
DOI: 10.11817/j.issn.1672-7207.2017.12.004
��������ȫұ��������ò
���Σ�����������˸��������
(������ѧ ұ��ѧԺ������ ������110819)
ժ Ҫ��
�����̼����������ȫұ���¶ȳ�������CAFE���ģ��ģ����������Ϊ��������ȶȺ������ٶȶ������������¶ȡ����������֯��ò������֦���ۼ���Ӱ�죬���������֦���ۼ������ȴ�ٶȹ�ϵ��̼Ԫ������ƫ�����о�������������ȶȺ������ٶȽ��;���ʹ���������¶Ⱥ����Ķ���֦���ۼ���½����������ٶȵ�Ӱ���Ϊ�����������ٶ�Խ�����ĵ��ᾧ��Խ�ߣ������뾶ԽС��������������������������ȶȶ����ĵ��ᾧ�ʼ������뾶Ӱ���С������֦���ۼ���ڹ�Һ���������ɲ�������֦���ۼ������ȴ�ٶ�֮���ָ����ϵ��������������ƫ������ʵ�״�ֲ����������ϣ����ƫ��ָ��Ϊ1.14�����IJ�λ��ѹ�����ٽ�֦���主�����ʸ�Һ���������߸����γɸ�ƫ����
�ؼ��ʣ�
�������������������¶�������֯��ò������֦���ۼ����̼ƫ����
��ͼ����ţ�TF777 ���ױ�־�룺A ���±�ţ�1672-7207(2017)12-3160-10
Solidification morphology for full metallurgical length of continuous casting slab
WANG Xin, MENG Xiangning, HUANG Shuo, ZHU Miaoyong
(School of Metallurgy, Northeastern University, Shenyang 110819, China)
Abstract: Steel solidification for continuously cast low carbon slab was calculated using a coupled model of CAFE in combination with the temperature distribution in the full metallurgical length, which was predicted by the moving boundary method. Further, the influences of steel superheat and casting speed on the central temperature of slab wide-surface, morphology of slab section and secondary dendritic arm spacing were investigated, and the relationship between arm spacing and cooling rate of steel as well as the central carbon segregation of slab were analyzed. The results show that the decreases of superheat and casting speed lead to the reductions of central temperature and arm spacing, and the impact from casting speed is more significant. Ratio of equiaxed zone increases with casting speed and the grain radius decreases, and it is conducive to improve the continuous casting slab quality, while the superheat does not have significant effect on casting speed and grain radius. Secondary dendritic arm spacing is formed and increased in mushy zone, and it presents an exponential trend with cooling rate. Central carbon segregation distributes in the central line of slab in the form of islands, and the maximum segregation index reaches 1.14. Enriched solute elements around the dendrites are pumped into the steel by negative pressure and then generate the negative segregation.
Key words: continuous casting slab; center temperature of wide surface; morphology; secondary dendritic arm spacing; carbon segregation
��Һ�ڽᾧ���г�����ȴ���̳ɾ���һ�����γߴ���������ǣ�������ǰ������֯�ֻ�����ƫ����ʹ��������״�����Ѷ��γ������ơ�Ƥ�����ͼ��ӵ�����ȱ��[1]�������������ᾧ���������������������ȴ�ƶȲ�����ʱ���ڽᾧ�����γɵı���ȱ�ݻ������չ���������½��ٶȹ������γ�Ƥ������[2-3]����ˣ��о��������̹��̺�����֯�γɹ��ɣ�����ұ�������к����ƶ��������գ���������������������Ҫָ������[4]��������ѧ�߶�������������Ϊ�����˴����о���HUANG��[5]ϵͳ�о��˸�Һ�����ʹ��ȶ����������̹��̵�Ӱ�죬�����������ٶȡ����ȶȺͽᾧ��ɢ�ȶ�������Ӱ�죬�ٽ������������������о���LOUHENKILPI��[6]�������������ȷ����ȣ�������˲̬�������ݶ����϶�ά���������ȷ��̣��Ӷ�˲̬���ȷ��������������еõ���չ��SEDIAKO��[7]����С������������ɢ�ȣ���������ʱ��������������ά����̬���̵���ģ�ͣ���һ�������˶�ά���������̵���ģ�͡��̿���[8]����һά����̬���������̴���ģ�ͣ�������������ᾧ�����̹��̴�����Ϊ��PAPPAZ��[9-10]Ԥ���˴���״�������ᾧ��ת�䲢�õ�������֤��������Ԫ����(finite element��FE)��Ԫ���Զ���ģ��(cellular automaton��CA)���������������(���-��)Ԫ���Զ���ģ��(CAFE���ģ��)����CAFE��WANG��[11-13]Ӧ��CAFEģ����ϸ�Һ��ע���¶ȳ������������ס����ɣ�ʵ�ֶ���������9SMn28������֯��ģ�⡣�����[14-15]�о������ȶȡ�����ǿ�Ⱥ͵�Ž��輼����һ��֦����ࡢ����֦����༰һ��֦�����Ͷ���֦������ֵ��Ӱ�졣�����ε�[16]�о�����ȴ���ʶ�45�ֶ���֦������Ӱ�졣PIEXER��[17]�о���C�����Զ���֦������Ӱ�졣�ᾧѹ�������峬�´�������ƫ�������֦�����Ĺ�ϵҲ����Ӧ�о�[18-20]����Щ�о���������������ijһ��չ������������������������������ȫұ��������Ϊ�������̼�ֿ��������¶ȡ����������֯��ò������֦���ۼ���̼Ԫ������ƫ����ͨ�����ò�ͬ�Ĺ��ղ�����������ȶȺ������ٶȶ������������¶ȡ�����֯��ò�Ͷ���֦���ۼ���Ӱ�죬������������Ż����ղ�����
1 ģ�ͽ���
1.1 �κ�ģ��
��������������ɢ�ķֲ����������������ܶȱ仯���ֲ�������ʽ(1)��˹�ֲ�[21]ȷ����
 (1)
(1)
�����Ϊ��Tʱ��������þ����ܶ�Ϊ
 (2)
(2)
ʽ�У���TΪ֦������ܹ���ȣ�K����TmaxΪƽ���κ˹���ȣ�K����T��Ϊ�κ˹���ȱ����K��nmaxΪ��̬�ֲ��������õ�������κ��ܶȣ�nΪ�����ܶȡ�
֦����˹�����Ǿ����κ˺ͳ����ǰ������[22-23]�����ܹ���ȡ�TΪ
 (3)
(3)
ʽ�У���TcΪ�ɷֹ���ȣ�K����TtΪ����ѧ����ȣ�K����TrΪ��Һ�������ʹ���ȣ�K����TkΪ��������ѧ����ȣ�K��
�Ͻ�ġ�Tt����Tr�͡�Tk����С�����Ժ��Բ��ƣ���״���͵��ᾧ�������ٶ���KGTģ�ͼ��㣬�õ�֦����������ٶȶ���ʽ��
 (4)
(4)
ʽ�У�a2��a3Ϊ����ʽϵ������ϵ������CAFEģ�����ó���
1.2 ����ģ��
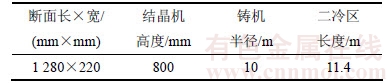
���ǵ��������̵������ظ��ԣ�ģ��ʱѡȡ���Ϊ6 mm����ƬΪ�о�������ͼ1��ʾ�������ƶ��߽編�������Ƭ�����ĵ����̹����Ǵӽᾧ����ڵ���ֱ����ȫ���̴������ǵ��ṹ�Գ��ԣ�ȡ��Ƭ�����1/4�����о�������Procast��mesh-2Dģ�����Ƭ���ֶ�ά������ͼ2��ʾ������������������������1��
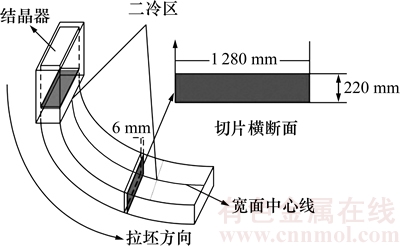
ͼ1 ģ��ʾ��ͼ
Fig. 1 Schematic of model
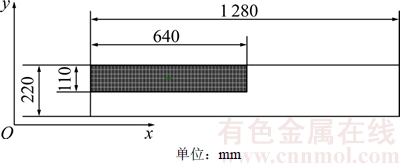
ͼ2 ����ʾ��ͼ
Fig. 2 Schematic of grid division
��1 ����������
Table 1 Parameters of casting machine
1.3 �߽�����
1.3.1 �ᾧ������
���ݽᾧ����ȴˮ�����������ڴ��²��������ᾧ��ƽ�������ܶȣ�
 (5)
(5)
 (6)
(6)
ʽ�У�tΪʱ�䣬s��zΪ��ᾧ����ھ��룬m��vcΪ�����ٶȣ�m/min��A��BΪ��ƽ��ϵ����
1.3.2 ����������
�����������Ӷ�����������������������η�Ϊ7������������ò�ͬ��ˮ��ǿ��[24]��
1������ϵ��Ϊ
 (7)
(7)
2~7������ϵ��Ϊ
 (8)
(8)
ʽ�У�hΪ����ϵ����W/(m-2��k)����Ϊ����ˮ���ܶȣ�L/(m2��s)��
1.3.3 ���任��
������������������Χ�����ķ��任�ȿ�����ʽ��ʾ��
 (9)
(9)
ʽ�У�qrΪ���任�������ܶȣ�W��m2����Ϊ��������������kΪ�������ϵ������bΪ���������¶ȣ��棻��aΪ�����¶ȣ��档
1.4 ���ղ���
�Ե�̼�ֳɷּ���2��
��2 ��̼�ֳɷ�(��������)
Table 2 Compositions of low-carbon steel %

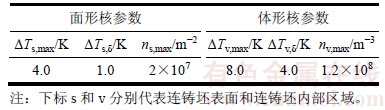
WANG��[11-13]�Ը��������κ˲������жԱ�ģ�⣬������˹�κ˷ֲ��������۽ṹ��Ӱ�졣�Ա������ó���̼���ڱ������������κ˲���������κ˲�������3��
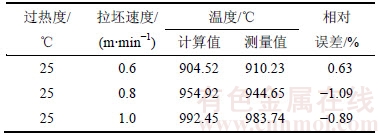
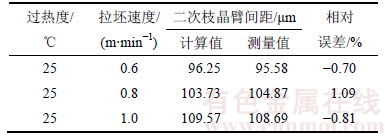
��������ģ�ͣ����������������������ʱ���������¶ȺͶ���֦���ۼ����ʵ�����Աȣ��ֱ����4�ͱ�5��ʾ���ɱ�4�ͱ�5��֪������������������Χ֮�ڣ��ʴ�ģ�;߱�Ӧ���ԡ�
��3 �κ˲���
Table 3 Nucleation parameters
��4 �¶ȵļ���ֵ�����ֵ�Ա�
Table 4 Comparison between calculated and measured temperatures
��5 ֦�����ļ���ֵ�����ֵ�Ա�
Table 5 Comparison between calculated and measured dendritic arm spacing
2 ��������
2.1 ���������¶�
2.1.1 �¶ȱ仯����
�ڹ��ȶ�Ϊ25 �棬�����ٶ�Ϊ0.8 m/minǰ���£��������������¶ȷֲ���ͼ��ͼ3(a)��ʾ������ͼ(1)~(4)�ֱ�Ϊ��������0.8��4.7��7.8��14.2 m�Ķ����¶ȷֲ�ͼ����ͼ3(a)��֪���������̽��У����������¶����½������У��Dz��¶��½��Ͽ죬�������ڽDz������ܵ������խ����ȴˮ��˫����ȴ����ȴǿ�ȴ����ӽᾧ����ڵ����������ڵĿ��������¶ȱ仯�����ͼ3(b)��ʾ����ͼ3(b)��֪����60 s֮ǰ(���ᾧ����)���������½����ʽϿ죬60 s�����������������½����ʱ��������������¶��ڶ��������ν��紦���ֻ��������������ڸ�ˮ���̹����з�������������仯���ڴ˹������ͷŴ���������DZ�ȣ�������ǰһ��ȴ������һ��ȴ���Ĺ����У���ȴˮ�����٣���ȴǿ�ȱ�С�����ԣ����ݵ����ǵ�����DZ�Ȳ��ܼ�ʱɢʧ�����¿��������¶Ȼ�����
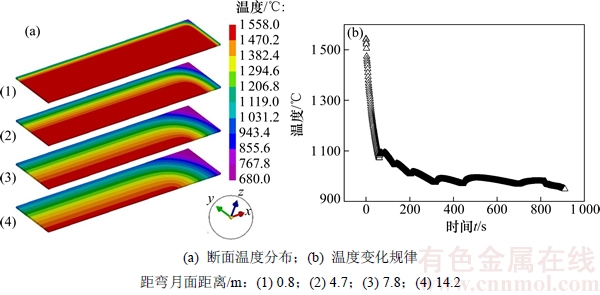
ͼ3 �¶ȷֲ����仯����
Fig. 3 Temperature distribution and change regulation
2.1.2 ���ղ���Ӱ��
���������������ٶ�Ϊ0.8 m/min����ȴ��������ǰ���£���ע��Һ���ȶȶԿ��������¶ȵ�Ӱ����ͼ4(a)��ʾ����ͼ4(a)��֪��������ʱ����ͬ������£����ȶ���35 �潵��15 �棬���������¶���Ӧ����Լ13 �棻���ȶ�ƽ��ÿ����10 �棬���������¶Ƚ���Լ6.5 �档����ԭ��Ϊ���������ٶȺ���ȴ��������ʱ�����ȶ�Խ�ߣ���������ȴ����Խ�������̵�Խ�٣����������������¶�Խ�ߡ�
����Һ���ȶ�Ϊ25 ��ʱ�������ٶȶ����������������¶ȵ�Ӱ����ͼ4(b)��ʾ����ͼ4(b)���Կ����������ٶ���1.0 m/min����0.6 m/min�����������������¶Ƚ���Լ100 �棻�����ٶ�ÿ����0.1 m/min�����������¶�ƽ������Լ25 �档�����������������ٶȽ��ͣ�������������ȴ��ͣ��ʱ��䳤���Ӷ������ȴǿ�ȱ��ͨ����ͬ����ʱ���½��������������ٶȽ��ͣ��������������¶Ƚ��͡�
2.2 ����֯��ò
2.2.1 ����ֲ�
�����ȶ�Ϊ25 �棬�����ٶ�Ϊ0.8 m/minʱ������������������֯��ò��ͼ5��ʾ����Һ����ᾧ�������ڽᾧ���ڴ�ɢ�����ʿ����д����Ǿ����κ˻��ף����ڱ����γ�ϸ�������˺ᾧ���ڱ�Һ̬�����������ͷŵĽᾧDZ�ȼ��ȣ��¶����ߣ������̵�ϸ������ᾧ����֮�������϶��ʹ��Һɢ�Ƚ����ѣ����¸�Һ��ȴ��������Һ�����¶��ݶȱ�С����������������������������״�����ɡ�������״�����������������IJ�λҺ̬�����¶Ƚ���Һ�������£������κ˶Թ���ȵ�Ҫ����Һ̬����������Ϊ�Ǿ����κ��ṩ���������ǣ�������Һ̬�������γɾ��ˣ���ʱ��Һ��ͬ����ɢ�ȣ������ڲ�ͬ�����ϵ������ٶȾ��ȣ����ᾧ���ֲ�����
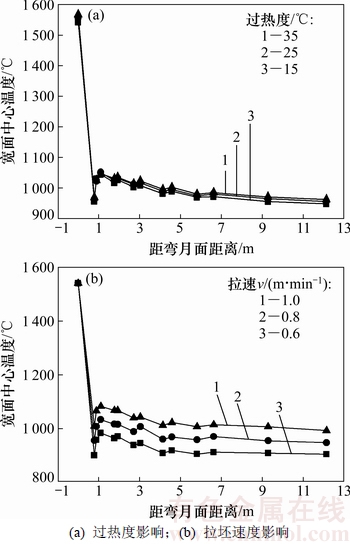
ͼ4 ���ղ����Կ��������¶ȵ�Ӱ��
Fig. 4 Effects of process parameters on wide surface center temperature
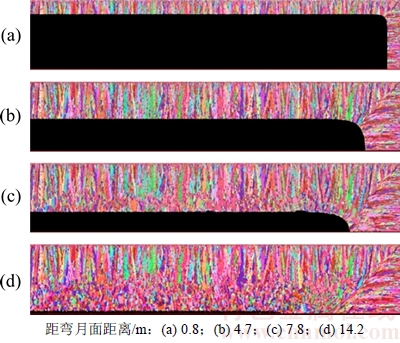
ͼ5 ��������ò�ֲ�
Fig. 5 Morphology distributions of sections
2.2.2 ���ղ���Ӱ��
��ˮ���ȶȺ������������ٶ��DZ�֤���������������������Ĺؼ����ղ��������ڴˣ��Թ��ȶ�15��25��35 �棬�����ٶ�0.8 m/minΪ��������ģ�⣬�����ͼ6��ʾ���Թ��ȶ�25 �棬�����ٶ�0.6��0.8��1.0 m/minΪ��������ģ�⣬�����ͼ7��ʾ���������Ϊ�����ȶ�����������ٶȼ�С������ʹ���ĵ��ᾧ�ʼ�С���Ա�ͼ6��ͼ7�ɵã������ٶȱ仯�����ĵ��ᾧ�ʵ�Ӱ��Ϲ��ȶȴ��ڹ�ҵ�����У�Ϊ�˻�ýϸߵĵ��ᾧ�ʣ����ݹ��ȶȺ������ٶȶԵ��ᾧ�ʵ�Ӱ�죬Ӧ��ȡ���ȶ��Լ��������ٶȣ����ǣ������ȶȹ��ͣ������������ʽ϶࣬�����������½��������ٶȹ���ʹ�������¶����ߣ����Ǻ�ȱ䱡��������©��
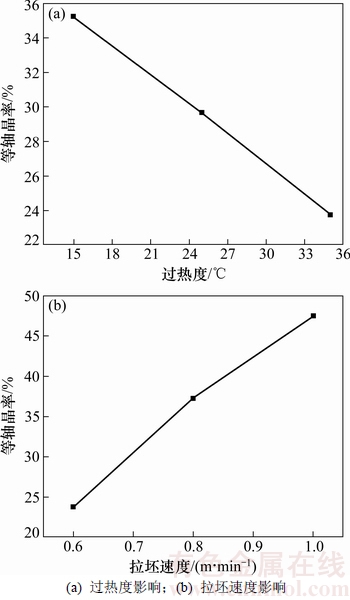
2.2.3 ���ղ����Ե��ᾧ��Ӱ��
���ĵ��ᾧ������ȶȺ������ٶȱ仯�ֱ��ͼ8���ɼ���1) ���ȶ���15 ������35 �棬���ĵ��ᾧ�ʼ�СԼ11.5%��2) �����ٶ���0.6 m/min����1.0 m/min�����ĵ��ᾧ������Լ23.8%����ԭ���ǣ�1) ���ȶ����������������ʱ������ܽ⣬�Ǿ����κ˻����٣�ʹ�κ˲��������仯������κ��ܶȼ�С�����µ��ᾧ�ʽ��͡�2) ����Һ���ȶ�����ʱ���ᾧǰ���γɵijɷֹ��������С��������������״�����������������ĵ��ᾧ������3) �����ٶ���������������ȴ��ͣ��ʱ���̣������ȴǿ�ȱ�С����״��ǰ�ع�Һ������¶��ݶȼ��٣��ٽ�������κ˺ͳ��Ӷ����ĵ��ᾧ����ߡ�
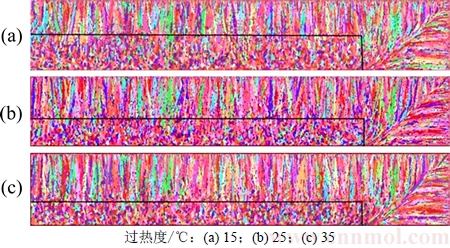
ͼ6 ���ȶȶ�����ò��Ӱ��
Fig. 6 Effect of superheating temperatrue on morphology
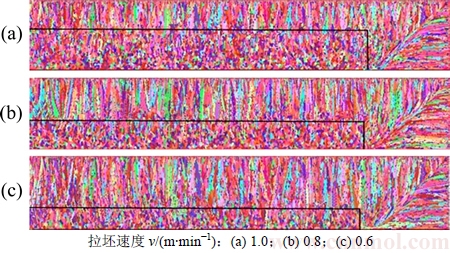
ͼ7 �����ٶȶ�����ò��Ӱ��
Fig. 7 Effect of tensile speed on morphology
ͼ8 ���ղ����Ե��ᾧ�ʵ�Ӱ��
Fig. 8 Effect of process parameters on equiaxed crystal rate
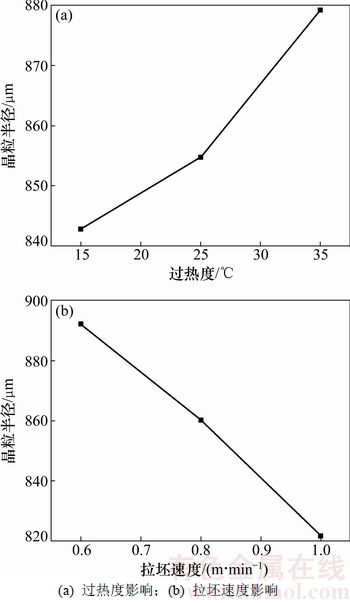
2.2.4 ���ղ����Ծ����뾶Ӱ��
ͼ9��ʾΪ���ȶȺ������ٶȶԾ����뾶Ӱ�졣��ͼ9��֪��1) ���ȶ����ߣ������뾶�������ɹ��ȶ�Ϊ15 ��ʱ842.7 ��m�������ȶ�Ϊ35 ��ʱ879.2 ��m��2) �����ٶ��������뾶��С����0.6 m/minʱ892.2 ��m����1.0 m/minʱ��821.7 ��m������ԭ��Ϊ��1) ���ȶ�Խ�ߣ��Ǿ����κ���ĿԽ�٣���λ���������ĿԽ�٣�ÿ��������������ռ���������վ���ƽ���뾶Խ��2) �����ٶ�Խ�ߣ������������ȴǿ�ȱ�ͣ���״��ǰ�ع�Һ������¶��ݶ�ԽС����������Χ������κ�������λ����о�����ĿԽ�࣬ÿ��������������ռ��С����������������ƽ���뾶ԽС��
ͼ9 ���ղ����Ծ����뾶��Ӱ��
Fig. 9 Effect of process parameters on grain radius
2.3 ����֦���ۼ��
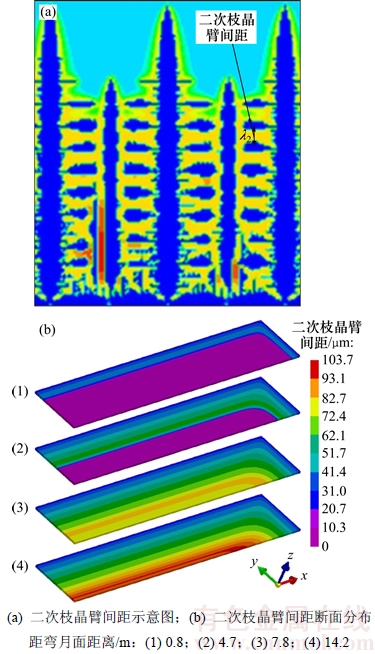
2.3.1 ����ֲ�
����֦���ۼ��������2������֦��������֮��ľ��룬���������������ֲ�����ʱ�䣬����ʾ��ͼ��ͼ10(a)��ʾ�������ȶ�Ϊ25 �棬�����ٶ�Ϊ0.8 m/minʱ����������������������֦���ۼ��ֲ���ͼ10(b)��(1)~(4)�ֱ�Ϊ��������0.8��4.7��7.8��14.2 m�Ķ���֦���ۼ�����ֲ�ͼ����ͼ10��֪������֦���ۼ����Һ����ʱΪ0���ڹ����У��������̵Ľ��У����䣬ֻ�ڹ�Һ����������������֦���ۼ��Ӱ������浽�����������ɱ����20.7 ��m�����������ĵ�103.7 ��m������ԭ��Ϊ�����������������沿����ȴǿ�Ƚϴ���ȴ�ٶȽϿ죬��Һ����������ʱ��϶̣�����ʱ��϶̣�������������ǰ�������IJ�λ�ƶ�ʱ������DZ�ȵ��ͷ�ʹ��ȴǿ�ȱ�С���Ӷ���ȫ��������ʱ��䳤��
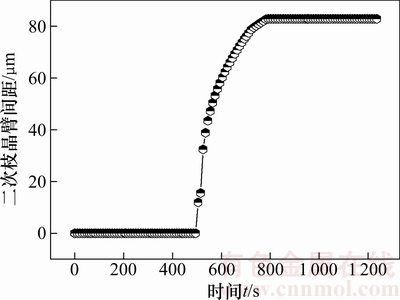
2.3.2 �仯����
Ϊ�о�����ij�����֦���ۼ��仯���ɣ�ȡ������������85 mm��ij�㲢�Թ��ȶ�25 �棬�����ٶ�0.8 m/minΪ��������ģ�⣬�����ͼ11��ʾ������֦���ۼ��ı仯�������Ϊ��1) ����֦���ۼ����0~500 sʱ�����Ϊ0 m���������ڹ��ȶȴ��ڣ�������δ���̣�û�ж���֦�����ɣ��ʼ��Ϊ0 m��2) ��500 s��ʼ������ǰ�ص���85 mm��������֦����ʼ�������ֻ�������֦���ۼ���������������ٶ���������ԭ��ɹ��Ϊ������Ũ���ݶȵĴ��ڽ���ʹ������ɢ�����������ϸ֦�����ܽ�ʹ�֦��������ֻ������Һ��ǰ���нϴ����ȣ���ȴ���ʽϿ죬Һ��������Ҳ�ã���֦����������Ͽ졣�������̵Ľ��У��ᾧDZ���ͷ�ʹ����ǰ���¶��ݶȱ�С������ȱ�С��֦�������������ֻ�Ч��Ҳ�仺��������¶Ƚ���Ҳʹ��״�������Ա���������������ϸС֦�����ױ��ܽ⣬�ִ�֦��Ҳ���������֡�3) ��780 s����������ȫ�����̣�����֦���ۼ��Ҳֹͣ����
ͼ10 ����֦���ۼ��ʾ��ͼ������ֲ�
Fig. 10 Schematic of secondary dendritic arm spacing and distribution of sections
ͼ11 ����֦���ۼ��仯����
Fig. 11 The variation law of secondary dendritic arm spacing
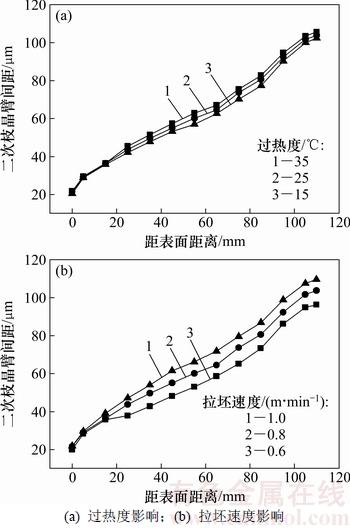
2.3.3 ���ղ���Ӱ��
�������������ٶ�0.8 m/min����ȴ��������ǰ���£��ı佽ע��Һ���ȶȣ�������������֦���ۼ��Ӱ����ͼ12(a)��ʾ����18 mm֮ǰ�����Ź��ȶȽ���֦���ۼ��仯����18 mm֮���ȶ���35 �潵��15 �棬�仯��������6 ��m�����ȶ���35 �潵��25 �棬�仯��������3 ��m����ԭ���ǣ�1) ���������沿λ��ȴǿ�Ƚϴ��ȶ����߶�������ʱ��Ӱ���С���ʶ���֦���ۼ��仯��С��2) ���ȶ���ߣ�����������ʱ��Ҫɢ����������������ȴ����һ��������£�����ʱ����֮�ӳ����ʶ���֦���ۼ������
�ڹ��ȶ�Ϊ25 �棬�����ٶ�Ϊ0.6��0.8��1.0 m/min������ģ�������֦���ۼ��仯�����ͼ12(b)��ʾ����ͼ12(b)�ɼ�����18 mm֮ǰ�����������ٶ����ӣ�֦���ۼ��仯����18 mm֮�������ٶ���1.0 m/min����0.6 m/min��֦���ۼ���СԼ13 ��m�����ȶ���1.0 m/min����0.8 m/min��֦���ۼ���СԼ6 ��m��ԭ��ɹ��Ϊ�������ٶ���������������ȴ��ͣ��ʱ���̣������ȴǿ�ȱ�С���Ӷ����������̹�������Ҫ����ʱ�䣬������֦���ֻ��������������ٶ�������֦���ۼ��Ҳ��֮������֦���ۼ��������ʹ������ƫ��������أ�Ϊ�˼�Сƫ�����������Ĺ��ղ���Ӧ��ȡ���ȶȡ��������ٶȡ�
ͼ12 ���ղ����Զ���֦���ۼ���Ӱ��
Fig. 12 Effect of process parameters on secondary dendrite arm spacing
2.3.4 ����֦���ۼ������ȴ�ٶȵĹ�ϵ
������������֦���ۼ��������Һ��������ȴ�ٶȺͷ�ƽ������ʱ�䣬EI-BEALY��[25-26]����̼������ȡֵ��Χ�ֱ������ȴ�ٶȦź;ֲ�����ʱ��tf���������֦���ۼ�ࡣYOUNG-MOK��[27]���ݲ�ͬ�о����ڲ�ͬ��ȴ���ʺ���̼���������µ�ʵ�����ݣ�ͨ����ϻع�õ�����֦���ۼ�����ʽ���ۺ������о�����֦���ۼ������ȴ�ٶȵĺ�����ϵ�ɹ��Ϊ��
 (10)
(10)
 (11)
(11)
ʽ�У�a��bΪ��������Ϊ��ȴ�ٶȣ��桤s-1��tfΪ��ƽ�������¶����䣬�棻��tsΪ�Ͻ�ֲ�����ʱ�䣬s��
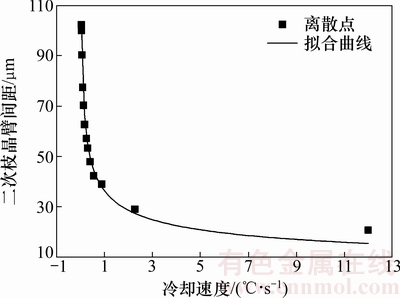
���������֦���ۼ������ȴ�ٶȵĶ�Ӧ��ϵ������Origin��������������ϻع鴦����ͼ13��ʾ��
ͼ13 ����֦���ۼ������ȴ�ٶȵĹ�ϵ
Fig. 13 Relationship between secondary dendritic arm spacing and cooling rate
��ͼ13�ɵõ�̼��������������֦���ۼ������ȴ�ٶ�֮�����Ϻ�����ϵΪ
y = 36.31 x-0.35 (12)
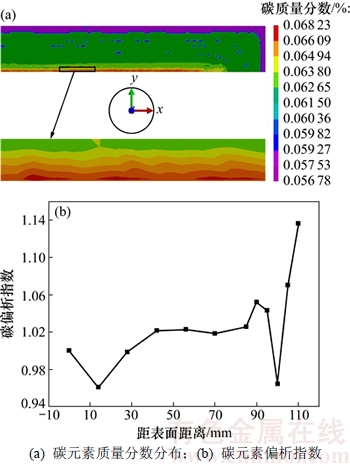
2.4 ̼Ԫ������ƫ��
�����ȶ�Ϊ25 �棬�����ٶ�Ϊ0.8 m/minʱ�������������������ĩ�˺������̼Ԫ�طֲ��������ͼ14��ʾ����ͼ14��֪��1) ̼Ԫ�طֲ��ɱ�����ɫ���ɵ����ĺ�ɫ��̼Ԫ�������Ĵ����ֽ�������ƫ���������Ĵ�̼ƫ��ָ���ɴ�1.14��2) ����������ƫ��ָ��ԼΪ1.02���ھ��������19 mm����ƫ��ָ��ͻȻ������3) ̼Ԫ���������߸����γɸ�ƫ����������ԭ��Ϊ��1) �������̽��渽��ѡ�ֽᾧ������ĩ��֦���主�����ʸ�Һ�����ͻ��۶��γ�����ƫ����2) ����ĩ�ڰ������IJ�λ���������ɿ���������ѹ�����IJ�λ����֦���主���Ͻ�Ԫ�صĸ�Һ�����IJ������Ӷ��������߸������ָ�ƫ������3) ��״������ǰ������ѡ�ֽᾧԵ�ʣ�Ԫ�ظ�������״��ǰ�أ�����״������ᾧ����ʱ�����ڵ��ᾧ���������������Ի�Ӱ�����ʴ��䣬�������Ԫ�ؾۼ���������֯�Ľ��紦�γ���ƫ����
��ͼ14(a)����֪��̼Ԫ������ƫ������ֲ������������������ϣ���ƫ���������������dzʷ�ɢ�ĵ�״�ֲ���ģ��������־�յ�[28]�Թ��߸ְ���ƫ����ʵ�����Ǻϡ�
ͼ14 ̼Ԫ�طֲ���ƫ��ָ��
Fig. 14 Distribution and segregation index of carbon element
3 ����
1) ���������ν��紦�����¶Ȼ������Dz������¶��½��Ͽ졣�����ٶȺ��ȶȽ��;���ʹ�����������������¶Ƚ��ͣ����ȶȴ�35 �潵��15 �棬�������������¶Ƚ���Լ13 �棬�����ٶȴ�1.0 m/min����0.6 m/min���������������¶Ƚ���Լ100 �棬�Աȵó������ٶ�Ӱ��Ϲ��ȶȴ�
2) ���ȶ���35 �潵��15 �棬���ĵ��ᾧ�ʴ�23.7%����35.2%�������뾶��С36.5 ��m�������ٶ���1.0 m/min����0.6 m/min�����ĵ��ᾧ���ʴ�47.5%����23.7%�������뾶����70.5 ��m��Ϊ�õ��ϸ߱��ʵĵ��ᾧ�ͽ�С�ľ����뾶��Ӧ���õ��ȶȡ��������ٶȡ�
3) Һ��������֦���ۼ��Ϊ�㣬�������̽��У�֦���ۼ��������ֱ���ֲ�����������ȫ��֦���ۼ��ֹͣ�����������������ϴӱ��浽���ģ�����ʱ��䳤������֦���ۼ���������ȶȽ��ͺ������ٶȼ�С������ʹ����֦���ۼ���С��
4) ���ڸ�Һ���̹��̵�ѡ�ֽᾧ����Һ��̼Ԫ�غ��������ߣ������̵ĸ�Һ��̼Ԫ�غ����ϸߣ��γ�ƫ����̼Ԫ���ڰ������Ĵ�ƫ�������أ��������߸����γɸ�ƫ����̼Ԫ������ƫ���������������dzɵ�״�ֲ��ڰ����������ϡ�
�ο����ף�
[1] ���, ���ʤ, ����, ��. ������ƫ��ģ�͵����������������������о�[J]. ����ѧ��, 2014, 50(12): 1505-1512.
DOU Kun, QING Jiasheng, WANG Lei, et al. Research on internal crack susceptibility of continuous-casting bloom based on micro-segregation model[J]. Acta Metallurgica Sinica, 2014, 50(12): 1505-1512.
[2] ����ѫ, ���, �Ż�, ��. ��������������չ�������𤵯���Է���[J]. ����ѧ��, 2010, 46(1): 91-96.
FU Jianxun, LI Jingshe, ZHANG Hui, et al. Visco elastic plastic analysis of the spreading phenomenon in secondary colling zone of continuous casting slab[J]. Acta Metallurgica Sinica, 2010, 46(1): 91-96.
[3] OSORIO W R, SPINELLI J, CHEUNG N, et al. Secondary dendritic arm spacing and solute redistribution effects on the corrosion resistance of Al-10 wt% Sn and Al-20 wt% Zn alloys[J]. Materials Science and Engineering A, 2006, 420(2): 179-186.
[4] �ٺ��. ���������̹�����ģ���о�[D]. �Ϻ�: �Ϻ���ѧ���Ͽ�ѧ�빤��ѧԺ, 2013: 2-10.
ZHONG Honggang. Thermal simulation of solidification process of continuous casting slab[D]. Shanghai: Shanghai University. School of Materials Science and Engineering, 2013: 2-10.
[5] HUANG X, THOMAS B G, NAJJAR F M, et al. Modeling superheat removal during continuous casting of steel slab[J]. Metall Mater Trans B, 1992, 23(3): 339-356.
[6] LOUHENKILPI S, LAITINEN E, NIEMINEN R, et al. Real-Time simulation of heat transfer in continuous casting[J]. Metall Mater Trans B, 1993, 24(4): 685-693.
[7] SEDIAKO D, SEDIAKO O, KUAN Julin, et al. Some aspects of thermal analysis and technology upgrading in steel continuous casting[J]. Canadian Metallurgical, 1999, 38(5): 377-385.
[8] �̿���, ��Ԫ��. ���������������̴�����ѧģ��[J]. ����ѧ��, 1983, 19(1): 115-122.
CAI Kaike, WU Yuanzeng. Heat transfer mathematical model of continuous slab ingot solidification[J]. Acta Metallurgica Sinica, 1983, 19(1): 115-122.
[9] RAPPAZ M, GANDIN A C. Probabilistic modeling of microstructure formation in solidification processes[J]. Acta Mactallurgical ct Macterialia, 1993, 41(2): 345-351.
[10] ZHU M F, HONG C P. A modified cellular auto-maton model for the simulation of dendritic growth in solidification of alloy[J]. ISIJ International, 2001, 41(5): 436-445.
[11] WANG Jinlong, WANG Fuming, LI Chongrong, et al. Simulation of 3D-microstructure in free-cutting steel 9SMn28 under cooling condition with convection and porosity[J]. ISIJ International, 2010, 50(2): 222-227.
[12] WANG Jinlong, WANG Fuming, LI Chongrong, et al. Simulation of solidification microstructure and columnar to equiaxed transition in free-cutting steel 9SMn28 based on a CAFE method[J]. Steel Research International, 2010, 81(2): 150-157.
[13] WANG Jinlong, WANG Fuming, ZHAO Yanyu, et al. Numerical simulation of 3D-microstructure in solidification processes based on a CAFE method[J]. Metallurgy and Materials, 2009, 16(6): 640-647.
[14] ���, ��ΰ��. ��̼��С������һ��֦���ۼ���Ӱ������[J]. �����Ƽ���ѧѧ��, 2007, 29(1): 25-29.
FENG Jun, CHEN Weiqing. Influence factors of primary dendritic arm spacing in high carbon steel billets[J]. Journal of University of Science and Technology Beijing, 2007, 29(1): 25-29.
[15] ���, ��ΰ��, ����, ��. ���������Ը�̼��С��������֦���ۼ���Ӱ��[J]. ����, 2006, 41(9): 37-39.
FENG Jun, CHEN Weiqing, HAN Jing, et al. Effect of casting parameters on high carbon steel billet secondary dendritic arm spacing[J]. Iron & Steel, 2006, 41(9): 37-39.
[16] ������, ���ٺ�, ����ɭ, ��. 45�Ÿֶ���֦���ۼ������ȴ�ٶȵĹ�ϵ[J]. �����о�ѧ��, 1993, 51(4): 1-4.
CHENG Mingtao, TANG Zhonghe, NI Mansen, et al. The relationship between the secondary dendritic arm spacing and the cooling rate of 45 steel[J]. Journal of iron and Steel Research, 1993, 51(4): 1-4.
[17] PIEXER R, BEMHAND C. On the influence of carbon on secondary dendrite arm spacing in steel[J]. Journal of Material Science, 2008, 43(21): 6938-6943.
[18] ������, �, «��, ��. �ᾧѹ������ղ�ѹ�������Ͻ����֦������Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(5): 1194-1199.
[19] YAN Qingsong, YU Huan, LU Gang, et al. Effect of crystallization pressure on the secondary dendrite arm spacing of vacuum differential pressure casting aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1194-1199.
[20] ������, �ž�, ����, ��. ���峬�´�����DD3�������ºϽ����֦������Ӱ��[J]. ����ѧ��, 2008, 44(2): 155-158.
ZOU Minming, ZHANG Jun, LIU Lin, et al. Effect of melt super temperature treatment on the secondary dendrite arm spacing of DD3 single crystal superalloy[J]. Acta Metallurgica Sinica, 2008, 44(2): 155-158.
[21] ������, ���ʸ�, ����, ��. ��̼������̼������������ʼ���̵ĶԱ��о�[J]. ���̿�ѧѧ��, 2016, 38(5): 650-657.
ZUO Xiaojing, LIN Rengan, WANG Ning, et al. Comparative study on the initial solidification behavior of continuous casting billets between low-carbon steel and medium-carbon steel[J]. Chinese Journal of Engineering, 2016, 38(5): 650-657.
[22] ������, ������, ��˸, ��. ������̼��һ��֦���ݱ���ֵģ�⼰����������[J]. ����ѧ��, 2016, 65(16): 166101.
ZUO Xiaojing, MENG Xiangning, HUANG Shuo, et al. Morphology simulation and mechanical analysis of primary dendrites for continuously cast low carbon steel[J]. Acta Phys Sin, 2016, 65(16): 166101.
[23] �Ŷ���, ������, ����, ��. �������ʽ����������������֯����ֵģ��[J]. ���켼��, 2015, 36(9): 2271-2275.
ZHANG Dongxiao, CHANG Qingming, FANG Jian, et al. Numerical simulation of solidification microstructure of large section vertical semi continuous casting slab[J]. Foundry Engineering, 2015, 36(9): 2271-2275.
[24] �ܾ���, ������. ��̼��С��������֦�������Pƫ���Ĺ�ϵ[J]. ���ͻ�е, 2013(4): 30-33.
ZHOU Jinglong, QI Lijun. The relation between the secondary dendrite arm spacing in high carbon steel and segregation phosphorus[J]. Heavy Machinery, 2013(4): 30-33.
[25] EI-BEALY M, THOMAS B G. Prediction of dendrite arm spacing for low alloy steel casting processes [J]. Metallurgical and Materials Transactions B, 1996, 27(4): 689-692.
[26] ��ޱ. �����������̹�������֯��ģ���о�[D]. ����: ������ѧ������ұ��ѧԺ, 2010: 19-20.
GUO Wei. Simulation of microstructure for steel solidification during slab continuous casting process[D]. Shenyang: Northeastern University. School of Materials and metallurgy, 2010: 19-20.
[27] YOUNG-MOK W, THOMAS B G. Simple model of microsegregation during solidification of steels[J]. Metallurgical and Materials Transactions A, 2001, 32(7): 1755-1767.
[28] ��־��, ���»�, �Ƹ���, ��. ���߸����������İ���ƫ����������֯[J]. �����Ƽ���ѧѧ��, 2014, 36(6): 751-756.
XU Zhigang, WANG Xinhua, HUANG Fuxiang, et al. Semi macrosegregation and solidification structure of pipeline steel continuous casting slab[J]. Journal of University of Science and Technology Beijing, 2014, 36(6): 751-756.
(�༭ �Կ�)
�ո����ڣ�2016-12-10�������ڣ�2017-03-26
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51004031)�������У��������ҵ���������Ŀ(N140205002)(Project(51004031) supported by the National Natural Science Foundation of China; Project(N140205002) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ�����������ʿ�������ڣ����¸�Ʒ�ʸ������о���E-mail��mengxn@smm.neu.edu.cn
ժҪ�������ƶ��߽編�����̼����������ȫұ���¶ȳ�������CAFE���ģ��ģ����������Ϊ��������ȶȺ������ٶȶ������������¶ȡ����������֯��ò������֦���ۼ���Ӱ�죬���������֦���ۼ������ȴ�ٶȹ�ϵ��̼Ԫ������ƫ�����о�������������ȶȺ������ٶȽ��;���ʹ���������¶Ⱥ����Ķ���֦���ۼ���½����������ٶȵ�Ӱ���Ϊ�����������ٶ�Խ�����ĵ��ᾧ��Խ�ߣ������뾶ԽС��������������������������ȶȶ����ĵ��ᾧ�ʼ������뾶Ӱ���С������֦���ۼ���ڹ�Һ���������ɲ�������֦���ۼ������ȴ�ٶ�֮���ָ����ϵ��������������ƫ������ʵ�״�ֲ����������ϣ����ƫ��ָ��Ϊ1.14�����IJ�λ��ѹ�����ٽ�֦���主�����ʸ�Һ���������߸����γɸ�ƫ����
[1] ���, ���ʤ, ����, ��. ������ƫ��ģ�͵����������������������о�[J]. ����ѧ��, 2014, 50(12): 1505-1512.
[2] ����ѫ, ���, �Ż�, ��. ��������������չ�������𤵯���Է���[J]. ����ѧ��, 2010, 46(1): 91-96.
[4] �ٺ��. ���������̹�����ģ���о�[D]. �Ϻ�: �Ϻ���ѧ���Ͽ�ѧ�빤��ѧԺ, 2013: 2-10.
[8] �̿���, ��Ԫ��. ���������������̴�����ѧģ��[J]. ����ѧ��, 1983, 19(1): 115-122.
[14] ���, ��ΰ��. ��̼��С������һ��֦���ۼ���Ӱ������[J]. �����Ƽ���ѧѧ��, 2007, 29(1): 25-29.
[15] ���, ��ΰ��, ����, ��. ���������Ը�̼��С��������֦���ۼ���Ӱ��[J]. ����, 2006, 41(9): 37-39.
[16] ������, ���ٺ�, ����ɭ, ��. 45�Ÿֶ���֦���ۼ������ȴ�ٶȵĹ�ϵ[J]. �����о�ѧ��, 1993, 51(4): 1-4.
[20] ������, �ž�, ����, ��. ���峬�´�����DD3�������ºϽ����֦������Ӱ��[J]. ����ѧ��, 2008, 44(2): 155-158.
[21] ������, ���ʸ�, ����, ��. ��̼������̼������������ʼ���̵ĶԱ��о�[J]. ���̿�ѧѧ��, 2016, 38(5): 650-657.
[22] ������, ������, ��˸, ��. ������̼��һ��֦���ݱ���ֵģ�⼰����������[J]. ����ѧ��, 2016, 65(16): 166101.
[23] �Ŷ���, ������, ����, ��. �������ʽ����������������֯����ֵģ��[J]. ���켼��, 2015, 36(9): 2271-2275.
[24] �ܾ���, ������. ��̼��С��������֦�������Pƫ���Ĺ�ϵ[J]. ���ͻ�е, 2013(4): 30-33.
[26] ��ޱ. �����������̹�������֯��ģ���о�[D]. ����: ������ѧ������ұ��ѧԺ, 2010: 19-20.
