
���±�ţ�1004-0609(2015)-07-1790-08
����ѹ����������5A02���Ͻ�ܲĵ�Ӳ����Ϊ
������1����С��1, 2��Է����1, 2
(1. ��������ҵ��ѧ ���������ȼӹ����Ҽ��ص�ʵ���ң������� 150001��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001)
ժ Ҫ��
Ϊ���о��ܲ�������ѹ���������µ�Ӳ����Ϊ�����м�����������Ϊ��Բ�������ߵļ��������£������Ƶ��õ�����ѹ���������¹ܲĵ�Ӧ��/Ӧ�����ģ�ͣ������ñ���5A02-O���Ͻ�ܲ������Ƶ�����ѹ���ϳ���ʵ��װ���Ͻ�����ѹΪ85 MPa(1.0��s)��ʵ���о����õ�5A02���Ͻ�ܲ�������ѹ���������µ�Ӧ��-Ӧ�����ߡ����������5A02���Ͻ�ܲ�������ѹ���������½�������ʱ����������������״��Ȼ����ȷ������Բ����������ϣ�����ߵ㴦�ں������θ߶ȷ������Թ�ϵ��������ѹ�������εõ���Ӧ��-Ӧ�����ߵ�Ӳ��ָ��nֵΪ0.274�����ڵ�������ʱ�õ���nֵ(0.304)��
�ؼ��ʣ�
���Ͻ�ܲ�������������������Ӳ����Ϊ����άӦ��״̬��
��ͼ����ţ�TG394���� ���ױ�־�룺A
Hardening behavior of 5A02 aluminum alloy tube under combined action of internal and external pressures
CUI Xiao-lei1, WANG Xiao-song1, 2, YUAN Shi-jian1, 2
(1. National Key Laboratory of Precision Hot Processing of Metals, Harbin Institute of Technology, Harbin 150001, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: In order to investigate the hardening behavior of tubes under the combined action of internal and external pressures, the analytical models of stress and strain for the tubes bulged under the combined action of internal and external pressures were deduced firstly based on the assumption that the free bulging zone can be fitted perfectly using the elliptic equation. Moreover, an experimental investigation was conducted that the thin-walled 5A02-O aluminum alloy tubes were bulged under double-sided pressures using self-developed double-sided tube hydroforming equipment at the same external pressure of 85 MPa(1.0��s). Then, the stress-strain curve of 5A02 aluminum alloy tube under double-sided pressures was obtained. The results show that the free bulging area of 5A02 aluminum alloy tubes can be fitted perfectly using the elliptic equation. The thickness at the highest point (P) has a linear relation with the bulging height. In addition, the strain hardening exponent n obtained from double-sided free bulging (0.274) is lower than that obtained from uniaxial tension (0.304).
Key words: aluminum alloy tube; combined action; bulging; hardening behavior; three-dimensional stress state
���������ڸ�ѹ���μ����Ѿ���Ϊ���������պ�����������츴�ӿ��ı���湹��������Ҫ��һ�����������μ�������ȷ���Ժ����۹ܲĵij����Ժ���ѧ�����ǽ�������Ԫ�������ƶ��������ղ�������Ҫ����[1]��Ŀǰ�����Թܲ���ѧ���ܵķ�����Ҫ�е�����������[2]��������������[2]��������������[3]��Һѹ��������[4]���ڸ�ѹ�����ùܲ�ֱ���ϴ����ԣ�����������Է�����̫��ʵ����õķ������عܲ�������ȡ�����������е������������Թܲĵ���ѧ���ܡ�Ȼ��������������������ֻ�ܷ�ӳ�ܲ��������ѧ���ܶ�����ӳ�ܲĵĻ������ܣ������ڸ�ѹ�����йܲ���Ҫ�Ի������Ϊ�����ڴ˻�����������������û���������Թܲĵ���ѧ���ܣ��������ڻ���������D�Ϳ�֮�����Ħ�������Բ��Եõ���ǿ������ƫ��[3, 5-6]��
�ڳ�����ڸ�ѹ�����У�ͨ�����Է���Ӧ�������ܲļ�����ƽ��Ӧ��״̬�·������Σ�������ѧ��Ϊ�˵õ�˫��Ӧ��״̬�¹ܲĵ�Ӧ��-Ӧ�����߶Թܲĵ�Һѹ���ν����˴������о�[7-12]��Ϊ�˻�ùܲ�Һѹ���ι����еĵ�ЧӦ�����ЧӦ�䣬��Ҫ�����ι����в��Թܲ���������ߵ㴦�ĸ߶ȡ��ں��Լ����������������ʰ뾶[11-12]���������ʰ뾶�IJ�����һ�����⣬ͨ�����ܲ�������������״����Ϊ���Һ�����Բ�����������ߣ�������ڱ߽�Բ�ǵ�Ӱ��[13-14]��Ȼ����HUANG��[8-10]�ͺ�ף���[15]�о����֣�����������������Ϊ��Բ������ģ��Բ�����У�����õ�����Բ��������ܲ�ʵ�������߸����Ǻϡ�HE��[16]����ܲ�������Ϊ��Բ�������״η��������ι����йܲ���ߵ㴦�ıں�����ģ�ͣ���Ϊ�ܲ������ι�������ߵ㴦�ıں������θ߶Ȼ����������Թ�ϵ��������SUS409��AA6011�ȶ��ֹܲ��ڲ�ͬ�����������µõ�����֤��
����Ϊֹ�����еĹܲ�Һѹ���β��Զ�����ƽ��Ӧ��״̬�ļ��������½��м���ġ�Ȼ�����������ڶ�ѧ��Ϊ��߹ܲĵij���������˹ܲ�˫���ѹ���εĸ�����ڹܲĵ��ڲ����ⲿͬʱʩ�Ӹ�ѹ��Һ�壬ʹ�ܲ�������ѹ����������·�������[17-19]������1966��FUCHS��[17]ͨ���ڹܲ�����ͬʱʩ��Һ��ѹ����ʹ�ùܲĵij�����������ߡ�JAIN��[20-21]����MELLOR����ķ����о��˹ܲ��ڲ�ͬ���������µ�����ʧ�ȣ��õ��˾������Ա��ν���ʱ���ٽ�Ӧ�䣬���������Ϻ�������������£��ڹܲ��ⲿʩ��Һѹ�������������μ��ޡ�GUVEN[22]�����ѹ�Ա��ڹܲ�����ʧ�ȵ�Ӱ��������о�������3�ֲ�ͬ�ľ����õ��˿��Ƿ���Ӧ��Ӱ��Ļ�����Ӧ���1L��������Ӧ���2L��
���ܲ�������˫��ѹ���·�������ʱ���ܲIJ��ٴ���ƽ��Ӧ��״̬�������밴����άӦ��״̬���д���������Ϊֹ����������ͬʱ��ѹ��ʵ��װ�ý���ʵ�֣���û��ʵ���о��ܲ�����άӦ��״̬�µ�Ӳ����Ϊ��ֻ�й�����Һ���������Ľ����˹ܲĵ�˫���ѹʵ��װ�ã����ڴ˻����Ͻ���������ѹ���������¹ܲĵ����������Լ�Բ�������Ϊ�о�[23-24]��
Ϊ���о��ܲ�������ѹ����������άӦ��״̬�µ�Ӳ����Ϊ�������������������Ƶ��õ�����άӦ��״̬�¹ܲ�Ӧ��Ӧ�����ģ�͡�Ȼ�����ѽ�����˫���ѹʵ��װ���Ͻ�����5A02���Ͻ�ܲĵ�����ѹ��������ʵ�飬�����õ���5A02���Ͻ�ܲ�������ѹ���������µ�������������״���ں�ֲ��Լ����ЧӦ��-Ӧ�����ߡ�
1 �ܲ�����ѹ��������ԭ��
��ͳ�ܲ�Һѹ����ʱ�ܲĽ��ܵ���ѹ�����ã���ʱ������ѹ�����ڹܲĺ�ȷ�������ķ���Ӧ��������Ӧ����Ƚ�С��ͨ����Ϊƽ��Ӧ��״̬��
�ܲ�����ѹ�����������ڴ�ͳ�ܲ�Һѹ���εĻ�����ͬʱ��ܲ��ⲿʩ�Ӹ�ѹҺ�壬ʹ�ܲ�������ѹ����������·������Σ���ԭ��ʾ��ͼ��ͼ1��ʾ���ڹܲ�����ѹ���������У����ڹܲĺ�ȷ������ܵ�����ѹ���ϸ߶����ܺ��Է���Ӧ����Ӱ�죬�ܲ����ܵ�Ӧ���ɴ�ͳ������˫��Ӧ��״̬ת��Ϊ����˫����������ѹ������ȫ����ѹ����άӦ��״̬��
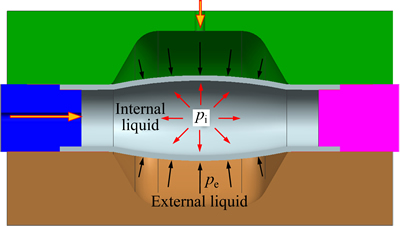
ͼ1 �ܲ���ѹ(pi)����ѹ(pe)��������ԭ��ʾ��ͼ
Fig. 1 Schematic diagram of tube bulging under combined action of internal (pi) and external pressure (pe)
2 ����ѹ����������Ӧ��Ӧ������ģ��
2.1 Ӧ������
�ܲ�������ѹ���������·������Σ����밴����άӦ��״̬���д�����Ϊ�����ܲĵĻ���Ӧ����ȡ��������ߵ��һ��С������ͼ2��ʾ���ɺ�ȷ������ѧƽ���������Ƶ��õ���


 (1)
(1)
ʽ�У������ͦ����ֱ��ʾ�ܲ���������ߵ�p�����Բ������ͻ������ʰ뾶�������ͦ����ֱ��ʾ�ܲ���������ߵ������ͻ���Ӧ����pi��pe�ֱ��ʾ�ܲ��ܵ�����ѹ����ѹ��tpΪ�ܲ���������ߵ�ıں�
����ʽ(1)�ɵ�ʽ(2)��
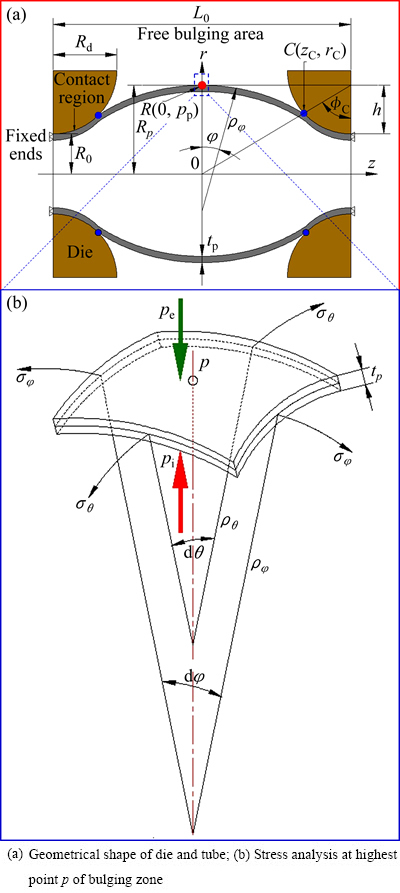
ͼ2 �ܲ�����ѹ�������ι�����ѧƽ��
Fig. 2 Mechanical equilibrium during tube bulging under combined action of internal and external pressure
 (2)
(2)
��������[8]�е�����Ƶ������Ǻ��Ӱ�죬���Եõ��ܲ���������ߵ㴦���Բ�Ļ�����������ʰ뾶�����ͦ����ֱ�Ϊ
 (3)
(3)
 (4)
(4)
ʽ�У�RpΪ������Բ�Ķ̰��ᣬ����ߵ�p������뾶��R2Ϊ������Բ�ij��뾶��
���⣬����������ߵ㴦���߷������ѧƽ�ⷽ�̿�����ùܲ���ߵ㴦�����Ӧ��( )(��ͬ�����˷�յ����)��
)(��ͬ�����˷�յ����)��
 (5)
(5)
��ʽ(5)����ʽ(2)�У����������������ߵ㴦�ܲĵĻ���Ӧ��( )��
)��
 (6)
(6)
�ܲ���������ߵ㴦�ķ���Ӧ���ڹܲĵ��ڱ��������ѹpi���ڹܲĵ�����洦������ѹpe�������Բ㴦Ϊ
 (7)
(7)
2.2 Ӧ�����
���ڹܲ���������ߵ㴦��Ӧ�䣬����Ӧ��(����)�ͺ�ȷ���Ӧ��(����)���Էֱ��ʾΪ
 (8)
(8)
 (9)
(9)
ʽ�У�R0��t0�ֱ�Ϊ�ܲĵij�ʼ��뾶���ʼ�ں�hΪ�ܲĵ����θ߶ȡ��ܲ���������ߵ㴦������Ӧ��(����)��������������������
 (10)
(10)
2.3 ��ЧӦ��Ӧ�估Ӳ������
�ڼ���ܲĵĵ�ЧӦ�����ЧӦ��ʱ������ܲ�Ϊ����ͬ�Բ��ϣ��Һ��Ե���Ӧ���Ӱ�졣��������ѹ���������µĹܲģ����밴����άӦ��״̬�������������ЧӦ�� ���Ա�ʾΪ
���Ա�ʾΪ
 (11)
(11)
�������������������ЧӦ��ɱ�ʾΪ
 (12)
(12)
ͨ���ⶨ�ܲĵ�һЩ��ʼ�����Լ����ι����йܲ����ܵ���ѹ����ѹ�Լ����θ߶ȵȣ����ɸ����������۷����õ��ܲĵĵ�ЧӦ���͵�ЧӦ�䡣
�ܶ������Ӳ�����߽�������������״����������������˻����(��ְ�����Ͻ��)�����ЧӦ��-��ЧӦ�����߶����൱��ȷ����Hollomon��ָ����Ӳ����������ʾ��
 (13)
(13)
ʽ�У�KΪǿ��ϵ����
3 5A02���Ͻ�ܲ�����ѹ��������ʵ���о�
3.1 ʵ�����
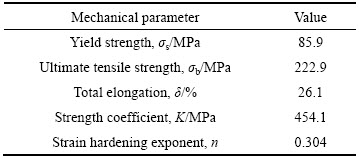
���ò���Ϊ5A02-O���Ͻ�ܲģ����⾶������ں�ֱ�Ϊ63��2 mm���عܲ�������ȡ���������������ڵ������ܲ��������Instron5569�Ͻ��е���������ԣ��õ�����Ӧ��-��Ӧ��������ͼ3��ʾ����1����Ϊ��������õ��Ĺܲ�������ѧ���ܲ�����
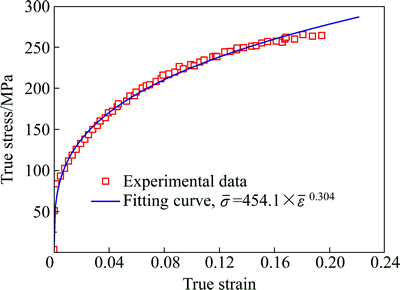
ͼ3 5A02���Ͻ�ܲ�������ʵӦ��-Ӧ������
Fig. 3 True stress-strain curve of 5A02-O aluminum alloy tubes along axial direction
��1 5A02���Ͻ�ܲ�������ѧ���ܲ���
Table 1 Mechanical property parameters of 5A02-O aluminum alloy tubes along axial direction
3.2 ʵ��װ��
�ܲ�����ѹ�������ε�ʵ��װ����ͼ4��ʾ��ʵ��ģ����Ҫ����Ͳ��о�ᡢģ����ǻ���н���͵װ���ɡ���ͬ�ڴ�ͳ������ģ����ģ�����ҳ�ͷ��ɵ��ڸ�ѹ����ģ�ߣ�����ģ����Ƴɱ�ʽ��ԲͲ�νṹ������ʵ����ѹ���ܷ⡣��ѹ���ܷ��ɹܲĺ�о��֮���O���ܷ�Ȧʵ�֣���ѹ���ܷ���о��͵װ��Լ���Ͳ�͵װ�֮���O���ܷ�Ȧʵ�֡�
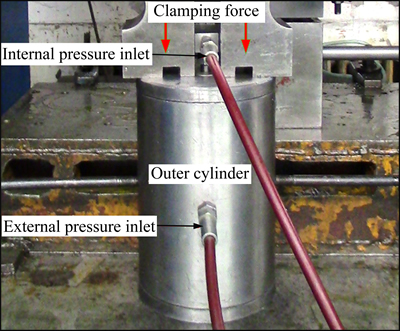
ͼ4 �ܲ�����ѹ��������ʵ��װ��
Fig. 4 Experimental setup of tube hydroforming under combined action of internal and external pressures
��ԭ��10 MN�ڸ�ѹ���λ��Ļ���֮�Ͻ��и��£������ܲ�����ѹ��������ʵ��װ�á�ԭ�ȵ���ѹ��ѹ���ṩ�ܲĵ���ѹ����������һ����ѹ���ṩ�ܲĵ���ѹ����������ѹ������ͬʱ���ŷ������п��ơ�ͬʱ������ϵͳҲ�����˸��£�����һ���µ�˫���ѹ���ƽ��档
�����йܲ�����ѹ��������ʵ��ʱ����ѹ��ѹ��ͨ��о���ϵ���ѹ��ڽ���ѹҺ�����ܲĵ��ڲ�����ѹ��ѹ��ͨ����Ͳ�ϵ���ѹ��ڽ���ѹҺ��ʩ���ڹܲĵ��ⲿ������Ҫ���ǣ���������������ѹ�������������ŷ��������һ�𣬴Ӷ��ﵽ��ȷ���ŷ����ơ������ŷ����������Կ���ϵͳ�������źš����ԣ���ѹ����ѹ����ͨ��Ԥ���������ϵͳ�ļ���·��ʵ�־�ȷ�ļ�����ж�ء����⣬���ι�����Ϊ�˷�ֹ�װ����Ͳ�������룬�Ӷ������ѹ��й©������ʩ��һ���ĺ�ģ����
3.3 ʵ�鷽��
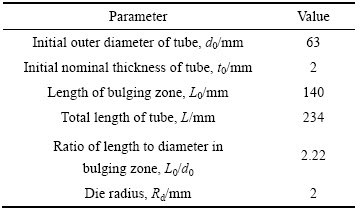
����ѹ��������ʵ���ʼ�ܲļ�ģ�ߵľ���������2���С�
��2 ��ʼ�ܲļ�ģ�߲���
Table 2 Initial parameters of tubes and die
�ܲ����ι�������Ҫ�����ܲĵ���ѹpi����ѹpe�Լ���ߵ����θ߶�h�Լ���������ߵ�ں�tp��Ȼ�������ܲ�������ѹ���������½�������ʱ�������ⲿ��ѹҺ��Ĵ��ڣ��ܲĵ����θ߶Ⱥ��ѽ���ʵʱ���������ԣ����о��г������ö����ϵķ�ʽ�������ö���ܲķֱ���в�ͬ������������ѹ����ʵ�飬���о��в���4���ܲģ���������¼4���м�״̬ʱ�̹ܲĵ����θ߶Ⱥ���ߵ�ں�Ȼ������Ͻ��е������Ƶ����ɵõ��ܲ�������ѹ���������µ�Ӧ��Ӧ���ϵ����ʵ���в��õ���ѹΪ85 MPa (1.0��s)����ѹȡ4���м�״̬�����һ����Ӧ�ڹܲ�����״̬��
4 ���������
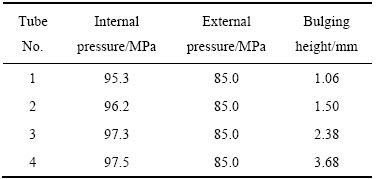
ͼ5��ʾΪ��ѹΪ85 MPaʱ���εõ��IJ�ͬ���θ߶ȵ�5A02���Ͻ�ܲ�������4���м�״̬�ܲ����������θ߶ȷֱ�Ϊ1.06 mm��1.50 mm��2.38 mm��3.68 mm��ʵ���еõ���4����ͬ���θ߶ȹܲ���������ѹ����ѹ��ֵ���3���С�
4.1 ������������״
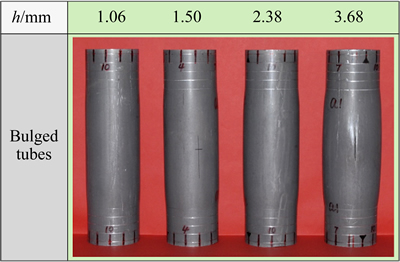
ͼ5 ��ѹΪ85 MPaʱ��ͬ���θ߶ȵĹܲ���Ƭ
Fig. 5 Photos of bulged tubes with different bulging heights under external pressure of 85 MPa
��3 �ܲ�����ѹ��ֵ�����θ߶�
Table 3 Internal pressure, external pressure and bulging height
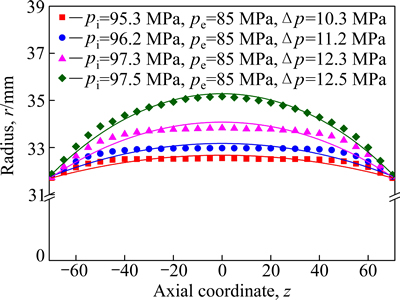
ͼ6 ��ѹ85MPaʱ�ܲ���������Բ������״
Fig. 6 Elliptical profile of bulging zone under external pressure of 85 MPa
�Բ�ͬ�м�״̬�Ĺܲĵ�ֱ�����в��������ɵõ�����������������״�ߴ磬��ͼ6��ʾ����Origin��������2.1�ڵ������Ƶ����ɵõ��ܲ�����������ж�4��������״���ݷֱ�����Բ����������ϣ���ϵõ��ľ���ϵ��R2ֵ�ֱ�Ϊ0.956��0.961��0.978��0.995���ɴ˿��Է��֣�5A02���Ͻ�ܲ�������ѹ���������½�������ʱ�����������������Էdz�ȷ������Բ������������ϣ����������θ߶ȵ����ӹܲ�������������״Խ�ӽ���Բ�Ρ��ڹܲ�����ѹ�������ι����У�����ܲ���������״������Բ����ģ�ͣ��㴦��Ӧ��״̬��
4.2 �ں�ֲ�
����[16]���о��ܲ���ѹ����ʱ����˱ں�����ģ�ͣ���Ϊ�ܲ������˹̶��������½�������ʱ���ܲ���������ߵ㴦�ıں������θ߶ȳ����Թ�ϵ����ʽ(14)��ʾ��
 (14)
(14)
ʽ�У�bΪ������
�ڹܲ���ѹ���ι����У����θ߶�h��������ʵʱ������ֻҪ֪������bֵ�����ɼ������ι�����ÿһʱ�̵ıں�������ǰ���������Ƶ����ɼ���õ��ܲĵ�Ӧ��-Ӧ�����ߡ����ڱ��о��йܲ�����ѹ�������Σ������ⲿ��ѹҺ��Ĵ��ڣ��ܲ����θ߶ȵ�ʵʱ�����dz����ѣ������ڱ�ʵ���н��м�4���м�״̬�ܲĵ����θ߶Ⱥͱں�ֱ���в����������ͼ7��ʾ��
��ͼ7���Է��֣��ڹܲ�����ѹ���������У��ܲ���������ߵ㴦�ں������θ߶�ͬ�����������Թ�ϵ����4��ʵ������������ϣ����ɵõ���ߵ�ں������θ߶ȵ����Թ�ϵΪ
 (15)
(15)
���⣬��ʽ(14)���Է��֣�����b��������ʽ�õ���
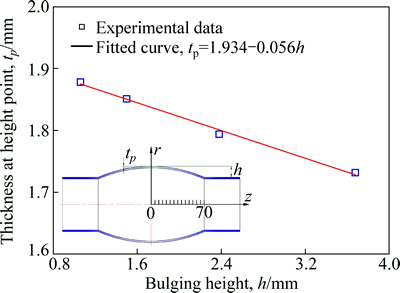
ͼ7 ��ѹΪ85 MPaʱ�ܲ���������ߵ㴦�ں������θ߶ȵ����Թ�ϵ
Fig. 7 Linear relationship between thickness at highest point in bulging zone and bulging height and bulging height under external pressure of 85 MPa
 (16)
(16)
ʽ�У�tend��hend�ֱ�Ϊ��������ʱ�ܲĵ���ߵ�ں�����θ߶ȡ������һ��״̬�Ĺܲ����ݽ������bֵ�����в��Ե㴦�ܲ�ԭʼʵ�ʱں�Ϊ1.935 mm���õ���bֵΪ0.0553�����ɴ˵õ��ıں�����ģ��Ϊ
 (17)
(17)
��ʽ(17)���Է��֣��ɴ˵õ��ıں����Թ�ϵ��ֱ�Ӳ����õ��ıں����Թ�ϵ(��ʽ(15))����һ�£��������ѹ�������ι����п��Խ��ʵʱ�������θ߶ȵ����⣬ֻ������������չܲĵıںɸ���ǰ�������Ƶ��õ��ܲ�������ѹ���������µ�Ӧ��-Ӧ���ϵ��
4.3 Ӳ������
������ʵ������õ��Ĺܲĵ���ѹ����ѹ�����θ߶��Լ���ߵ�ں���ֵ�����2���е�Ӧ��Ӧ�������Ƶ���ʽ�����ɵõ���ѹΪ85 MPa�����5A02���Ͻ�ܲĵĵ�ЧӦ��-Ӧ���ϵ���ߣ���ͼ8��ʾ����Ӳ��������ʽ(18)��ʾ
 (18)
(18)
��ͼ8��ʽ(18)���Է��֣�5A02���Ͻ�ܲ�������ѹ�������������µõ��ĵ�ЧӦ��-Ӧ�����ߵ�Ӳ��ָ��nֵΪ0.274�������������������������õ���nֵ(0.304)�����˽��͡�������Ϊ��ܲĵ�����ͻ������ܲ��ɱ���ش��ڲ��죬���������������������������һЩ��������άӦ��״̬�²��Եõ��Ĺܲĵ�Ӧ��Ӧ�����߱�������������Եõ���Ӧ��Ӧ�������Ե�һЩ����nֵ�����˽��͡�
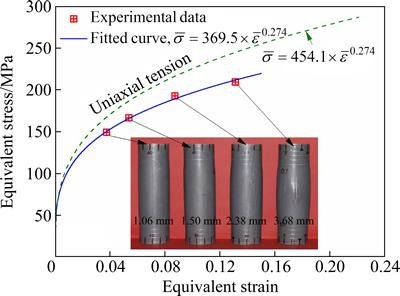
ͼ8 ��ѹΪ85 MPa�ܲ����εõ��ĵ�ЧӦ��-Ӧ������
Fig. 8 Equivalent stress-strain curve obtained from double-sided tube bulging at external pressure of 85 MPa
5 ����
1) �����Ƶ��õ�������ѹ���������¹ܲĵ�Ӧ��Ӧ�����ģ�ͣ�ֵ��ע����������ѧƽ�ⷽ��ʱ���뿼�Ǻ�ȵ�Ӱ�죬���õ��Ļ���Ӧ��������Ӧ�������������
2) ��ѹΪ85 MPaʱ���ܲ������ι�������������������״��������Բ����������ϣ�����ߵ�ں������θ߶ȷ������Թ�ϵ��
3) ͨ��ʵ��õ�����ѹΪ85 MPaʱ5A02���Ͻ�ܲĵ�Ӳ������(��ЧӦ��-Ӧ������)����õ���nֵΪ0.274�����ڵ�������õ���0.304��������Ϊ��ܲĵ�����ͻ������ܲ��ɱ���ش��ڲ��죬����������������������һЩ��������άӦ��״̬�²��Եõ���Ӧ��Ӧ�����߱�������������Եõ���Ӧ��Ӧ�������Ե�һЩ����ʹnֵ���͡�
4) ����˫���ѹ���ڸ�ѹ���ι��գ�����������Һѹ���εõ��ĵ�ЧӦ��-Ӧ�����߸���ȷ��ӳ�ܲ����ڸ�ѹ�����е���ʵ����״̬���϶���ʹ���Ԥ�⾫�ȸ��ߡ�Ȼ����ĿǰҺѹ���β��Թܲ���ѧ���ܵķ���Ҳ����һЩȱ�㣬����Թ��̽ϵ���������Ӹ��ӣ����������Ų��Լ����IJ��Ϸ�չ����Щ���ⶼ��ӭ�ж��⡣
REFERENCES
[1] Է����, ��ף��, �� ��, ��С��, �� ��. �ڸ�ѹ���������뼼�����½�չ[J]. �й���ɫ����ѧ��, 2008, 18(10): 2523-2533.
YUAN Shi-jian, HE Zhu-bin, LIU Gang, WANG Xiao-song, HAN Cong. New developments in theory and processes of internal high pressure forming[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(10): 2523-2533.
[2] GB/T 228.1-2010. �������ϡ���������-��1����: �������鷽��[S].
GB/T 228.1-2010. Metallic materials��Tensile testing: Part 1: Method of test at room temperature[S].
[3] LIN Y L, HE Z B, YUAN S J, WU J. Formability determination of AZ31B tube for IHPF process at elevated temperature[J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 851-856.
[4] FUCHIZAWA S, NARAZAKI M. Bulge test for determining stress-strain characteristics of thin tubes[C]//WANG Z R, HE Y X. Proceedings of the Fourth International Conference on Technology of Plasticity. Beijing: International Academic Publisher, 1993, 1: 488-493.
[5] JIANG L, JONAS J J, BOYLE K, MARTIN P. Deformation behavior of two Mg alloys during ring hoop tension testing[J]. Materials Science Engineering A, 2008, 492: 68-73.
[6] ��ף��, Է����, ��, ��ӭ��. �ܲĻ�״����������ε������ͱ��η���[J]. ����ѧ��, 2008, 44(4): 423-427.
HE Zhu-bin, YUAN Shi-jian, CHA Wei-wei, LIANG Ying-chun. Force and deformation analysis of tube ring specimen during hoop tension test[J]. Acta Metallurgica Sinca, 2008, 44(4): 423-427.
[7] SOKOLOWSKI T, GERKE K, AHMETOGLU M, ALTAN T. Evaluation of tube formability and material characteristics: hydraulic bulge testing of tubes [J]. Journal of Materials Processing Technology, 2000, 98: 34-40.
[8] HWANG Y M, LIN Y K. Evaluation of flow stresses of tubular materials considering anisotropic effects by hydraulic bulge tests[J]. Journal of Engineering Materials and Technology, 2007, 129(3): 414-421.
[9] HWANG Y M, WANG C W. Flow stress evaluation of zinc copper and carbon steel tubes by hydraulic bulge tests considering their anisotropy[J]. Journal of Materials Processing Technology, 2009, 209: 4423-4428.
[10] HWANG Y M, LIN Y K, ALTAN T. Evaluation of tubular materials by a hydraulic bulge test[J]. International Journal of Machine Tools and Manufacture, 2007, 47(2): 343-351.
[11] BORTOT P, CERETTI E, GIARDINI C. The determination of flow stress of tubular material for hydroforming applications[J]. Journal of Materials Processing Technology, 2008, 203: 381-388.
[12] YANG L F, GUO C. Determination of stress-strain relationship of tubular material with hydraulic bulge test[J]. Thin-Walled Structures, 2008; 46: 147-154.
[13] STRANO M, ALTAN T. An inverse energy approach to determine the flow stress of tubular materials for hydroforming applications[J]. Journal of Materials Processing Technology, 2004, 146(1): 92-96.
[14] �����. �������ڹ�Һѹ����Ӧ�û����о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2007.
LI Long-gao. Fundamental study on tube hydroforming process[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2007.
[15] ������, ��ף��, Է����. �ܲ���������ʱ������������״��Ӱ������[J]. ����ѧ��, 2010, 46(6): 729-735.
LIN Yan-li, HE Zhu-bin, YUAN Shi-jian. The factors affecting the profile of middle bulging region during tube bulging test[J]. Acta Metallurgica Sinca, 2010, 46(6): 729-735.
[16] HE Z B, YUAN S J, LIN Y L, WANG X S, HU W L. Analytical model for tube hydro-bulging tests, part II: Linear model for pole thickness and its application[J]. International Journal of Mechanical Sciences, 2014, 87: 307-315.
[17] FUCHS F J. Hydrostatic pressure: its role in metal forming[J]. Mechanical Engineering, 1966, 88(4): 34-40.
[18] SMITH L M, GANESHMURTHY S, ALLADI K. Double-sided high-pressure tubular hydroforming[J]. Journal of Materials Processing Technology, 2003, 142(3): 599-608.
[19] JAIN N, WANG J, ALEXANDER R. Finite element analysis of dual hydroforming processes[J]. Journal of Materials Processing Technology, 2004, 145(1): 59-65.
[20] JAIN N. Modeling and analysis of dual hydroforming process[D]. Texas: Texas A&M University, 2003: 47-66.
[21] JAIN N, WANG J. Plastic instability in dual-pressure tube-hydroforming process[J]. International Journal of Mechanical Sciences, 2005, 47(12): 1827-1837.
[22] GUVEN U. Effect of the external pressure on the plastic instability of thin-walled tubes[C]//Proceedings of the Institution of Mechanical Engineers, Part B. Journal of Engineering Manufacture, 2009, 223: 1361-1365.
[23] CUI X L, WANG X S, YUAN S J. Deformation analysis of double-sided tube hydroforming in square-section die[J]. Journal of Materials Processing Technology, 2014, 214(7): 1341-1351.
[24] CUI X L, WANG X S, YUAN S J. Experimental verification of the influence of normal stress on the formability of thin-walled 5A02 aluminum alloy tubes[J]. International Journal of Mechanical Sciences, 2014, 88(11): 232-243.
(�༭ ������)
������Ŀ������ѧ�ߺʹ����Ŷӷ�չ�ƻ�������Ŀ(IRT1229)��������Ȼ��ѧ����������Ŀ(51175111��50975061)
�ո����ڣ�2014-12-15�������ڣ�2015-04-23
ͨ�����ߣ���С�ɣ������ڣ���ʿ���绰��0451-86417917��E-mail��hitxswang@hit.edu.cn
ժ Ҫ��Ϊ���о��ܲ�������ѹ���������µ�Ӳ����Ϊ�����м�����������Ϊ��Բ�������ߵļ��������£������Ƶ��õ�����ѹ���������¹ܲĵ�Ӧ��/Ӧ�����ģ�ͣ������ñ���5A02-O���Ͻ�ܲ������Ƶ�����ѹ���ϳ���ʵ��װ���Ͻ�����ѹΪ85 MPa(1.0��s)��ʵ���о����õ�5A02���Ͻ�ܲ�������ѹ���������µ�Ӧ��-Ӧ�����ߡ����������5A02���Ͻ�ܲ�������ѹ���������½�������ʱ����������������״��Ȼ����ȷ������Բ����������ϣ�����ߵ㴦�ں������θ߶ȷ������Թ�ϵ��������ѹ�������εõ���Ӧ��-Ӧ�����ߵ�Ӳ��ָ��nֵΪ0.274�����ڵ�������ʱ�õ���nֵ(0.304)��
[2] GB/T 228.1-2010. �������ϡ���������-��1����: �������鷽��[S].
GB/T 228.1-2010. Metallic materials��Tensile testing: Part 1: Method of test at room temperature[S].
[6] ��ף��, Է����, ��, ��ӭ��. �ܲĻ�״����������ε������ͱ��η���[J]. ����ѧ��, 2008, 44(4): 423-427.
[14] �����. �������ڹ�Һѹ����Ӧ�û����о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2007.
[15] ������, ��ף��, Է����. �ܲ���������ʱ������������״��Ӱ������[J]. ����ѧ��, 2010, 46(6): 729-735.
