĩ�Ʊ�����[J]. ���ʯ��ĥ��ĥ�߹���, 2001(2): 26-29.
[13] ��ع��, ��һ��, ������. ���ʯ���������ѧ����[M]. ����: �й����Ĺ�ҵ������, 1999.
[14] ������, ��ƽ��. X�����������ԭ����Ӧ��[M]. ����: ��ѧ��ҵ������, 2003.
[15] ��˫ϲ, ��ѩ��, �� ��, �� ��. �������ʯĥ�����մɼӹ��е�Ӧ��[J]. ���ʯ��ĥ��ĥ�߹���, 2007(3): 52-55.
