
2250 CVC��������֧�ֹ������о�
�½�ΰ1���ܽ���1���� ��1��κ�ֳ�1, 2����һ��2���¡���2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �人����(����)��˾������ �人��430083)
ժ Ҫ��
ժ Ҫ�����2250 CVC��������֧�ֹ�ĥ�����ء��������ҳ��ְ������⣬�����2250��������CVC��������ƥ���֧�ֹ��¹���CVR(CVC-VCR Compounded Roll)������ͨ������Ԫ����ANSYS������ϵ��ά���Ա���ģ�ͣ�����F3�����Ͻ��й�ҵ�������顣�о������������ԭ����������ȣ�CVR�������ò���������������ĵ��ط�Χ���������ն�����11.5%���ϣ��������ƹ��̷���ǰ�ںͺ��ڵĹ���ѹ���ֲ������ȶȷֱ�28.17%��29.1%������ѹ����ֵ�ֱ��½�27.56%��24.49%����֧�ֹ�CVR�Ա����ԽϺã����ȶ����������ܡ�
�ؼ��ʣ�
������������������ĥ��������Ԫ������
��ͼ����ţ�TG333.71 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)04-0734-05
Backup roll contour of 2250 CVC hot strip mill
HAO Jian-wei1, CAO Jian-guo1, ZHANG Jie1, WEI Gang-cheng1, 2, ZHOU Yi-zhong2, CHEN Gang2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Wuhan Iron and Steel Company, Wuhan 430083, China)
Abstract: Based on the fact that the backup roll for 2250 CVC tandem mill in hot rolling has serious and non-uniform wear, and the edge spalling often happens, a new backup roll contour named CVR(CVC-VCR Compounded Roll) was proposed, which was designed for the CVC work roll of 2250 hot rolling mill. By adopting the ANSYS software, a three-dimensional finite element roll elastic model was built. The test on the No.3 stand of the large industrial mills was made. The result shows that in comparison with the original roll contour, the adjustment scope of bending force enhances and the roll gap stiffness increases by above 11.5%. Moreover, the non-uniform level of roll contact pressure in the prophase and anaphase rolling service drops by 28.17% and 29.1% separately, and the peak value of roll contact pressure descends by 27.56% and 24.49%, respectively. The CVR contour has good self-maintenance and is capable of exerting itself stably.
Key words: hot rolling; roll; strip; wear; finite element analysis
���2250 CVC����������Ŀǰ���ڲ���������ƿ�������������������2003�꽨��Ͷ����������ʵ�ʲ�������487��t����������������ȸ��Ƿ�Χ��(700~2 130 mm)����ȸ��Ƿ�Χ��(1.2~25.4 mm)��ͨ���ֳ����ٲ��Է���2250������������֧�ֹ�ĥ�����ء������ȣ��Ҳ�ʱ���ְ���������ȷ���������͵�����£����γ�Ϊ���ְ��ο�����ֱ�ӡ�����Ч���ֶ�֮һ[1-2]��VCR��Ӵ�֧�ֹ��Ѿ��ɹ�Ӧ���ڹ�ҵ����ʵ������[3]��Ϊ���Ŀǰ2250������������֧�ֹ����ڵ����⣬�������߶�2250 CVC������������֧�ֹ����ν����о���
1��2250 CVC������������֧�ֹ�ĥ���ص�
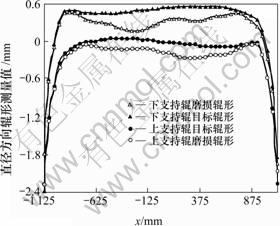
Ϊ���о�2250������������֧�ֹ���ĥ�����ֳ����ٲɼ�������90֧����֧�ֹ�����ĥ�����ݣ�����ĥ�������ͼ1��ʾ�����У�xΪ�������ȷ������������е�ľ��롣��������֪��
a. ֧�ֹ�ĥ�����أ�����֧�ֹ���ĥ����������Ӧ����֧�ֹ�ĥ������
b. ֧�ֹ�ĥ�����ߴ������ԵIJ������ԣ�80%�����в����ֽ��ơ�S���Σ��߲�����200 mm�����ڸߵ㣻
c. ��֧�ֹ�ĥ�������ƫ������࣬����֧�ֹ�ĥ�������ƫ����(���Ϊ�����࣬�Ҳ�Ϊ������)��
d. ԭ��������֧�ֹ���ʱ��������ͱ߲���������
���ض��Ҳ����ȵ�ĥ������������������ģ��ӳ���ĥ��ʱ�䣬ͬʱ��֧�ֹ����εIJ��ϱ仯ֱ��Ӱ�����Ӵ�ѹ���ı仯������Ӱ������ʹܹ���ʹ��Ч�������¹��������ع�����״�����仯�������ս�����������������Ͱ�������[4-5]��

ͼ1 2250��������F3֧�ֹ�ĥ�����
Fig.1 Wear contours of backup roll on No.3 stand of 2250 tandem hot rolling mill
2 ��ϵ��������Ԫģ�ͼ�����
����ANSYS10.0����ͨ������Ԫ�������������2250��������������������ϵ������ά����Ԫ����ģ�͡�Ϊ���ټ��㹤���������ǵ���ϵ�ļ��ζԳ��ԣ���ȡ��ϵ��1/4��Ϊ�о�������APDL����ͨ���������ߺ���������ʵ�彨ģ����������Թ�������֧�ֹ������Զ�Ѱ�ҳ�ʼ�Ӵ�λ�ã��ڹ��估������ֽӴ�������ϸ������Ԫ���л��֡�ģ����Ӵ�����ANSYS�ṩ��ͨ�õ����Ӵ���Ԫ��ʵ�֣�֧�ֹ������������ð˽ڵ���ά�Ȳ������嵥Ԫ���ܵĽڵ���Ϊ34 166������Ԫ��Ϊ30 640�����Ӵ���Ԫ��Ϊ1 068����������Ԫģ����ͼ2��ʾ����ģ�Ͳ��õ���Ҫ����������1��ʾ��

ͼ2 ��ϵ����Ԫģ��
Fig.2 Finite element model of the roll system
��1 ����Ԫģ����Ҫ�������
Table 1 Main calculating parameters of infinite model

2.25 m��������������������ΪCVC���Σ��ⷽ�ṩ��֧�ֹ�ԭ�����в�Ϊƽ���Σ��߲�����200 mm?1 mm���ǵij�����Σ���ͼ3��ʾ��

ͼ3 ����֧�ֹ��߲���������
Fig.3 Chamfer curve of conventional backup roll
�ڴ˹�����������£���λ������Ϊ12 kN/mm�����������ܹ����������Сʱ���ֱ��Դ��ֿ���Ϊ1.25��1.55��1.85��2.15 m 4�ֹ������з�����㡣ͼ4��ʾΪ��ͬ���ֿ����¹�������֧�ֹ�����Ӵ�ѹ���ֲ��ļ���������ͼ4��֪������Ӵ�ѹ�����֡�S���ηֲ����Ҿ��ܴ��ֿ��Ȳ�ͬ��Ӧ�����е㼸���������ھ��Ҷ˲�200 mm��λ�ã�����������������Ӧ������Խ���ء������֧�ֹ�Ϊ������Σ�����������CVC���κ����Ӱ���˹���ѹ���ķֲ�������Ӵ��IJ�ƥ������˾ֲ��Ӵ���Ӧ�����С�

ͼ4 ֧�ֹ�Ϊ�������ʱ����Ӵ�ѹ��
Fig.4 Roll contact pressure distribution between conventional backup roll and CVC work roll
������[6]��֪��������������������֧�ֹ����ǵĴ��ڣ��ڿ�ʼʹ��ʱ��֧�ֹ��Ҷ˵��Ǵ��������ԵĽӴ�Ӧ�����У����ĵķ������Ҳͬ��֤ʵ����㡣CVC���������μ����Ӱ���˹���ѹ���ķֲ�������Ӵ��IJ�ƥ������˾ֲ��Ӵ���Ӧ�����У����Ʊ�ʹ����Ȼĥ�������������ȣ��Ӷ������λ��������ĥ�𣬷���ʱ�����̣�ĥ�������ӣ���ɺܴ�ľ�����ʧ��Ϊ�˼�С�����������к��Ӵ�����ʹ����Ӵ�ѹ�����ȣ���������Ŀ������ܣ��ڴ������CVC��������Ӧ��֧�ֹ��¹���CVR���̶�������������ԡ�
3��CVR�¹������
VCR֧�ֹ����κ����Ӧ���ڴ���ҵ����[7]������ļ�����ͨ��������Ƶ�֧�ֹ��������ߣ����ݹ�ϵ���Ա��ε�����ʹ��������������֧�ֹ�������֮��ĽӴ��߳��������ƿ����Զ���Ӧ���Ӷ���������ٹ����к��Ӵ�����Ӱ��[8-9]�����ǣ�VCR֧�ֹ��������ҶԳƣ��в�����Ϊƽ�����ڹ�����ΪCVC����ʱ������Ӵ�ѹ���ֲ������ȡ�Ϊ�ˣ�����2250������������֧�ֹ���ĥ���ص㣬����VCR��Ӵ�˼�룬�ۺϿ���֧�ֹ���ĥ���ص��������CVC�������ߣ������ֳ�ʵ��������������µ�֧�ֹ�����CVR���Σ���ͼ5��ʾ��

ͼ5 �������CON��CVR���ζԱ�
Fig.5 Comparison between conventional CON and CVR backup roll contour
4 CVR���ܷ���
�������ο�����������ָ����Ҫ���������ȵ����������նȡ����ο���Ч�����ߺ���Ӵ�ѹ���ֲ������ȶȼ���ֵ[10-14]��Ϊ������CVR�����ܣ�����ǰ����ϵ��������Ԫģ�ͣ���2250���������ڲ�ͬ���������µ�425�ֹ������з�����㡣���Թ�ҵ������������1.55 m����Ϊ�������ԸĽ�ǰ������������µ����ܽ������ۡ�
4.1 �ȵ�����
�����ȵ�������ָ���������ε��ؼ����Գ��ع���Ķ�����Cw2���Ĵ���Cw4�������ڷ�Χ����ӳ�˳��ع���������ԡ�ͼ6��ʾΪ֧�ֹ����ô����ǵij�����κ�CVR���ν��з������Ľ�������ߵ�����������������ɴ˿ɼ�������CVR֧�ֹ������˳��浹��֧�ֹ������ܣ���һ���̶��������˹���ĵ������ԡ�

ͼ6 ������κ�CVR���ι����ȵ�����
Fig.6 Roll gap adjustment area between conventional contour and CVR contour
4.2 ���ع������ն�
�������ն��Ǻ������ع���������ѹ���䶯ʱ���ȶ��Բ�������ͼ7��ʾ�����У�CONΪ����֧�ֹ���CVRΪ����������¹���֧�ֹ���FwΪ�������
ͼ7�У�����1��3�ֱ�Ϊ���ó���֧�ֹ��������Ϊ0 MN�����ֵ1.5 MNʱ�ij��ع����������ߣ�����֮��ľ���Ϊ���ó���֧�ֹ��µ�������Գ��ع���ĵ��ڷ��ȣ�����2��4�ֱ�Ϊ����CVR֧�ֹ��������Ϊ0 MN�����ֵ1.5 MNʱ�ij��ع����������ߣ�ͬ��������֮��ľ���ΪCVR�����µ�������Գ��ع���ĵ��ڷ��ȡ����ڳ��������֧�ֹ�������նȷֱ�Ϊ86.3 kN/��m��92.8 kN/��m��������CVR֧�ֹ������Ƿֱ�Ϊ96.2 kN/��m��105.0 kN/��m������նȷֱ�����11.5%��13.1%����ͼ6��ͼ7�����Կ������ڲ��ó��浹��֧�ֹ�ʱ����������ڷ�ΧΪ219.95 ��m��������CVR֧�ֹ�ʱ����������ڷ�Χ��Ϊ231.80 ��m���ɼ�������CVR���κ�������˸������ԣ��ּ�������ԡ�

1��CON, Fw=0 MN; 2��CVR, Fw=0 MN;
3��CON, Fw=1.5 MN; 4��CVR, Fw=1.5 MN;
ͼ7 ������κ�CVR���εĹ���ն�����
Fig.7 Roll gap stiffness characteristics between conventional contour and CVR contour
4.3 ����Ӵ�ѹ��
����Ӵ�ѹ���ֲ������ȶȺͷ�ֵ����������������������ο����ֶε�ʹ�����ܣ���ӳ���ƹ�������������ĥ��ֲ��̶Ⱥ��������������߲�����Ŀ����ԡ�����Ӵ�ѹ���ֲ������ȶȱ�ʾ�ؽӴ��߳��ȷ������ѹ�������ֵ����ƽ��ֵ�ı�ֵ������֧�ֹ�/��CVC��������CVR֧�ֹ�/CVC������2�ֹ��������ڴ��ֿ���Ϊ1.55 m��������Ϊ18.6 MN���ܹ�Ϊ�������λ��150 mm�������Ϊ1.5 MN�����£���֧�ֹ�����ǰ�ڵĹ���Ӵ�ѹ���ֲ������ȶȷֱ�Ϊ2.13��1.53��2�ֹ��������ڷ���ǰ�ڵĹ���Ӵ�ѹ����ֵ�ֱ�Ϊ1.415 GPa��1.025 GPa�����ۺ���2�����õĹ���Ӵ�ѹ���ֲ������ȶȷֱ�Ϊ2.68��1.90�����ۺ��ڵĹ���Ӵ�ѹ����ֵ�ֱ�ɴ�1.96 GPa��1.48 GPa������CVR���κ����Ӵ�ѹ���ֲ������ȶ��ڷ���ǰ���ڷֱ��½�28.17%��29.10%������ѹ����ֵ�ֱ��½�27.56%��24.49%����ˣ�CVR�������Ը��ƹ���ѹ���ֲ�����������ƹ����п��ȶ���������ο������ܣ��������ڼ�С���������߲���������Ŀ����ԣ�������ƹ��̵��ȶ��ԡ�
5��CVR���������鼰Ӧ��Ч��
Ϊ����֤�����֧�ֹ�CVR�����ܣ�����2250������������F3�����Ͻ����ϻ��������飬Ͷ��������ҵӦ�á�ͼ8��ʾΪCVR�ϻ����ƺ�ʵ���»���ʵ����Ρ�����ͨ�������Ա��ֲ���Rtc�����۸Ľ�ǰ��֧�ֹ����Ա�������[15]���ó�������CVR��F3��֧�ֹ��������Ա��ֲ���Rtc��ԭ����86.9%��ߵ�91.6%��F3��֧�ֹ��������Ա��ֲ���Rtc��ԭ����79.5%��ߵ�88.3%���Ľ���Ĺ���ĥ�����ھ��Ȼ���ĥ����ξ������õı����ԡ��ɴ˿�֤��������CVR֧�ֹ������˹���Ӵ�ѹ���ֲ�����Ч�����˹���ѹ����壬�Ӷ������˺�۱���ƣ��ʧЧ�Ĺ����γɣ��¹����ȶ��������ܱ�ԭ֧�ֹ�����������
ͼ8 2250��������F3֧�ֹ�ʵ����ζԱ�
Fig.8 Comparison among backup roll contours before and after service on No.3 stand of 2250 hot rolling mill
6 �� ��
a. ��2250��������ԭ������������£�֧�ֹ�����ĥ�����ء��������ҳ��ְ������⡣��ĥ��ֲ���ʽ���ֽ��ơ�S���Ρ���ԭ���������£�����Ӵ�ѹ���ֲ������ǵ���֧�ֹ���ĥ������Ҫԭ��
b. ���2250Ŀǰ�Ĺ���������������ڵ����⣬������µ�֧�ֹ�����CVR������ͨ������ԪANSYS��������ά��ϵ����ģ�ͣ�ͨ��������㣬����CVR����������������ĵ��ع�Ч�ͺ���ն����ԣ����Ҳ���CVR��������Խ�����ѹ����ֵ����Ӵ�ѹ���ֲ������ȶȡ�
c. ����Ƶ�CVR���й�ҵ���飬�ֳ�ʵ�ʽ��֤��CVR���к�ǿ�ı����ԣ����ȶ�����������,����Ӧ���ڴ���ҵ����ʵ�������������ƹ�Ӧ�õ�����ͬ�������С�
�ο����ף�
[1] �ܽ���, �� ��, ������, ��. ��������������ѡ����������ο���[J]. ����, 2005, 40(6): 40-43.
CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Selection of strip mill configuration and shape control[J]. Iron and Steel, 2005, 40(6): 40-43.
[2] ������. ���������������Ļ����������[C]//2005���й�����������ļ�. ����: ұ��ҵ������, 2005: 511-514.
CHEN Xian-lin. Strip mill configuration design of cold tandem mills[C]//CSM 2005 Annual Meeting Proceedings. Beijing: Metallurgy Industry Press, 2005: 511-514.
[3] �ΰ���, �ܽ���, ���캣, ��. �������������Ӵ�֧�ֹ��ۺ������о�[J]. �Ϻ�����, 2001, 23(1): 14-17.
HE An-rui, CAO Jian-guo, WU Qing-hai, et al. Study on comprehensive function of varying contact-length backup roll in finishing mill of hot rolling[J]. Shanghai Metals, 2001, 23(1): 14-17.
[4] �ΰ���, ���嶫, �ܽ���, ��. ����������֧�ֹ����α仯���ε�Ӱ��[J]. �����Ƽ���ѧѧ��, 1999, 21(6): 565-567.
HE An-rui, ZHANG Qing-dong, CAO Jian-guo, et al. Effect of back-up roll profile in hot wide strip mill on the strip profile and flatness[J]. Journal of University of Science and Technology Beijing, 1999, 21(6): 565-567.
[5] �ΰ���, ���嶫, �� ��, ��. ���������֧�ֹ�������ĥ��������ʩ[J]. �Ϻ�����, 2000, 22(2): 19-22.
HE An-rui, ZHANG Qing-dong, ZHANG Jie, et al. Non-uniform wear of backup rolls in hot strip rolling and its solution measurement[J]. Shanghai Metals, 2000, 22(2): 19-22.
[6] � ��, ���ѹ�, ������, ��. CVC������֧�ֹ��Ӵ�Ӧ������Ԫ����[J]. �廪��ѧѧ��: ��Ȼ��ѧ��, 2005, 45(12): 1668-1671.
DOU Peng, LI You-guo, LIANG Kai-ming, et al. Finite element analysis of contact stress on the backup roll of CVC hot rolling mills[J]. Journal of Tsinghua University: Science and Technology, 2005, 45(12): 1668-1671.
[7] �� ��, ������, ��ҫ�, ��. Ӧ�ñ�Ӵ�����֧�ֹ���߰����ۺϵ�������[J]. ����, 1995, 30(2): 48-51.
YANG Quan, CHEN Xian-lin, XU Yao-huan, et al. Applying VCL backup-roll to raise the control level of strip shape[J]. Iron and Steel, 1995, 30(2): 48-51.
[8] CHEN Xian-lin. Varying contact back-up roll for improved strip flatness[J]. Steel Technology International, 1994, 95: 174-178.
[9] CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Control of roll contour for strip profile and flatness in hot rolling[C]//44th Mechanical Working and Steel Processing Conference Proceeding. Florida, 2002: 1001-1010.
[10] �ΰ���, ���嶫, ������, ��. 1 800 mm�����������ο�������[J]. �����Ƽ���ѧѧ��, 2004, 26(1): 91-94.
HE An-rui, ZHANG Qing-dong, XU Jian-yong, et al. Shape control performance of 1 800 mm virtual mills[J]. Journal of University of Science and Technology Beijing, 2004, 26(1): 91-94.
[11] ������, �� ��, ���嶫, ��. �����������������ο���ϵͳ�Ŀ���[J]. ����, 2000, 35(7): 28-33.
CHEN Xian-lin, ZHANG Jie, ZHANG Qing-dong, et al. Development in profile and flatness control system of hot strip mills[J]. Iron and Steel, 2000, 35(7): 28-33.
[12] ����, �ܽ���, �� ��, ��. SmartCrown�Ĺ�������������������[J]. �����Ƽ���ѧѧ��, 2006, 28(7): 669-671.
YANG Guang-hui, CAO Jian-guo, ZHANG Jie, et al. SmartCrown work roll contour of a 4-hi tandem cold rolling mill[J]. Journal of University of Science and Technology Beijing, 2006, 28(7): 669-671.
[13] ������, �ܽ���, �� ��, ��. ��������SmartCrown����ĥ����ζ��ε�������Ӱ��[J]. �����Ƽ���ѧѧ��, 2006, 28(5): 468-470.
JIA Sheng-hui, CAO Jian-guo, ZHANG Jie, et al. Effect of SmartCrown work roll wear contour pattern on controllability of profile and flatness in tanden cold rolling mills[J]. Journal of University of Science and Technology Beijing, 2006, 28(5): 468-470.
[14] ³����, �ܽ���, �� ��, ��. ���������ֵ��ȹ��߽�����[J]. �����Ƽ���ѧѧ��, 2006, 28(8): 774-777.
LU Hai-tao, CAO Jian-guo, ZHANG Jie, et al. Edge drop control of a taper roll during continuous cold rolling[J]. Journal of University of Science and Technology Beijing, 2006, 28(8): 774-777.
[15] �ܽ���, ������, ���嶫, ��. ����������������ĥ�����������[J]. �����Ƽ���ѧѧ��, 1999, 21(2): 188-190.
CAO Jian-guo, CHEN Xian-lin, ZHANG Qing-dong, et al. Roll wear pattern and appraisal of roll contour in hot wide strip mill[J]. Journal of University of Science and Technology Beijing, 1999, 21(2): 188-190.
�ո����ڣ�2006-11-17
������Ŀ�������Ƽ���ѧ�Ƽ���չר�����������Ŀ(20050311890)
����飺�½�ΰ(1979-)���У��ӱ�ʯ��ׯ�ˣ���ʿ�о��������°��������Ϊ������о�
ͨѶ���ߣ��½�ΰ, ��, ��ʿ�о���; �绰: 010-62334898; E-mail: haojw888@163.com
[3] �ΰ���, �ܽ���, ���캣, ��. �������������Ӵ�֧�ֹ��ۺ������о�[J]. �Ϻ�����, 2001, 23(1): 14-17.
[14] ³����, �ܽ���, �� ��, ��. ���������ֵ��ȹ��߽�����[J]. �����Ƽ���ѧѧ��, 2006, 28(8): 774-777.
" target="blank">[15] �ܽ���, ������, ���嶫, ��. ����������������ĥ�����������[J]. �����Ƽ���ѧѧ��, 1999, 21(2): 188-190.CAO Jian-guo, CHEN Xian-lin, ZHANG Qing-dong, et al. Roll wear pattern and appraisal of roll contour in hot wide strip mill[J]. Journal of University of Science and Technology Beijing, 1999, 21(2): 188-190.
