
�ֹ��������ƹ��̹��չ�����ۼ�ʵ���о�
�����գ�����־���ν���
(��ɽ��ѧ ��е����ѧԺ���ӱ� �ػʵ���066004)
ժҪ��Ϊ�˵õ��ֹ��������ƹ����й�ľ�ȷ��չ���ڼ����չʱ�������Э��ϵ������������Ӱ��ϵ����ȷ���������ǰ�����Ч�߶��Լ���Чѹ������ͬʱ����18 kg/m��̼��������������ʵ�顣ͨ�����ۼ�������ʵ��ֵ��֪�������ѹ���ʱ��ֲ��������ѹ���ʱ��ʱ����������ϵ�����Ϊ��ʵ�ֱ���Э������ײ��ֱ����ж���Ľ������������������ӹ�����죬��ˣ���Ŀ�չ���Ա�С����ˮƽ��ת�ٱ�Сʱ��Ħ������������ĺ���������������չ��ˮƽ��ת�ٵļ�С����С���������Э��ϵ��������Ĺ��չģ�ͼ���ֵ������ǰ��ģ���ӽ���ʵ��ֵ��ģ��ֵ���Ըֹ��������ƹ������ƹ���ƶ�����һ���IJο���ֵ��
�ؼ��ʣ�
��ͼ����ţ�TG335.4+3 ���ױ�־�룺A ���±�ţ�1672-7207(2011)09-2676-05
Theoretical and experimental research on spread of
base of rail in universal rolling
DONG Yong-gang, ZHANG Wen-zhi, SONG Jian-feng
(College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China)
Abstract: To obtain the spread of the base of rail in rail universal rolling, the deformation concordant coefficient and material��s influence coefficient were applied in calculation of the spread of the base of rail, and the equivalent height of the base of rail was determined to obtain the equivalent reduction. Moreover, the rolling experiments of 18 kg/m light rail were accomplished. The theoretical and experimental results show that the elongation of the web of rail increases when the reduction of the base of rail is constant and the reduction of the web of rail increases, and the extra metal has to flow from the base of rail to the longitudinal direction to add the elongation of the base of rail for the deformation concordance of different parts of rail, so the spread of the base of rail decreases obviously. The friction coefficient between the base of rail and the flank of the horizontal roll increases when the rotating velocity of horizontal roll decreases, and the flow resistance of the base of rail along the lateral direction increases, so the spread of the base of rail decreases. Moreover, the deformation concordant coefficient can indicate the influence of the web��s reduction ratio on the spread of the base basically, and it is feasible to preset the rolling technology rationally with this corrected spread formula.
Key words: rail; universal mill; the base of rail; spread
�Դ�20����70����������������Ʒ������ձ�����H�����ƣ���ˣ�����ѧ�߶����ܷ�����H�ֽ�����ϵͳ������������о���Jin��[1-2]��H�������������̽�����Ӧ�������ͱ��η�����Zhang ��[3-9]Ӧ������Ԫ����H���������ƹ��̽����˽������㣬������H���������ƹ��̵�ǰ��ģ�͡����ܲ���ģ�͡��¶ȱ仯ģ���Լ����ο���ģ�ͣ�������һ�����Ͳ��ƹ���H�ֲ������������ƹ�����Ӧ�������˷������������[10]����ַ�Ӧ����H���������ƹ��̣��õ������ƹ������¶ȱ仯����ģ�͡������������Ʒ���Ӧ���ڸֹ������н�30�꣬���Ըֹ��������ƹ��̵������о������H���������ƹ����������룺Kiuchi��[11]�Ըֹ��������ƹ��̽�������ֵģ�⣻��ϵ�[12-13]���ع쿪������Ӧ�����ֲ���������ֵģ�⣬�����ع��������ƹ��̳ߴ����״���Ƚ�����ʵ���о������ٵ�[14]�����˸߾����ع춨��ʵ������ֵģ�⣬�õ�����άӦ�䳡��Ӧ�����ֲ���Ŀǰ���ֹ��������ƹ����о���Ҫ������ֵģ���ʵ���о�����ɣ��������ƹ�����Ӧ������Ӧ�䳡�ֲ��о��϶࣬���Ըֹ��������ƹ��̽�����չ���ɵ������о����١��ֹ��������ƹ�����ȷ���ƹ��չ���Ա�֤�ֹ��Ʒ�������зdz���Ҫ�����塣�����������ƹ����в���������Ҳ���ǿ�չΪ��ֵ����ô�����������Ƶ��κ�����ߵ����лᵼ�¹�ױ߲���ͷ�߲��ӹ����㡣��֮������չ���������Ϊ���ߵ���ѹ���������¹�ײ����ֲ����壬������Ӱ��ֹ�Ķ���ߴ羫�Ȳ��������ܲ�������Ӱ�죻��ˣ����չ��չ���ɲ������չ����ȷ�����ǵõ��������ֹ��һ���ؼ����ء��ֹ����Ĺ����ܿ����б���ʱ�����Ը��ݸֹ�Ķ����ص��Լ������ص�Ѹֹ����ֳɹ��������ͷ3�����֡��ֹ��3�����ֱ����ص�ͽ����������ɲ��ϴ��ڳ����ܿ���ʱ������Ϊһ�����壬���������Ҫ�ܵ���������������Ӱ�죬��ˣ����չ�������ױ���ѹ�����йأ������ܵ�����ѹ���ʵ�Ӱ�졣
1 ���չ�����ۼ���
1.1 ���չģ�͵�����
���ڹ����Ϊ�ֹ�����һ������ƽ������ˮƽ������֮����Σ��ڼ������չʱ���Խ����Ϊ2��ƽ��������ƣ���һ��Ŀ�չ��ʽ��û�п��ǽ������ʵ�Ӱ�����ѹ���ʶԹ��չ��Ӱ�졣�����������������첻���ʱ���������ڹ�����������֮��������ͼ��С����IJ��졣���ԣ�������չʱ����ʽ�����뿼�ǹ������֮��ѹ���ʲ���ı���Э��ϵ��cwb�Լ���������Ӱ��ϵ��cm��
��Ŀ�չ�����ڹŲ����չ��ʽ[15]�����Ͻ���������õ���
![]() (1)
(1)
![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
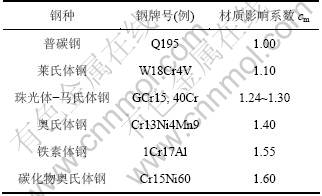
ʽ�У�Wb0Ϊ�����ǰ���ȣ�Wb1Ϊ���������ȣ�![]() Ϊ�������ƹ��̹��Чѹ������cwbΪ�������֮��ı���Э��ϵ����cmΪ��������Ӱ��ϵ��[10]�����ɱ�1�鵽���ֹ����Ϊ��̼��ʱcmȡ1.00��
Ϊ�������ƹ��̹��Чѹ������cwbΪ�������֮��ı���Э��ϵ����cmΪ��������Ӱ��ϵ��[10]�����ɱ�1�鵽���ֹ����Ϊ��̼��ʱcmȡ1.00��![]() Ϊ�ֹ�������ǰ��Ч�߶ȣ�
Ϊ�ֹ�������ǰ��Ч�߶ȣ�![]() Ϊ�ֹ������ƺ��Ч�߶ȣ�
Ϊ�ֹ������ƺ��Ч�߶ȣ�![]() Ϊ����ѹ��ϵ����
Ϊ����ѹ��ϵ����![]() Ϊ���ѹ��ϵ����uΪ���ѹ���ʣ�vΪ�����ٶȣ�m/s��tΪ����¶ȣ��档
Ϊ���ѹ��ϵ����uΪ���ѹ���ʣ�vΪ�����ٶȣ�m/s��tΪ����¶ȣ��档
��ʽ(2)�У�Ϊ�˿��Ǹֹ첻ͬ����֮����������Ա���Э��ϵ����Ӱ�죬�����˱���ϵ��wf������������֮��ĺ������������ռ�������������ı���ϵ�����ֹ��������ƹ��̹�ͷ����������Ķ�����״�нϴ���죬��������λ���Ҳ��ȫ��ͬ����ˣ���������֮��Ľ����������ɷdz����ӣ����Ѷ������������ڸֹ����������Ϊһ�����������������ģ�������������ȹ��ɣ�������������������ٶ�����С����ˣ���������֮��Ľ�������������ռ�������������ı����Ƚ�С��������ڲ����߽�������ȫ��ͬ����������ĺ��������ٶ����ϴ���ˣ���������֮��Ľ�������������ռ�������������ı����Ƚϴ����ڶԽ��������������ѽ��ж���������Ϊ�˼��㣬���Թ�����ͷ֮�估�������֮��Ľ����������������ֹ����֮��Ľ�������ȫ��Ϊ��������������������Ľ���ռ�������������ı���wfΪ1�������Э��ϵ��cwb����![]() ��
��
��1 ��ͬ���϶Կ�չ��Ӱ��ϵ��cm
Table 1 Component influence coefficient cm
1.2 �������ǰ���Ч�߶ȵ�ȷ��
��ʽ(1)��֪����ĵ�Чѹ�����Թ�Ŀ�չ�зdz����Ӱ�죬�������״�Ƚϸ��ӣ���ѹ��������ֱ�ӵõ�����ͼ1��ͼ2��ʾ��Ϊ����ñȽ�ȷ����������ǰ����ѹ�������������ǰ�����������״�ֱ��ЧΪ����ΪWb0��Wb1�ľ��ζ��棬��ˣ���ǰ���������Ч�߶�![]() ��
��![]() ������ʽ��ã�
������ʽ��ã�
![]() (5)
(5)
![]() (6)
(6)
ʽ�У�Hw0Ϊ������ǰ��ȣ�Hw1Ϊ���������ȣ�GvbΪ���ƹ��������ˮƽ��������죻Wbm����b0�ͦ�b1Ϊ��ǰ�������״������Wbh��![]() ��
��![]() Ϊ����������״������
Ϊ����������״������
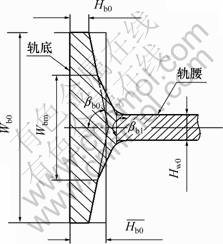
ͼ1 �����ǰ������״
Fig.1 Profile of base of rail before rolled
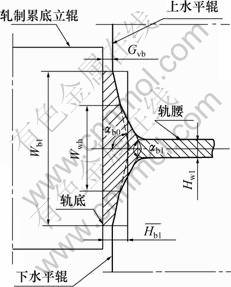
ͼ2 ������������״
Fig.2 Profile of base of rail after rolled
���Чѹ�����ɱ�ʾΪ
![]() (7)
(7)
1.3 ���չ��ȷ��
��ʽ(6)��֪����������Ч�߶Ȳ��������������Wb1�йأ������ܵ��������ں��Hw1��Ӱ�졣��˹��Чѹ��������ֱ�ӵõ�����ʽ(5)��(6)����ʽ(1)�У����Եõ�һ������Wb1�ķ��̣����˷��̿�����ù���������Wb1��
2 �ֹ���������ʵ���о�
Ϊ��֤����ģ�ͼ���������ֵģ������������ɽ��ѧ����ʵ���ҵ����������ܿ����������鼰��ʽ����¯�����˸ֹ�����ʵ�顣����ʵ���豸�������ߴ磬������1��6 m����18 kg/m��������ڸֹ�����ʵ�飬�ֹ����Ϊ��̼��Q235������ʵ���������ߴ����ƣ�������������Ȳ��ߴ�ӹ���60 mm(ͼ3)��ˮƽ���ߴ���ͼ4��ʾ�����ƹ������ֱ��Ϊ210 mm����������Ϊ65 mm���ھⴲ�Ͻ�������Ϊ300 mm�������ϣ�����20��������ʽ����¯���ȵ�1 250 ���Ժ���120 min���ң�Ȼ��ÿ3������һ��һͬ�������25~30 min����¯���¶ȴﵽ 1 050~1 100 ��ȡ�������������г��ۺ�������������������������������Ϊ6�飬ÿ���������ò�ͬ�����ƹ��(��2)������������չ��ÿ1��3��������չʵ������ƽ��ֵ�õ���
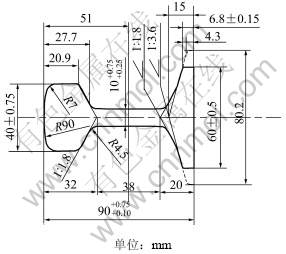
ͼ3 �������ߴ�
Fig.3 Size of initial workpiece
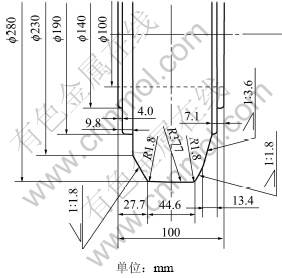
ͼ4 ˮƽ���ߴ�
Fig.4 Size of horizontal roll and vertical roll
��2 �������ʵ�����ƹ��
Table 2 Rolling schedule for rail universal rolling
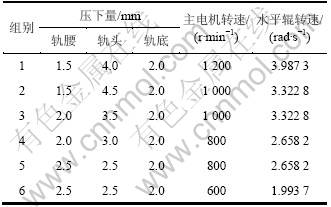
��ʵ������б��ֹ��ѹ���ʲ��䣬ͨ���ı������ѹ��������������ѹ���ʶԹ��չ��Ӱ�졣
3 ���������
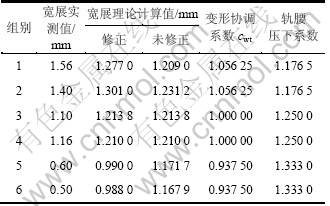
��3��ʾΪ�ֹ��������ƹ��̹��չ���ڱ�3�У���18 kg/m����������ƹ�����6�������������չ��ʵ��ƽ��ֵ�����ۼ��������бȽϣ���������Ŀ�չ��ʽ��������δ�����Ŀ�չ��ʽ���������бȽϣ��������ÿһ�������ı���Э��ϵ��ֵ���ɿ�չ��ʵ��ֵ��֪������ѹ���ʶԹ�Ŀ�չӰ��Ƚϴ�δ�������Ŀ�չ��ʽ������������ͬ������չ��ʵ��ֵ���ϴ�������Ŀ�չ��ʽ�ȽϽӽ���ʵ��ֵ�������ѹ���ʱ��ֲ��������ѹ���ʱ��ʱ����Ŀ�չ��С�����ڹ���Ƚϴ�����ѹ�����Ƚ�С����ˣ����������Ƚ�С�����չ��ˮƽ��ת�ٵļ�С����С�����ڽṹ�Ϲ�ͷͨ������������������ͷѹ���ʱ仯�Թ��չû��ֱ��Ӱ�죬��ͨ��Ӱ����������������ԶԹ��չ���� Ӱ�졣
��3 �ֹ��������ƹ��̹��չ
Table 3 Spread of base of rail in universal rolling
4 ����
(1) ������������ƹ����У������ѹ���ʱ��ֲ���ʱ����Ŀ�չ�����ѹ���ʼ�ˮƽ��ת�ٵı仯�Ƚ����ԡ�
(2) �����ѹ���ʱ��ֲ��䣬ˮƽ��ת�ٱ�Сʱ��Ħ������������ĺ����������������ˣ����չ��ˮƽ��ת�ٵļ�С����С����֮�����չ ���
(3) �����ѹ���ʱ��ֲ��������ѹ���ʱ��ʱ����������ϵ�����Ϊ��ʵ�ֱ���Э������ײ��ֱ����ж���Ľ������������������ӹ�����죬�Ӷ�ʹ��Ŀ�չ��С����֮�����չ����
(4) ����Э��ϵ�������˹���ѹ���ʶԹ��չ��Ӱ�죬����˹��չ��ʽ�ļ��㾫�ȡ�
(5) ������Ĺ��չģ�ͼ���ֵ�ӽ���ʵ��ֵ����������ʵ�������еĹ��չԤ�⡣
�ο����ף�
[1] JIN Xiao-guang, LIU Yu-li, LIAN Jia-chuang, et al. Three-dimensional analysis of the universal beam tandem rolling process: Part ��. Stress analysis[J]. Journal of Materials Processing Technology, 2000, 102(1/2/3): 65-69.
[2] JIN Xiao-guang, LIU Yu-li, LIAN Jia-chuang, et al. Three-dimensional analysis of the universal beam tandem rolling process: Part ��. Deformation analysis[J]. Journal of Materials Processing Technology, 2000, 102(1/2/3): 59-64.
[3] ZHANG Wen-zhi, ZHU Chun-qing, Widera G E O. Determination of forward slip in H-beam rolling[J]. Journal of Materials Processing Technology, 1995, 54(1/2/3/4): 114-119.
[4] ZHANG Wen-zhi, ZHU Chun-qing, Widera G E O. On the use of the upper-bound method for load determination in H-beam rolling[J]. Journal of Materials Processing Technology, 1996, 56(1/2/3/4): 820-833.
[5] ZHANG Wen-zhi, ZHOU Qing-tian. Calculation of temperature and determination of deformation resistance in H-beam rolling: Part 1. Temperature variation in a stand[J]. Materials Processing Technology, 1999, 94(2/3): 123-127.
[6] ZHANG Wen-zhi, ZHOU Qing-tian. Calculation of temperature and determination of deformation resistance in H-beam rolling: Part 2. Total change of temperature and deformation resistance[J]. Materials Processing Technology, 1999, 94(2/3): 128-132.
[7] ZHANG Wen-zhi, LI Yan-wen, ZHOU Qing-tian. Optimization of the structure of an H-Beam: Part 3. Development and research on H-beams with wholly corrugated webs[J].Materials Processing Technology, 2000, 101(1/2/3): 119-123.
[8] ZHANG Wen-zhi, LI Yan-wen, ZHOU Qing-tian. Bucking strength analysis of a WCW H-beam: Part 2. Development and research on H-beam with wholly corrugated web(WCW)[J]. Materials Processing Technology, 2000, 101(1/2/3): 115-118.
[9] Zhang W Z, Zhou Q T, Li Y W, et al. Hot rolling technique and profile design of tooth-shape rolls: Part 1. Development and research on H-beams with wholly corrugated webs[J]. Journal of Materials Processing Technology, 2000, 101(1/2/3): 110-114.
[10] ������, ����־, �ڼҸ�. ��ַ���H�����������¶ȼ����е�Ӧ��[J]. �й���е����, 2000, 11(6): 678-681.
ZHOU Qing-tian, ZHANG Wen-zhi, ZONG Jia-fu. The calculus of variation used in the calculation of H-beam universal rolling temperature[J]. China Mechanical Engineering, 2000, 11(6): 678-681.
[11] Kiuchi M, Yanagimoto J. Computer aided simulation of universal rolling processes[J]. ISIJ International, 1990, 30(2): 142-149.
[12] ���, ������, ���, ��. ���������ع��ѹ���ȼ�ñ�ο������Ӧ��������[J]. ����, 2002, 37(5): 25-27.
WU Di, ZHAO Xian-ming, LI Jian-chao, et al. Reduction rate and stress field in the heavy rail rolled with hat pass and cutting-in pass from continuously cast blank[J]. Iron and Steel, 2002, 37(5): 25-27.
[13] ���, ������, ������, ��. ���ֳ�Ʒ�����Ƹ߾����ع�ߴ����״���ȵ��о�[J]. ����, 2001, 36(8): 30-32.
WU Di, ZHAO Xian-ming, WANG Yong-ming, et al. Study of size and shape tolerance of heavy rail rolled by three kinds of finish pass[J]. Iron and Steel, 2001, 36(8): 30-32.
[14] ����, ���, ������, ��. �߾����ع춨����ʵ������άӦ�䳡��Ӧ��������[J]. ����, 1999, 34(3): 44-46.
WANG Rong, WU Di, ZHAO Xian-ming, et al. Rolling of high precision rails and 3D-FEM analysis of deformation by ANSYS program[J]. Iron and Steel, 1999, 34(3): 44-46.
[15] Ѧܲ��, �߳�. �����ѹ���ӹ�[M]. ����: ұ��ҵ������, 2000: 86-92.
XUE Yi-de, GAO Chun. The press working of special steel[M]. Beijing: Metallurgical Industry Press, 2000: 86-92.
(�༭ ����ƽ)
�ո����ڣ�2010-08-19�������ڣ�2010-12-02
������Ŀ��������Ȼ��ѧ����������Ŀ(50775196)���ߵ�ѧУ��ʿ�����������Ŀ(20070216006)���ӱ���Ȼ��ѧ����������Ŀ(08B017)
ͨ�����ߣ�������(1974-)���У������ɽ�ˣ���ʿ�������ڣ����������ƹ��������о�����ֵģ�⼰��֯�ݱ��о����绰��0335-8077351��E-mail: d_peter@163.com
