
���±�ţ�1004-0609(2010)01-0137-06
Ni-Cr�Ͻ����ǥ�����ʯ��̼����������λ���ϵ
¬���1, 2��ϯ��1����־��1
(1. ��ԭ��ѧԺ �����뻯��ѧԺ��֣�� 450007��
2. �Ͼ����պ����ѧ ����ѧԺ���Ͼ� 210016 )
ժ Ҫ��
����Ni-Cr�Ͻ��ڲ�ͬ�¶��½���ǥ���������ʯĥ�����飬ʹ��SEM��EDS��XRD��Ni-Cr�Ͻ�ǥ�����ʯ��̼������������ò���з�����������������ǥ�������У���Ni-Cr�Ͻ���ȫ�ۻ�ǰ���ںϽ�ǰ����̼���↑ʼ�κˣ����������������Cr3C2�������SiC��Cr3C2��������������ʯ����¶������һ����λ���ϵ���Ͻ���ȫ�ۻ����ڽ��ʯ������������̼����ڲ�Ϊ���������Cr3C2�����Ϊ�����Cr7C3��
�ؼ��ʣ�
���ǥ�������ʯ��̼������λ���ϵ��������
��ͼ����ţ�TG401���� ���ױ�ʶ�룺A
Carbide growth and orientation relationship of vacuum brazing diamond with Ni-Cr alloy
LU Jin-bin1, 2, XI Yan-jun1, WANG Zhi-xin1
(1. School of Materials and Chemical Engineering, Zhongyuan University of Technology, Zhengzhou 450007, China;
2. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics,
Nanjing 210016, China)
Abstract: In the experiments on vacuum brazing diamond with Ni-Cr alloy at different temperatures, the morphology and growth of carbide that was formed on the diamond surface were observed with scanning electron microscope(SEM) and the components were analyzed with energy dispersion spectroscope(EDS). The results show that during vacuum brazing, before Ni-Cr alloy is not melted completely, some carbides begin to nucleate in the front of the filler, and then form good order Cr3C2 and disorder SiC until the filler melts. There is a certain orientation relationship between the growth of Cr3C2 and the diamond crystal plane. After the filler is melted, two layers of carbide are formed on the diamond surface, the inner layer is order Cr3C2, and the outer layer is disorder Cr7C3.
Key words: vacuum brazing; diamond; carbide; orientation relationship; crystal plane
ǥ�����ʯ��������иߵ�����ǿ�ȡ��ߵij��ж�����ҵ��ר�Ҽ������Ȥ��ǥ���������ĵ�����ʯ�����ܹ�ͨ��ǥ������ʯ��ѧұ���϶���úܸߵĽ��ǿ�ȣ�������ִ�ͳɰ�����ظ���ĥ���ӹ���ĥ�ϼ��״ӽ�ϲ��������������ʹ������ǥ�����ʯ���㹤�߸��߾�����[1?3]��
���ڽ��ʯ��һ������кܸߵĽ����ܣ����ǥ���г����û���ǥ�Ͻ���ǥ�������а�����Cr��Ti�Ȼ���Ԫ�ص�Ag��Cu��Ni����ǥ�ϡ�ʵ��Ӧ��������ʯ�ġ��մɵ�Ӳ�Ⱥܸߣ�Ϊ������Ӳ����ĥ�Ժ�����ǿ�ȣ���������ǥ�����ʯ���߶����Ni-Crǥ�ϣ������Ԫ��ΪCr��ǥ��������Ҫ�����ǥ���� ��������ǥ������Ӧǥ��������ǥ���ȷ������о�����[3?6]��Ni-Crǥ�����ǥ�����ʯ�Ĺ��ա������ṹ��̼������ò���������о��ѽ϶࣬���о����ʯǥ��������̼������γ���������ǥ��ǰ��̼������γɼ�̼��������ʯ�ľ����Ƿ���λ���ϵδ���ἰ[1?7]��KHALID��[8]����Cu-Sn-Tiǥ�϶Խ��ʯ ����ǥ��������TiC����ʯ������һ���Ĺ�ϵ�����⣬NOMURA��[9?10]���ֹ���[11]�����о�Ag-Cu-Tiǥ��SiC��Si3N4ʱ������ǥ�ϵ�ǰ����̼�������ɡ������������о����ڲ�ͬ�¶���Ni-Cr����ǥ������ʯ�Ľ��淴Ӧ��Ϊʱ���֣�ǥ��δ��ȫ�ۻ�ǰ����ǥ����չǰ�˾Ϳ�ʼ��Cr3C2���ɣ���̼�����ڽ��ʯ(100)��(111)�������������������ͬ�����γ��������̼������ò������о�����ǥ�ϵ���ʪ�������������ǿ�ȵȾ�����Ҫ�����壬�Ҷ���������ʯ������һ������ʵ���塣
1 ʵ��
����ѡ��GB/T6405?94��300~420 ��m���ʯ������ѡ45�֣�ǥ��ΪNi-Cr�Ͻ�ۣ���նȣ�0.01 Pa����VOQ2?80����մ��¯�н�����չ��ǥ�����顣���չ���Ϊ��ǥ��ǰ��45�ֻ��塢���ʯ�����ñ�ͪ��ϴ��Ȼ���ٽ����ڱ�ͪ���ó�������ϴ5 min�����ɡ���Ni-Cr�Ͻ����ڸֻ�����棬��Ni-Cr�Ͻ��ϲ��ý��ʯĥ��(��ͼ1)���ֱ������900��920�� 1 020��1 050 �棬��������ʱ�䣬��Ȼ��ȴ��100 �棬ȡ����
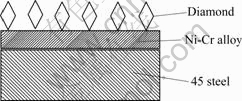
ͼ1 Ni-Cr�Ͻ�ǥ�����ʯ��ͷʾ��ͼ
Fig.1 Schematic diagram for joint framework of brazing diamond with Ni-Cr alloy
��ʴ�������Ժ���IJ��ֽ��ʯ���������ʴ�����ڽ��ʯ������̼���ʯī����ʴ��������ǥ�ϱ���ʴȥ������ʣ�½��ʯ��������ɵ�̼�������������������ɨ��羵ֱ�ӹ۲���ʯ������ά̼�������ò�����ҽ���X���������������ȷȷ�����ʯ��������̼���������ɡ�
���Է��������ձ����ӹ�˾(JEOL)JSM?6300��ɨ��羵(SEM)������KEVEX��˾��X����������(EDS)�Ժ�����ʯ������ò���й۲켰�ɷַ��������ձ�Shimadzu��˾��XD?3A��X������������Cu�С���ѹ40 kV������30 mA�������£���X��������ṹ������
2 ��������
2.1 ǥ��ǰ��̼���������λ���ϵ
���ʯ�����������ṹ�������ľ����Ϊ������̬��������¶�����Ϊ(111)��(100)���棬���������?�����塣���У�(111)��������ԭ�Ӽ��Ϊ0.252 nm��(100)��������ԭ�Ӽ��Ϊ0.356 nm[12]��
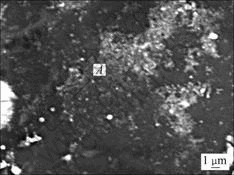
Ϊ���о����ʯ����̼�������������ǥ����δ��ȫ�ۻ�ǰ(900 ��)�۲���ʯ���棬�����ͼ2��ʾ����ͼ2���Կ��������ʯ�ľ�����̬Ϊ����?�����壬�����ı�����Ϊ(100)�棬��������Ϊ(111)�棬ǥ����900 ��ʱδ�ۻ���״Ϊ��С��һ�����Σ������ڽ��ʯ��(111)��(100)����������ǥ������������һ����Բ�ĺۼ���ͼ3��ʾΪǥ������ʯ(111)����ķŴ�ͼ����ͼ3���Կ�������ǥ������ʯ�Ӵ����������γ���ʯī����������Ni��ʯī��Ԫ�أ�����ڽӴ�����ʹ���ʯ��ʯīת��������ǥ�ϵ�ǰ����
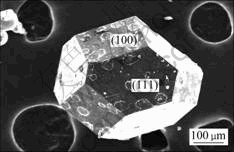
ͼ2 ǥ��������ʯ����Ӵ���
Fig.2 Contact zone between filler and diamond
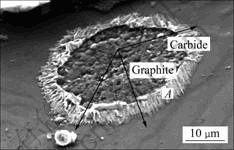
ͼ3 ���ʯ����(111)�����̼������ò
Fig.3 Carbide morphology of (111) plane on diamond surface
��Լ4~5 ��m����״��������һ�������3����������������������ʯ(111)��������εı�ƽ��(��ͼ3�е�3����ͷ��ʾ)�����ڽ��ʯ�ϵ�ʵ�ʽ����Ϊ0?��
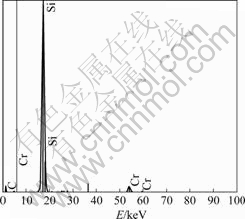
��ǥ��ǰ�˵���״������(��ͼ3��A��)�������ײ��ԣ������ͼ4��ʾ��������ijɷ�Ϊ(Ħ������)C��45.10%��Cr��53.62%��Si��0.03%��Ni��1.24%�������ж���״������ΪCr��̼�������Ħ���ȳ����ƶ�ΪCr3C2������̼����Cr3C2��б����ϵ���侧����״Ϊ��a��b��c����=��=��=90?[13]���ʴӾ�����̬�ɽ�һ���жϸ�̼����ΪCr3C2�����������ƶ���ǥ����δ��ȫ�ۻ�ǰ�����ʯ��ǥ���е�Һ̬���־Ϳ�ʼ��Ӧ����̼�����̼�����Cԭ���ɽ��ʯ�����C���ܽ���Ni�еĻ���Cԭ���ṩ������Crԭ����ǥ���ṩ��ͨ����ѧ��Ӧ��C+2/3Cr=1/2Cr3C2����?Gm= ?10 500?0.3T[4]��?Gm��0��˵����̼����������ɣ������ǵ����ʯ�����Cԭ�ӽ϶࣬��Crԭ����һ���ģ�������ѧ�Ƕȿ����ɵ�Cr3C2���ȶ��ġ���̼���ᄃ�������������Cԭ������ʹ�û���Crԭ��Զ������ɢ������Cԭ�ӽ���γɡ�ͬʱ���ڽ��ʯ�ľֲ���������ͼ5��ʾ����״������(��ͼ5��A��)������������ײ��ԣ������ͼ6��ʾ��������ijɷ�(Ħ������)ΪC��46.21%��Si��50.51%��Cr��3.28%�������жϸû�����ΪSiC��Ni-Crǥ���к���һ����SiԪ�أ��仯ѧ��Ӧ����ʽΪC+Si=SiC����?Gm=?26 700+2.0T[4]��?Gm��0������ھֲ��ܹ�����SiC����SiC����ʯ�Ľṹ���ƣ��ɿ����ǽ�������Cԭ�ӻ�����Siԭ�ӣ�SiC�����ɿ�����С���ʯ��̼����֮�侧��ʧ���Ӧ������Ҫ���á�
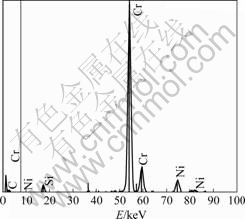
ͼ4 Cr3C2��EDS����
Fig.4 EDS pattern of Cr3C2
ͼ5 ���ʯ�����SiC��ò
Fig.5 Morphology of SiC on diamond surface
ͼ6 SiC��EDS����
Fig.6 EDS pattern of SiC
ͼ7��ʾΪ���ʯ��1 050 ��ǥ�������ò�� ��ͼ7���Կ�����������ʯ��ò��ã��ڽ��ʯ��ǥ�Ͻ��洦��һЩ���������̼�����ؽ��ʯ�������������ʯ(111)�����ϵ�̼�������ò��ͼ8��ʾ����ͼ8���Կ�����̼���������3���̶��ķ�������������ƽ����(111)���������εıߣ���̼����ijߴ������������������¯�м��Ȼ���ȴ�ٶȺ������¶��ݶȺ�С����˲������¶��ݶȵ�ԭ������̼������ijЩ����������������Ϊ���뵥�����ʯ����(111)�����ϵ�ԭ�������йء�(111)�����ϵ�ԭ�������� ͼ9��ʾ����ͼ9���Կ�����(111)����ԭ����������ܵķ���������3����Cr3C2��Cr��Cԭ�Ӽ��Ϊ2.027~2.307 nm������ʯ(111)�����ԭ�Ӽ��Ͻӽ����Ӷ������ж�Cr3C2�ڽ��ʯ(111)������ʱ��Cr3C2�������ֳɵĵ������ʯ����Ϊ�κ˺��ģ��Ӷ��Կ�����?˹����˹��������ģ�ͽ���������ͬʱ���ڵ����Ľ��ʯ����(111)ԭ������������3�����ŷ��������ͼ8��ʾ��̼����ֲ���ʽ������Ag-Cu-Tiǥ�����ʯ�������ɵ�TiC���ƣ�Ҳ����ij����������[14?15]��
ͼ7 ������ʯ����ò
Fig.7 Morphology of diamond after being brazed

ͼ8 ���ʯ����ֲ������̼����
Fig.8 Carbide of diamond surface
ͼ9 ���ʯ(111)�����ԭ������[12]
Fig.9 Atomic arrangement of diamond crystal plane (111)[12]
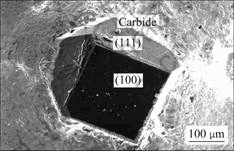
Ϊ�˽���ʯ(100)�����̼��������������۲���ͼ10��ʾ���ʴ��Ľ��ʯ�����Է���̼�����Ϊ���㣬�ڲ�Ϊ�����Cr3C2�����Ϊ��״�Ļ������¶�ij��ı��ε���Ϊ(100)��������������������̼�����������Ҫ���ı��εı������������ضԽ��߷���������������Ϊ������(100)�����ԭ�������йأ���(100)�����ԭ��������ͼ11��ʾ����ͼ11���Կ��������ʯ(100)ԭ�����еķ���Ϊ<100>�����̼������<100>����������
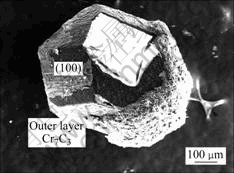
ͼ10 ���ʯ(100)�����̼������ò
Fig.10 Morphology of carbide in diamond crystal plane (100)
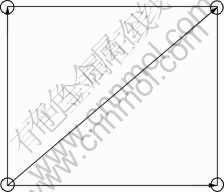
ͼ11 ���ʯ(100)�����ԭ������[12]
Fig.11 Atomic arrangement of diamond crystal plane (100)[12]
Ϊ�˽�һ���о�̼���������������̼�������ò���Ժ���Ľ��ʯ�����ʴ�������ʵ�������ʹ����̼������¶��������SEM����ͼ12��ʾ����ͼ12���Կ��������ܲ���̼�������䣬���ʯ(111)���̼����Cr3C2�ؽ��ʯ(111)��������εı�������������ǰ��ķ����������ϡ���ͼ10���Կ��������ʯ�����̼����ʵ�ʷ�Ϊ���㣬��������״������������ײ��ԣ���Ԫ�ص�Ħ������ΪCr61.24%��C33.53%��Ni5.23%��Cr��C��Ħ���ȴ�ԼΪ7?3���ɴ��ж�����̼����ΪCr7C3����Cr7C3��������ϵ��a=b��c����=��=90?����=120?����ֲ�����״��ͼ13��ʾ����ͼ13���Կ�����̼����������ε������������侧����̬����ϣ����ֲ�ȴ������������Ҫ����ΪCr7C3��Cԭ����Ҫ��Դ�ڽ��ʯ����ǥ�ϵ�C��Cr��Ӧ�����ɵ�Cr7C3����Χ����Cr3C2�����档����Cr7C3��ȷ֤���γɲμ�����[4]��
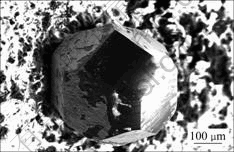
ͼ12 ������ʯ����ò
Fig.12 Morphology of diamond after being brazed
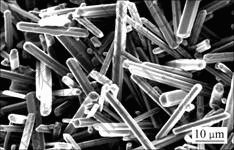
ͼ13 ������ʯ����̼�������ò
Fig.13 Morphology of carbide on surface of brazed diamond
2.2 XRD����
Ϊ��ȷ֤���ʯ��������Cr3C2�������۽��ʯ��920 ����ǥ�Ͻ��л�ϣ���ʹ�������ɸ����̼����Ժ�����۽��ʯ�ʴ�����X�������䣬��XRD����ͼ14��ʾ����Ϊ�����ʴ����ʯ������н��ʯ��̼����������жϱ����̼�������ͣ�ͨ��PDF��Ƭ�Աȷ����������ʯ����ȷʵ��Cr3C2�������ڣ��Ӷ�ȷ֤������Cr3C2��
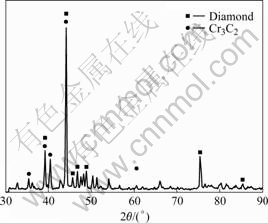
ͼ14 ���ʯ��̼�����XRD��
Fig.14 XRD pattern of diamond and carbide
3 ����
1) Ni-Cr�Ͻ�ǥ�����ʯ�ںϽ��ۻ�ǰ��̼����Cr3C2�Ϳ�ʼ�ںϽ�ǰ�˿�ʼ�γɣ����������������ǥ�ϵ���ʪ�ԡ�
2) Ni-Cr�Ͻ�ǥ�����ʯ���ɵ�̼����Cr3C2�����������������������������ھ����йأ�����(111)�����Cr3C2����������3�����ֱ�ƽ�������ھ��������εıߣ���(100)�����̼������������ ��Ҫƽ�������ھ����ı��εıߣ���ʾ��һ���ĸ������ԡ�
3) Ni-Cr�Ͻ�ǥ�����ʯ���ɵ�̼������Ҫ��Ϊ���㣬����ײ��Cr3C2������Cr7C3������Cr3C2����ʯ�ľ�����λ���ϵ����Cr7C3����������������ġ�
[1] CHATTOPADHYAY A K, CHOLLET L, HINTERMANN H E. On performance of brazed bonded mono layer diamond grinding wheel[J]. Annals of the CIRP, 1991, 40(1): 347?350.
[2] SUNG C M. Brazed diamond grid: a revolutionary design for diamond saws[J]. Diamond and Related Materials, 1999, 8: 1540?1543.
[3] ��־��, ����, Ҧ����, Ф ��. ǥ��������ʯɰ�ֵ��ִ����⼰��Բ�[J]. ����ѧ��, 2001, 22(3): 38?40.
WU Zhi-bin, XU Hong-jun, YAO Zheng-jun, XIAO Bing. Difficult problems and its countermeasures of brazed bonded monolayer diamond grinding wheel[J]. Transactions of the China Welding Institution, 2001, 22(3): 38?40.
[4] ¬���, ��Ż�, ����, �����, ������. Ni-Cr�Ͻ����ǥ�����ʯ���淴Ӧ������ѧ�붯��ѧ����[J]. ����ѧ��, 2004, 25(1): 21?24.
LU Jin-bin, XU Jiu-hua, XU Hong-jun, FU Yu-can, JIANG Cheng-yu. Thermodynamic studies on interfacial reactions between diamond and Ni-Cr filler metal in vacuum brazing[J]. Transactions of the China Welding Institution, 2004, 25(1): 21?24.
[5] �½���, �� ��, ������. ǥ����Ӳĥ�Ϲ��ߵ��о���չ[J]. ������, 2007, 41(2): 9?14.
CHEN Jian-yi, HUANG Hui, XU Xi-pen. Progress of study on brazed superabrasive tools[J]. Tool Engineering, 2007, 41(2): 9?14.
[6] ¬���, ���Ƴ�. Ni-Cr�Ͻ�ǥ�����ѽ��ʯ���о�[J]. ���ʯ��ĥ��ĥ�߹���, 2006(6): 19?21.
LU Jin-bin, MU Yun-chao. Study on brazing of Ti-coated diamond with Ni-Cr filler[J]. Diamond & Abrasives Engineering, 2006(6): 19?21.
[7] KLOTZ U E, KHALID F A, ELSENER H R. Nanocrystalline phases and epitaxial interface reactions during brazing of diamond grits with silver based Incusil-ABA alloy[J]. Diamond and Related Materials, 2006, 15: 1520?1524.
[8] KHALID F A, KLOTZ U E, ELSENER H R, ZIGERLIG B, GASSER P. On the interfacial nanostructure of brazed diamond grits[J]. Scripta Materialia, 2004, 50: 1139?1143.
[9] NOMURA M, ICHIMORI T, IWAMOTO C. Structure of wetting front in the Ag-Cu-Ti/SiC reactive system[J]. Journal of Materials Science, 2000, 35: 3953?3958.
[10] NOMURA M, IWAMOTO C, TANAKA S I. Nanostructure of wetting triple line in a Ag-Cu-Ti/Si3N4 reactive system[J]. Acta Materialia, 1999, 47: 407?413.
[11] �ֹ���, �Ƽ̻�, �Ž���, ����Ԩ, ë��Ӣ, ���. Ag-Cu-Ti-(Ti+C)��Ӧ-����ǥ��SiC�մɺ�Ti�Ͻ�Ľ�ͷ��֯[J]. �й���ɫ����ѧ��, 2005, 15(9): 1326?1331.
LIN Guo-biao, HUANG Ji-hua, ZHANG Jian-gang, LIU Hui-yuan, MAO Jian-ying, LI Hai-gang. Microstructure of reactive composite brazing joints of SiC ceramics and Ti alloy by using Ag-Cu-Ti-(Ti+C) as bonding material[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(9): 1326?1331.
[12] ������. ��Ӳ���ϼ���Ʒ[M]. ֣��: ֣�ݴ�ѧ������, 2006: 24?38.
WANG Qin-sheng. Superhard materials and tools[M]. Zhengzhou: Zhengzhou University Press, 2006: 24?38.
[13] �ݾ���, ������, �°��, �º��. ��Ԫ�Ͻ�״̬ͼ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1984: 574.
YU Jue-qi, YI Wen-zhi, CHEN Bang-di, CHEN Hong-jian. Handbooks of binary alloy phase diagrams[M]. Shanghai: Shanghai Scientific Press, 1984: 574.
[14] ¬���, ��Ż�. Ag-Cu-Tiǥ��ǥ�����ʯ�Ľ�������֯����[J]. ����ѧ��, 2007, 28(8): 29?33.
LU Jin-bin, XU Jiu-hua. Microstructure of interface between Ag-Cu-Ti brazing filler metal and diamond[J]. Transactions of the China Welding Institution, 2007, 28: 29?33.
[15] ¬���, ��Ż�. ���ǥ�����ʯ����̼�������ò[J]. �й���ɫ����ѧ��, 2007, 17(7): 1143?1148.
LU Jin-bin, XU Jiu-hua. Morphology of carbide on diamond interface by vacuum brazing[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1143?1148.
������Ŀ��������Ȼ��ѧ����������Ŀ(50175052)������ʡ��Ȼ��ѧ����������Ŀ(BK20001049)
�ո����ڣ�2009-04-13�������ڣ�2009-06-11
ͨ�����ߣ�¬������ڣ���ʿ���绰��13938483493��E-mail��ljbjohn@163.com
(�༭ ����Ⱥ)
ժ Ҫ������Ni-Cr�Ͻ��ڲ�ͬ�¶��½���ǥ���������ʯĥ�����飬ʹ��SEM��EDS��XRD��Ni-Cr�Ͻ�ǥ�����ʯ��̼������������ò���з�����������������ǥ�������У���Ni-Cr�Ͻ���ȫ�ۻ�ǰ���ںϽ�ǰ����̼���↑ʼ�κˣ����������������Cr3C2�������SiC��Cr3C2��������������ʯ����¶������һ����λ���ϵ���Ͻ���ȫ�ۻ����ڽ��ʯ������������̼����ڲ�Ϊ���������Cr3C2�����Ϊ�����Cr7C3��
