
���±�ţ�1004-0609(2014)02-0325-10
������һ�廯����6061���Ͻ����֯����ѧ����
�� ��1, 2����˳��1��֣����1�����ľ�1���ܺ���2
(1. �㶫ʡ��ҵ�����о�Ժ(������ɫ�����о�Ժ) �����ӹ�����ͼ����о��������� 510650��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
ժ Ҫ������������һ�廯����6061���Ͻ��о�����ʱ���6061���Ͻ�����̡�����������֯����ѧ���ܵ�Ӱ�졣���������������ѹ��ͷ��6061���Ͻ�Ϊ���߱�����֯���м䲿λ������ѹ��ѹʵ��������ģ���ֵĺϽ�����ģ���������µõ�ϸ����������ʱ��Ϊ3~4 sʱ����ѹ�����ܹ��ԺϽ����ǿ���Բ�����ѹʵ��֯�����������Ա��Σ����������ס����ƺ���֯���ɵ�ȱ�ݳ��֡���������ʱ����ӳ����ȴ���ǰ�����ͼ��Ŀ���ǿ�Ⱥ��쳤��������������ƽ���ͼ�С��������ʱ��Ϊ4 sʱ��6061���Ͻ����ͼ���������ѧ���ܴﵽ��ߣ�δ�ȴ����Ŀ���ǿ�Ⱥ��쳤�ʷֱ�Ϊ211.1 MPa��17.6%���ȴ�����Ŀ���ǿ�Ⱥ��쳤�ʷֱ�Ϊ368.9 MPa��11.5%��
�ؼ��ʣ�
6061�������Ͻ���������һ�廯����������ʱ����ǿ�Ʋ�����
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Microstructure and mechanical properties of 6061 aluminum alloy prepared by casting-forging integrated technology
PENG Yong1, 2, WANG Shun-cheng1, ZHENG Kai-hong1, QI Wen-jun1, ZHOU Hai-tao2
(1. Institute of Materials Processing and forming technology, Guangdong General Research Institute of Industrial Technology (Guangzhou Research Institute of Non-ferrous Metals), Guangzhou 510650, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China.)
Abstract: The casting-forging integrated technology was adopted to prepare 6061 aluminum alloy. The effects of forging start-up time on solidification, feeding, microstructure and mechanical properties of 6061 aluminum alloy were investigated. The results show that the microstructure of 6061 aluminum alloy closed to forging punch surface is deformation microstructure. The grains of 6061 aluminum alloy in the middle part are crushed and compacted. The grains of 6061 aluminum alloy closed to the lower mold are refined due to the chilling effect by the mold. When the forging start-up time is 3-4 s, the shrinkage, cracks and loose tissue can be avoided, because the forging force can effectively carry out pressure feeding, and make structure compacted through the forced feeding and plastic deformation. With the increase of forging start-up time, the tensile strength and elongation of 6061 aluminum alloy with and without T6 heat treatment first increase and then decrease. The maximal mechanical properties of the 6061 aluminum alloy parts can be obtained when the forging start-up time is 4 s. The tensile strength and elongation of 6061 aluminum alloy without T6 heat treatment is 211.1 MPa and 17.6%, respectively. The tensile strength and elongation of 6061 aluminum alloy with T6 heat treatment is 368.9 MPa and 11.5%, respectively.
Key words: 6061 wrought aluminum alloy; casting-forging integrated technology; forging start-up time; forced feeding
6061���Ͻ���һ�ֵ��͵Ŀ��ȴ���ǿ�����Ͻ�����Al-Mg-Siϵ�Ͻ���������õ����ԡ���ʴ�ԡ��ɺ��ԡ��ϵ͵Ĵ������ϵ���ͽϺõij������ܣ���Ϊ���˶�����Σ���ͼ���ҪӦ����������Ħ�г�����ͧ�ϣ�Ȼ��������һЩ�ṹ���ӵ����������ӹ����ձȽϷ������ɱ��߰������ѷ��������ƣ�����Ƽ���״�ܵ��ϴ�����[1-2]��6061���Ͻ����ڱ������Ͻ��������ܽϲһ��������Ǻ����ý��������졢��ѹ�����ѹ�������Щ��ͳ�����칤�ս�����������Ҫ���������������ھ����ִ���֯�����Ⱥͳɷ�ƫ����ȱ��[3-4]��
��������(��)�ǽ�����Ͷ������ϵ�һ�ֳ��ι��գ������ʵ����ʽҲ�϶ࡣ������Ĺ������������췽������ë����������ë�����¼��ȣ��ٷ����ģ�н��ж���[5-6]������ֳ����˼�ѹ�����еľֲ���ѹ������˫�ؼ�ѹ���켼����[7]��������[8]��ѹ���Ͷ������������Һ̬ѹ������˫�س��μ�����������ͨѹ���������Ӷ���װ�ã����������þ�Ͻ�����˫�س��λ���������þ�Ͻ�Ħ�г���������Ǻ���챵����ͳ���ʵ�顣��������������м������ڵ����⣬����˵��ٳ���ѹ������������������������ϵ�������һ�廯���μ���[9]���ü���������Ͷ���϶�Ϊһ�����Ȳ���ѹ������ķ���������Һ������������ģ�ڣ���Ч�����˳����̵ľ�����������֤�˸�����״�����Ԥ���ͣ�Ȼ����ͬһ��ģ�������������̽������д������������ı�ģ���죬ʹ�䷢��ǿ�Ʋ�������֯ѹʵ��������������ͼ�����֯���ܶȺ���ѧ���ܣ��Ӷ�ΪһЩ��ǿ�ȡ������ܶȺ���״���ӵ������ṹ������ĥ��ѹ���������㲿���ij����ṩ��;�������У�����ʱ����������һ�廯���ι�����Ӱ��������첹������Ҫ���أ����������ڴ��о�����ʱ���������һ�廯����6061�������Ͻ���֯����ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 ʵ�����
���Ͻ�����100 kg��Ƶ��Ӧ¯�н�������������ǰ��¯������300~400 ��ʱ�����빤ҵ����(99.7%��������������ͬ)��¯������720 ��ʱ����Al-50%Cu(��������)�м�Ͻ�����ܹ�(99.2%)��730 ��ʱ����Al-5%Ti-1%B��Ȼ�������ȣ���¯��ȫ���ۻ��������������ã������������������Ǽ����ټ����ô����������Ĵ�þ��(99.85%)��������ȣ����ó�����������ȡ�����Ͻ�Һ���л�ѧ�ɷֲⶨ(SPECTRO-MAXxֱ��������)������������1���У������750 ��ʱ���������ϳ������顣
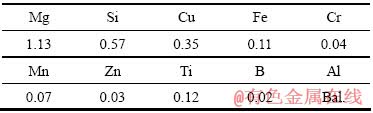
��1 ʵ��6061���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 6061 alloy (mass fraction, %)
1.2 ��������뷽��
���������з���6 000 kN������һ�廯���λ�(�豸��ͼ1��ʾ)�������飬������ģ������ѹ������ģ�ߵĻ����������˾��ж��칦�ܵĶ�о[10]������֮ǰ��ģ��ͨ�����ȹ�Ԥ����250 �����ҡ�������һ�廯�Ĺ�������[10]��Ҫ������ע��ѹ�����졢ģ�͡���ģ����������(��ͼ2)������Ҫͨ�����ƽ�ע�¶ȡ�ģ���¶ȡ������ٶȡ�����ѹ��������ʱ�䡢��ѹʱ��Ͷ�ѹ���ȹ��ղ�����ʵ�ֶ��Ƽ����ܵĿ��ơ��������ڳ����ٶȺͶ�ѹ����С���ʵ�����½��еģ�����ͷѹ���ٶ�Ϊ55 mm/s����ѹ����СΪ120 MPa����PLC��������ʱ�䣬����ʱ��ֱ�Ϊ0��1.0��2.0��3.0��4.0��5.0 s��������Ҫ���ղ������£�����ѹ��Ϊ140 MPa����ע�¶�Ϊ750 �棬��ѹʱ��Ϊ20 sֱ�����ͼ���ȫ���ϳ��Ρ�
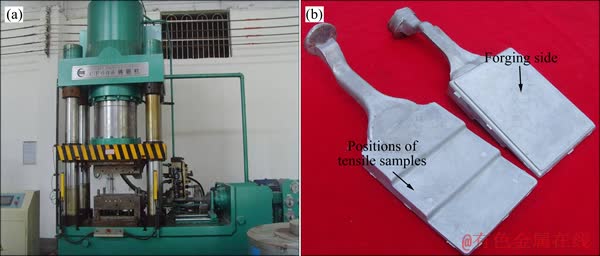
ͼ1 6 000 kN������һ�廯���λ���������
Fig. 1 Casting-forging integrated forming technology machine with 6 000 kN(a) and test pieces(b)
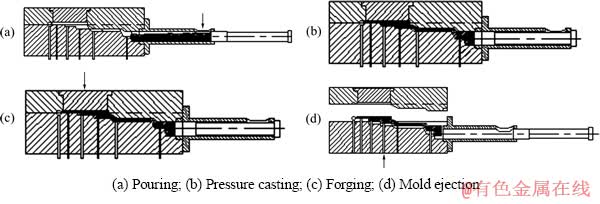
ͼ2 ������һ�廯����ʾ��ͼ
Fig. 2 Schematic diagram of casting-forging integrated technology
������һ�廯����ʵ�����������ë������T6�ȴ��������幤������[11]��530 �����3 h�����ˮ�㣬����180 ���˹�ʱЧ6 h�������䣬�ȴ���¯ѡ����ʽ����ѭ������¯��
1.3 �����������
����ͼ1��ʾȡ��λ��(���ͼ��м��ȴ�)�����ͼ����и�ȡ��Բ����������Ȼ���е�ӹ�����ͼ3��ʾ��Բ����������(GB/T228��2002)����DNS200��������������Ͻ�����ѧ���ܲ��ԣ������������Ϊ2 mm/min��������Ϊ5��ʵ��ֵ��ƽ��ֵ������֯ȡ��λ��ѡȡ���ͼ���ѹǰ��Ľ��沿�֣���ͼ4��ʾ���ֱ�ѡȡ�˶�ѹǰ��Ģ�~�ͬλ�á���������ĥ������õ�Ũ�ȵĻ����(2 mL HF��3 mL HCl��5 mL HNO3��250 mL H2O)��ʴ����LeicaDMI3000M�ͽ���������������֯�۲죻��JoelJSM-820ɨ����������Ͻ�������Ͽ���ò�۲졣

ͼ3 ���������ߴ�
Fig. 3 Dimension of tensile specimen (Unit: mm)
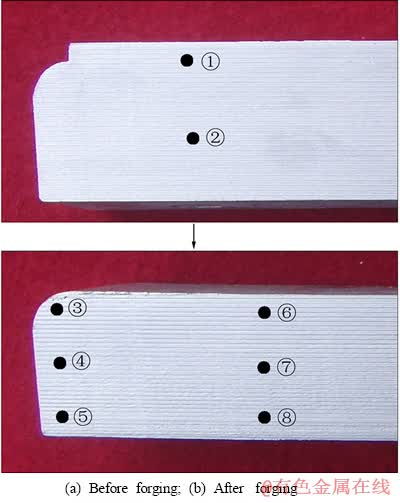
ͼ4 ������һ�廯����ȡ����
Fig. 4 Sampling pieces of 6061 alloy prepared by casting- forging integrated technology
2 ���������
2.1 ����ʱ��Ժ����֯��Ӱ��
ͼ5(a)��(b)��ʾ�ֱ�Ϊ������һ�廯���ζ�ѹǰ������������ò����ͼ5���Կ�����δʩ�Ӷ�ѹ��ʱ�Ƽ��ĺ�ڴ��Դ��ڽϴ�����ƣ�ʩ�Ӷ�ѹ�������Ƶõ����ϡ�����Ҫ������6061���Ͻ�(�������Ͻ�)�Ľᾧ����������ڽᾧ�����������γɴִ�Ħ�(Al)��֦���Ǽ�(�Ҵ���֦���Ǽ��������Խϴ�)�������г�������ܵĹ����ɷֵ�Һ̬�����������Խ��٣�������֦���赲����������������ֲ������õ������£����Ͻ���ģ�߲��������ԣ������ĺ�ڲ��ֺ������γ���������[12]��ʩ�Ӷ�ѹ�����������������̹������ܵ��ϴ�ѹ���������Ѿ����̵�֦����֯�������������κ˳�����δ���̵�Һ̬���������ִ��֦������ѹ�������²��䵽�������ѵIJ�λ��ȥ���Դﵽ��ѹ����������Ч��[13]��
ͼ6��ʾ�ֱ�Ϊ��ͬ����ʱ����������һ�廯���μ��ĺ����ò����ͼ6���Կ�����������ʱ��Ϊ0~2 sʱ�����ͼ����в�ͬ�̶ȵ����ƴ��ڣ�����������ʱ���������������Сֱ����ʧ��������ʱ��Ϊ5 sʱ�����ͼ��ֳ������ơ�������һ�廯���ι����У�����ʱ����̣������������̫�ͣ���ʱ�Ķ�ѹ�����൱�ڡ�Һ̬ģ�͡����Ƽ������εõ��ϺõĿ��ƣ���ѹ����Ҳ��������ɣ�Ȼ������ѹ�������������������Ի�������ס����ƺ���֯���ɣ���������ʱ����ӳ���������������������ߣ����������̹�����֦���Ǽ����γɣ���ʱʩ�Ӷ�ѹ���������������ľ��г�������ܵĹ����ɷ֡�ǿ���ԡ���ѹ��֦���Ǽܼ�϶�У��Ӷ���Ч�ض�����������������������������ơ�������ʱ�����ʱ�����������������̫�����Ѿ���ȫ���̣������̵Ĵִ�֦����֯�������һ�壬��ʱʩ�ӵĶ�ѹ��������ȫ�����ڹ���Ǽ��ϣ�ʹ��֯�����γ�С���ƣ���û��Һ�ಹ�������£��Ҵ�ʱ�ľ��ܶ����ѹ�������ֺ����ޣ�ʹ���������õر�������[14]����ˣ�������һ�廯������Ӧ�����Ƽ�����״����С�ͱں��ѡ����ʵ�����ʱ�䣬��ʱ�Ķ�ѹ���̲����ܽ���ǿ�Ʋ�������ʵ��֯������ʹ�Ƽ�������һ�������Ա��Σ�������ۺ���ѧ���ܡ�
2.2 ����ʱ�������֯��Ӱ��
������һ�廯��������֯����ȡ�����ͼ��м��Ȳ��ֵĽ��沿�֣���ͼ4��ʾ����ͼ4���Կ�������ѹ���Ƽ������̨������ƽ��������������ʱ�ܵ�ģ������ʩѹ����ͼ������Ƽ�Ħ������Ӱ�죬��������λ���������ͱ�������ͬ�������ڲ�����Ҳ�����ȣ�Ϊ�˷����Ͻ����ͺ������֯���ֱ�ѡȡ����ͼ4��ʾ�Ģ�~�ͬλ�ý��з�����������ͼ7����ʾ��
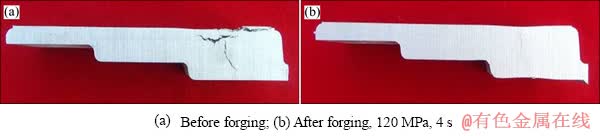
ͼ5 ������һ�廯������������ѹǰ��ĺ����ò
Fig. 5 Macro-morphologies of 6061 alloy under different forging pressure prepared by casting-forging integrated technology
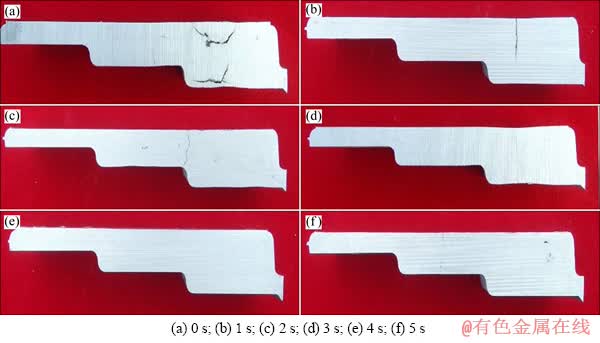
ͼ6 ��ͬ����ʱ����������һ�廯����6061���Ͻ�ĺ����ò
Fig. 6 Macro-morphologies of 6061 alloy test pieces prepared by casting-forging integrated technology under different forging start-up times
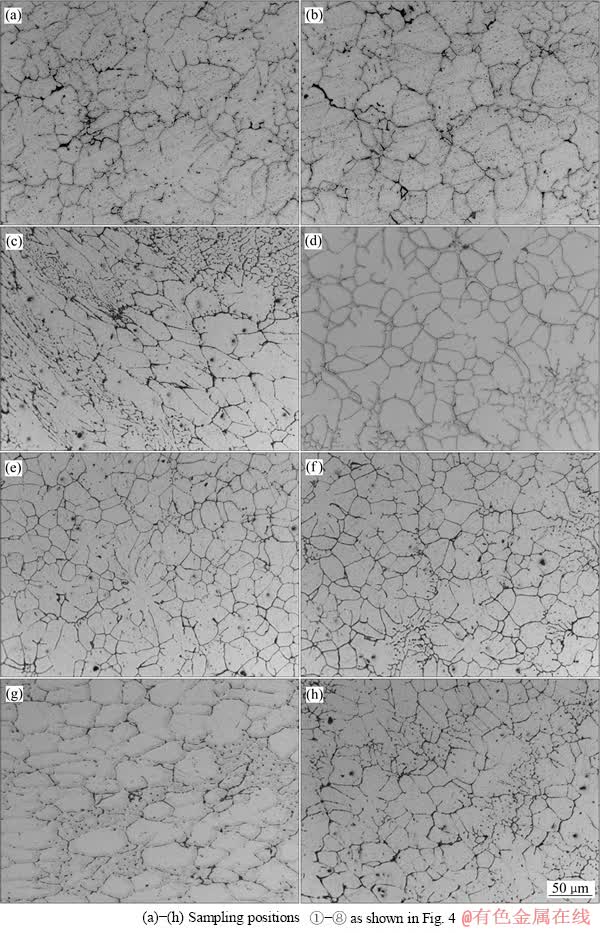
ͼ7 ������һ�廯���μ���ͬλ�õ�����֯
Fig. 7 Microstructures of part of different positions prepared by casting-forging integrated technology
ͼ7��ʾΪ������һ�廯���ζ�ѹǰ��ͬλ�õ�����֯����ͼ7���Կ�������ѹǰ�����ͼ�������֯�������Ա仯����ѹ��ͬλ�õ�����֯Ҳ���Žϴ���ͼ7(a)��(b)��ʾΪ������һ�廯����δ��ѹ����������֯�����Կ�����δ��ѹʱ�Ͻ����Ƚϴִ��������Ե���������ȱ�ݴ��ڡ�ͼ7(c)~(h)��ʾΪ��ѹ��Ϊ120 MPa������ʱ��Ϊ4 sʱ���ͼ���ͬ��λ�Ľ�����֯�����Կ�������ͬһ��������������ͬ��λ��ͬ���������֯���и��Ե�����֯����������۴���̨���Ƽ�������ֱ�ӽӴ���λ��(��ͼ7(c))��ʩ�Ӷ�ѹ����̨�ϵĽ������Ż���������������ʱ��������̬��֯��ʼ���Σ������о����ؽ��������ķ����������������ֳ���Ϊ���Եı�����֯������ܺ͢��ܵ���ѹ����Ӱ���С��������Ҳ�dz�С(��ͼ7(d)��(e))���������������������˵������ϸС������Ҫ�����������������ģ�ߵ���ģֱ�ӽӴ����ܵ��伤�����ã�����͢������֯�ȽϾ��ȣ�����ȫ��ΪϸС�ĵ��ᾧ��(��ͼ7(f)��(h))���Ҿ����ܵ���ѹ�������ö�����ϸ����������ߵľ������Ա�ѹ��(��ͼ7(g))������Ҫ�������Ƽ����²����ܵ�ģ�ߵļ�������������̣����м䲿����������̣�������͢���½�Ҳ������ߵĿ죬��Ҳ�͵����м侧�������²��־������Դִ�ʩ��ģ��ѹ������������ڱ����¶Ƚ�����͢�Ķ��ߣ����ο���Ҳ��С������ڱ�������������Ҳ�����ײ������Ա��Ρ�
�ɴ˿ɼ�������ۺ�����ߵ�����֯�仯��Ϊ���ԣ������ܷ�ӳ������һ�廯���ι���������֯���ݱ���̣���ˣ���ֱ��ѡ��仯��Ϊ���Ե�����ۺ���������о���ͬ����ʱ������ͼ�����֯��Ӱ�졣
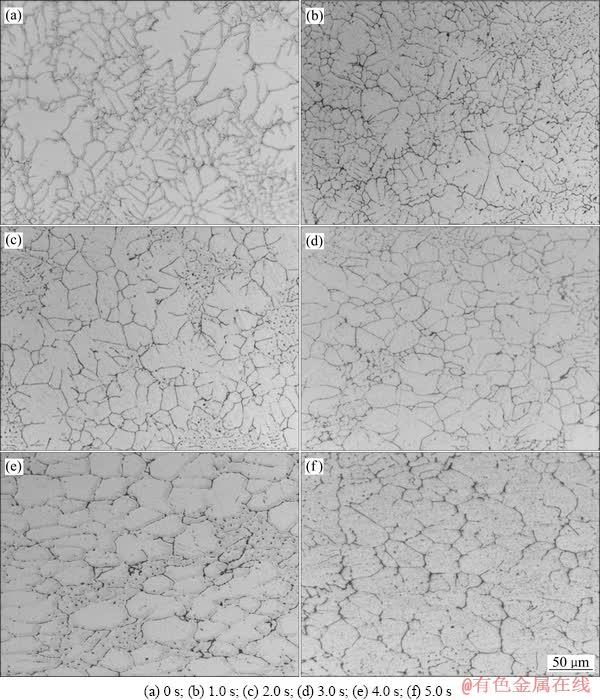
ͼ8��9��ʾ�ֱ�Ϊ��ѹ��Ϊ120 MPa����ͬ����ʱ��������ۺ�����ߵ�����֯�仯����ͼ8��9���Կ�������ͬʼ��ʱ�������ͼ�����۵�����֯�о����Ա��������������Ե����߱�����֯������߾�������������������ڶ�ѹ���������£����ͼ�����֯�õ��Ϻõ���ʵ��������ʱ��Ϊ0~1sʱ��Һ̬����������Ϻ�����ʩ�Ӷ�ѹ��������Һ�ڽϴ�Ķ�ѹ�������·�����̬���̣���ģ��ֱ�ӽӴ�������۴������õ��ϴ�̶ȵ�ϸ�����������γ�Ӳ�Dz㣬�����Ķ�ѹ��ʹ����������Ա���[15]��ͬʱ����ѹ������δ���̵�Һ-����(�����)������ѹ���ã�ʹ������ڽ�ǿ��֦������[16]���Ͻ�Ԫ�ؽϸߵĹ����ɷ����㼯��������̵�����ߡ���������ʱ����ӳ��������Ĺ����������ߣ��Ͻ��������̵�����۵ľ����ڶ�ѹ�������������ű��εķ�����������δ���̵�Һ̬����Ҳ�ڶ�ѹ���������±�ǿ�Ƽ�ѹ����Ǽ����õĹ�����Ӽ�϶�У��γ����Եı�����֯���Ͻ�ľ���Ҳ��������ʱ����ӳ��������ڶ�ѹ�Ĺ����У�����ߵ�����֯��ѹ���ҵõ��ܺõ�ѹʵ����ʼ��ʱ�����ʱ���������������������̫��������ȫ���̣����������ͼ�������ۻ��������ʱ���Ͻ�ľ����Խϴ��ڴ��ѹ���������£����ͼ�������۲����������Ա��Σ��������Ž������������������������ͼ�������ߴ��ڱ�ʽģ���ڣ������Ƚϴִ������ڼ��ʱ��ϳ�ʹ�ý������¶Ƚ��ͽϿ죬�����ʱʩ�ӵĶ�ѹ������ʹ�Ͻ�����ϴ����Ա��Ρ�
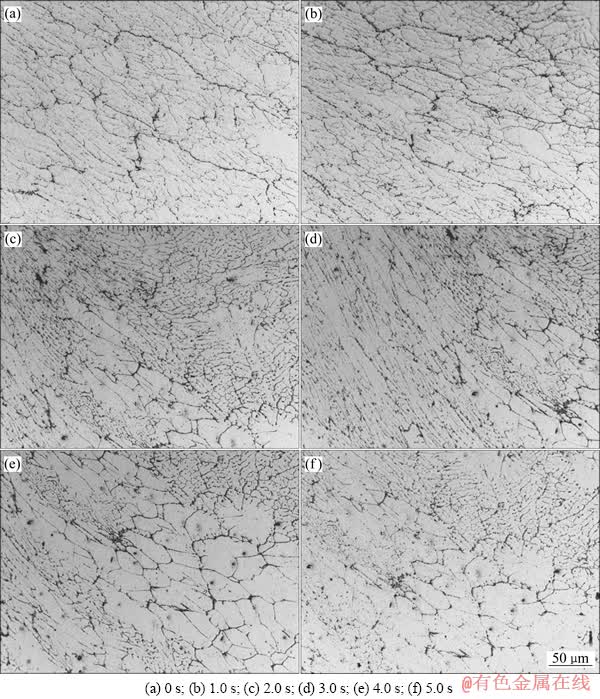
ͼ8 ��ͬ����ʱ�������ͼ�����۵�����֯
Fig. 8 Microstructures of position �� at different forging start-up times
ͼ9 ��ͬ����ʱ�������ͼ�����ߵ�����֯
Fig. 9 Microstructures of position �� at different forging start-up times
2.3 ����ʱ�����ѧ���ܵ�Ӱ��
ͼ10��ʾ�ֱ�Ϊ��ͬ����ʱ���������һ�廯6061���Ͻ�Ŀ���ǿ�Ȧ�b���쳤�ʦĵ�Ӱ�졣��ͼ10�ɼ����ȴ���ǰ��6061���Ͻ�Ŀ���ǿ�Ⱥ��쳤�ʽ���������ʱ����ӳ�������Ȼ���ٻ�����С�����е�����ʱ��Ϊ4 sʱ���Ͻ����ѧ���ܴﵽ��ߣ��ȴ���ǰ��Ŀ���ǿ�ȷֱ�ﵽ211.1��368.9 MPa���쳤����ֱ�ﵽ17.6%��11.5%��
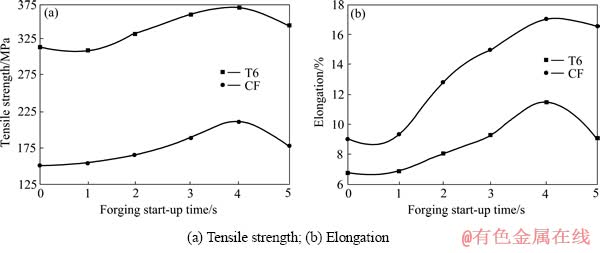
ͼ10 ��ͬ����ʱ���ºϽ����ѧ����
Fig. 10 Mechanical properties of alloy under different forging start-up times
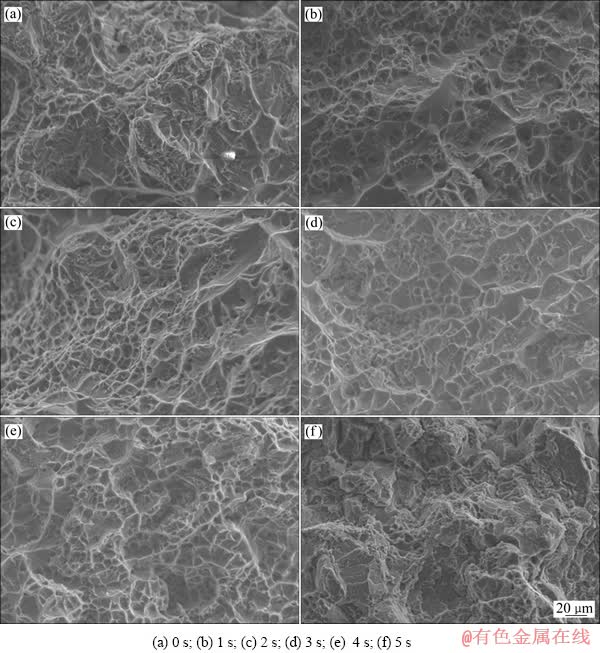
ͼ11 ��ͬ����ʱ���ºϽ������Ͽ���ò
Fig. 11 SEM images of fracture morphologies of 6061 alloy under different forging start-up times
������ʱ��Ϊ0 s����Һ̬����������Ϻ�����ʩ�Ӷ�ѹ������ʱ���ͼ�����ѧ������ͣ��ȴ���ǰ�Ŀ���ǿ��Ϊ151.1 MPa���쳤��Ϊ9.1%��T6�ȴ�����Ŀ���ǿ��Ϊ314.9 MPa���쳤��Ϊ6.8%����ʱ�������������������̫�ͣ�Һ���еĹ���֦����֯ϸС��������Һ��֮�У��֮�䲢û�нӴ���ʩ�ӵĶ�ѹ����û��ʹ֦����֯������飬���Ǽ�����Һ̬������֦�������ȵ���������������������������ڲ���֯���ɺ�������Ȼ���ڣ��������ͼ���ѧ���ܵIJ��ߣ���������ʱ����ӳ�(1~2 s)�����ͼ�����ѧ����������������ʱ�����Ĺ������������֮ǰ���Ըߣ�ʩ�Ӷ�ѹ����Ͻ�ı�����Ҫ��δ���̵�Һ��ɷְ��������������Ϊ��������������Է������Ա���[17-18]��������ʱ��Ϊ3~4 sʱ�����ͼ�����ѧ���ܱȽϺã����е�����ʱ��Ϊ4 sʱ���Ͻ����ѧ���ܴﵽ��ߣ���ʱ����Һ�ڳ���ѹ�����������������̣�֦���Ǽ��ѻ����γ������ӳ�һ���壬ʩ�ӵĶ�ѹ��������ȫ�����ڹ���Ǽ��ϣ�ʹ����֯��ѹ��ѹʵ�������ϴ����Ա��Σ�ͬʱ����ѹ�����ܼ�ʱ�ѽ�������δ���̵Ĺ����ɷ�ǿ�Ƽ���Ǽܼ�϶�н���ѹ���������Ӷ��������������Ƶȳ��֡�������ʱ��Ϊ5 sʱ����ʱ���������������̫��������ȫ���̣��Ҵ�ʱ�Ľ����¶��½��ýϿ죬�Ͻ�ı��ο����ϴ����Ա������ѣ��Ƽ�����ѧ����������ߡ����Կ�������������һ�廯�����У�����ʱ�����ʱ�����������������̫�ͣ�Һ���еĹ���֦����֯ϸС��������Һ��֮�У����֮�䲢û�нӴ�����ѹ����û��ʹ֦����֯������飬�Ӷ�����ѧ���ܵ�Ӱ�첢�����ر�������������ʱ�����ʱ���Ͻ��е�Һ�༱����٣���ʱ�Ĺ�����������ϸ�������ȫ���̣����̵Ĵִ�֦����֯����ӳ�һ���壬�����ı��ο����ϸߣ��Ҵ�ʱ��û��Һ�ಹ�����������ײ�������ʹ���Ƽ�����ѧ�����½�����ˣ����ʵ�����ʱ��Ա������Ͻ��������һ�廯����������Ҫ�������ɸ����侧����Сʹ��ѧ����������ߣ����ҿ��Է�ֹ�Ƽ����漰�ڲ����ȱ�ݵIJ�����
ͼ11��ʾΪ��ͬ����ʱ����T6״���ͼ���������Ͽڵ�SEM��ͼ11(a)��(b)���Թ۲쵽������ʱ��Ϊ0~1 sʱ�������ĶϿ���˺���⣬˺����֮�����ϸСԲ�������ҷֲ������ȣ��γɽ������Ѻ����Զ��ѵĻ����������������ʱ����ӳ����Ͻ�Ķ�����ò�������Եı仯��˺������Χ�ɽ���Ĵ����Ѻ��ڶ�С������ɣ����Զ�����������(��ͼ11(d))�������Ͻ��ڶ���ʧЧǰ�����˽ϴ�����Ա��Σ��Ͻ�����Եõ��ܴ�ĸ��ƣ���������ʱ�����(��ͼ11(f))���Ͽ������Ѽ����ҷֲ������ȣ��Ͻ�����Խ��͡�
3 ����
1) ������ʱ��Ϊ3~4 sʱ��ʩ�Ӷ�ѹ������Ч��6061�������Ͻ���������ǿ�Ʋ�������֯��ʵ��ʹ��������Ա��Σ����������ס����ƺ���֯���ɵ�ȱ�ݲ�����
2) ������ѹ��ͷ��6061���Ͻ�������Եı�����֯������������ʱ����ӳ������ͼ��������������м�������̵���֯���ڶ�ѹ���������±�ѹ��ѹʵ���������Ա��Σ�����������ģ���ֵ���֯��ģ�ߵļ��������µõ�ϸ����
3) 6061���Ͻ�Ŀ���ǿ�Ⱥ��쳤�ʽ���������ʱ����ӳ�������Ȼ���ٻ�����С��������ʱ��Ϊ4 sʱ������ѧ������ߣ��ȴ���ǰ��Ŀ���ǿ�ȷֱ�ﵽ211.1��368.9 MPa���쳤����ֱ�ﵽ17.6%��11.5%����ʱ���Ͻ������Ͽڴ�˺������Χ�ɽ���Ĵ����Ѻ��ڶ�С������ɣ����Զ����������ӡ�
REFERENCES
[1] ������, ������, �� ��, �� ��, ����ʤ. ��ȻʱЧ��6061���Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. ��е���̲���, 2011, 35(3): 18-21.
FENG Yin-cheng, LI Luo-xin, LIU Jie, LIU Bo, LIU Yang-sheng. Effect of natural aging on microstructure and mechanical properties of 6061 aluminum alloy[J]. Materials for Mechanical Engineering, 2011, 35 (3): 18-21.
[2] NAGESWARA R P, JAYAGANTHAN R. Effects of warm rolling and ageing after cryogenic rolling on mechanical properties and microstructure of Al 6061 alloy[J]. Materials and Design, 2012, 39(8): 226-233.
[3] ������, ������, �� ��, �� ϼ, л����. �������6061���Ͻ���ȴ�������[J]. �й���ɫ����ѧ��, 2012, 2(2): 350-357.
LIU Qiu-lin, LIU Yun-zhong, DU Liang, LUO Xia, XIE Jin-le. Heat treatment process of spray formed 6061 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 2(2): 350-357.
[4] SHANG Shu-zhen, LU Gui-min, TANG Xiao-ling, ZHAO Zu-xin, WU Cheng-ming. Deformation mechanism and forming properties of 6061 Al alloys during compression in semi-solid state[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(9): 1725-1730.
[5] KIM H R, SEO M G, BAE W B.A study of the manufacturing of tie-rod ends with casting/forging process[J]. Journal of Materials Processing Technology, 2002, 125/126(9): 471-476.
[6] �ܺ�ѧ, ������, �Զ���. �����ϳ��κ�AZ91þ�Ͻ����֯����ѧ����[J]. ��е����ѧ��, 2012, 36(8): 42-45.
CAO Han-xue, HAO Ting-ting, ZHAO Dong-lin. Microstructure and mechanical properties of AZ91 magnesium alloy after casting-forging combined forming[J]. Materials for Mechanical Engineering, 2012, 36(8): 42-45.
[7] ��ا��, �� ��. ˫�ؼ�ѹ�����о�[J]. ���켼��, 2008, 29(3): 307-311.
QI Pi-xiang, QI Lin. Investigation on dual squeeze casting[J]. Foundry Technology, 2008, 29(3): 307-311.
[8] JIANG Ju-fu, WANG Ying, LI Yuan-fa, QU Jian-jun, SHAN Wei-wei, LUO Shou-jing. A double control forming technology combining die casting and forging for the production of Mg alloy components with enhanced properties[J]. Journal of Materials Processing Technology, 2012, 212(5): 1191-1199.
[9] ��˳��, ֣����, ���ľ�, �� ��, ������. ����һ�廯���μ�����װ���о�[J]. �������켰��ɫ�Ͻ�, 2013, 33(3): 220-223.
WANG Shun-cheng, ZHENG Kai-hong, QI Wen-jun, CAI Chang, WANG Hai-yan. Research on equipments and intergrated forming technology of casting and forging[J]. Special Casting & Nonferrous Alloys, 2013, 33(3): 220-223.
[10] �� ��, ��˳��, ֣����, ���ľ�, �º���, �ܺ���. ��ѹ���������ϳ���6061���Ͻ���֯���ܵ�Ӱ��[J]. ����, 2013, 62(4): 324-329.
PENG Yong, WANG Shun-cheng, ZHENG Kai-hong, QI Wen-jun, CHEN He-xing, ZHOU Hai-tao. Effect of forging pressure on microstructure and mechanical properties of 6061 alloy prepared by casting-forging compound forming[J]. Foundry, 2013, 62(4): 324-329.
[11] MAISONNETTE D, SUERY M, NELIAS D, CHAUDET P, EPICIER T. Effects of heat treatments on the microstructure and mechanical properties of a 6061 aluminium alloy[J]. Materials Science and Engineering A, 2011, 528(6): 2718-2724.
[12] ��ا��. �������Ͻ�ѹ����[J]. �������켰��ɫ�Ͻ�, 2008, 28(10): 769-772.
QI Pi-xiang. Squeezing casting for wrought aluminum alloy[J]. Special Casting & Nonferrous Alloys, 2008, 28(10): 769-772.
[13] ���ֻ�, ��ؾ�, ���ؾ�, ������. Һ̬��ѹ���̱��������о�[J]. ���Թ���ѧ��, 1997, 4(3): 43-46.
QI Le-hua, LI He-jun, LUO Shou-jing, YANG Qi-wen. Research on the deformation characteristics of the liquid extrusion process [J]. Journal of plasticity engineering, 1997, 4(3): 43-46.
[14] ��Զ��, ��ƽ��. Һ̬ѹ������˫�س��μ����о�[J]. �������켰��ɫ�Ͻ�, 2007, 26(9): 568-571.
LI Yuan-fa, SU Ping-xian. Double control formation technology of liquid squeezing forming[J]. Special Casting & Nonferrous Alloys, 2007, 26(9): 568-571.
[15] CHEN Yong-nan, WEI Jiang-feng, ZHAO Yong-qing, ZHANG Xue-min. Tensile properties and microstructure of Ti14 alloy after semi-solid forging[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(9): 2610-2616.
[16] ������, ����ΰ. ������ѹ����[M]. ����: ������ҵ������, 2011.
XIN Shu-ming, BAO Pei-wei. Metal squeeze casting[M]. Beijing: National Defence Industry Press, 2011.
[17] KIM W Y, KANG C G, KIM B M. Deformation behavior of wrought aluminum alloys in incremental compression experiment with a closed die[J]. Journal of Materials Processing Technology, 2007, 191(1/3): 372-376.
[18] KANG C G, CHOI J S, KIM K H. The effect of strain rate on macroscopic behavior in the compression forming of semi-solid aluminum alloy[J]. Journal of Materials Processing Technology, 1999, 88(1/3): 159-168.
(�༭ ��ѧ��)
������Ŀ�����ҿƼ�������Ժ����������ר����Ŀ(2013EG115006); �㶫ʡ����ѧ�н�ϿƼ�����ƽ̨������Ŀ(2012B090600051)
�ո����ڣ�2013-03-27�������ڣ�2013-10-27
ͨ�����ߣ���˳�ɣ�������ʦ����ʿ���绰��020-61086182��E-mail: wangsunceng@163.com
[6] �ܺ�ѧ, ������, �Զ���. �����ϳ��κ�AZ91þ�Ͻ����֯����ѧ����[J]. ��е����ѧ��, 2012, 36(8): 42-45.
[7] ��ا��, �� ��. ˫�ؼ�ѹ�����о�[J]. ���켼��, 2008, 29(3): 307-311.
[12] ��ا��. �������Ͻ�ѹ����[J]. �������켰��ɫ�Ͻ�, 2008, 28(10): 769-772.
[13] ���ֻ�, ��ؾ�, ���ؾ�, ������. Һ̬��ѹ���̱��������о�[J]. ���Թ���ѧ��, 1997, 4(3): 43-46.
[14] ��Զ��, ��ƽ��. Һ̬ѹ������˫�س��μ����о�[J]. �������켰��ɫ�Ͻ�, 2007, 26(9): 568-571.
[16] ������, ����ΰ. ������ѹ����[M]. ����: ������ҵ������, 2011.
XIN Shu-ming, BAO Pei-wei. Metal squeeze casting[M]. Beijing: National Defence Industry Press, 2011.
