

Wrinkling behavior of magnesium alloy tube in warm hydroforming
TANG Ze-jun(�����), LIU Gang(�� ��), HE Zhu-bin(��ף��), YUAN Shi-jian(Է����)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 23 September 2009; accepted 30 January 2010
Abstract:
In tube hydroforming with axial feeding, under the effect of coupled internal pressure and axial stress, wrinkles often occur and affect the forming results. Wrinkling behavior of an AZ31B magnesium alloy tube was experimentally investigated with different loading paths at different temperatures. Features of wrinkles, including shape, radius and width, were acquired from the experiments, as well as the thickness distribution. Numerical simulations were carried out to reveal the stress state during warm hydroforming, and then the strain history of material at the top and bottom of the wrinkles were analyzed according to the stress tracks and yielding ellipse. Finally, effects of loading paths on expansion ratio limit of warm hydroforming were analyzed. It is verified that at a certain temperature, expansion ratio limit can be increased obviously by applying a proper loading path and realizing enough axial feeding.
Key words:
warm hydroforming; magnesium alloy tube; wrinkle; internal pressure; AZ31B magnesium alloy;
1 Introduction
More and more magnesium alloy sheets and tubes have been applied in automotive and aircraft industries to meet the demand of fuel saving[1-3] for the low density and high specific strength of magnesium alloys. However, poor formability at room temperature restricts their applications and potentials. To solve this problem, hydroforming at an elevated temperature, also known as warm hydroforming, was presented to manufacture magnesium alloy components[4-5].
Through the warm hydroforming experiments of magnesium alloy sheet[6-8], it is verified that at higher temperature and lower strain rate, the formability of the material can be improved companying with decreasing flow stress. For the extruded tube blank of magnesium alloy, the formability of material in hydroforming depends on extrusion processes firstly. Tubes from extrusion through spider die have seams so that they always burst along the seams during hydroforming at temperature from 200 ?C to 400 ?C and the expansion ratio does not increase with rising temperature[9-10]. As for tubes without weld seam, hydro-bulging tests indicated that the formability can be increased by rising the forming temperature[11], and then the maximum expansion ratio reached 29%.
To form the magnesium alloy tubular part with large expansion ratio, an optional approach is used to control the strain rate at elevated temperature by flow control strategy[10-12]. However, it induces some disadvantages: low production efficiency; non-uniform thickness of the forming components; high cost due to the complicated flow control system.
Therefore, the current work focuses on warm hydroforming with the pressure control strategy in order to realize high cost efficiency and more uniform thickness distribution of the final component. Some references presented that wrinkles might be used as preform to increase the expansion ratio limit of hydroforming process of steel and aluminum tubes at room temperature[13-14], but the effect of wrinkles on warm hydroforming is not published. In this work, warm hydroforming of an AZ31B seamless extruded tube were investigated to reveal the effects of axial feeding, internal pressure and temperature on wrinkling behavior, expansion ratio limit and thickness distribution, etc.
2 Experiment and simulation
2.1 Tube material
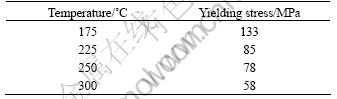
The magnesium alloy (AZ31B) tube used in the study has an outer diameter of 44 mm and a thickness of 1.8 mm. The chemical compositions are shown in Table 1 and its mechanical properties at various temperatures were published in Ref.[15]. Mainly, the yielding stress values of the material at different temperatures are shown in Table 2.
Table 1 Chemical compositions of AZ31B (mass fraction, %)
![]()
Table 2 Yielding stress of AZ31B
2.2 Experimental setup
The experiments were conducted with the warm hydroforming system developed by Harbin Institute of Technology (HIT), China. A kind of heat resistance oil was adopted as the heating and pressurizing medium with the highest temperature up to 300 ?C and the maximum forming pressure of 100 MPa. The experimental setup is shown in Fig.1. The die temperature was elevated by the heaters embedded in the die. The temperatures of the die and the pressurized oil were measured by thermal couples and fed back to the proportional/integral/derivative controller for controlling.
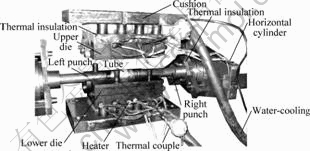
Fig.1 Experimental equipment
Thermal insulation was used between the dies and the cushions to prevent heat from escaping. To make the temperature field stable, temperature should be kept constant for 10 min prior to the hydroforming. The die cavity has a diameter of 66 mm and length of 66 mm, namely, the length of the expanding zone is 1.5 times of the diameter of tube.
2.3 Loading paths
To study the influences of internal pressure on hydroforming, experiments were conducted at 175 ?C with different loading paths, as shown in Fig.2. In each loading path, the total axial feeding was the same, namely 6 mm, but the internal pressure during axial feeding was kept different constant values, i.e. 4.4, 6.6,

Fig.2 Relationship between internal pressure and axial feeding at different loading paths
7.7 and 9.9 MPa.
To study the effects of axial feeding amount on wrinkling, experiments were conducted at 175 ?C and 6.6 MPa with different axial feeding of 6, 12, 18 and 24 mm.
To study the influence of temperature on the wrinkles, experiments were conducted at 175, 225, 250 and 300 ?C, respectively. The total axial feeding was set as 12 mm and the internal pressure was set as 0.033 times of yielding stress during feeding.
2.4 Simulation model
The purpose of simulation in the present work is to provide the stress analysis during the deformation. The finite element code LS-dyna was used for the simulation. Fig.3 shows the simulation model. The tube was meshed by Belytschko-Tsay shell elements. The magnesium alloy tube was assumed to be isotropic and obey ![]() . Coulomb friction model was used in the simulation and the friction coefficient was 0.125.
. Coulomb friction model was used in the simulation and the friction coefficient was 0.125.
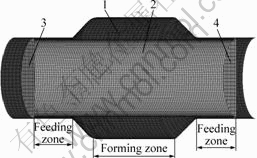
Fig.3 FEM simulation model: 1��Die; 2��Tube; 3��Left punch; 4��Right punch
3 Results and discussion
3.1 Hydroformed samples obtained from experiments
The samples from the experiments are shown in Figs.4-6.
From Fig.4, it can be seen that at lower pressure, like 4.4 MPa and 6.6 MPa, the wrinkles could be produced at the two ends of the expanding zone. However, at a higher pressure of 9.9 MPa, hydro-bulging occurs without wrinkles.
From Fig.5, it can be seen that the larger the axial feedings, the more serious the wrinkles are. When the axial feeding amount is 24 mm, the wrinkles become into folds and two more wrinkles appear in the expanding zone. When the axial feeding is excessive, wrinkles cannot be flattened in calibration so that folding failure will occur.
From Fig.6, it can be seen that the wrinkled samples are axisymmetric and the profile shape of the wrinkles along the axial direction keeps an approximate sinusoid form. At different temperatures, the profile shapes of the wrinkles have obvious difference.

Fig.4 Samples from hydroforming at different internal pressures during axial feeding

Fig.5 Samples from hydroforming with different axial feeding amounts (forming temperature of 175 ?C, internal pressure of 6.6 MPa)

Fig.6 Wrinkled samples from hydroforming at different temperatures (axial feeding of 12 mm)
3.2 Effects of process parameters on wrinkling behaviour of warm hydroforming
Fig.7 shows the profile shape of the wrinkled sample, in which, Rw is the radius of wrinkle and Bw is the width of wrinkle. Rw expresses the height of the wrinkles and the expansion degree at the top of the wrinkles. Bw expresses the uniformity of material distribution after axial feeding.
Fig.8 shows the effects of the process parameters, axial feeding, temperature and internal pressure, on the radius of wrinkle and width of wrinkle. In Fig.8, R is the radius of the tube blank.
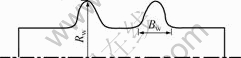
Fig.7 Schematic diagram of wrinkle profile shape
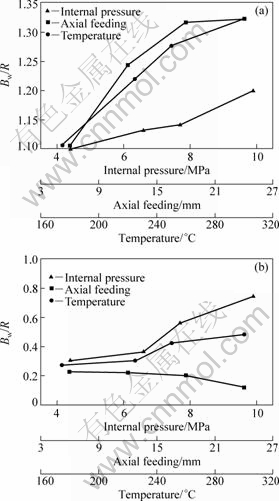
Fig.8 Characteristic of wrinkles: (a) Outside radius at top zone of wrinkles; (b) Width of wrinkles
From Fig.8(a), the radius of wrinkle increases with increasing the internal pressure, axial feeding and temperature. This can be seen that, in warm hydroforming of magnesium alloy, before calibration, the top of the wrinkles will experience expanding deformation firstly and the deformation degree depends on the process parameters.
From Fig.8(b), the width of wrinkle increases with increasing temperature and internal pressure, but decreases with increasing axial feeding. This illustrates that at a higher temperature and internal pressure, bulging deformation is prone to occur and becomes the dominating deformation mechanism, replacing wrinkling as an instability. Therefore, higher temperature and internal pressure might induce larger thinning ratio during the feeding procedure.
3.2 Thinning ratio distribution of wrinkled samples
Fig.9 shows the thinning ratio of the wrinkled samples along the axial direction. It can be seen that the thinning ratio at the top zone of the wrinkles is bigger than that at the bottom zone. When the internal pressure is higher, the difference of thinning ratio between the top zone and the bottom zone becomes even larger. From
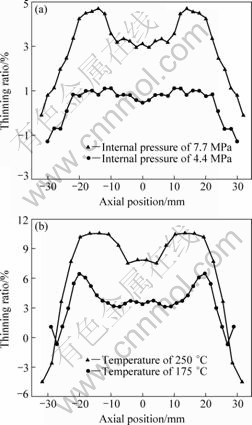
Fig.9 Thinning ratio of wrinkled samples along axial direction: (a) At different internal pressures (temperature of 175 ?C); (b) At different temperatures (axial feeding of 12 mm)
Fig.9(b), it can be seen that at a higher temperature, the same similar result as that at a higher pressure can be acquired. The results verify the speculation mentioned above according to the wrinkle profile shape generated from different process parameters.
3.3 Stress analysis
Stress state variation was analyzed and used to explain the experimental results. Assuming that the deformation occurs at a quasi-static strain state in the warm hydroforming, stress tracks of the top zone and bottom zone of the wrinkles extracted from the simulation were drawn as shown in Fig.10.
It can be seen from Fig.10 that circumferential stress increases with the axial feeding. However, at first the axial stress decreases to the minimum value, and then increases with the axial feeding. According to the change of stress states, changes of the principle strains can be revealed.
The increment of the circumferential principle strain is positive through the whole process. Therefore, the radius of wrinkle increases with axial feeding. However, the increment of the axial principle strain is positive only when the axial stress is less than half of the circumferential stress.
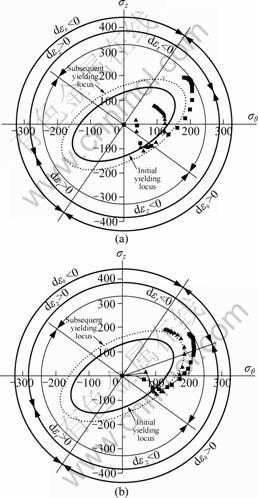
Fig.10 Stress traces of wrinkles during axial feeding at 175 ?C: (a) Internal pressure of 4.4 MPa; (b) Internal pressure of 7.7 MPa
For the case at the lower internal pressure as shown in Fig.10(a), tube wall experiences a thickening phase prior to the final thinning phase. For the case at the higher internal pressure as shown in Fig.10(b), tube wall only experiences the thinning phase. Therefore, at a higher internal pressure, the wrinkle radius is greater and the thinning ratio of the wrinkled sample is larger.
By comparing the stress tracks and the yielding locus, plastic deformation of the bottom zone of the wrinkles will cease when axial feeding is great enough for the stress state will go inside the subsequent yielding locus due to the hardening effect of the material.
However, plastic deformation of the top zone of the wrinkles will occur continuously after the initial yielding of the tube because the stress state of the top zone is always outside the subsequent yielding locus during the axial feeding. The difference between the plastic strains of the top zone and the bottom zone of the wrinkles induces the sinusoid form of the profile shape of wrinkle along the axial direction.
In addition, it can also be seen that plastic deformation of the bottom zone of the wrinkles in the case at a higher internal pressure (7.7 MPa) lasts longer time than that in the case at a lower internal pressure (4.4 MPa). The stress state determines that the width of the wrinkle increases with internal pressure and the thinning ratio at the bottom zone increases too.
3.4 Effect of loading path on expansion ratio limit
The hydroforming experiments were carried out with three kinds of loading path as shown in Fig.11, in which the total axial feeding amounts are 6, 12 and 18 mm, respectively, but the pressure and temperature are the same as each other. The forming temperature was set a constant temperature of 175 ?C.
The samples after bursting are shown in Fig.12(a) and the bursting pressures and the maximum expansion ratios are shown in Fig.12(b).
Compared with the hydro-bulging experiments without any axial feeding[15], the bursting pressure is reduced and the expansion ratio limit is obviously increased under the effect of axial feeding. Moreover, with increasing the axial feeding amounts, the bursting pressure can be decreased and the expansion ratio limit becomes higher.
The maximum expansion ratio limit reaches 47% when the axial feeding amount is 18 mm. According to the analysis in the context, proper wrinkles resulted from axial feeding are beneficial to accumulate materials into the die cavity and increase the expansion ratio limit. Therefore, besides elevating temperature and slowing strain rate, proper wrinkles can be regarded as a kind of preform to increase the expansion ratio limit of magnesium alloy tube within warm hydroforming.
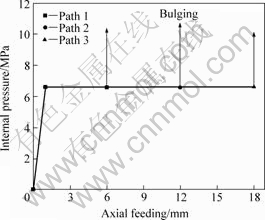
Fig.11 Loading paths with different axial feeding amounts
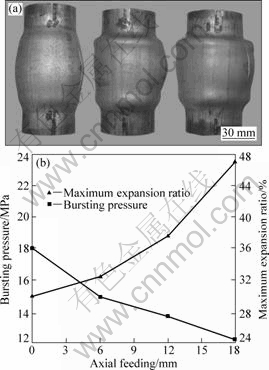
Fig.12 Bulged results of wrinkled parts: (a) Morphologies; (b) Bursting pressure and maximum expansion ratio
4 Conclusions
1) In warm hydroforming of magnesium alloy tube, by using loading path with larger axial feeding, wrinkles can be formed as axisymmetric along circumferential direction and sinusoid form along the axial direction. As the axial feeding increases, the wrinkle profile radius increases, while the wrinkle width decreases.
2) If the wrinkled samples are produced at a higher internal pressure or at a higher temperature, both the wrinkle profile radius and width increase. And then, the thinning ratio all over the expanding zone becomes larger, especially that of the top zone.
3) The expansion ratio limit of warm hydroforming can be increased by applying a proper loading path with a reasonable axial feeding amount, forming temperature and internal pressure. Under a set of proper process parameters, a certain shape of wrinkles can be regarded as a kind of preform and applied to form components with big expansion ratio.
References
[1] Kulekci M K. Magnesium and its alloys applications in automotive industry [J]. Int J Adv Manuf Technol, 2008, 39: 851-865.
[2] Luo A. Magnesium: Current and potential automotive applications [J]. Journal of the Minerals, Metals and Materials Society, 2002, 54(2): 42-48.
[3] Riopelle L. Recycling of magnesium makes cents [J]. JOM, 1996, 48(10): 44-46.
[4] Neugebauer R, Altan T, Geiger M, Kleine M, Sterzing A. Sheet metal forming at elevated temperatures [J]. CIRP Annals��Manufacturing Technology, 2006, 55(2): 793-816.
[5] Doege E, Elend L E, Meiners F. Comparative study of massive and sheet light weight components formed of different light weight alloys for automobile applications[C]//Proceedings of the ISATA. Epsom: Epsom House, 2000: 87-94.
[6] Doege E, Droder K. Sheet metal formability of magnesium wrought alloys��Formability and process technology [J]. Journal of Materials Processing Technology, 2001, 115: 14-19.
[7] Palaniswamy H, Ngaile G, Altan T. Finite element simulation of magnesium alloy sheet forming at elevated temperature [J]. Journal of Materials Processing Technology, 2004, 146: 52-60.
[8] Leea S, Chena Y H, Wang J Y. Isothermal sheet formability of magnesium alloy AZ31 and AZ61 [J]. Journal of Materials Processing Technology, 2002, 124: 19-24.
[9] Aue-u-lan Y, Esnaloa J A, Guza D, Altan T. Warm forming magnesium, aluminum tubes��A high-temperature process for lightweight alloys[EB/OL]. http://www.thefabricator.com/ Hydroforming/Hydroforming Article. cfm? 2009-09-17.
[10] Liewald M, Pop R, Wagner S. Magnesium tube hydroforming [J]. Materialwissenschaft und Werkstofftechnik, 2008, 39(4/5): 343-348.
[11] Yuan Shi-jian, HE Zhu-bin, WANG Xiao-song, LIU Gang, LIANG Ying-chun. Material characterization and formability evaluation of AZ31B Mg alloy tube for warm tube hydroforming [C]//KIM D W. Proceedings of the 9th International Conference on Technology of Plasticity. Korea: KSTP, 2008: 1274-1279.
[12] ESNAOLA J A, TORCA I, GALDOS L, GARCIA C. Determination of the optimum forming conditions for warm tube hydroforming of ZM21 magnesium alloy [J]. Journal of Achievements in Materials and Manufacturing Engineering, 2009, 32(2): 188-195.
[13] YUAN S J, WANG X S, LIU G, LANG L H, LI H Y, WANG Z R. Research on hydroforming of tubular components with changeable cross-sections [C]// Proceedings of the 7th international conference on technology of plasticity. Yokohama, Japan: JSTP, 2002: 1495-1500.
[14] YUAN Shi-jian, WANG Xiao-song, LIU Gang, WANG Z R. Control and use of wrinkles in tube hydroforming [J]. Journal of Materials Processing Technology, 2007, 182: 6-11.
[15] YUAN Shi-jian, TANG Ze-jun, WANG Xiao-song, MIAO Qi-bin. Formability of warm hydroforming of AZ31B magnesium alloy tube [J]. Material Science and Technology, 2009, 17(5): 1569-1573.
(Edited by LI Xiang-qun)
Foundation item: Project(NCET-07-0237) supported by the Program for New Century Excellent Talents in University, China
Corresponding author: YUAN Shi-jian; Tel: +86-13945678916; Fax: +86-451-86418776; E-mail: syuan@hit.edu.cn
DOI: 10.1016/S1003-6326(09)60292-2
