
���±�ţ�1004-0609(2009)03-0418-06
����Ħ���ӹ������Ʊ�Ti������ǿAZ31þ�����ϲ���
������1��������1������ũ1����־��2
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ �������ϸ��Թ����ص�ʵ���ң����� 116024��
2. ̨�������ɽ��ѧ ���Ͽ�ѧ�о�����̨����� 804)
ժ Ҫ��
���ý���Ħ���ӹ������Ʊ�Ti��������Ϊ20%(�����������ͬ)��40%��Mg-AZ31�����ϲ��ϡ�����������黯���Ti����ƽ���ߴ�ԼΪ200 nm����4�ν���Ħ���ӹ������������֯�������Ե�ϸ���������ߴ�Ϊ3~5 ��m������20% Ti�����ĸ��ϲ����黯��Ti������Mg�����гʲ����ȷֲ������ϲ���нϵ͵�ǿ�Ⱥ��쳤�ʣ���Ti����������Ϊ40%ʱ�����ϲ����黯Ti������Mg�����о��ȷֲ������ϲ�ǿ����������ߣ��쳤�ʽϻ��������Խ��͡����û�϶��ɼ��㸴�ϲ����Ӳ�ȣ�����������ֵ���Ǻϡ�
�ؼ��ʣ�
þ�Ͻ������ϲ���������Ħ���ӹ���Ti������
��ͼ����ţ�TB 331���� ���ױ�ʶ�룺A
Preparation of Mg-AZ31 based composites with Ti particles by friction stir processing
WANG Kai-dong1, CHANG Li-li1, WANG Yi-nong1, HUANG J. Chih-ching2
(1. State Key Laboratory of Materials Modification by Laser, Ion and Electron Beams,
School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China;
2. National Sun Yat-Sen University, Kaohsiung 804, China)
Abstract: Mg-AZ31 based composites with 20% (volume fraction) and 40% Ti particles were fabricated by friction stir processing (FSP). The results show that after four FSP passes the matrix structure of composite layers can be significantly refined within 3?5 ��m obviously, and the fragments of the Ti particles are about 200 nm. The Ti fragments in the composite layer with 20% Ti particles have inhomogenous distribution and demonstrate poor tensile properties and low elongation. However, the Ti fragments in the composite layer with 40% Ti particles have homogenous distribution and the tensile properties of composite layer are greatly improved, and the elongation of composite layer has no obvious change compared with that of matrix. Using the rule of mixture to predict the microhardness values of composite layers, the results approximately match the experimental ones.
Key words: magnesium alloy; composites; friction stir processing (FSP); Ti particles
þ�����ϲ�����ͬ����������ϲ����б�ǿ�Ⱥͱȸն���ߵ�һ�֣���������������ԡ���������ԡ��ߴ��ȶ��Ժ����õ����ȼӹ����ܣ��ں��պ��졢���º�����������õ��˹㷺Ӧ��[1]�����⡣þ�����ϲ����ܹ����㻷���Ϳɳ�����չ��Ҫ��Ϊ���������ϲ���֮����һ���м�ǿ������������������ϲ� ��[2]���Ʊ�þ�����ϲ��ϵķ����ܶ࣬��Ҫ�з�Ӧ������[3]���������취[4?5]����ĩұ��[6?8]�����������[9?10]�ȡ�
����Ħ����(FSW)��Ӣ�����Ӽ����о���(TWI)��20����90�������Ĺ�̬���ӷ���[11]���÷������ص��ǣ����ӹ����в��������Ȳ��Һ�����֯�����ڽ���ͷ�������·���ǿ�����Ա��Σ������γɾ���ϸС���ɷ־�һ���ٽᾧ��֯�����������ɽ���Ħ���������Ľ��Ľ���Ħ���ӹ�����(FSP)�ѱ�Ӧ�õ�þ�Ͻ������֯��������������Ӿ��Ȼ�����[12]��CHANG��[13]���ý���Ħ���ӹ�������AZ31þ�Ͻ����ɹ��Ƶ�Mg-SiO2/ZrO2���ϲ��ϡ��ɴ˿ɼ�������Ħ���ӹ�����Ϊ�Ʊ�þ�����ϲ����ṩ����һ��ʵ���еķ����������������ý���Ħ���ӹ�����ͨ������Ti������þ�Ͻ����һ������Ʊ�AZ31-Mg/Ti���ϲ㣬���о����ϲ�������֯����ѧ���ܡ�
1 ʵ��
ʵ�����Ϊ��ҵ����̬AZ31þ�Ͻ�壬þ��ߴ�Ϊ130 mm��60 mm��10 mm���仯ѧ�ɷ�(����������%)Ϊ��Mg-3.02Al-1.01Zn-0.30Mn��ǿ����Ti�����ߴ�Ϊ30~40 ��m��ͼ1��ʾΪǿ����Ti������SEM����XRD�ף�Ti����������(�ÿ������ռ����湵�۵����������ʾ)�ֱ�Ϊ20%��40%�����Ⱦ�Ϊ99.9%��ѡ�ü���ֱ��17 mm��������ֱ��6 mm����6 mm�Ľ���ͷ���н���Ħ���ӹ�ʵ�飬����ͷ�봹ֱ�������Ϊ1.5?��ת��Ϊ800 r/min���ӹ��ٶ�Ϊ45 mm/min������4�������ӹ���������ͼ2��ʾ��ͼ2(a)��ʾΪ��þ�Ͻ���濪�����۲����Ti������ͼ2(b)��ʾΪ��ƽ��Ħ��ͷ�����洦������ֹ�����ӹ�ʱTi�������磻ͼ2(c)��ʾΪ����Ħ���ӹ���ͼ2(d)��ʾΪ�ظ��ӹ����ӹ���ɺ�����Ʒ�м临�ϲ���ȡ�����Ƴɽ�������(1 g���ᣬ1 mL���ᣬ1 mL���ᣬ150 mLˮ��Һ��ʴ30 s)����JSM?5600LVɨ��羵�¹۲츴�ϲ���֯��ò���������������ǿ�����顣����HV?1000��Ӳ�ȼƽ�����Ӳ�Ȳ��ԣ�ѡ���غ�0.98 N������ʱ��Ϊ15 s��
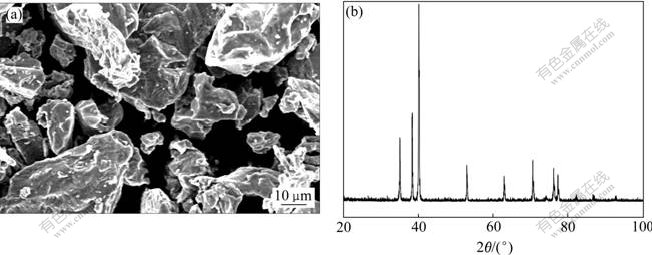
ͼ1 Ti����SEM����XRD��
Fig.1 SEM image(a) and XRD pattern(b) of Ti particles
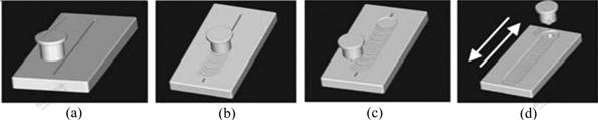
ͼ2 FSP����ʾ��ͼ
Fig.2 Schematic diagrams for FSP: (a) Inserting Ti particles; (b) Repairing surface; (c) Conducting processing; (d) Repeating processing
2 ��������
2.1 ����֯
ͼ3��ʾΪ��4�ν���Ħ���ӹ���Mg-AZ31/Ti���ϲ������֯������Ƭ���ͱ��������������ڽ���ͷ�����£������Ti����������ͬ�̶ȵ��黯���ڸ��ϲ����ʾ��ȷֲ��������Ti�����������ӣ�δ�黯��Ti�������ࡣ���ϲ���ϸС������֯�ǽ���Ħ���ӹ�������ǿ�����Ա����붯̬�ٽᾧ˫�����ý�������������ڽ���Ħ���ӹ������У����������������Ȼ�е����������±����飬ͬʱ����ľ���������̬�ظ����ٽᾧ���̣���ʼ��������þ�Ͻ���ϵ���Ƚϴ�ɢ�ȿ죬��������������ԭ���ִ���֯�����DZ�����ϸС�����ᾧ����֯���߱�����������������Ti����ǿ���ĸ��ϲ���徧���ߴ�õ�����ϸ��(3~5 ��m)��ǿ����Ti�����������Ϊ40%�ĸ��ϲ㣬���徧���ߴ����ϸС��������Ϊ�����Ti�������϶��ھ���4�ν���Ħ���������ɴ�ߴ�Ti����������γɵ����׳ߴ�Ti������Ҳ���࣬���ɵڶ������ӳߴ�������������ٽᾧ�����ߴ�Ӱ�칫ʽD*=4d/(3f ) [14]���Եó���ǿ����ߴ粻��������£�����������ĵڶ�������������ھ���Ķ������Ӷ���ø�С�ߴ�Ļ�����֯��
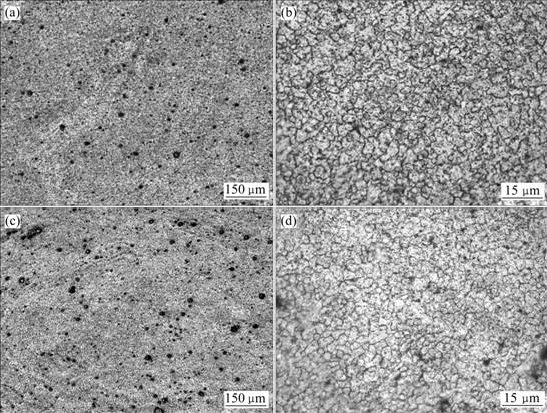
ͼ3 ��4�ν���Ħ���ӹ�������Mg-AZ31/Ti���ϲ�Ľ�����Ƭ
Fig.3 Optical images of Mg-AZ31/Ti composite layer after four FSP passes: (a), (b) With 20% Ti particles; (c), (d) With 40% Ti particles
ͼ4��ʾΪMg-AZ31/Ti���ϲ���ɨ��羵��Ƭ����4�ν���Ħ���ӹ���������Ʒ��Ti��������̶Ȼ�����ͬ��������Ti����ƽ���ߴ�ԼΪ200 nm������20% Ti��������Ʒ���黯��Ti������Mg�����гʲ����ȷֲ���������Ti������Ϊ40%����Ʒ���黯���Ti�����ڻ����о��ȷֲ���Ti�����Ĵ��ڲ���Ӱ�������Ա��ι�����Ӧ��Ӧ��ķֲ���ͬʱ�Զ�̬�ٽᾧ����Ҳ�кܴ��Ӱ�죬��ͬ�ߴ��Ti�����Զ�̬�ٽᾧ���̵�Ӱ�첻ͬ��HANSEN��[14]�о����������ڿ����ߴ�0.1~1 ?m�ĵڶ������ӻ�ٽ��ٽᾧ���̵Ľ��У����ߴ�С��0.1 ?m�ĵڶ������ӣ�������ƶ�̬�ٽᾧ���̵ķ�����Ti�����ijߴ���ֲ�״̬��FSP���̵Ľ��ж��仯������һ��FSP������Ti����������ͬ�̶ȵ��黯���ڴ�ߴ�Ti������Χ����λ�����������ö������ܴ��Ӧ������ʹ�α䴢�����ӣ���һ������Ϊ�����ڶ�̬�ٽᾧ�������κ���������FSP����������Ti�����黯�̶�����С�ߴ��Ti�����������ӣ���ʱTi������Χλ���������٣��α䴢����ǰ�����Ҳ�ϵͣ��Զ�̬�ٽᾧ�ķ������谭���á�
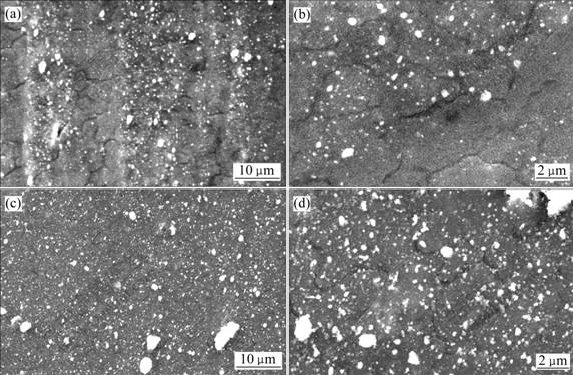
ͼ4 ��4�ν���Ħ���ӹ�������Ti�����ڸ��ϲ�ֲ���SEM��
Fig.4 SEM micrographs showing Ti particles dispersion in composite layer after four FSP passes: (a), (b) With 20% Ti particles; (c), (d) With 40% Ti particles
2.2 ��Ӳ��
ͼ5��ʾΪMg-AZ31/Ti���ϲ�����Ӳ���ظ��ϲ����ķֲ����ߡ���ͼ5���Կ����������������ϲ��ά����Ӳ��ʵ��ֵ(�Ը��ϲ�����Ϊ��������ÿ0.5 mmȡ���������ȡ11��ȡ��ƽ��ֵ)���ϴ�����20% Ti�������ϲ����Ӳ��ֵΪHV 72���ң�������40% Ti�������ϲ���Ӳ��ֵԼΪHV 85����Ի���HV 55���нϴ���ߡ��ɼ���Mg-AZ31/Ti���ϲ�����Ӳ�ȵ�����ǵڶ������ǿ����ϸ��ǿ��˫�����õĽ�������ϲ��Ϻ����ѧ���ܵ�Ԥ��Բ��ϵ�Ӧ�������ʮ����Ҫ���Ը��ϲ��Ϻ����ѧ���ܽ���Ԥ��ķ����ܶ࣬���磺ƽ��������[15]�������ͺ�����[16]������Ԫ����[17](FEM)�ͻ�϶���[18](ROM)�ȡ����л�϶�����һ�ּ���Ч��Ԥ�ⷽ�����ڴ����û�϶��ɶԸ��ϲ���Ӳ�Ƚ���Ԥ�⡣����Ti����Ӳ��ֵ�ϵ�(ԼHV 100)����þ����Ӳ��(HV 50~HV 90��ȡ���ھ����ߴ��С)�ӽ�����������Ӳ�Ȳ���ʱMg������Ti�������غ�������ͬʱ�������Ա��Σ������϶��ɵ�Voigtģ��(��ͼ6)�����ø�ģ������ЧӲ�ȼ��㹫ʽ(1)�Ը��ϲ���Ӳ�Ƚ��м��㣺
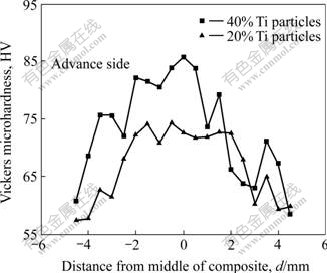
ͼ5 Mg -AZ31/ Ti���ϲ�����Ӳ�ȷֲ�����
Fig.5 Microhardness distribution in Mg-AZ31/Ti composites layer
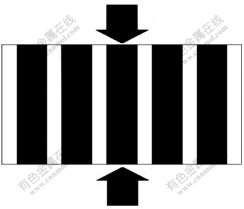
ͼ6 Voigtģ��ʾ��ͼ
Fig.6 Schematic diagram for Voigt model
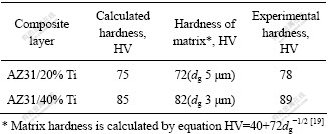
���ù�ʽ(1)���㸴�ϲ���Ӳ�Ȳ���ʵ�ʲ���ֵ��Ƚϣ�����������ø�ģ���ܹ�ȷ�ض�Mg-AZ31/Ti���ϲ������Ӳ�ȼ��㣬���������1���С�
![]() Hh fh+ Hs fs (1)
Hh fh+ Hs fs (1)
ʽ�� Hh��Hs�ֱ�ΪTi������þ������Ӳ�ȣ�fh��fs�ֱ�Ϊ�����������
��1 ���ϲ�Ӳ�ȼ���ֵ��ʵ�ʲ���ֵ�ıȽ�
Table 1 Comparison of experimental hardness and calculated hardness in composite layers
2.3 ��������
�Ӽӹ��õ�������ȥ����ʼ�ӹ���ͽ����㣬�õ���и��Ʊ��������������������ں����Ϻ����ȡ�����ϲ�λ�����������IJ�λ������λ�ý����Ϊ2 mm��4 mm��Ϊ��֤ʵ������ȷ�ԣ�ÿ����Ʒ�Ƴ�3����������������������ƽ��ֵ�������ߴ���ͼ7��ʾ��
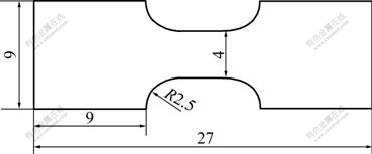
ͼ7 �����������ͼ
Fig.7 Design of tensile test sample (unit: mm)
��2����ΪAZ31þ�Ͻ������Mg-AZ31/Ti���ϲ��������ܶԱȽ������������������������ǿ����Ti������Ϊ20%�ĸ��ϲ�Ŀ���ǿ��Ϊ155 MPa���ϻ��������½�������ǿ��Ϊ120 MPa�뿹��ǿ�Ƚӽ������������20% Ti�����ĸ��ϲ��ڷ����������֮ǰ���������Ա��η��������쳤��ԼΪ1.5%����������������Ti�����۷ֲ����������¸��ϲ��������ߴ粻����(��Ti�����������ߴ��С��ƶTi�����������ߴ�ϴ�)����˸��ϲ���֯����Э���Բ���нϵ͵�ǿ�����쳤�ʡ�ͼ8(a)��ʾΪ����Ͽ���ò���Ͽ�Ϊ���ܶ�dzС������֯�ҶϿڽ�ƽ�����ڼ���40% Ti�����ĸ��ϲ㣬����������Ti�����ֲ���Խ�Ϊ���ȣ����ϲ���֯�ɷ־�һ������Э���ԽϺã��ʴ˸��ϲ㿹��ǿ��������ǿ�Ƚϻ���ֱ��нϴ���ߣ��ֱ������180 MPa��150 MPa�����쳤���������ͬԼΪ8%��ͼ8(b)��ʾΪ������Ͽ���ò���Ͽ�Ϊ��ߴ����������֯������˺���⡣
��2 AZ31þ�Ͻ��AZ31/ Ti���ϲ��������ܵıȽ�
Table 2 Comparison of tensile properties of AZ31 alloy and AZ31/ Ti composite layers
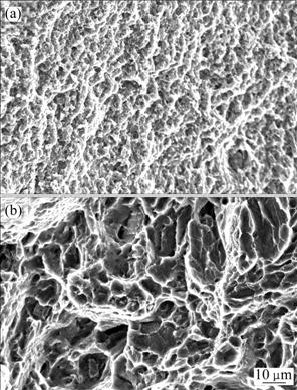
ͼ8 Mg-Ti���ϲ�����Ͽڵ�SEM��
Fig.8 SEM images of tensile composite layer: (a) With 20% Ti particles; (b) With 40% Ti particles
3 ����
1) ͨ������Ħ���ӹ�����(FSP)��AZ31þ�����һ����ȳɹ��Ʊ�Mg-AZ31/Ti���ϲ��ϡ�����4�ν���Ħ���ӹ��ϲ���֯��������ϸ����ƽ�������ߴ�Ϊ3~5 ��m��Ti����������Ϊ20%�ĸ��ϲ��黯���Ti�����ʲ����ȷֲ����黯��Ti������ƽ���ߴ�Ϊ200 nm���ң�����40% Ti�����ĸ��ϲ��黯���Ti�������ȷֲ����黯���Ti����ƽ���ߴ���ǰ����ͬ��ԼΪ200 nm��
2) ����20% Ti�����ĸ��ϲ��ǿ�����쳤�ʾ��ϵͣ�������������������Ա��η���������40% Ti�����ĸ��ϲ�ǿ���нϴ���ߣ����ϲ��쳤���������������Խ��ͣ�ԼΪ8%��Ti�����ļ���ʹ���ϲ���Ӳ��ֵ�нϴ���ߣ���߿ɴ�HV 85���ҡ����û�϶���Voigtģ�ͼ���Mg-AZ31/Ti���ϲ���Ӳ�ȣ������������������Ǻϡ�
[1] ����. þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2004: 19?20.
CHEN Zhen-hua. Magnesium alloy[M]. Beijing: Chemical Industry Press, 2004: 19?20.
[2] YE H Z, LIU X Y. Review of recent studies in magnesium matrix composites[J]. J Mater Sci, 2004, 39: 6153?6171.
[3] DONG Q, CHEN L Q, ZHAO M J, BI J. Synthesis of TiCp reinforced magnesium matrix composites by in situ reactive infiltration process[J]. Mater Lett, 2004, 58(6): 920?926.
[4] ROHATGI P K. Advances in cast MMCs[J]. Advanced Materials & Processes, 1990, 1: 37?39.
[5] DEONATH, BHAT R T, ROHATGI P K. Preparation of cast aluminium alloy-mica particle composite[J]. Journal of Materials Science, 1980, 15(5): 1241?1251.
[6] JIANG Q C, WANG H Y, MA B X, WANG Y, ZHAO F. Fabrication of B4C particulate reforced magnesium matrix composite by power metallurgy[J]. Journal of Alloys and Compounds, 2005, 386(1/2): 177?181.
[7] WANG H Y, JIANG Q C, WANG Y, MA B X, ZHAO F. Fabrication of TiB2 particulate reinforced magnesium matrix composites by powder metallurgy[J]. Materials Letters, 2004, 58(27/28): 3509?3513.
[8] XIU K, JIANG Q C, MA B X. Fabrication of TiCp/Mg composites by powder metallurgy[J]. Journal of Materials Science, 2006, 41(5): 1663?1666.
[9] CHEN C Y, TSAO C Y A. Spray forming of silicon added AZ91 magnesium alloy and its workability[J]. Mater Sci Eng A, 2004, 383(1): 21?29.
[10] ������, ����Ӫ, ����ΰ. þ�����ϲ��ϵ��Ʊ�����[J]. �ȼӹ�����, 2004(3): 58?61.
ZHANG Xiu-qing, TENG Xin-ying, WANG Hao-wei. Preparation technics of magnesium matrix composites materials[J]. Hot Working Technology, 2004(3): 58?61.
[11] RHODES C G, MAHONEY M W, BINGEL W H. Effect of friction stir welding on microstructure of 7075 aluminum[J]. Scripta Materialia, 1997, 36(1): 69?75.
[12] SATO Y S, PARK S H C, MATSUNAGA, HONDA A, KOKAWA H. Novel production for highly formable Mg alloy plate[J]. Journal of Material Science, 2005, 40(3): 637?642.
[13] CHANG C I, WANG Y N, PEI H R, LEE C J, DU X H, HUANG J C. Microstructure and mechanical properties of nano-ZrO2 and nano-SiO2 particulate reinforced AZ31-Mg alloy[J]. Key Engineering Materials, 2007, 351: 114?119.
[14] HANSEN N, IENSEN D J. Recrystallization��90[M]. CHANDRA T, ed. The Mineral, Metals and Materials Society, 1990: 79?88.
[15] ��Ϊ��, �Ŵ�Դ, �� ƽ. ����ѧ�е�ƽ��������[J]. ��̶��ѧ��Ȼ��ѧѧ��, 2003, 4(25): 64?69.
ZHANG Wei-min, ZHANG Chun-yuan, ZHANG Ping. Average-field theory in micromechanics[J]. Natural Science Journal of Xiangtan University, 2003, 4(25): 64?69.
[16] NARDONE V C, PREWO K M. On the strength of discontinuous silicon carbide reinforced aluminum composites: Scripta Metall, 1986, 20(1): 43?48.
[17] DONG M, SCHMAUDER S. Modeling of metal matrix composites by a self-consistent embedded cell model[J]. Acta Mater, 1996, 44(6): 2465?2478.
[18] CHANG C I, WANG Y N, PEI H R, LEE C J, HUANG J C. On the hardening of friction stir processed Mg-AZ31 based composites with 5?20% nano-ZrO2 and nano-SiO2 particles[J]. Materials Transactions, 2006, 47(12): 2942?2949.
[19] CHANG C I, LEE C J, HUANG J C. Relationship between grain size and Zener-Holloman parameter during friction stir processing in AZ31 Mg alloys[J]. Scripta Materialia, 2004, 51: 509?514.
������Ŀ��������Ȼ��ѧ����������Ŀ(50471069)
�ո����ڣ�2008-07-18�������ڣ�2008-11-28
ͨѶ���ߣ�����ũ�����ڣ���ʿ���绰��0411-84708441��E-mail: wynmm@dlut.edu.cn
