
���±�ţ�1004-0609(2011)05-1038-07
��Ǧ����ͭ-��˫������в��ϵ�Ħ��ѧ����
���ӹ�, �ָ���, ������, �� ͦ, �Ὠ��, �� ��
(�Ϸʹ�ҵ��ѧ Ħ��ѧ�о������Ϸ� 230009 )
ժ Ҫ��
���ó����ĩұ���Ʊ���Ǧ����ͭ-��˫������в��ϣ���HDM-20����Ħ��ĥ��������Ͻ��б߽��������µ�Ħ��ĥ�����飬������Ǧ����ͭ-��˫������в��ϵļ�Ħ����ճ�����ܼ������������������͵�ͭǦ��в���(Cu10Sn10Pb)��ͭ���Ͻ���ϵ����ܽ��жԱȡ������������Ǧ����ͭ��в����еĵ��۵���Ԫ��(�۵�Ϊ271 ��)���谭����Ĥ���Ѷ������Ħ�����ֲ������ֱ�ӽӴ������ֳ��Ϻõļ�Ħ�Ϳ�ճ�����ܣ����麬��Ϊ3.0%(��������)ʱ����Ǧ����ͭ����в��ϵļ�Ħ����ճ��ҧ���������ã�����������ǿ���ӽ������ڵ���ͭǦ��в��ϵ����ܡ�
�ؼ��ʣ�
����ͭ������в�������Ǧ��Ħ��ѧ������
��ͼ����ţ�TH 117.1���� ���ױ�־�룺A
Tribological performance of lead-free Bi-contained
copper-steel bimetal bearing materials
YIN Yan-guo, LIN Fu-dong, JIAO Ming-hua, XIE Ting, YU Jian-wei, TIAN Ming
(Institute of Tribology, Hefei University of Technology, Hefei 230009, China)
Abstract: Lead-free Bi-contained copper-steel bimetal bearing materials were prepared by powder metallurgy method, their friction and wear tests were conducted by using the HDM-20 tribometer under boundary lubrication conditions. The anti-friction, anti-adhesion and load carrying capacity of the lead-free Bi-contained copper matrix bearing materials were also analyzed and compared with those of the typical copper-lead bearing material (Cu10Sn10Pb). The results show that the addition of Bi can improve the anti-friction and anti-adhesion performances of the bearing materials because Bi with lower melting point (271 ��) can be melted and move to the surface to prevent the direct contact of counterfaces as the oil films rupture during sliding, which results in good performances of anti-friction and anti-adhesion. To achieve better performances of anti-friction, anti-adhesion and load carrying capacity of the bearing materials, the optimal addition of Bi is 3.0% (mass fraction) under increasing loads, their performances are close to or better than those of the typical copper-lead bearing materials.
Key words: Bi-contained copper; bearing material; lead-free; tribological properties
ͭ��˫������в�����Ǧ��ͭ-��˫��������Ϊ�������ֲ��Ͼ��нϸߵij��������Ϳ�ƣ��ǿ�ȣ�ͬʱ���������õļ�Ħ��Ƕ�����ܵȣ���ȥһֱ����Ϊ���������в��ϣ��õ��˹㷺��Ӧ��[1-4]��Ȼ����Ǧ��һ���ж�Ԫ�أ����Ż���������ʶ������ǿ����Ʒ��Ǧ����Ϊ��Ȼ����[5-7]������������̳�̨�˶Ժ�Ǧͭ�Ͻ�Ӧ�õ����Ǧ��ͭ��Ӧ�ý������ϸ�����ƣ��ر��ǹ��ʱ�ISO4383?2000������һ����Ҫ��ע�ͣ����������ڻ���Ҫ������ijЩǦ����ϵ�ʹ ��[8]������ˣ�Ѱ����Ǧͭ����в��������ͳͭǦ�Ͻ���в����Ѿ��̲��ݻ��������۵����Ԫ�����������Ǧ�����ƣ���ͭ�������ܣ�����������̬��ʽ������ͭ�����Ͻ��У��ԺϽ�����ǿ��Ӱ���С��Ħ����������Ħ�����������ۻ�����Ħ�������γɾ��п�ճ�ͼ�Ħ���õ�Ĥ���Ӷ�����Ħ������Ħ���������������ȶ��ԣ�ʹ�Ͻ�ĥ������Ħ���������¶Ƚ��͵ȣ����������������ϲ����еõ�Ӧ��[9-11]��������Ԫ��������ͭ����в�����Ҳ�������Ħ�Ϳ�ճ�����ã�������������Ǧͭ�鸴�ϲ��ϵ�Ӧ���о��� ��[12-15]��Ȼ����Ŀǰ������Ǧͭ����в��ϵ�Ħ��ĥ�����ܼ������о��ı������١�Ϊ��, �������߲��ó���ķ�ĩұ���Ʊ�ͭ����ͭǦ��ͭ��˫������в��ϣ��о�ͭ����в����ڲ�ͬ���������µ�Ħ��ĥ�����Լ��麬������Ħ��ѧ���Ե�Ӱ�죬������͵�ͭǦ˫������в���(Cu10Sn10Pb)�����ܽ��жԱȣ�Ϊ�о�����������Ǧͭ��˫������в����ṩ���ۻ�����
1 ʵ��
�Ȱ��ձ�1���䷽���о�ȷ��������ֻ�Ͼ��ȣ�����Ϻ��ͭ�Ͻ���̸��ڽྻ��������ͭ��̼�ְ�ĵײ�����ϡ��̷ۺ��Ϊ0.60~0.70 mm�����ϵ��ս��ڸ��������ս�¯�н��У����ð��ֽ�����(N2��H2)�������ս����յ���Ҫ�����ǿ��ƺϽ���뻷��֮��Ļ�ѧ��Ӧ��������ԭ��ĩ�������������Ĥ���ٽ��ս�ͷ�ֹ���Ͻ�һ�����������á��ս��¶Ⱥͱ���ʱ��ֱ�Ϊ��һ���ս��¶�850~880 �棬����ʱ��15~20 min�������ս��¶�820~860 �棬����ʱ��15~20 min����������Ϊ���ְ�������ϡ��ְ��ͭ��������̷ۡ��ս�����ơ����ա�������˫������ġ��ò����ۺ��˸ְ���ĵĸ�ǿ����ѧ���ܺ�ͭ���Ͻ���������ļ�Ħ����ĥ���ԡ�
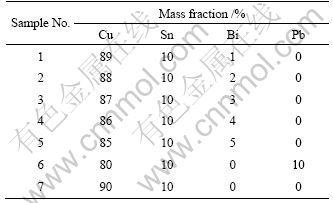
��1 �������ϵ����
Table 1 Compositions of samples
Ħ��ĥ�����������Ƶ�HDM-20�Ͷ���Ħ��ĥ��������Ͻ��У�Ħ�����ĽӴ���ʽ��ĥ����״��ͼ1��ʾ������Բ������Ϊ˫������ģ��ߴ�Ϊֱ��53 mm�����2.35 mm����ĥ������Ϊ���45#�֡�Ӳ��Ϊ47~53 HRC�������Ӵ��ߴ�Ϊ�ھ�22 mm���⾶30 mm����������Ϊ��������Ħ�����ٶ�1.089 m/s���غɷֶ��غͱ���������ʽ������ʱ���غ�Ϊ1 200 N��ʱ��Ϊ60 min������ʱ������ط�ʽ��ͼ2��ʾ�������غɴ�800 N��ʼ���ܺ�15 min���ټ��ص�1 200 N����10 min��Ȼ��ÿ��10 min����һ�Σ�ÿ���غ����ӷ���Ϊ400 N����Ħ������ͻȻ������Ħ���������¶ȼ�������ʱ����ֹͣ���顣������������ܼ��ϵͳ�Զ���¼��������е�ƽ��Ħ������(˲̬Ħ������)��Ħ���¶ȵ��������ݡ�ÿ��������Ϊ3��ƽ����������ƽ��ֵ��������ĥ����ȱ�ʾ���ϵ�ĥ��̶�, ���ù�ѧ������ɨ��羵����������ĥ�۱�����ò��̽����Ħ��ĥ�����ܼ�������

ͼ1 Ħ�����ĽӴ���ʽ��ĥ����״
Fig.1 Contact mode of friction couples and shape of wear scar

ͼ2 ����ʾ��ͼ
Fig.2 Schematic diagram of variation of load with time
2 ���������
�����ڱ��غɺͽ�������������Ħ��ĥ�����飬������Ǧͭ����в��ϵļ�Ħ�Ϳ�ճ�����ܼ�������������ڽ��ж���Ħ��ĥ������ʱ������ý�����������Ħ������������ʼ�մ��ڽ��ܽӴ���Ħ�����䴦�ڱ߽���״̬���ֲ���ֱ�ӽӴ����ɱ��⣬���˺�ճ������Ҫĥ��ʧЧ��ʽ����ĽӴ�����������е��¾ֲ��Ӵ����¶ȿ������ߣ����ֲ������¶���������۵�(271.4 ��)����ʱ��ͭ����в���������̬�������ӽӴ���������ͼ3��ʾ���麬��Ϊ5.0%(��������)����Ǧͭ����в���������������淢�ֵ���״�����������SEM����EDS���ס�EDS����������������Ҫ�ɷ�Ϊ�����飬���ʵ��۵�������������Խ��ͽӴ���ļ���ǿ�ȣ�����ճ�ŵķ���������Ĥ����С�������ڸ���Ħ�����ļ�Ħ�Ϳ�ճ�����ԡ�
��Ǧͭ����в���Ħ������Ħ����������Ʒ��������2 mm�����¶ȱ仯���߷ֱ���ͼ4��5��ʾ����ͼ4��5���Կ�������һ���غ������£�Ħ������Ħ�������ϵͶ��ȶ�������ƽ�ȣ�Ħ������������Ҳƽ�ȣ����غɳ���ijһֵʱ��Ħ������Ħ�������������¶ȿ������������������������֣�������ѳ��ֲ��˺�ճ�ţ�Ħ����ʧЧ�����غɶ�Ӧ����Ǧͭ����в��ϵij�����������ֵ���麬������Ǧͭ����в���Ħ������Ħ��������������������Ӱ��ϴ��麬����һ��ѷ�Χ�����麬��Ϊ2.0%~3.0%ʱ����Ǧͭ����в��ϵļ�Ħ�Ϳ�ճ���������á�����������ǿ�����麬��Ϊ3.0%����Ǧͭ����в��ϵ�������á����غɴ�0.8 kN����2.0 kNʱ�����Ħ�Ϳ�ճ�����ܼ��������غɵ�Ӱ�죬Ħ������Ħ������һֱά����0.05���ң�Ħ�����ı�����������Ҳ��ͣ����غ�����2.4 kNʱ��Ħ������Ħ������������¶��������������غ�����2.8 kNʱ��Ħ������Ħ������������¶ȿ������������������Ե�����������Ħ������������ճ�ź�ҧ�϶�ʧЧ���麬��Ϊ1.0%����Ǧͭ����в��Ͼ��нϲ�ļ�Ħ�Ϳ�ճ�����ܣ����غɳ���1.6 kNʱ��Ħ��������������ճ�ź�ҧ�϶�ʧЧ�������������麬���ϵ�ʱ���ֲ��Ӵ����������������٣�ʹ��ճ�ź�˺�ѷ����ļ������������Ħ�Ϳ�ճ�������Լ��������������麬��Ϊ2.0%~3.0%����Ǧͭ����в��ϵ���Ӧ���ܡ����麬��Ϊ4.0%��5.0%����Ǧͭ����в���Ҳ���ֽϲ�Ŀ�ճ�ź�ҧ�����ܣ����غɷֱ�Ϊ1.2��1.6 kNʱ��Ħ������������ճ�ź�ҧ�϶�ʧЧ�������������£����۵����������Ҫ��Эͬ�������ã������ڸ���Ħ�����ļ�Ħ�Ϳ�ճ�����ԣ������Ǧ��Ƚϴ࣬���麬���ϸ�ʱ���۳�������������࣬���ϸߵ������¶��½����ٴ����ڻ�״̬�������ھֲ������γɶѻ���������Ħ�������д�Ħ��������䣬����ʹ��Ħ�������в��ȶ���Ħ������Ħ������������������[9]�ı�����һ�µġ��ɼ����ڱ��غͱ߽��������£���Ǧͭ����в����е��麬��������;������ڲ��ϼ�Ħ����ճ�źͿ�ҧ�����ܵ���ߣ������麬��Ϊ3.0%ʱ����Ǧͭ����в��ϵĿ�ճ�ź�ҧ�����ܽϺã�����������ǿ��
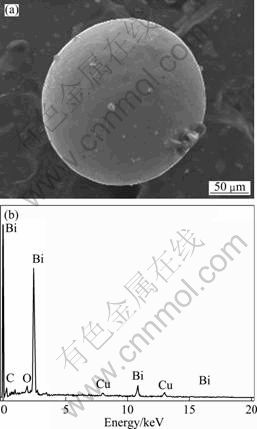
ͼ 3 �����������SEM���EDS��
Fig.3 ��SEM image (a) and EDS spectrum (b) of spherical precipitate

ͼ4 ��Ǧͭ����в���Ħ����Ħ���������غɵĹ�ϵ
Fig.4 Relationship between friction coefficient and load of friction couples of lead-free Bi-contained copper bearing materials

ͼ5 ��Ǧͭ����в���Ħ����Ħ��������ʱ��Ĺ�ϵ
Fig.5 Relationship between friction temperature and time of friction couples of lead-free Bi-contained copper bearing materials
2.2 ����������3��ͭ����в��ϵ�Ħ��ѧ����
ѡ���麬��Ϊ3.0%����Ǧͭ����в��ϡ�����ͭǦ��в���(Cu10Sn10Pb)��ͭ���Ͻ���в���(Cu10Sn)�ֱ��ڶ��غɺͱ��غ������½���Ħ��ĥ��������������ڶ��غɺͱ߽��������£�3��ͭ����в���Ħ������ƽ��Ħ��������Ħ��������ƽ��ĥ����ȷֱ���ͼ6(a)��(b)��ʾ�����Կ������ڶ��غ����������£�ͭ���Ͻ�ļ�Ħ����ĥ���ܽϲ���������10 min�Ժ�������ɵ�Ħ������Ħ�������ϸ��ҳ������������������35 min��Ħ������Ħ������������¶��ѽϸߣ�Ħ�������в�ƽ�ȣ��������������������������ճ�ţ���ʱ��ƽ��ĥ������Ѵﵽ25 ��m����ͭ���Ͻ���ȣ�ͭǦ��ͭ����в��Ͼ��нϺü�Ħ����ĥ���ܣ�������ʱ��С��40 minʱ��ͭǦ��ͭ����в��ϵ�Ħ����������0.1�����ұ仯���Ƚ�С����������Ľ�һ�����У�ͭǦ��ͭ����в��ϵ�Ħ����������ʼ������������ƣ�����Ȼ����С��ͭ���Ͻ��Ħ��������60 min���������ͭǦ��ͭ����в��ϵ�ƽ��Ħ�������ֱ�Ϊ0.148��0.108��Ħ��������ƽ��ĥ����ȷֱ�Ϊ12.8��13.5 ��m��������麬��Ϊ3.0%��ͭ����в����ڶ��غɵ������¾��нϺõļ�Ħ�Ϳ�ճ�����ܣ������ͭǦ��в��ϵ������൱��

ͼ6 ���غ�������3��ͭ����в���Ħ������Ħ��������ĥ�����
Fig.6 Variations of friction coefficient and wear scar depth of friction couples of three types of copper-based bearing materials with time under constant load condition: (a) Friction coefficient; (b) Wear scar depth
����ͭ���Ͻ����ڵ�����֯���������۵���ԪǦ���飬�ֲ�����ֱ�ӽӴ�����ճ�ŷ�����ʹ��Ħ������Ħ�������ϸ��Ҳ��ȶ���ͼ7(a)��ʾΪͭ���Ͻ��ڶ��غ������£�Ħ��ĥ������������ĥ�۱�����ò�����Կ�����ĥ�۱��������Ե��繵��ճ�źۼ����ڣ����˺�ճ��������Ҫĥ��ʧЧ��ʽ����ͭ���Ͻ���ȣ�ͭǦ��ͭ����в��Ͼ��нϺõļ�Ħ�Ϳ�ճ�����ܣ���ͼ7(b)�������Կ�����ͭǦ��в�����Ħ�����������ڽӴ������γ�һ����ȵ�Ǧ������Ĥ��������Ĥ����ʱ������Ч��ֹ��ż���������ֱ�ӽӴ������нϺõļ�Ħ�Ϳ�ճ�����ܣ�ʹĦ������Ħ�������ϵͶ�ƽ�ȣ���в���ĥ����ᣬĥ�۱�����ڵ��繵��ճ�ſӽ�dz����Ǧͭ����в����е��������۵���Ԫ����Ǧ���ƣ���Ħ����������Ħ��������ֲ�����ֱ�ӽӴ�������Ħ���������¶����ߣ����µ��۵���Ԫ����ۻ������������ͽӴ�����ļ���ǿ�ȣ�����ճ�ŵķ���������Ĥ�����˽�С���Ӷ�������Ǧ����ͭ��в��ϵ�Ħ�������������Ħ��ѧ���Ե��ȶ��ԣ��ںܴ�̶��ϼ�����������й����з�����ҧ�ϡ�������[9-10]��ĥ��Ҳ������ͼ7(c)~ (f)��ʾΪ��60 minĦ��ĥ��������麬��Ϊ3.0%����Ǧͭ����в���ĥ�۵ı�����ò����Ӧ��Ԫ����ɨ���������Կ�����ĥ�۱�����ڽ�dz���繵(��ͼ7(c))��ĥ��̶�������ͼ7(e)��ʾ����Ԫ����ֲ���Ƭ������ĥ�۱�����ڼ���������Ԫ�أ��������������Ǧͭ����в����е��麬���ϵ�(3%)����֮��ϴ�ʹ�ñ���������ڰ�����ɵģ���Щ���д��ڽ�һ���о���ĥ�����������FeԪ��(��ͼ7(f))������������ճ��ĥ��������Ϊ���ϡ���������ɵ�Ħ����ʼ�մ��ڽ��ܽӴ�״̬��Ħ�����ı��������γ���������Ĥ��Ħ��������ֲ�����ֱ�ӽӴ����ɱ��⣬�Ӷ�����ճ�ŷ�����

ͼ7 3����в��ϵ�ĥ�۱�����ò��3.0% Biͭ����в���ĥ�۱����Ԫ����ɨ����
Fig.7 Worn surface morphologies ((a), (b), (c)) of three kinds of bearing materials and area element scanning results of worn surface of 3.0% Bi copper-bismuth bearing materials ((d), (e), (f)): (a) Cu10Sn; (b) Cu10Pb10Sn; (c) Cu10Sn3Bi; (d) Distribution of Cu; (e) Distribution of Bi; (f) Distribution of Fe
���������ת���ܵ�ָ�꣬������ʹ��Ŀ�IJ�ͬ�ж��ֶ������������϶��Dz���Ħ��������Ħ���������¶�����ֵ������[16]�������Ʊ���3��ͭ����в���Ϊ�о������ڱ������������£��䲻ͬĦ������Ħ���������غɵĹ�ϵ�����Լ���Ʒ��������2 mm���¶���ʱ��Ĺ�ϵ�ֱ���ͼ8(a)��(b)��ʾ��

ͼ8 ����������Ħ����Ħ�������������¶ȵı仯����
Fig.8 Variation curves of friction coefficient (a) and surface temperature (b) of friction couples under different load conditions
��ͼ8���Կ������붨������ʱ��ͬ����Ǧͭ���Ͻ�ļ�Ħ�Ϳ�ճ���Խϲ���������غɵ�����Ħ������Ħ������������ֱ���������ƣ����غ�����1.2 kNʱ����Ǧͭ���Ͻ�Ħ������Ħ���������Դ�����������ͭ����в���Ħ������Ħ�����������Ҳ������Ƚϴ���ƽ�ȣ����غ�����1.6 kNʱ����Ǧͭ���Ͻ�Ħ������Ħ��������������0.20���ϣ����������Ե����������֣�Ħ����������������Ҳ�������������Ħ�����ѷ������ص�ճ�ź�ҧ�ϣ���ʱ��Ǧͭ���Ͻ����ʧЧ��ͼ9��ʾΪ����������3����в��ϵ�ĥ�۱�����ò����ͼ9(a)���Կ�����ͭ���Ͻ���в��ϱ�����ڴִ���繵��ճ�źۼ���ĥ�����ء���Ƚ϶��ԣ���Ǧͭ����в������й��ɵı��غ������£����нϺõĿ�ճ�ź�ҧ�����ܣ����ֳ�Ħ����Ħ�������ϵ�����תƽ�ȡ���ͼ8(a)��֪�����غ�С��2.0 kNʱ����Ħ������ƽ��Ħ��������ԼΪ0.06������С����������ͭ����в��ϵģ������غɴ���2.0 kNʱ����Ǧͭ����в���Ħ������Ħ���������������������ƣ����غ�����2.8 kNʱ��Ħ������Ħ�������������������������Ե�����������Ħ�������������ӿ죬����Ħ������ʼ����ճ�ź�ҧ�ϣ������������ĥ�۱�����ò��ͼ9(b)��ʾ��Ħ���������һ���̶ȵ��繵��ճ�Ű��������غɴ���2.0 kNʱ������ͭǦ��в���(Cu10Sn10Pb)Ħ������Ħ�������Ե�����Ǧͭ����в���Ħ������Ħ���������������Ħ�Ϳ�ճ�������Ժã�Ȼ�������غ�����2.8 kNʱ������Ǧͭ����в���Ħ����һ����Ħ������Ħ�����������������������������������Ե�����������Ħ��������Ҳ�������Ե�ճ�ź�ҧ������ͼ9(c)��ʾΪͭǦ��в�������������ĥ�۱�����ò�����Կ�����ĥ�۱���������Ե��繵��ճ�Ű���ӡ����һ��֤ʵ�麬��Ϊ3.0%��ͭ����в����ڱ��غ������¾��нϺõļ�Ħ�Ϳ�ճ�����ܣ������ͭǦ��в��ϵ��൱��

ͼ9 ���غ�������3����в��ϵ�ĥ�۱�����ò
Fig.9 Morphologies of worn surfaces of three types of bearing materials under different loads: (a) Cu10Sn, 1.6 kN; (b) Cu10Sn3Bi, 2.8 kN; (c) CuPb10Sn10, 2.8 kN
3 ����
1) ��������ʱ���麬������Ǧͭ����в��ϵ�Ħ��ѧ���Լ�����������������Ӱ�죬�麬��Ϊ3.0%(��������)ʱ����Ǧͭ����в��ϵļ�Ħ��ճ�źͿ�ҧ�����ܽϺã�����������ǿ��
2) ��ͭ����в�����ȣ��麬��Ϊ3.0%��Ǧͭ����в��ϵļ�Ħ����ճ�źͿ�ҧ�����ܵõ����Ը��ƣ�����������ǿ�������ӽ������ڵ���ͭǦ��в��ϡ�
REFERENCES
[1] ��С��, �� �. Cu-Pb �Ͻ��ĩ���Ʊ�[J]. ��ɫ����, 2008, 60(1): 29-31.
ZHU Xiao-li, WANG Biao. Preparation technology of Cu-Pb alloy powder[J]. Nonferrous Metals, 2008, 60(1): 29-31.
[2] ������, ������, ������, ������. CuPb24Sn4�Ͻ��ĩ����ս���Ϊ[J]. ������ͨ��ѧѧ��, 2008, 29(2): 79-82.
WANG Li-sheng, LIU De-yi, CHEN Ru-shu, LIU Shi-cheng. Sintering behavior of CuPb24Sn4 alloy powder with steel[J]. Journal of Dalian Jiao Tong University, 2008, 29(2): 79-82.
[3] �ߺ��. Al-Pb�Ͻ����߲��ϵķ�չ����[J]. �������켰��ɫ�Ͻ�, 1994, 5: 29-32.
NI Hong-jun. Progress in Al-Pb alloys bearing materials[J]. Special Casting and Nonferrous Alloys, 1994, 5: 29-32.
[4] ���ӹ�, �Ὠ��, ������, ������, �� ��, �� ͦ, ���ٲ�. ͭǦ��в��ϼ�Ħ��ĥ���ܼ����¶ȵ�Ӱ��[J]. �������ܲ���, 2009, 16 (6): 20-24.
YIN Yan-guo, YU Jian-wei, LI Wei-rong, JIAO Ming-hua, TIAN Ming, XIE Ting, MA Shao-bo. The anti-friction and anti-wear properties of copper-lead bearing materials and the influence of temperature on them[J]. Metallic Functional Materials, 2009, 16 (6): 20-24.
[5] ZENG J, XU J CH, HUA W, XIA L, DENG X Y, WANG S, TAO P, MA X M, YAO J, JIANG C, LIN L .Wear performance of the lead free tin bronze matrix composite reinforced by short carbon fibers[J]. Applied Surface Science, 2009, 255(13/14): 6647-6651.
[6] LI X Y, WANG Z S. Thermo-fatigue life evaluation of SnAgCu solder joints in flip chip assemblies[J]. Journal of Materials Processing Technology, 2007, 183(1): 6-12.
[7] UECKER A. Lead-free carbon brushes for automotive starters[J]. Wear, 2003, 255(7): 1286-1290.
[8] ������. ����������������в��Ϸ�չ��״������[J]. �������������, 2009(3): 10-13.
JIANG Yu-qing. Car sliding bearing materials development status and trends of domestic and international[J]. Automotive Technology and Materials, 2009(3): 10-13.
[9] ³ ��, ��һ��, ŷ��־Ӣ, κ ��, ëЭ��. Bi��A390�������߹����Ͻ�Ħ��ĥ�����Ե�Ӱ��[J]. Ħ��ѧѧ��, 2007, 27(3): 284-288.
LU Xin, ZENG Yi-wen, OUYANG Zhi-ying, WEI Ni, MAO Xie-min. Effect of Bi element on frictional behavior of A390 hypereutectic alloy[J]. Tribology, 2007, 27(3): 284-288.
[10] Ҧ ��, ëЭ��, ŷ��־Ӣ, ³����, κ����, ���, ���ٽ�. �߹�������ĥ������Bi��Ħ�����Ե�Ӱ��[J]. �Ϻ�����, 2007, 29(1): 38-42.
YAO Yi, MAO Xie-min, OUYANG Zhi-ying, LU Xin, WEI Ni, YANG Hu, YANG Rong-jie. The effect of Bi element on the frictional behavior of A390 hypereutectic alloy[J]. Shanghai Metals, 2007, 29(1): 38-42.
[11] ����͢, ���ϲ, ������, ����. ��Թ���, ������Al-Si�Ͻ���ĥ�Ե�Ӱ��[J]. �й������豸�뼼��, 2003, 5: 8-10.
XIA Lan-ting, ZHU Hong-xi, LUO Min-ming, ZOU Wan-kai. Effect of Bi on the wear resistance of eutectic crystal and hypereutectic Al-Si alloy[J]. Chinese Foundry Equipment and Technology, 2003, 5: 8-10.
[12] ������, Ф����, ����. �����Ǧ��������ͭ���ܵ�Ӱ��[J]. ���Ͽ�ѧ�빤��ѧ��, 2008, 26(3): 139-141.
QIN Jing-li, XIAO Lai-rong, YI Dan-qing. Effect of Bi on properties of leadless easy cutting brass[J]. 2008, 26(3): 139-141.
[13] SAXTON D M. Lead-free replacements for SAE 792 in bushing applications[C]//Proceedings of SAE World Congress. Michigan, 2006: 1-5.
[14] HIROMI Y, TORU D, HIROAKI H, KATSUYUKI H, HIROSHI I. Newly development lead free copper alloy bushing for fuel injection pump[C]//Proceedings of SAE World Congress. Michigan, 2006: 6-11.
[15] ��ΰ. CuAlBi�Ͻ�Ħ��ĥ�����ܵ��о�[J]. �����ȴ���, 2007, 36(10): 25-27.
GAO Hua-wei. Study on friction-wear properties of CuAlBi alloy[J]. Material and Heat Treatment, 2007, 36(10): 25-27.
[16] �ɱ߁���. �սẬ�����[J]. ��ĩұ����, 2002, 20(3): 121-128.
WATANABE T. Porous sintered bearings[J]. Powder Metallurgy Technology, 2002, 20(3): 121-128.
(�༭ ����Ƽ)
������Ŀ��������Ȼ��ѧ����������Ŀ(50975072��51075114)
�ո����ڣ�2010-05-17�������ڣ�2010-09-25
ͨ�����ߣ����ӹ����о�Ա����ʿ���绰��0551-2901359��E-mail��abyin@sina.com
