
���±�ţ�1004-0609(2010)09-1665-06
AZ31Bþ�Ͻ���漤���۸�Cu-Ni�Ͻ��
������1, 2, �����1, ������1, 2, ������1, 2
(1. ̫ԭ������ѧ ���Ͽ�ѧ�빤��ѧԺ��̫ԭ 030024��
2. ̫ԭ������ѧ �²��Ͻ����ѧ�빤�̽������ص�ʵ���ң�̫ԭ 030024)
ժ Ҫ��
���þ�Ͻ������ĥ�Ժ���ʴ�Բ�����⣬���ú���CO2��������AZ31Bþ�Ͻ���漤���۸�Cu-Ni�Ͻ�㣬�����ù�ѧ����(OM)��ɨ��羵(SEM)����������(EDS)�����۸��������Ľ�Ͻ��������Լ�����֯�ͳɷֲַ���������ԺϽ�����Ӳ�Ⱥ���ʴ�ԡ�����������Ͻ������������ã�ȱ�ݽ��٣����ֲ����ڲ����ȵ�Cu-Ni���������������Ե�����֦������ȷֲ���1~1.5 ?m��ʮ��״Laves�ࣻ�Ͻ���Ӳ�ȷֲ��ȽϾ��ȣ�ԼΪ75HV0.05�����Ը��ڻ������Ӳ��45HV0.05
�ؼ��ʣ�
AZ31Bþ�Ͻ���Cu-Ni�Ͻ���������۸�����ĥ������ʴ����
��ͼ����ţ�TG 174.44 ���� ���ױ�־�룺A
Laser cladding Cu-Ni alloy layer on AZ31B magnesium alloy
CUI Ze-qin1, 2, WU Hong-liang1, WANG Wen-xian1,2, XU Bing-she1,2
(1. College of Materials Science and Engineering, Taiyuan University of Technology, Taiyuan 030024, China;
2. Key Laboratory of Interface Science and Engineering in Advanced Materials of Ministry of Education,
Taiyuan University of Technology, Taiyuan 030024, China)
Abstract: To improve the wear resistance and corrosion resistance of the surface of magnesium alloy, the laser alloying experiment was carried out on the AZ31B magnesium alloy with pre-placed Cu-Ni powder using transverse flow CO2 laser. The microstructures, interface features and composition distribution of laser cladding layer were studied through OM, SEM and EDS. The results show that the Cu-Ni cladding layer and the substrate achieve a good metallurgical bonding without obvious defects. But there is uneven local Cu-Ni-rich region, and cross-like Laves phases with size of 1-1.5 ��m evenly distribute between dendrites and in their edge regions. The microhardness of Cu-Ni cladding layer is more evenly distributed, about 75HV0.05, significantly higher than the matrix hardness (45HV0.05). Compared with AZ31B magnesium alloy, the corrosion potential of Cu-Ni alloy layer is shifted by 317 mV and corrosion current is reduced by 78 mA/cm2.
Key words: AZ31B magnesium alloy; Cu-Ni alloy layer; laser cladding; wear resistance; corrosion resistance
�������ʸ�ǿ���յ��ŵ㣬þ�Ͻ���ϱ���Ϊ��21������߷�չǰ;����ɫ���̽ṹ���ϡ�����ˣ��������������պ�������õ��˹㷺��Ӧ��[1]�����ǣ�þ�Ͻ������ĥ����ʴ���ܽϲ���Ϊ����þ�Ͻ�㷺Ӧ�õ�ƿ��[2]����ˣ�������þ�Ͻ����ĥ����ʴ�����ȵ��ۺ������ѳ�Ϊ����þ�Ͻ�����о��ͷ�չ����Ҫ���⡣��Ч��;��֮һ�Ƕ�þ�Ͻ������б�����Դ������ڻ�����ϵı����γ���Ӧ�ı�����[3]��
Ŀǰ����þ�Ͻ������Է��濪չ���о�������Ҫ�������Ͻ��������Ϳ�㡢������������Ʋ㡢���������ͻ�ѧת��Ĥ�ȷ���[4-9]�����У����������������ص������ѿ�ʼ�������þ�Ͻ�������ܵ��о����÷�����������������ۡ�����Ͻͼ����۸���[10-14]��������þ�Ͻ���漤���۸����о���Խ϶ࡣVOLOVITCH��[13]ͨ����������۸�Al-Si�Ͻ��ĩ�����ָ�ʴ��λ������300 mV����ʴ�����Ȼ��ĵ�2������������ʴ����������ߡ�GAO��[14]���ÿ��������۸�������AZ91HPþ�Ͻ�����۸�Al-Cu��ĩ�����鷢���۸�����֯��Ҫ��Mg17Al12��AlCu4��ɣ�Ӳ���ǻ����2.75����Ħ�����������85%����ʴ����������2������������ʴ��ѹ�����348 mV����Щ�����������þ�Ͻ�����γ��ʵ��Ľ����仯�����������ʴ�Ե���Ч������
Ŀǰ���о������༯����Al��ǿ���㡢Cu��ǿ�����Լ��մɷ�ĩǿ���㣬������Ni���Ͻ��ĩ�����þ�Ͻ�������ܵ��о������ټ������о�����������Ϊ1?1��Ni����Cu����Ϸ�ĩ����þ�Ͻ�����۸����������þ�Ͻ�������ĥ����ʴ�ԡ�
1 ʵ��
����������ѡ�ñ���þ�Ͻ�AZ31B���仯ѧ�ɷ����1��ʾ�������ߴ�Ϊ180 mm��60 mm��10 mm���۸������ѡ�þ��кܺõ��۸��ԣ����õ����ԡ���ʴ�ԡ���ĥ�ԺͿ������Ե��������ۺϽ��ĩNi60�ʹ���Ϊ99.9%��Cu�۵Ļ�Ϸ�ĩ����������Ϊ1?1��Ni60��ĩ�ijɷ����2���С�
�� 1 AZ31Bþ�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of AZ31B (mass fraction, %)

��2 Ni60�Ͻ��ĩ�Ļ�ѧ�ɷ�
Table 2 Chemical composition of Ni60 alloy powder(mass fraction, %)

����ǰ���ô�ɰֽȥ��þ�Ͻ���������Ĥ��֮���ñ�ͪ��ϴ��ȥ�����ۡ��������Ԥ�÷�ĩ�����۸�����ԼΪ1 mm�������۸�����5 kW����CO2���������У����ֱ��Ϊ3 mm������Ϊ+10 mm����������в�������������뼤������45?������������Ϊ15 L/min��Ϊʹ�۸������������ã�ÿ���۸�����30%�Ĵ���ʣ�����һ�μ����ʱ��Ҫ��ȴ�㹻��ʱ��ʹǰһ�����¶Ƚ������¡��������ù��ղ����������1 500 W��ɨ���ٶ�360 mm/min�������۸���������Ͻ�������������֯��òͨ��CMM-20E��ѧ������JSM-6700F�䳡����������� (SEM)��������(EDS)���й۲죻ͨ��HVS-1000A��Ӳ�ȼƲ�����Ӳ�ȣ������غ�Ϊ0.49N������ʱ��Ϊ15 s������PS-168A�͵绯ѧ����ϵͳ����Cu-Ni�۸����AZ31Bĸ�ĵĵ绯ѧ��ʴ�������飬��ʴ����Ϊ3.5%(��������)��NaCl(pH=7)��Һ���������Ϊ1 cm2����������ɨ���ٶ�Ϊ2 mV/s��
2 ��������
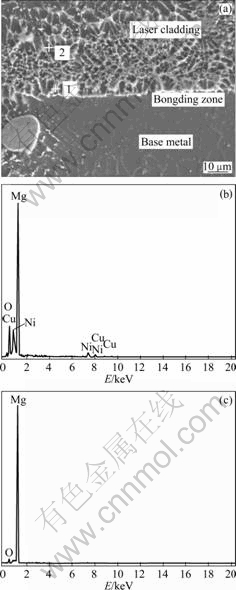
ͼ1��ʾΪ�۸���ĵͱ�ɨ��羵����ͼ1���Կ������Ͻ����ԼΪ0.6 mm���Ͻ��ֲ��Ͼ��ȡ�
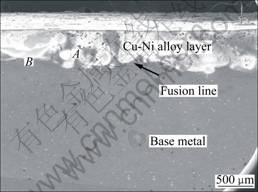
ͼ1 �����۸�Cu-Ni�Ͻ���SEM��
Fig.1 SEM image of laser cladding Cu-Ni layer
�ԺϽ���������зŴ��������֯��ò��ͼ2��ʾ��ͼ2(a)��(b)��(c)��ʾ�ֱ�Ϊ�۸����ϲ����в��ͻ����Ͻ��������֯����ͼ2(a)�ɿ������Ͻ���ϲ��γ���ϸС�ĵ��ᾧ�Ͳ��ֶ�С����֦��������Ҫ�����ڼ����������У������ٶȿ죬�Ͻ�������ȴ�����ٶȿ���γɵġ����ڳɷֹ���ȵ������������ܹ�����Һ���ڲ��ϳ��ľ��룬������Χ�����ʣ������ں���Ҳ�����˳ɷֹ��䣬�ʹ������ϳ����˶�С�Ķ��κ�֦�����������ɼ���С�����γ��˶���������ǿ�ҵİ�״��֦��(��ͼ2(b))��
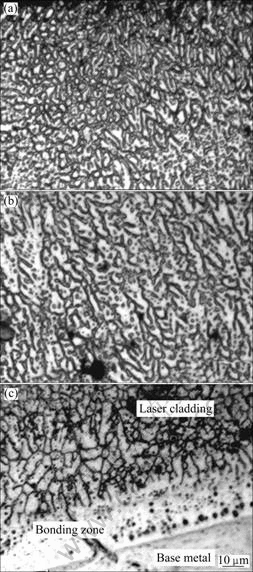
ͼ2 Cu-Ni�Ͻ�������֯
Fig.2 Microstructures of Cu-Ni layer: (a) Top; (b) Middle; (c) Bonding interface
��ͼ2(c)�ɿ��������洦�γ���һ���Լ25 ?m���ۺ�������ƽ�澧̬��ʽ�������ۺ����ϲ���״��Ϊ������Ҫ������þ�Ͻ��ȿ죬�ۺ���λ�������֮���¶��ݶȴ��ᾧ�ٶ�С���ɷֹ���ӽ����㡣���ԣ�ƽ�澧�õ���չ������Զ���ۻ��߽磬�¶��ݶȱ�С���ᾧ�ٶ����������˽�С�ijɷֹ��䣬������˰�״�ᾧ��
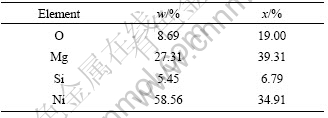
��ɨ��羵�»��۲쵽�Ͻ��ֲ����������Cu-Ni����������ͼ1�е�A��������Ŵ���SEM����ͼ3��ʾ������1������EDS����������Ҫ�ɷ����3���С���������Cu-Ni��������ԭ����Ҫ����Ϊþ�Ͻ������Ͻ��ĩ���ܶȺ��۵���������ܲ���̫����ͼ3�ɿ��������Ÿ������ı߽磬֦���Ƚ����ԣ������븻����ԽԶ��֦��������������Ҫ����Ϊ�ڸ������߽紦��Ni��Cu��Ԫ�ؽϳ�ԣ������ȴ���̹��������γɸ���Ni��Cu��֦����֦���䱻������þԪ����䣻����֦���Ľ�һ�����룬Ni��Cu��Ԫ�ر�������þ����ϡ�ͣ�֦����ԣ��þ�����Χ��ʹ��ò�����չ�����������˶�������ͼ3��2����ʾ��
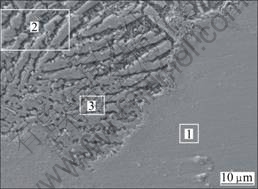
ͼ3 Cu-Ni��������SEM��
Fig.3 SEM image of Cu-Ni-rich region
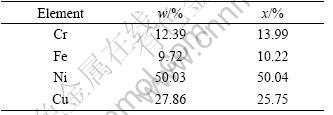
��3 ͼ3����1�ɷ�
Table 3 Composition of region 1 in Fig.3
��ͼ3�л�������֦�������ڷֲ��Ŵ�����ʮ��״��dz��ɫ���ʣ���ͼ3����3�Ŵ���Ŵ�ͼ��ͼ4��ʾ����ͼ4�ɼ�������dz��ɫ��ʮ��״���ر�ϸС���ߴ�ϴ��Ҳֻ��1.5 ?m���ң���С�IJ���1 ?m��������EDS����������Ҫ�ɷ����4���С�
��Mg-Ni��Ԫ��ͼ[15]��֪�����¶ȱȽϸ�(��147 ������)ʱ����NiԪ�غ�������ķ�Χ�л����ɽ����仯����MgNi2���������ͼ��EDS�������ƶ�dz��ɫ��ΪLaves��MgNi2������֦����������Laves��MgNi2���������٣���Ҫ����Ϊ����֦����������Mg�����Ni��ϡ�������������γ�MgNi2������������

ͼ4 ͼ3����3�ķŴ�ͼ
Fig.4 Enlarged view of region 3 in Fig.3
��4 ʮ��״������ijɷֱ�
Table 4 Composition of cross-structure phase
Ϊ�˽�һ������������ԺϽ�������Ľ������(ͼ1��B��)���зŴ���ͼ5(a)����ʾ������ͼ5(a)�� 1��2������������������������ͼ5(b)��(c)��ʾ��
��ͼ5�ɼ����ۺ���������֯Ϊ��״�ṹ��ͻ������������ɷ���Ҫ����O��Mg��Ni��Cu��Ԫ����ɣ���Ni��CuԪ����þ�����е��ܽ�ȼ�С�������ھ��紦�γ���ʴ��Mg2Ni��Mg2Cu�Ƚ����仯�������ʴҺ�Ľ�ʴ���γ�ͻ������״�ṹ�����µĻ�ɫ����ɷ���Ҫ��O��MgԪ����ɣ�ȷ����ΪMg���塣
���۸�����㵽����ÿ��0.05 mmȡһ���۸����������Ӳ�ȷֲ���ͼ6��ʾ����ͼ6(a)���Կ������ӺϽ���㵽���壬��Ӳ�����ν��͡��Ͻ�����Ӳ�ȴﵽ75HV0.05~110HV0.05�����Ը��ڻ������Ӳ��45HV0.05��������ԭ���ǺϽ�������ɵ�ϸС�������ϸ��ǿ�����Ͻ���в���������������Laves��MgNi2��Խ�ӽ��ۺ��ߣ�������ϡ���ʵ�����Ӳ��ֵ��С��ͼ6(b)��ʾΪ���۸������0.2 mm���ĺ�����Ӳ�ȷֲ�ͼ��������ÿ��1 mmȡһ�㣬����ÿ�����3�Σ�ȡ��ƽ��ֵ�ó���
ͼ5 ͼ1 B����SEM���EDS����
Fig.5 SEM image of region B in Fig.1 (a) and EDS spectra of zones 1 (b) and 2 (c)
��ͼ6(b)���Կ������Ͻ��ĺ�����Ӳ�ȷֲ����ȣ���������75HV0.05���ң���ͺϽ��������Ӳ��ͼ��0.2 mmλ�õ�Ӳ��ֵ����һ�£�����14 mmλ�ã�Ӳ��ֵȴ�ﵽ280HV0.05��������ԭ�������ھֲ��ֲ������ȵ�Cu-Ni��������ɵġ�
�绯ѧ��ʴ���ܽ����ͼ7��ʾ����������1��2�ֱ���Cu-Ni�Ͻ���ԭʼþ�Ͻ�ļ������ߡ�����Tafelֱ�����Ʒ�����ó���̬������ʴ��λ(��corr)��ʴ�����ܶ�(Jcorr)����ͼ7��ʾ���ɼ���Cu-Ni�Ͻ��ĸ�ʴ���Ʊ�AZ31Bĸ�ĵ�������316 mV������ʴ�����ܶȱ�AZ31Bĸ�ĵĵ�78 mA/cm2���������ȣ���AZ31Bþ�Ͻ���漤��Cu-Ni�Ͻ��������ʴ�Եõ������Ը��ơ����ھ���Cu-Ni�Ͻ���þ�Ͻ𣬷�������ʴ����ߵ�ԭ��Ϊ��1) Cu-Ni�Ͻ�㾧������ϸ��(��ͼ1(a))����ͼ�������ɵ�ż��ʴ�Ħ�-Mg�ͦ�-Mg17Al12����Ч�Ӵ�������Ӷ������˸�ʴ����������2) �Ͻ�����γɽ����仯�����Щ����������ڦ�-Mg���ʸߵĵ��ƣ�����������˵����˺Ͻ��ĸ�ʴ���ƣ�����ʹ����Cu-Ni�Ͻ���AZ31Bþ�Ͻ���Cl-��������ʴ�����ӵ���Ҫԭ������ԭʼþ�Ͻ�����֯�����ִ���״��-Mg17Al12�ʲ������ֲ��ھ��磬��3.5%��NaCl��Һ�������ɦ�-Mg�ͦ�-Mg17Al12��ɵ�ż��ʴ���������ֲ��Ħ�-Mg17Al12��ʹ֮��Ӧ����[16]��
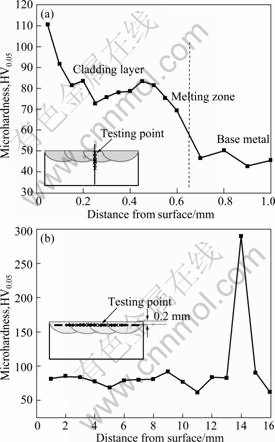
ͼ6 Cu-Ni�Ͻ����Ӳ��ͼ
Fig.6 Microhardness of Cu-Ni alloy layer: (a) Longitudinal distribution; (b) Transverse distribution
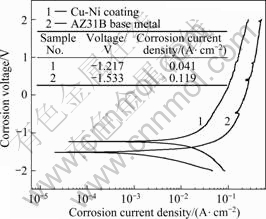
ͼ7 Cu-Ni�Ͻ���AZ31Bĸ�ĵļ�������ͼ
Fig.7 Polarization curves of Cu-Ni alloy layer and AZ31B magnesium
3 ����
1) ��AZ31Bþ�Ͻ���漤���۸�Cu-Ni�Ͻ��ĩ��Cu-Ni�Ͻ��������γ����õ�ұ���ϣ��Ҿ�������ϸ�������ھֲ����������Cu-Ni���������ڸ�������Ե�����֦�����γ���ʮ��״��Laves�ࡣ
2) Cu-Ni�Ͻ���������Ӳ�ȴӱ����110HV0.05���͵������45HV0.05��������Ӳ�ȷֲ����ȣ�������75HV0.05���ҡ�
3) ��ԭʼAZ31Bþ�Ͻ���ȣ�Cu-Ni�Ͻ��ĸ�ʴ��λ������317 mV����ʴ�����ܶȽ�����78 mA/cm2������ʴ�Եõ����Ը��ơ�
REFERENCES
[1] ���Ľ�. þ�Ͻ��ѧ�뼼��[M]. ����: ��ѧ������, 2007.
DING Wen-jiang. Magnesium alloy science and technology[M]. Beijing: Scientific Technology Press, 2007.
[2] Ҧ����, �ܰ���. þ�Ͻ���ʴ���洦�����о���չ[J] .���ϱ���, 2001, 34(10): 19-21.
YAO Mei-yi, ZHOU Bang-xin. Review of the progress in surface treatments for magnesium alloys[J]. Materials Protection, 2001, 34(10): 19-21.
[3] �� ��, Ф���, ̷����. þ�Ͻ�����۸����Լ������о���չ[J]. ���ϵ���, 2008, 22(3): 90-93.
CHEN Yu, XIAO Ze-hui, TAN Xiang-ling. Research development of surface overlaying modification technology of magnesium alloys[J]. Materials Review, 2008, 22(3): 90-93.
[4] ����ƽ, ���Ϊ, ��ϣ��, ��ά��, ������. ��������Al��Zn������ZM5þ�Ͻ�����ܵ�Ӱ��[J]. ϡ�н��������빤��, 2005, 34(3): 433-435.
MA You-ping, XU Ke-wei, PAN Xi-de, WEN Wei-xin, LIU Peng-fei. Effect of solid diffusion metallic cementation on properties of ZM5 magnesium alloy[J]. Rare Metal Materials and Engineering, 2005, 34(3): 433-435.
[5] �����, ��ï��, ���پ�. þ����Ͻ���滯ѧת����������[J]. ��Ͻ�ӹ�����, 2003, 31(8): 35-38.
GUO Hong-fei, AN Mao-zhong, LIU Rong-juan. Conversion coating technology of magnesium and its alloys[J]. Light Alloy Fabrication Technology, 2003, 31(8): 35-38.
[6] TAN A L K, SOUTAR A M, ANNERGREN I F, LIU Y N. Multilayer sol-gel coatings for corrosion protection of magnesium [J] Surface and Coatings Technology, 2005, 198: 478-482.
[7] HOCHE H, SCHEERER H, PROBST D, BROSZEIT E, BERGER C. Development of a plasma surface treatment for magnesium alloys to ensure sufficient wear and corrosion resistance [J]. Surface and Coatings Technology, 2003, 174/175: 1018-1023.
[8] STIPPICH F, VERA E, WOLF G K, BERG G, FRIEDRICH C. Enhanced corrosion protection of magnesium oxide coatings on magnesium deposited by ion beam assisted evaporation[J]. Surface and Coatings Technology, 1998, 103/104: 29-35.
[9] �� ��, ��Ծ��, �� ��, Ҷ��Ԫ, ��С��, �� ��. Mg �Ͻ�ĸ�ʴ�����[J]. �й���ɫ����ѧ��, 2002, 12(6): 1087-1095.
YU Gang, LIU Yue-long, LI Ying, YE Li-yuan, GUO Xiao-hua, ZHAO Liang. Corrosion and protection of magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 1087-1095.
[10] �³���, ������, ����Ԩ, ��ï��. þ�Ͻ��������о���չ[J]. ���ϱ���, 2003, 36(1): 25-26.
CHEN Chang-jun, WANG Dong-sheng, GUO Wen-yuan, WANG Mao-cai. Laser surface modification of Mg-base alloy[J]. Material Protection, 2003, 36(1): 25-26.
[11] �¾շ�, ������, ������, �غ���. AM50A þ�Ͻ�����������ǿ��Ч�������[J]. �й���ɫ����ѧ��, 2008, 18(8): 1426-1431.
CHEN Ju-fang, ZHANG Yong-kang, LI Ren-xing, QIN Hai-yong. Strengthening effect and mechanism of laser surface melted AM50A magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(8): 1426-1431.
[12] �³���, ������, �� ��, ��ï��. ZM5 þ�Ͻ���漤��Al�Ͻ���Ϊ���о�[J]. Ӧ�ü���, 2007, 27(4): 261-268.
CHEN Chang-jun, CHANG Qing-ming , ZHANG Min , WANG Mao-cai. Study of the behavior of laser alloying Al powder on ZM5 Mg alloy[J]. Applied Laser, 2007, 27(4): 261-268.
[13] VOLOVITCH P, MASSE J E, FABRE A, BARRALLIER L, SAIKALY W. Microstructure and corrosion resistance of magnesium alloy ZE41 with laser surface cladding by Al-Si powder[J]. Surface & Coatings Technology, 2008, 202: 4901-4914.
[14] GAO Ya-li, WANG Cun-shan, PANG Hong-jie, LIU Hong-bin, YAO Man. Broad-beam laser cladding of Al-Cu alloy coating on AZ91HP magnesium alloy[J]. Applied Surface Science, 2007, 253: 4917-4922.
[15] ������, ������, �ܺ���. þ�Ͻ���ͼ��[M]. ��ɳ: ���ϴ�ѧ������, 2006.
LIU Chu-ming, ZHU Xiu-rong, ZHOU Hai-tao. Phase diagrams for magnesium alloys[M]. Changsha: Central South University Press, 2006.
[16] �����, ������, Ԭ ɭ. AZ91Dþ�Ͻ�Ŀ�����������[J]. �й���ɫ����ѧ��, 2004, 14(6): 939-944.
XU Jin-feng, ZHAI Qiu-ya, YUAN Sen. Rapid solidification characteristics of melt-spun AZ91D magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(6): 939-944.
(�༭ �� ��)
������Ŀ��ɽ��ʡ��Ȼ��ѧ����������Ŀ(2008011044)
�ո����ڣ�2009-11-15�������ڣ�2010-02-06
ͨ�����ߣ������ȣ����ڣ��绰/���棺0351-6010076��E-mail��wwx960@126.com
