
DOI: 10.11817/j.ysxb.1004.0609.2021-37816
5182-O���Ͻ����Գ�í�ӹ��ղ����Խ�ͷ��֯�����ܵ�Ӱ��
ë���������������� ���������ܣ��� �ݣ���اֲ
(��������Ӧ���о�Ժ����˾������ 102209)
ժ Ҫ��
��D��F���ֵ�ģ�����£�����4�ֳ��ȵ�í��(5.0 mm��5.5 mm��6.0 mm��6.5 mm)��5182-O���Ͻ���1.5 mm+1.5 mm��Ͻ�ͷ�����Գ�í�����飬�Խ�ͷ��������йؼ�����ֵ����������EBSD��Ӳ�Ȳ��Լ���������Խ�ͷ����֯��ǿ�ȡ����ܽ������о���������5182-O����ڲ�ͬӦ�������µı���ģ�ͼ�Johnson-Cook����ģ�ͣ������Գ�í�ӳ��ι���ģ�ͣ��������������жԱ���֤���������������í�����ȵ����ӣ���ͷ��ǿ�ȡ����ܳ�����ߺ͵ı仯���ƣ�í������Ϊ6.0 mmʱ����ͷ������ѣ�����ͬí�������£�D���ͷ��ѧ�������Ը���F�飬ԭ����D���ͷ��ı��γ̶����Դ���F�飬�ӹ�Ӳ���̶ȸ��ߡ�����DEFORM-2D�������Գ�í�ӳ��ι��̽���ģ�⣬����������ʵ���������15%���ڣ���֤��ģ�͵�ȷ�ԡ�
�ؼ��ʣ�
5182-O���Ͻ����Գ�í������ѧ���������ӱ�ɢ��������������֯��
���±�ţ�1004-0609(2021)-05-1239-14���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
���ĸ�ʽ��ë����, ������, �� ��, ��. 5182-O���Ͻ����Գ�í�ӹ��ղ����Խ�ͷ��֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2021, 31(5): 1239-1252. DOI: 10.11817/j.ysxb.1004.0609.2021-37816
MAO Xiao-dong, LIU Qing-yong, LI Li, et al. Effect of technologicalparameters on microstructure and properties of self-piercing riveting joints of 5182-O aluminum alloy sheets[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(5): 1239-1252. DOI: 10.11817/j.ysxb.1004.0609.2021-37816
����������ҵ�����IJ��Ϸ�չ���������ľ���������˸��ߵ�Ҫ����ʹ�����������̸������ӳ����������������о������Ͳ���(�����Ͻ�)��Ӧ���Ǽ��ᳵ��������һ����Ч����[1]��Ȼ�����������Ͳ��ϵĺ������ܲ������룬���������ӣ������ϵ����ӹ��մ����˾���ս[2-3]����ˣ�����Գ�í�Ӽ���Ϊ���ͱ�����ϵ������ṩ��һ�ֽ���취��ͼ1��ʾΪ�Գ�í�ӹ��չ���ʾ��ͼ[4-5]���������̷�Ϊѹ������á���չ�ͳ�í����ĸ��Ρ�
Ŀǰ�Գ�í�Ӽ����㷺Ӧ�������Ͻ𡢸�����Ͻ�ͷ�����ӣ���һ�ֿɿ��İ�����Ӽ�������Ըü������������о�ѧ�߽�����һϵ�д����о�����Ҫ������í�ӹ��պͽ�ͷ���ܵ������ģ�����ȷ��档MA��[6]ͨ���Բ�ͬíģ������о����о�í����ģ�߳ߴ�����Ͻ�6061-T6í�����ܵ�Ӱ�죻HAN��[7]ϵͳ�о���Ϳ������Ͻ���ְ��Դ���í�ӽ�ͷ���������ܵ�Ӱ�죻JEONG��[8]ͨ�������Ͻ��ı���ǿ�ȶ��Գ�í��ǿ��Ӱ������о��������Գ�í�ӽ�ͷǿ�����Ű�ı���ǿ�ȵ���߶�������ߣ���������[9]����Գ�í�Ӽ������о��˲�ͬ���í���Բ�ͬ������ְ���������ܵ�Ӱ�죻ׯε����[10]ͨ����5754���Ͻ�Q235���������Գ�í��ͷ�İ��������о���������MMCʧЧ������LS-DYNA�����˸������ֲ����Գ�í������ԪʧЧģ�ͣ��˳ɽ���[11]��չ���Գ�í��ͷʧЧ�����о������ֽ�ͷʧЧ�������ѧ���ܡ����Ϻ�ȼ�Ħ�������йء�
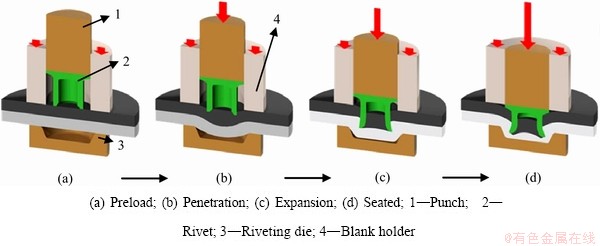
ͼ1 �Գ�í�ӹ��չ���ʾ��ͼ
Fig. 1 Diagram of process of self-piercing riveting
�������Ͻ�����ڳ����ϵ�Ӧ��Խ��Խ�� ������������л��������������̶��Գ�í�Ӽ������о�ҲԽ��Խ���룬������í����������ģ�����Խ�ͷ���ܵ�Ӱ����ɼ�í�ӹ��̲��ϵı�����Ϊ�о�ȱ�����Գ��ν�ͷȱ����Ӧ������������ ��[12-14]��������5182-O̬1.5 mm��ȵ����Ͻ���Ϊ�о�����ϵͳ��չí�����ȼ���ģ���ͶԽ�ͷ����Ӱ����ɵ��о������������í����ĸ�ĵı�����Ϊ��������DEFORM-2D���������ڲ�ͬӦ�������µIJ��ϱ���ģ�ͼ�Johnson-Cook����ģ�ͣ������Գ�í�ӳ��η���ģ�ͣ������ؼ����β�������ʵ����ֵ���бȽϣ���֤ģ�͵�ȷ�ԣ�ʵ���Գ�í�ӳ��ι��յķ���Ԥ�⡣
1 ʵ��
1.1 ������ϼ�í�ӷ���
�������Ϊ5182-O���Ͻ��ģ����°��Ⱦ�Ϊ1.5 mm���仯ѧ�ɷּ���ѧ�������1��2��ʾ����í�Ӱ�Ĺ��Ϊ120 mm��40 mm��1.5 mm(���)��ѡ��¹�bollholf��˾�����Ķ�п��í����ֱ��Ϊd 5.3 mm��Ӳ��Ϊ(41��2)HRC�����ݰ�ĺ�ȣ�í������ѡ��5 mm��5.5 mm��6.0 mm�Լ�6.5 mm���ֹ��ģѡ����ͼ2��ʾ��D��F�������͡�
�Գ�í���豸(�ͺţ�SWX-DSF2019)�����г̿��ƣ������е�����ͷ�г̣���֤í��ѹ���ĺ�ñ���ϰ��ƽ�룻��ѹ2 s���ͷţ��ɱ�֤í���������ȶ���í���ٶ�����Ϊ60 mm/s��
��1 5182-O���Ͻ�ѧ�ɷ�
Table 1 Chemical components of 5182-O aluminum alloy
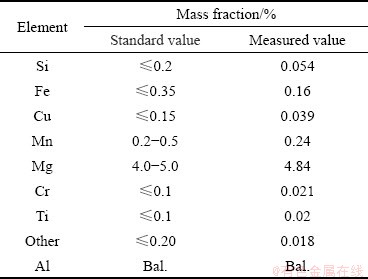
��2 5182-O���Ͻ���ѧ����
Table 2 Mechanical properties of 5182-O aluminum alloy

1.2 ��֯���������۷���
����í����ɺ�í�ӽ�ͷ��í����������ȡ��Ʒ����ɰֽ��ĥ����е�������ʽ�����۲��ͷ�����ĺ����ò����������ͷ�Ĺؼ����γߴ磬��Ҫ�ж����ſ�ֵD������ֵu����ͷ�߶�h����ֵs����ͼ3��ʾ���������۽�ͷ�����ĺϸ��ԡ�
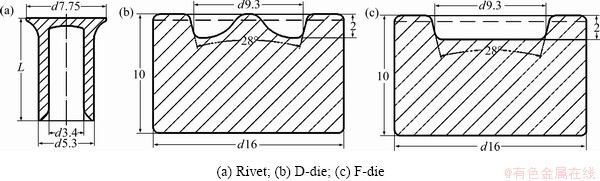
ͼ2 í������ģ����ͼ
Fig. 2 Cross-section draw of rivet and dies (Unit: mm)
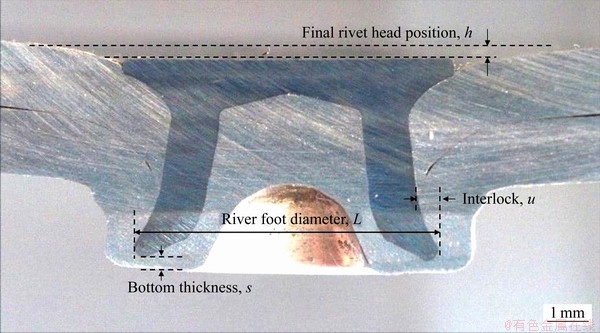
ͼ3 �Գ�í��ͷ�ؼ����γߴ�
Fig. 3 Key geometric dimensions of self-piercing riveting
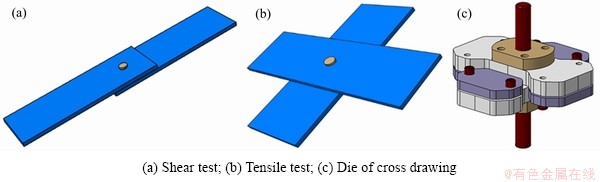
ͼ4 ��ѧ����������ʮ������ģ��
Fig. 4 Specimen for mechanical properties and die of cross drawing
������ά��Ӳ���ǶԽ�ͷ�����治ͬλ�õ���Ӳ�Ƚ��в�����������ͼ4��ʾ�����ֽ�ͷ�������ֱ���Խ�ͷ�Ŀ���ǿ�ȺͿ���ǿ�ȣ������ٶ�Ϊ10 mm/min����¼��ͷ��ʧЧ�غ��Լ�����غɴ���ʧЧλ�ƣ��������۽�ͷ����ѧ���ܣ�����ɨ����������Խ�ͷʧЧ���ĶϿڽ������۲졣�����Ľ�ͷ������������������Ϊ10%�ĸ�������ˮ�Ҵ���Һ�н��е���⣬��Һ�¶�0~5 �棬���ѹ20 V����ʱ��20 s�����ô��е��ӱ�ɢ������(EBSD)̽ͷ��TESCAN MIR3������ɨ������������е��ӱ�ɢ���������飬���Ե�ѹ20 kV���궨����0.9 ��m����������HKL Channel 5�Բɼ������ݽ��д�����
2 ���������
2.1 ������ò
ͼ5��ʾΪ���ֵ�ģ�����²�ͬí�������Գ�í��ͷ���������ò���������˽�ͷ�ؼ����β�������ͼ5���Կ����������ͷ����������ԳƷֲ���δ�������ѡ������ƻ���ȱ�ݡ����������ͬ�������豸���������£������ͷ��ͷ�߶Ⱦ�������0.3~0.5 mm֮�䣬����δ�̴��°�ģ�����������á�
ͼ6��ʾΪ���ֵ�ģ��ͷ�����ſ�ֵD������ֵu��í�����ȵı仯���ɣ����Կ���������D�͵�ģ������í������L�����ӣ������ſ�ֵD������ֵu������í����������6.5 mmʱ(��ͼ5(d))��í���ܽŷ�����һ���̶ȵ��������Σ���������í�����ȹ�����í�ӹ������ڳ�ͷ�͵�ģ�������·������ҵļ�ѹ���ö���������ʧ�ȡ�����F�͵�ģ������í������L�����ӣ������ſ�ֵD����������ֵu�������Ӻ��С�ı仯����í������Ϊ6.0 mm(��ͼ5(g))ʱ������ֵ�ﵽ���������í�����Ⱥ�����ֵ�����С������í���ܽ����°��ϴ������˷�϶��������í������ʱ�����ŵ��ſ�δ�γ���Ч�Ļ�е�����������˽�ͷ��������ͼ6�л����Է��֣����ֽ�ͷ�Ķ����ſ�ֵD������ֵu�����Ե�����أ�����í�ӹ����ж��ŵ��ſ��̶ȶԽ�ͷ����Ӱ��ϴ�
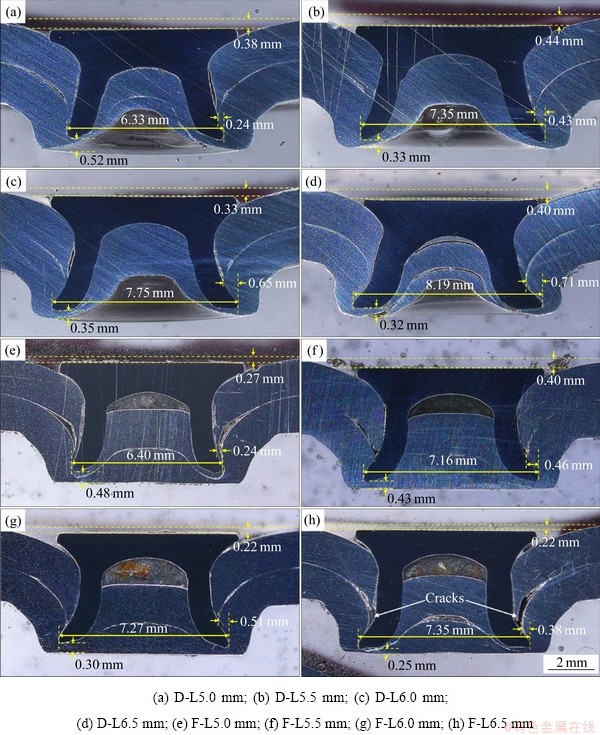
ͼ5 ��ͬí�������½�ͷ�ĺ������ò
Fig. 5 Specimens for mechanical properties and die of cross drawing
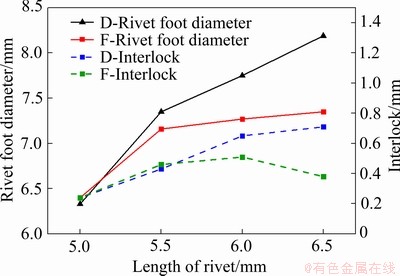
ͼ6 �����ؼ����γߴ�
Fig. 6 Key geometric dimensions of all cross sections
2.2 ��ѧ����
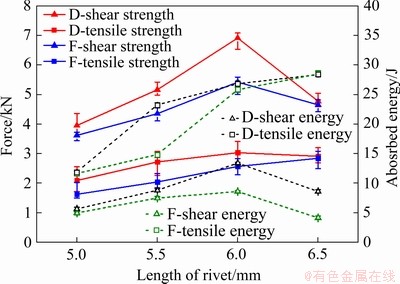
�Գ�í�ӽ�ͷ����ѧ������Ҫ�漰������������������Լ���Ӧ�����µ�ʧЧ����ֵ������ͼ4��ʾ����ѧ���������Բ�ͬ�����µĽ�ͷ��ѧ���ܽ��в��ԣ�����5���ظ����鲢ȡƽ��ֵ����Ӧ���غ�-λ��������ͼ7��ʾ��ͨ���Աȿ��Կ�������ͬ��ģ�Ľ�ͷ�ڵ���ʧЧ�α��ֳ��������죬����D�͵�ģ���ڵ��ԽΣ���ͬí�����ȵĽ�ͷʧЧ���߽ӽ��غϣ�������ͷ�����������ã�������F�͵�ģ���ڵ���ʧЧ�Σ���ͬ���ȵ�í����ͷ���ֳ��ϴ���죬����í��������ߣ�����б�ʳ���������С�ı仯���ƣ�����F�͵�ģ�Զ������������Խϸߣ���í�����Ƚ�Сʱ����ͷ���������ϲ
�����ϸ����ͷ��ʧЧ�غɼ�ʧЧ����ֵ���жԱȷ�������ͼ8��ʾ�������������͵�ģ��ͷ����ͷ�ļ���ʧЧ�غ�����í�����ȵ����ӳ������Ӻ��С�ı仯���ɣ���í������L=6.0 mmʱ�������ͷ����ʧЧ�غɾ��ﵽ���ֵ���ֱ�Ϊ6918 N��5425 N����ͷ�Ŀ���ʧЧ�غ����������ߺ������ȶ��ı仯���ɣ���í������L=6.0 mmʱ�������ͷ����ʧЧ�غɴﵽ�ϸ�ˮƽ���ֱ�Ϊ3034 N��2568 N����ͷ���ܽϺá���ͼ�л����Կ�����D�͵�ģ��ͷ��ʧЧ�غ���ʧЧ����ֵ�����Ը���F�飬˵��D�͵�ģ���������í���ŽǶ��γɸ��õĻ�е�����ṹ����߽�ͷ��ѧ���ܡ�
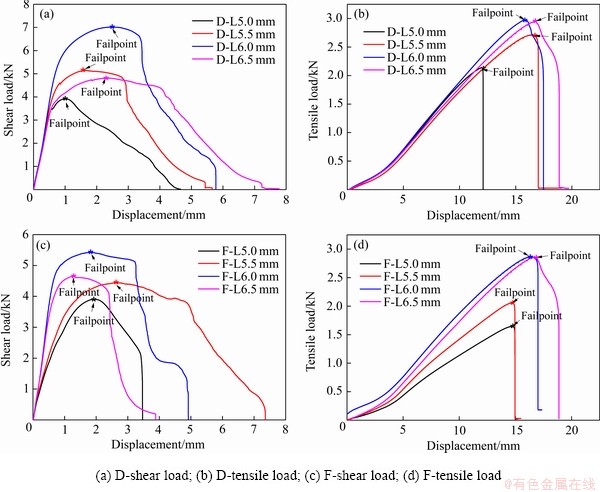
ͼ7 ��ͷ�غ�-λ������
Fig. 7 Load-displacement curves of joints
ͼ8 ��ͷ��ѧ����
Fig. 8 Mechanical properties of joints
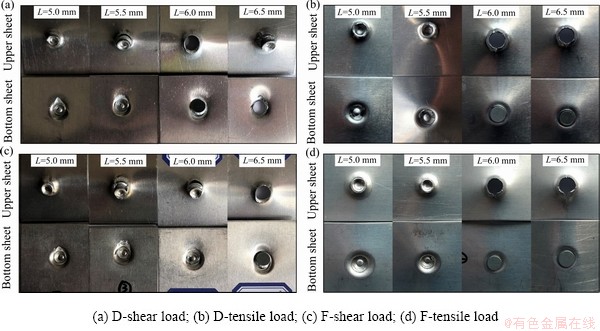
ͼ9��ʾΪ�����ģ��ͬ�����½�ͷ��ʧЧ��ʽ���������������D�͵�ģ����í������Ϊ5.0 mmʱ����ͷ�ļ���ʧЧΪ�����ṹ�ƻ���í�����°����䣬���°�δ˺�ѣ���ͷ�Ŀ���ʧЧ����Ϊí�����°���������í��������ߵ�5.5 mmʱ����ͷͬ��������ͬ���ƻ���ʽ����ʱ�ϰ�ı���˺�ѣ���í�����ȼ������ӵ�6.0 mmʱ�����н�ͷ���ƻ��������ϰ�Ӷ�ñ������˺�ѣ������ṹδ�ƻ���������ͷͬ��������ñ���ϰ��������²������ṹδ�ƻ���˵����ʱ��ͷ���������Ϻã�����ǿ�Ƚϴ���������í�����ȵ�6.5 mmʱ�����н�ͷ�������ʧЧ�������ṹ�ƻ������°�˺�ѣ��ϰ巢��˺���ƻ�����������í������ʹ���°�ʣ���Ƚ�С���ڼ���������í������һ���̶ȵķ�ת���°�ʣ����˺�ѣ������������ṹ���ƻ���ʹ��ͷǿ�����Խ��͡�
����F�͵�ģ����ͷ��ʧЧ���ɱ��ֳ���D�͵�ģ��ͬ�ı仯���ƣ�����í�����ȵ���ߣ���ͷ��ʧЧλ���ӽ�ͷ�Ļ�е�����ṹ�ƻ���Ϊ��ñ���ϰ����䡢�ϰ�ı�˺�ѡ�
2.3 Ӳ��
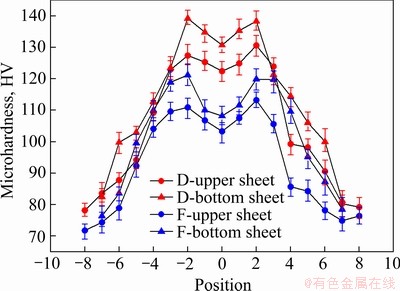
��ѧ�����о���������������ģ�£���í�����Ϊd 5.3 mm��6.0 mmʱ����ͷ���ܾ���ѡ������ֵ�ģ�½�ͷ��ĸ��Ӳ�Ƚ��в��ԣ�����λ����ͼ10��ʾ�������ʾ����ͷ�����°��Ӳ�ȴ��³ʡ�M���ͷֲ�������í�������߳���ԳƷֲ���ԭʼ���Ӳ��ԼΪ75HV��í�ӹ����н�ͷ��������ڱ��β����˲�ͬ�̶ȵļӹ�Ӳ������í���ٽ�λ��(�ϰ壺��2����3���°壺��3����4)Ӳ��ֵ�����߿ɴ�139HV���������ڰ����í���̴��������ܵ����ҵļ������ö�����Ӧ��Ӳ������ͼ10�л��������Կ�������í���ܽ��ڲ���D�͵�ģ��ͷ�����°�Ӳ�����Ը���F�ͣ���������í�ӹ�������D�͵�ģ�ļ�ѹ���ã������ڹܽ��ڲ���ĸ���ܵ�ǿ�ҵļ�ѹ���ö������α�Ӳ����ʹӲ��ֵ����������
ͼ9 ��ͷʧЧ��ʽ
Fig. 9 Failure mode of joints
ͼ10 Ӳ�Ȳ���λ��ʾ��ͼ
Fig. 10 Schematic diagram of hardness test locations
ͼ11 ��ͷ��Ӳ��ֵ
Fig. 11 Hardness values of joints
2.4 ����֯
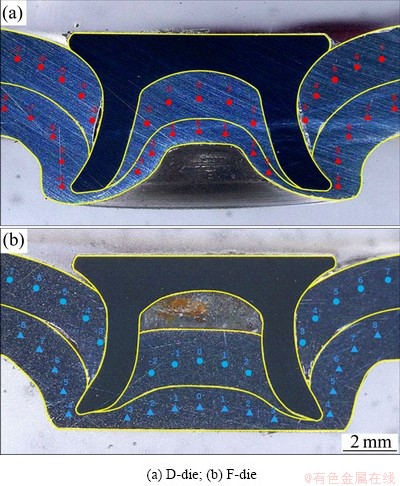
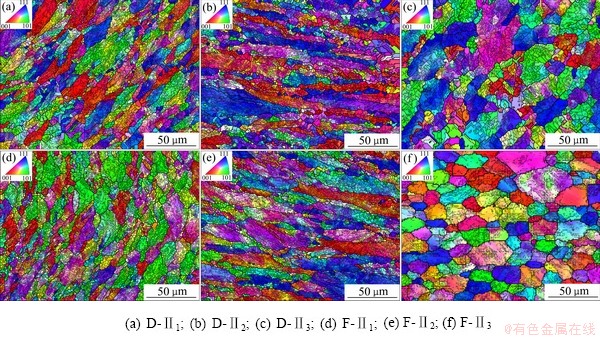
�Գ�í�ӹ�����í���̴��ϰ�IJ����°��γ������ṹ�Ĺ����У���í������λ�õİ�ķ������ҵļ������ã�ͬʱ���ܵ�ģ�ļ�ѹ���ã����½�ͷ����ĵ���ѧ���ܺ���֯�����仯��ѡ��í�����Ϊd 5.3 mm��6.0 mm��D��F���ֵ�ģ��ͷ�������°�IJ�ͬλ�ý���EBSD���ԣ�ѡ���ͷ�����͵�����λ�ý�����֯�۲죬�ֱ��ǣ��ϰ�í�������(��1)���ϰ�í���ڲ���(��2)���ϰ�í���м���(��3)���°�í�������(��1)���°�í���ڲ���(��2)���°�í���м���(��3)����ͼ12��ʾ��
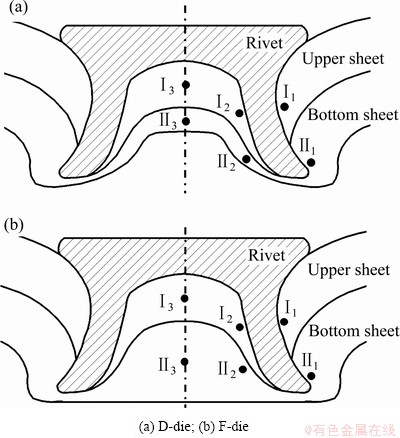
ͼ12 ����֯����λ��ʾ��ͼ
Fig. 12 Schematic diagrams of testing positions for microstructure
ͼ13(a)��ʾΪ5182-Oԭʼ��ľ���ȡ��ֲ�ͼ��ͼ�к�ɫϸ�ߴ����ͽǶȾ���(Low angle grain boundaries��LAGBs��2��~15��)����ɫ���ߴ����߽ǶȾ���(High angle grain boundaries��HAGBs����15��)�����Կ�����5182-Oԭʼ���Ϊ��ȫ�ٽᾧ��֯�������ɵ���״�ֲ���������СԼ20~30 ��m����ͼ13(b)�е�{111}��ͼ���Կ�����ԭʼĸ����ҪΪ{001} Cube�ٽᾧ֯�����ɾ���ͳ�Ʒֲ�ͼ13(c)���Կ�������֯����ҪΪ�߽Ƕ��ٽᾧ���磬HAGBsԼΪ89.2%��LAGBsԼΪ10.8%��
Cube�ٽᾧ֯�����ɾ���ͳ�Ʒֲ�ͼ13(c)���Կ�������֯����ҪΪ�߽Ƕ��ٽᾧ���磬HAGBsԼΪ89.2%��LAGBsԼΪ10.8%��
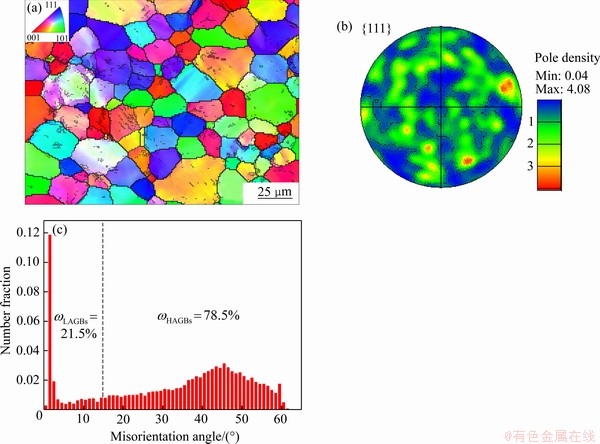
ͼ13 ԭʼĸ�ľ���ȡ��ֲ�ͼ��{111}��ͼ������ͳ�Ʒֲ�ͼ
Fig. 13 Orientation distribution map (a), {111} pole figure (b) and misorientation angle distributions of initial sheet (c)
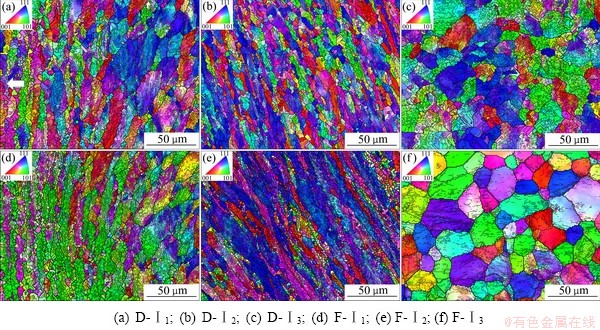
ͼ14 �ϰ����������ȡ��ֲ�ͼ
Fig. 14 Orientation distribution maps in deformation zones of upper sheets
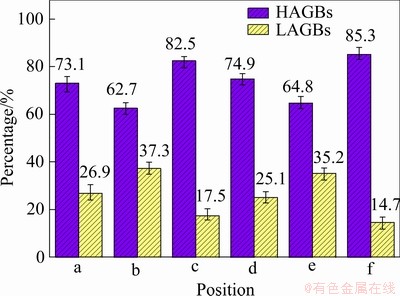
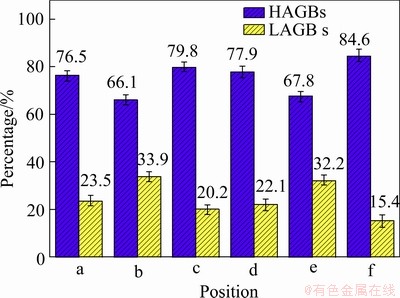
ͼ15 �ϰ�������������ͼ
Fig. 15 Grain boundaries ratio statistical chart in deformation zones of upper sheets
ͼ14��ʾΪ�����ģ��ͷ�ϰ�í�ӱ�������֯��ò���Ӿ���ȡ��ֲ�ͼ�������Կ����������ĸ�ģ����б�����(��ͼ14(a)��(b)��(d)��(e))��֯������ĵ��ᾧ��Ϊϸ���ı�����֯���������������飬��Խ�ӽ�í���࣬����Խϸ���������ģ��í������λ��(��ͼ14(c)��(f))��Ҫ�ܲ�ͬ�̶ȵĴ�ֱѹ��������һ���̶ȵı��Σ�D�͵�ģ���������õ����ϰ�ѹ�����γ̶Ƚϴ�������ƽ���Ӿ���ȡ��ֲ�ͼ�л����Կ����������ͷ�����������ڲ������˴����ͽǶȾ��硣���ϰ��������ͬλ�øߵͽǶȾ����������ͳ�ƣ���ͼ15��ʾ����������������ͷ�Ģ�2����(LAGBs)������ֱ�ﵽ��37.3%��35.2%����1��֮����3��С��������2�������í�������Լ���ǻ��ѹ��˫�����ã������ڲ�����������λ�����ǽṹ(��ͼ14�к�ɫϸ��)��ʹ�æ�(LAGBs)�������[15-18]������1����Ҫ��í���ļ������ã�������λ�����ǽṹ���٣�����Ҳ��Դִ�3�������í�ӹ�������Ҫ���°���í����ǻ�ļ�ѹ���ö����������Σ�����δ�������飬ֻ�ھ����ڲ��������ǽṹ����(LAGBs)��ԭʼ�����������ߣ��Ա������ģ�µĢ�3��(��ͼ14(c)��(f))���������Կ���������D�͵�ģ�ļ�ѹ���ã��ϰ��3�������ϴ���Σ�������λ�����ǽṹ�������࣬���F�͵�ģ�����˽ϴ���α�Ӳ�����á�
ͼ16��ʾΪ�����ģ��ͷ�°�ı���λ�þ���ȡ��ֲ�ͼ����í�������б�������1(��ͼ16(a)��(d))���°����֯��í�ӱ��η����������������ڲ����ִ����ͽǶȾ��磻��í���ڲ���б�������2�������í�����ŵļ��к���ǻ�ļ�ѹ���ã������������������������飻����í������λ�â�3�����°����í�ӹ����ܵ���ģ�ļ�ѹ���ö����Σ������ڲ������˴����ǽṹ����ͼ17��������ͳ��ͼ�п��Է��֣���������ͬλ�õͽǶȾ���ٷֱ����ԭʼ��ľ��в�ͬ�̶ȵ���ߣ������ű��γ̶ȵ���ߣ��ͽǶȾ���ٷֱȳ�����ߵ����ƣ���������í�ӹ��̵ļ���Ӧ��͵�ģ�ļ�ѹ���ã����������˱��Ρ������������飬������λ�����ǽṹ�����µͽǶȾ���ٷֺ�����ߡ�
3 5182-O�Գ�í�ӳ�������Ԫ����
�Գ�í�ӳ���ģ���漰��ġ�í������ͷ��ѹ��Ȧ���ģ�ȣ�������ͼ18(a)��ʾ��3D����ģ�ͣ��������Գ�í�ӹ��յĶԳ��ԣ�����DEFORM��������5182-O���Ͻ����Գ�í�ӳ���1/2�Գ�2Dģ�ͣ���ͼ18(b)��ʾ�����������о����������5182-O���1.5 mm+1.5 mm�����Ͻ�ͷ������d 5.3 mm��6.0 mm���í���������ֵ�ģ�����µ�í�ӳ��ι��̽��з���������о�����ι��̣�������ʵ���������жԱȣ���֤ģ�͵�ȷ�ԡ�
ͼ16 �°����������ȡ��ֲ�ͼ
Fig. 16 Orientation distribution maps in deformation zones of bottom sheets
ͼ17 �°�������������ͼ
Fig. 17 Grain boundaries ratio statistical chart in deformation zones of bottom sheets
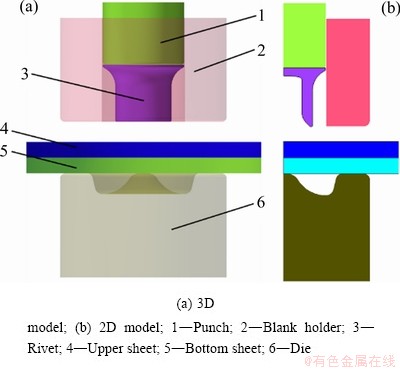
ͼ18 �Գ�í�Ӽ���ģ��
Fig. 18 Geometric model of self-piercing riveting
3.1 ���ϱ�����ϵ
���ݹ��ұ���GBT 228��2002 �������������������鷽��������5182-O��Ľ��в�ͬ�ٶȵ����������飬��ò��ϻ��ڲ�ͬ���������¶�Ӧ����ˮƽ����ѧ���ԣ�ȷ��5182-O�ڲ�ͬӦ�������µı���ģ�͡���������ͼ19��ʾ�����������5182-O���Ӧ����ЧӦ�����ԣ�����Ӧ����0.1���½Σ���ͬӦ�������µ�Ӳ���������������Ӧ�����ʵ�����£����ϵĶϺ��쳤��������ߡ�
3.2 ��������ģ��
��ʵ�ʹ����У����ϵ��������ͨ���Ƚϸ��ӣ����γ�����ֻ�Ǽ�����ѹ��Ťת�Ȼ������Ρ��������ֻ��������ϻ������ε���ϣ���Ӧ��״̬Ϊ����Ӧ��״̬��
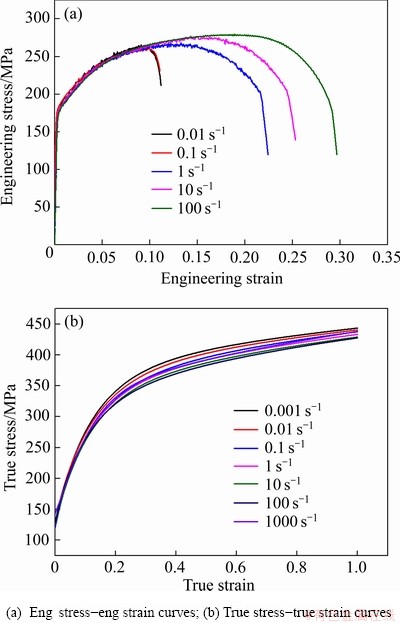
ͼ19 5182-OӦ��-Ӧ������
Fig. 19 Stress-strain curves of 5182-O sheet
��������Ӧ��״̬��ͬʱ�������ڲ��������Ա��μ�Ӧ�����г̶Ƚ���ͬ�����϶��ѻ���Ҳ�������仯��ͨ����Ӧ�������(Stress triaxiality)����Ϊ����Ӧ��״̬����������ˮѹ��p��Mises��ЧӦ��q��ֵ�ĸ�������ʽ(1)��
 (1)
(1)
Johnson-Cook����ģ������Ӧ��Ϊ����ʧЧ��[19-20]������ģ�͵�ʧЧӦ�������Ӧ������ȡ�Ӧ���ʵĺ�����Ҳ���¶ȵĺ��������ض��Ĺ�ʽ����μ�ʽ(2)������d1��d2��d3�ǿ�����ʧЧӦ����Ӧ�������Ӱ��IJ�����d4Ϊ������ʧЧӦ����Ӧ����Ӱ��IJ�����d5���ǿ�����ʧЧӦ�����¶ȱ仯Ӱ��IJ���������d3��ԭ��ʽ������ͬ������һ�����ţ���Ҫ�ǿ��ǵ���������ϵ�ʧЧӦ�������Ӧ������ȵ����������͡��Գ�í�ӹ��̿���Ϊ�¶Ⱥ㶨�����Ҳ�����̬���죬d4��d5��Ϊ0����˹�ʽ�ɼ�Ϊʽ(3)����ʽ��
 (2)
(2)
 (3)
(3)
3.3 ʧЧ������ȷ��
������̬���ס�ȱ�ڵ�������5182-O���Ͻ����ڲ�ͬӦ��״̬�µ���ѧ���ܼ�ʧЧ��������ͼ20��ʾ��ͨ������ģ������������������֤�������Ǻ����ã���ͼ21��ʾ��
3.4 �������
ͼ22��ʾΪ���ֵ�ģ�����°�ĵ�Ӧ���������Է��֣�����D�͵�ģ����í�ӹ������յ�̨�ļ�ѹ���ö�ʹí�����°�ķ������ұ��Σ������ϴ�����Ӧ�䣬Ϊ�������λ�ã�������F�͵�ģ����ĵ����Ӧ��㷢�����ϰ��ж�λ�á�
��í�ӳ��κ�Ľ�ͷ����������ֱ��(D)��������(u)�Լ��ײ����(s)������ʵ�ʽ�ͷ���жԱȣ����3��ʾ���������������D�͵�ģ������ֱ��D��������u�Լ��ײ����s��ģ��ֵ��ʵ��ֵ֮������ֱ�Ϊ14.2%��4.9%��5.7%��F�͵�ģ������ֱ��D��������u�Լ��ײ����s��ģ��ֵ��ʵ��ֵ֮������ֱ�Ϊ2.4%��10.9%��8.0%��ģ����������ֵ֮������������15%���ڣ����㹤����ƾ�ȷ��Ҫ��
���ֵ�ģģ���ͷ�Ĺؼ����β�����ʵ�ʽ�ͷ�ӽ�������������15%���ڣ��Ӷ���֤�˷���������ȷ����ɿ��ԣ����í�ӹ���ѡ��í������ģ��ѡ����ƾ�����Ҫ��ָ�����塣
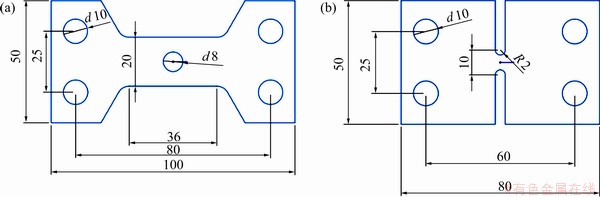
ͼ20 ���ס�ȱ���������γߴ�
Fig. 20 Geometric dimensions of perforated (a) and notched (b) specimens (Unit: mm)
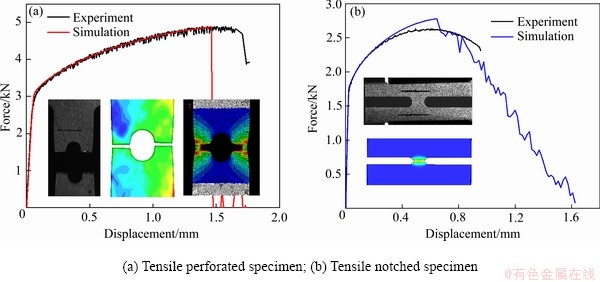
ͼ21 5182-O���ʧЧģ��
Fig. 21 Failure models of 5182-Osheet
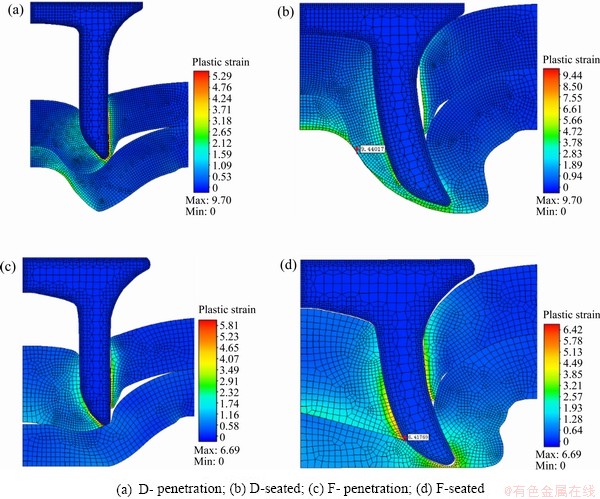
ͼ22 ���ֵ�ģ��5182-O����Գ�í�ӹ���Ӧ����ͼ
Fig. 22 Strain contours of 5182-O sheet under two kinds of bottom dies during self-piercing riveting process
��3 ģ����ʵ�ʶԱ�
Table3 Comparison of simulated and actual results

4 ����
1) ��5182-O̬1.5 mm+1.5 mm��Ľ�ͷ��ϣ�����í�����ȵ����ӣ���ͷ��ǿ�ȼ����ܳ�����ߺ͵ı仯���ƣ���í������Ϊ6.0 mmʱ����ͷǿ�ȼ�������ѣ���ͷ��ʧЧ��ʽ�ӻ�е�����ṹ�ƻ���Ϊ��ñ���ϰ����䡢�ϰ�ı�˺�ѣ�����ͬí�������£�D�͵�ģ��ͷ�Ķ����ſ�ֵ������ֵ��F�����������߽�ͷ��ǿ�ȼ�������
2) í�ӽ�ͷ���������°�Ӳ�ȴ��³ʡ�M���ͷֲ���Խ����í��λ�ã���������Խǿ�ң�Ӳ��ֵ��ԭʼ���������ߣ����ɴ�139HV��D�͵�ģ�����ļ�ѹ���ã�í���ڲ����������Ӳ����������F�͵�ģ�����������ǿ�ȼ�������
3) í�ӽ�ͷ���������°���ܵ�í��ǿ�ҵļ������ã������֯������ĵ��ᾧ��Ϊϸ���ı�����֯�������������������飬������ͬ�̶ȵ�λ�����ǽṹ��ʹ�õͽǶȾ��������ߣ�D�͵�ģí���ڲ���ѹ��������ĵĵͽǶȾ���������Դ���F�飬�ӹ�Ӳ���̶ȸ��ߡ�
4) �������켰ȱ����������5182-O̬���Ͻ��ĵı���ģ�ͼ�ʧЧ������������Johnson- Cook����ģ�ͳɹ����������ֵ�ģ�µ��Գ�í�ӳ���ģ�ͣ���ͷ�ؼ����β�������ʵ���������15%���ڣ��Ӷ���֤��ģ�͵�ȷ�ԣ�Ϊʵ�ʹ���ѡ���ṩ����֧�š�
REFERENCES
[1] �� ��. ��������������������Ӧ��ʵ��[J]. ��������ѧ��, 2018, 8(1): 1-9.
GAO Yang. Technical schemes and implementation examples of automobile lightweight[J]. Journal of Automotive Engineering, 2018, 8(1): 1-9.
[2] �� ��, ��˼��, ��ا��. �����������Ƚ����Ӽ����о���չ[J]. �ȼӹ�����, 2018, 47(3): 13-17, 22.
LI Bao, CHEN Si-jie, ZHAO Pi-feng. Research progress of advanced welding technology for automobile lightweight[J]. Hot Working Technology, 2018, 47(3): 13-17, 22.
[3] ������, ��־ƽ, ½ ��. �������Ͻ����Ӽ������о���չ��Ӧ��[J]. �ȼӹ�����, 2016, 45(11): 5-8.
CHEN Xiao-hui, ZHONG Zhi-ping, LU Xin. Research progress and application of joining technology of aluminum alloy for automobile[J]. Hot Working Technology, 2016, 45(11): 5-8.
[4] HUANG H, DU D, CHANG B H, et al. Distortion analysis for self-piercing riveting of aluminium alloy sheets[J]. Science and Technology of Welding & Joining, 2007, 12(1): 73-78.
[5] ������, HU S Jack, ��˫��, ��. ������Գ�í�ӵĹ��ղ�����í�������ж�[J]. ����ѧѧ��, 2007, 40(4): 494-498.
WAN Shu-min, HU S Jack, LI Shuang-yi, et al. Process parameters and joint evaluation of self-piercing riveting with half-hollow rivets[J]. Journal of Tianjin University, 2007, 40(4): 494-498.
[6] MA Y W, LOU M, LI Y B, et al. Effect of rivet and die on self-piercing rivetability of AA6061-T6 and mild steel CR4 of different gauges[J]. Journal of Materials Processing Technology, 2018, 251: 282-294.
[7] HAN L, CHRYSANTHOU A. Evaluation of quality and behaviour of self-piercing riveted aluminium to high strength low alloy sheets with different surface coatings[J]. Materials & Design, 2008, 29(2): 458-468.
[8] JEONG T, KIM M, HUN R, et al. Joint quality study of self-piercing riveted aluminum and steel joints depending on the thickness and strength of base metal[J]. Journal of Welding and Joining, 2019, 37(3): 212-219.
[9] ������, ��˫��, ������, ��. �Գ�í�ӹ��յ��о����Ľ���ʩ[J]. ���������ѧѧ��, 2005, 21(5): 61-64.
LI Xiao-jing, LI Shuang-yi, ZHANG Lian-hong, et al. Study of technology of self-piercing riveting and improved approach[J]. Journal of Tianjin University of Technology, 2005, 21(5): 61-64
[10] ׯε��, �� ��, ����Ծ, ��. ���������Գ�í��ͷ����ʧЧ����[J]. ���ִ�ѧѧ��(��ѧ��), 2019, 49(6): 1826-1835.
ZHUANG Wei-min, LIU Yang, WANG Peng-yue, et al. Simulation on peeling failure of self-piercing riveted joints in steel and aluminum alloy dissimilar sheets[J]. Journal of Jilin University(Engineering and Technology Edition), 2019, 49(6): 1826-1835.
[11] �˳ɽ�, ������, �ϱ�Ӣ, ��. ����������Գ�í��ͷʧЧ��������[J]. �ȼӹ�����, 2013, 42(17): 220-223.
DENG Cheng-jiang, HE Xiao-cong, XING Bao-ying, et al. Analysis on failure mechanism of self-piercing riveted joints based on tests[J]. Hot Working Technology, 2013, 42(17): 220-223.
[12] ������, ������, ������, ��. ģ�߹��ղ������Գ�í�ӹ��չ��̼�í��������Ӱ��[J]. ��е���, 2008, 25(4): 62-65.
WAN Shu-min, HU Shi-xin, ZHANG Lian-hong, et al. Influence of die process parameters on the process and quality of self-piercing riveting[J]. Journal of Machine Design, 2008, 25(4): 62-65.
[13] ������. �������ֽ����Գ�í�ӹ��������������о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2011.
HUANG Shu-yan. Process and quality evaluation research on self-piercing riveting for dissimilar metal aluminum/steel[D]. Shanghai: Shanghai Jiao Tong University, 2011.
[14] HOANG N H, LANGSETH M. Aluminium self-piercing rivet's failure: Testing and numerical analyses[J]. Applied Mechanics & Materials, 2014, 541/542: 1355-1359.
[15] ������, ���ӹ�, �� ˬ, ��. �α估�ȴ�����ͭB10�Ͻ������ֲ���Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(8): 2176-2181.
RU Xiang-kun, LIU Yan-guang, XIA Shuang, et al. Effect of deformation and heat-treatment on grain boundary distribution character of cupronickel B10 alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(8): 2176-2181.
[16] ����Ծ, Ҷ��Ӣ, ������, ��. 7B04���Ͻ����Ա��ε���֯�ݱ�����λ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2018, 49(12): 2931-2938.
LIAO Rong-yue, YE Ling-ying, CHEN Ming-an, et al. Microstructure evolution and deformation mechanism of 7B04 aluminum alloy under superplastic deformation[J]. Journal of Central South University(Science and Technology), 2018, 49(12): 2931-2938.
[17] XIA Shuang, ZHOU Bang-xin, CHEN Wen-jue. Grain cluster microstructure and grain boundary character distribution in alloy 690[J]. Metallurgical and Materials Transactions A, 2009, 40(12): 3016.
[18] �ų���, �� ��, �����, ��. �������Ͻ����Ħ������ͷ������֯����ѧ����ʴ����[J]. �й���ɫ����ѧ��, 2019, 29(10): 2255-2265.
ZHANG Cheng-hang, CAO Yu, CAO Ling-fei, et al. Microstructure, mechanical and corrosion properties of dissimilar friction stir welded aluminum alloys joints[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(10): 2255-2265.
[19] �����. ����Johnson-Cookģ�͵�Ӳ��������ֵģ���о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2009.
JI Yu-hui. Numerical simulation of hard-body foreign object damage based on Johnson-Cook model[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2009.
[20] �� ��. �������Ͻ�������˺Ͷ��ѻ����о�����ϱ���������Ԫģ��[D]. ����: ����������ѧ, 2008.
ZHU Hao. Study on deformation damage and fracture mechanism and materials characterization for alumimum automotive with FEM simulation[D]. Lanzhou University of Technology, 2008.
Effects of technological parameters on microstructure and properties of self-piercing riveting joints of 5182-O aluminum alloy sheets
MAO Xiao-dong, LIU Qing-yong, LI Li, GU Ning-jie, YANG Hao, FU Lei, ZHAO Pi-zhi
(CHINALCO Materials and Application Research Institute, Beijing 102209, China)
Abstract: Under the actions of D-die and F-die, four lengths of rivets (5.0 mm, 5.5 mm, 6.0 mm and 6.5 mm) were used to conduct self-piercing riveting tests on the joints of 1.5 mm+1.5 mm 5182-O aluminum alloy plates. The key characteristic values were measured on the profiles of the joints. The microstructure and mechanical properties of the joints were studied by using EBSD, hardness tests and tensile tests. Based on the constitutive models of 5182-O plates under different strain rates and the Johnson-Cook damage model, the forming process of self-piercing riveting was established and the simulation results were compared with the experimental results for verification. The results show that the mechanical properties of the joints increase firstly and then decrease with the increase of rivet length. When the length is 6.0mm, the mechanical properties of the joints are optimum. Under the same length of rivet, the mechanical properties of joints in group D are significantly higher than those in group F. The degree of deformation in group D is obviously higher than that in group F, resulting in higher work-hardening capacity. Software DEFORM-2D was adopted to establish the forming model of self-piercing riveting. The simulation results show an error of less than 15%, compared with the results by experiment, which verifies the accuracy of the model.
Key words: 5182-O aluminum alloy; self-piercing riveting; mechanical properties; EBSD; deformation microstructure
Foundation item: Project(TC180A6MR) supported by the National New Material Production and Application Demonstration Platform of China
Received date: 2020-07-22; Accepted date: 2020-12-04
Corresponding author: MAO Xiao-dong; Tel: +86-10-66600113; E-mail: Maoxiaodong@cmari.com
(�༭ ��ѧ��)
������Ŀ�������²�������Ӧ��ʾ��ƽ̨������Ŀ(TC180A6MR)
�ո����ڣ�2020-07-22�������ڣ�2020-12-04
ͨ�����ߣ�ë����������ʦ��˶ʿ���绰��010-66600113��E-mail��Maoxiaodong@cmari.com
ժ Ҫ����D��F���ֵ�ģ�����£�����4�ֳ��ȵ�í��(5.0 mm��5.5 mm��6.0 mm��6.5 mm)��5182-O���Ͻ���1.5 mm+1.5 mm��Ͻ�ͷ�����Գ�í�����飬�Խ�ͷ��������йؼ�����ֵ����������EBSD��Ӳ�Ȳ��Լ���������Խ�ͷ����֯��ǿ�ȡ����ܽ������о���������5182-O����ڲ�ͬӦ�������µı���ģ�ͼ�Johnson-Cook����ģ�ͣ������Գ�í�ӳ��ι���ģ�ͣ��������������жԱ���֤���������������í�����ȵ����ӣ���ͷ��ǿ�ȡ����ܳ�����ߺ͵ı仯���ƣ�í������Ϊ6.0 mmʱ����ͷ������ѣ�����ͬí�������£�D���ͷ��ѧ�������Ը���F�飬ԭ����D���ͷ��ı��γ̶����Դ���F�飬�ӹ�Ӳ���̶ȸ��ߡ�����DEFORM-2D�������Գ�í�ӳ��ι��̽���ģ�⣬����������ʵ���������15%���ڣ���֤��ģ�͵�ȷ�ԡ�
[1] �� ��. ��������������������Ӧ��ʵ��[J]. ��������ѧ��, 2018, 8(1): 1-9.
[2] �� ��, ��˼��, ��ا��. �����������Ƚ����Ӽ����о���չ[J]. �ȼӹ�����, 2018, 47(3): 13-17, 22.
[3] ������, ��־ƽ, ½ ��. �������Ͻ����Ӽ������о���չ��Ӧ��[J]. �ȼӹ�����, 2016, 45(11): 5-8.
[5] ������, HU S Jack, ��˫��, ��. ������Գ�í�ӵĹ��ղ�����í�������ж�[J]. ����ѧѧ��, 2007, 40(4): 494-498.
[9] ������, ��˫��, ������, ��. �Գ�í�ӹ��յ��о����Ľ���ʩ[J]. ���������ѧѧ��, 2005, 21(5): 61-64.
[10] ׯε��, �� ��, ����Ծ, ��. ���������Գ�í��ͷ����ʧЧ����[J]. ���ִ�ѧѧ��(��ѧ��), 2019, 49(6): 1826-1835.
[11] �˳ɽ�, ������, �ϱ�Ӣ, ��. ����������Գ�í��ͷʧЧ��������[J]. �ȼӹ�����, 2013, 42(17): 220-223.
[13] ������. �������ֽ����Գ�í�ӹ��������������о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2011.
[19] �����. ����Johnson-Cookģ�͵�Ӳ��������ֵģ���о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2009.
[20] �� ��. �������Ͻ�������˺Ͷ��ѻ����о�����ϱ���������Ԫģ��[D]. ����: ����������ѧ, 2008.
