
�����۵���ѹ��Ϊ
Ҷ;��1, 2������1����Ԫ��1��������1
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083��
2. �人����(����)��˾������ �人��430083)
ժ Ҫ��
ժ Ҫ����Instron��ģ����϶Բ��������Ĵ����۽�����ѹ����ѹ��ʵ��Ƚϣ���ɨ��羵��X��������ͽ��������Է�ĩ����ѹ�����з��������Դ����۵���ѹ���ܻ���������̽�֡�����������ڲ�ͬ��ѹ��ѹ���£���������ѹ��ʱ����ĩ�ڼ��Ⱥͱ��¹�������������ʹ���۵���Ӳ����ߣ����ۿ����ļӹ�Ӳ���̶��������Ա����������ͣ������յ�����ѹѹ�������۾���(110)�������İ�߿�������ѹ��ʱ�ĵͣ�ͬʱ�����ڴ�������130 ��ʱ��������ʹ�÷�ĩ�ļ���ǿ�����ӣ����·�ĩ֮���Լ���ĩ��ģ��֮���Ħ��������ѹ���ε���Чѹ�����ͣ�����Щ���ص��ۺ������£�ʹ����130 ��ѹ�Ƶ���ѹѹ�����ܶȵ�����ͬѹ���´�������ѹѹ�����ܶȣ���������ģ��ҲҪԶԶ������ѹѹ������ģ����
�ؼ��ʣ�
��ͼ����ţ�TF121; TF124 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)03-0394-05
Warm compaction behavior of pure iron powders
YE Tu-ming1, 2, YI Jian-hong1, PENG Yuan-dong1, XIA Qing-lin1
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Wuhan Iron and Steel Corporation, Wuhan 430083, China)
Abstract: The difference between warm compaction and cold compaction of pure iron powders without admixed lubricant was compared with an Instron thermal simulater. The powders and compacts were analyzed by scanning electron microscopy (SEM), X-ray diffractometry and optical microscopy. The densification mechanism of warm compacted pure iron powders was also investigated. The results show that during compaction of pure iron powders at ��130 �� under different compaction pressures, the microhardness and degree of work-hardening of pure iron powders are increased by serious oxidization during the heating and heat preservation of iron powders, which results in lower plastic deformation of iron powder particles. This induces lower half height width of (110) diffraction peak of warm compacted samples than that of cold compacted samples. At the same time, the shear strength of pure iron powders is enhanced by oxidization at 130 ��, which leads to the increase of friction of inter-particle and particle-die wall, and the decrease of effective pressure of warm compacted pure iron powders. As a result, under the combined effects, the warm compacted samples at 130 �� under the same compaction pressure have lower green densities than that of cold compacted samples, and the ejection forces of warm compacted samples is greatly higher than that of cold samples.
Key words: pure iron powders; warm compaction; plastic deformation; densification
��ĩұ���������ѧ����һ�������ܶ�ϢϢ��أ���ˣ��Է�ĩұ���������϶��ԣ�ϣ��ͨ����һѹ�ƹ��ջ�ø��ܶȵ�������������������������Ʊ����ܶȷ�ĩұ����ϵĹ��գ�����������ѹ/���ա�����ѹ�ơ���ѹ����ģѹ�ƺͷ�ĩ�����[1-7]������ѹ�������ڼȱ����˴�ͳѹ�ƹ��յĻ����ص㣬�����Խϵ͵ijɱ��������ܶȺ�������ѧ���ܵ��㲿������ˣ�����Ϊ��������ĩұ���㲿��Ӧ���¼�Ԫ�����·�ĩұ�������������ͳ��μ��������ǵ�ǰ����ǰ;�ľ���ʵ�õķ�ĩұ����֮һ[8]��
��ѹ������ָ��������������Ԥ��Ϸ�ĩ��ģ���ȵ�130 �����ң�Ȼ���봫ͳ��ĩұ��ѹ�ƹ���һ������ѹ�ƣ�����սᡢ���εȹ����Ƶ÷�ĩұ���������Ȼ��ѹ�����������ϵõ��˳ɹ�Ӧ�ã������е��о���༯��������ѡ��ѹ���¶ȵȹ��շ��棬�������ܻ��Ļ�������һ�µĿ�����ͨ����Ϊ������ѹ�¶�(130 ������)�£����ۿ����ļӹ�Ӳ���ٶȺͳ̶��½��������������ۿ����ı��������Լ��������Ħ������ʹ�÷�ĩ����֮����������к����Ա���������ߣ����յ��·�ĩѹ���ܶ����[9-10]���������һЩѧ�߶���ѹ�����ܻ����̽����˳���̽��[11-16]���ӹ�������������ѹ�����ӵ������������ã�������ѹ�¶ȵľ���Ӱ�������������о����ڴˣ��������ߴӺ�ۺ��۵ĽǶȣ��ų�����Ӱ�����أ�����̽���¶ȶԴ����۵����ܻ�������Ӱ���������������������ѹ�����ܻ�������
1 ʵ ��
1.1 ����
ʵ�����ô�����Ϊ���ô�QMP��˾��������������ATOMET 1001���������κ�������InstronҺѹ�ŷ�����������Ͻ���ѹ�ƣ�ѹ���¶�Ϊ���º�130 �棬ѹ��ѹ��Ϊ200��300��400��500��600��700��800 MPa��ѹ��ֱ��Ϊ10 mm��
1.2 ��֯�ͽṹ����
����JSM-6700F��ɨ����������۲��ĩ��ò����D/max 2550ȫ�Զ���X���������Dz������º�130 ��ѹ�ƶ��ɵ�ѹ�������۾���(110)���������İ�߿�����LECO��˾��TC-436�����ⶨ�Dz�����ĩ������������MeF3A������������ѹ������Ӳ�ȣ����ð�������ˮ������ѹ�����ܶȡ�
2 ���������
2.1 ѹ��ѹ���Դ�����ѹ���ܶȵ�Ӱ��
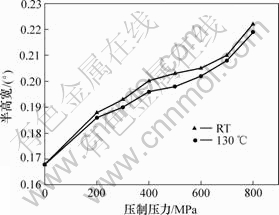
��������200��300��400��500��600��700��800 MPaѹ��ѹ���·ֱ������º�130 �����ѹ�ơ����ڲ�ͬѹ���»�õ�ѹ���ܶȹ�ϵ��ͼ1����ͼ1�ɼ������������»���130 ��ѹ�������£������۵�ѹ���ܶȾ�����ѹ��ѹ���������������������ͬ��ѹ��ѹ�������£�����ʱѹ�Ƶ�ѹ���ܶȾ���130 ��ѹ�Ƶ��Ըߡ�

ͼ1 �����۵�ѹ���ܶ���ѹ��ѹ���Ĺ�ϵ
Fig.1 Relationship between green density and compaction pressure of pure iron powders
2.2 ��ѹ�Դ�����ѹ����ģ����Ӱ��
��ģ��ָʹ��ĩѹ����ģ�����ѳ�����Ҫ��ѹ��������ѹ��ѹ������ĩ���ܡ�ѹ���ܶȡ�ģ�����������йء�ͼ2��ʾΪ��������700 MPa��ѹ�Ƶ�ѹ������ģ����λ�����ߡ��ɼ�������ѹ��ѹ������ģ������Ҫ����130 ��ѹ��ѹ������ģ�����������������û���������Ĵ�������ѹ�����У���ĩ��ģ���Ⱥ�û�еõ�������Ч���Լ���������130 ��ʱ��������ʹ�÷�ĩ�ļ���ǿ�����Ӷ����·�ĩ֮���Լ���ĩ��ģ��֮���Ħ�����Ӷ�����ѹ������ģ��Զ��������ѹ��ѹ������ģ����ͨ���Ƚ���ģ�����֣��ڴ����۵�ѹ�Ƴ��ι����У���������ѹ���ι�������Ħ���������ѹ����ʧ������ѹ�ƵĴ�������Чѹ�����ͣ�ʹ����ѹѹ�����ܶ�����ѹѹ�����ܶ����û�еõ���ߡ�

(a) ����ѹ�ƣ�(b) 130 ��ѹ��
ͼ2 700 MPaѹ�Ƴ��κ����۵�ѹ����ģ����λ�ƵĹ�ϵ
Fig.2 Relationship between ejection force and displacement of pure iron powders (700 MPa forming)
2.3 ����ʱ��Դ�������������Ӱ��
������ĩ�е��������Ƿ�ӳ������ĩѹ���Ժû���һ����Ҫָ�꣬������ĩ����������ͬ����ʾ��ѹ���Բ�ͬ����Ϊ��ĩ��������߷�ĩ��Ӳ�ȣ������Ҫ�ϸߵ�ѹ��ѹ���������۶��ԣ�������ҪΪC��N��O�����۵Ĵ���Խ�ߣ�Խ����ѹ�ơ�����ˮ�����������ܺ��ڹ���ˮ�������۵�һ����Ҫԭ�������Ϊ���������ܵ͡���ѹ������һ���ؼ����ǽ�������ĩ���ȵ�130 �����ҡ���������ĩ�ӿ�ʼ���ȡ�����ֱ��ѹ�ƣ�һ��Ҫ����30~40 min����ʱ�������������������¶��³�ʱ����Ⱥͱ��£�������ĩ�������Ƚ����أ��Ӷ�Ӱ���ĩ��ѹ�����ܡ�ͼ3��ʾΪ�����ۼ��ȵ�130 ��ʱ����ʱ��Դ�������������Ӱ�졣�ɼ���û�м�����ʱ�����ű���ʱ����ӳ��������۵���������������������2 h�����۵���������0.15%(��������)���ӵ�0.59%�������������������3.93�����������ű���ʱ����ӳ����м������ӵ����ơ���Ҳ��һ��������˴���������ѹʱ��ѹ���ܶ�Ҫ������ѹ��ʱ�͵�ԭ��

ͼ3 ����ʱ���������������Ӱ��(130 �汣��)
Fig.3 Effects of heat holding time on oxygen content of iron powders (heat preservation at 130 ��)
2.4 X�����������ò�Ƚ�
��ѹ�����ܹ���߷�ĩ���������Ա�����������ֱ�Ӿ�ȷ������ĩ���������Ա��κ����ѡ�Ȼ�������ݷ�ĩ�����Ա��ν�������ĵ�����䣬����X������������Ծ���ĵ��������в�������һ���̶��Ͽ��Է�ӳ����ĩ������ƽ�����Ա��Ρ��������������µ����Ա��Ρ������ܵ�ԭ�������һЩ�൱С���������ڴ��ڲ����ȵ���Ӧ�����Ӷ����²�ͬ������Ӧ�䲻һ�£���������ͬ����ָ��(hkl)�ľ�������Ʒ�IJ�ͬ������в�ͬ������d������ֵ��(dhkl-?d)~(dhkl+?d)֮��仯��������Ա仯��?d/d����ͳ�ƹ��ɣ���û�з����ԣ����ԣ�����Ӧ��(Ӧ��)���ϵ������ʶԳƿ���������ֵλ�ò����ı䡣
�ڱ�ʵ���У��������۲��ᷢ����䣬Ҳ���ᷢ���й�Ԫ���������еĹ��ܣ���ˣ�������Ϊѹ�������۾��������Ŀ�������ѹ�ƹ����е����Ա�������ģ����Ҳ�ͬ�����ж�Ӧ���������İ�߿�Խ�������Ա�����ҲԽ�����⣬��Ϊ(110)�������۾����������Ƶľ��棬�����������ǿ��Ҳ��ߣ�Ϊ���ڱȽϣ�ʵ���������۾���(110)�������İ�߿���Ϊ���Ա��δ�С�Ķ���ָ�ꡣ��ͼ4���Կ����������������»���130 ��ʱѹ���£�������ѹ���İ�߿�������ѹ��ѹ������������ӣ���˵������ѹ��ѹ���������������۵����Ա��γ̶����ӡ����ǣ�����ͬѹ��ѹ�������£������۾�����(110)����130 ����ѹʱ�������������ѹ����ȣ���û�з������������෴�����߿�����ѹ�Ļ��͡���Ҳ֤ʵ����������ѹ���������ڷ�ĩ�������������Ա��������������ͣ����ԣ�ʹ�����߿�����ѹ�ĵͣ�������ѹ���ܶȽϵ͡���Ҳ�ɴ�ͼ5��ʾ�Ĵ�����ѹ����SEM��Ƭ��������ͼ5���֣�������130 ����ѹѹ�Ƶ�ѹ������Ӵ������ۿ�����Ľ��沢�����Եı�����ѹ��ѹ���е�ƽֱ����˵��ǰ���д����۵����Ա��β����Ⱥ��ߵĴ���ˣ����ߵ����ܻ��̶�����С��
ͼ4 ��������(110)����������߿���ѹ���¶Ⱥ�ѹ���Ĺ�ϵ
Fig.4 Relationship between half height width of (110) diffraction peak and pressure in pure iron powders at different compaction temperatures
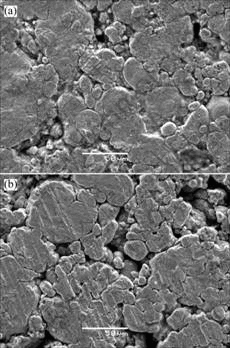
(a) ����ѹ��; (b) 130 ��ѹ��
ͼ5 δ��ʴ��������700 MPa���º�130 ����ѹѹ��ѹ����SEM��Ƭ
Fig.5 SEM photographs of green compacts of unetched pure irons by warm compaction and cold compaction under 700 MPa
2.5 ���ܻ���������
�ڸ���ѹ��ѹ���£���������130 ��ѹ��ʱ��ѹ���ܶȾ���������ѹ��ʱ��ѹ���ܶȡ�����Ҫ�����ڴ�������130 �汣��ѹ�ƹ����У�û��������Ч��������ĩ�ڼ��Ⱥͱ��¹����У����������������������۵��������������ӣ�����Ӳ��Ҳ��δ�������۵���������(����ʱHVΪ155.2��130 ��ʱΪ167.3)���Ӷ����ۿ����ļӹ�Ӳ���̶��������Ա����������͡������ѹѹ�������۾���(110)�������İ�߿�������ѹ��ʱ�ĵ�Ҳ����֤ʵ��ͬʱ�����ڴ�������130 ��ʱ��������ʹ�÷�ĩ�ļ���ǿ�����ӣ����·�ĩ֮���Լ���ĩ��ģ��֮���Ħ�������������ѹ��������Ħ���������ѹ����ʧ������ѹ�Ƶ�Ҫ�Ӷ�ʹ��ѹ�����е���Чѹ�����͡�����Щ���ص��ۺ������£���130 ��ѹ�Ƶ���ѹѹ�����ܶ�Ҫ������ͬѹ���µĴ�������ѹѹ�����ܶȣ���������ģ��ҲҪԶԶ������ѹѹ������ģ������˵���������ѹ�Դ����۵�ѹ�Ʋ����洦�������ή��ѹ�������ܡ�ֻ��������������£���ѹ������߷�ĩѹ�������ܡ�
3 �� ��
a. �����º�130 ���ѹ�������£������۵�ѹ���ܶȾ�����ѹ��ѹ�������������������ͬ����ѹ��ѹ�������£�����ʱѹ�Ƶ�ѹ���ܶȾ���130 ��ѹ�Ƶ��Ըߡ�
b. ��700 MPa��ѹ��ѹ���£�����ѹ��ѹ������ģ������Ҫ����130 ��ѹ��ѹ������ģ����
c. �ڴ����۵ļ��ȱ��¹����У����ű���ʱ����ӳ�������������������������2 h�����۵���������0.15%���ӵ�0.59%��
d. �����º�130 ���ѹ�������£�������ѹ���İ�߿�������ѹ��ѹ������������ӡ�����ͬ��ѹ��ѹ�������£������۾�����(110)����130 ����ѹʱ�������������ѹ����ȣ���û�з������������෴�����߿�����ѹ�Ļ��͡�
�ο����ף�
[1] James W B. High-density processing of powders[J]. International Journal of Powder Metallurgy, 2005, 41(5): 31-36.
[2] Hanejko F J. High-performance single-press/single-sinter processing[J]. International Journal of Powder Metallurgy, 2005, 41(5): 37-44.
[3] Arnhold V, Dollmeier K, Kruzhanov V, et al. Advanced techniques for the production of high density powder metal parts[C]//Panninger H, Ratzi R. Euro PM 2004 Conference Proceedings. Vienna: European Powder Metallurgy Association, 2004(1): 558-563.
[4] Poszmik G, Marucci M. Higher density and higher performance by single pressing and sintering[C]//Chernkoff R A, James W B. Advances in Powder Metallurgy & Particulate Materials-2004. Princeton, NJ: Metal Powder Industries Federation, 2004(10): 20-27.
[5] Orban R L. New research directions in powder metallurgy[J]. Romanian Reports in Physics, 2004, 56(3): 505-516.
[6] ���꣬Ҷ;������Ԫ��. ��ĩұ����ѹ���յ��о���չ��չ��[J]. ��ĩұ����, 2005, 23(2): 140-144.
YI Jian-hong, YE Tu-ming, PENG Yuan-dong. Researching progress and prospect of the process in warm compaction in powder metallurgy[J]. Powder Metallurgy Technology, 2005, 23(2): 140-144.
[7] Poszmik G, Marucci M L, Narasimhan K S. Single pressed single sintered PM products for high density, high performance applications[C]//Panninger H, Ratzi R. Europe PM 2004 Conference Proceedings. Vienna: European Powder Metallurgy Association, 2004(3): 75-80.
[8] Rutz H G, Hanejko F G, Luk S H. Warm compaction offers high density at low cost[J]. Metal Powder Report, 1994, 49(9): 40-47.
[9] Rutz H G, Hanejko F G. High density processing of high performance ferrous materials[C]//Advances in Powder Metallurgy & Particulate Materials-1994. Princeton, NJ: Metal Powder Industries Federation, 1994(5): 117-124.
[10] ��˳�������꣬��ģ���. ��ѹ���ܻ�������������ѹ��ĩ����е�Ӧ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2001, 6(3): 198-204.
CAO Shun-hua, YI Jian-hong, FENG Dong-wen, et al. Densification mechanism and its applications in designing powder mixtures for warm compaction[J]. Powder Metallurgy Materials Science and Engineering, 2001, 6(3): 198-204.
[11] St-Laurent S, Chagnon F. Designing robust powder mixes for warm compaction[C]//Advances in Powder Metallurgy & Particulate Materials-1997. Princeton, NJ: Metal Powder Industries Federation, 1997(3): 3-17.
[12] Degoix C N, Griffo A, German R M. Effect of lubrication mode and compaction temperature on the properties of Fe-Ni-Cu-Mo-C[J]. International Journal of Powder Metallurgy, 1998, 34(2): 29-33.
[13] �� �Σ������ԣ�����������. ��ѹ�������ܻ�����̽��[J]. �����Ƽ���ѧѧ��, 2000, 22(2): 131-133.
LIN Tao, GUO Shi-ju, LI Ming-yi, et al. Densification mechanism of warm compaction[J]. Journal of University of Science and Technology Beijing, 2000, 22(2): 131-133.
[14] Ф־�. ��������ѹ������ĩұ����ϵ��Ʊ������μ���Ӧ�õ��о�[D]. ����: ����������ѧ��е����ѧԺ, 2002.
XIAO Zhi-yu. A study on fabrication, formation and application of warm compacted high performance iron-based powder metallurgy materials[D]. Guangzhou: College of Mechanical Engineering, South China University of Technology, 2002.
[15] Ueda K, Machida T, Iwakiri M, et al. Effects of powder lubricants and compacting temperature on the higher density of iron-based green compacts[J]. Hitachi Powdered Metals Technical Report, 2002(1): 29-38.
[16] Hewitt R L, Wallace W, Malherbe M C. Plastic deformation in metal powder compaction[J]. Powder Metallurgy, 1974, 17(33): 1-12.
�ո����ڣ�2006-09-14
������Ŀ�����ҿƼ�����������Ŀ(MKPT-2004-09ZD)�����ϴ�ѧ�о�������������Ŀ
����飺Ҷ;��(1975-)���У�����Т���ˣ���ʿ�о��������¸����ܷ�ĩұ����ϵ��о�
ͨѶ���ߣ�Ҷ;�����У���ʿ�о������绰��0731-8877328��E-mail: sailingytm@163.com
[6] ���꣬Ҷ;������Ԫ��. ��ĩұ����ѹ���յ��о���չ��չ��[J]. ��ĩұ����, 2005, 23(2): 140-144.
[13] �� �Σ������ԣ�����������. ��ѹ�������ܻ�����̽��[J]. �����Ƽ���ѧѧ��, 2000, 22(2): 131-133.
[14] Ф־�. ��������ѹ������ĩұ����ϵ��Ʊ������μ���Ӧ�õ��о�[D]. ����: ����������ѧ��е����ѧԺ, 2002.
" target="blank">[16] Hewitt R L, Wallace W, Malherbe M C. Plastic deformation in metal powder compaction[J]. Powder Metallurgy, 1974, 17(33): 1-12.
