
DOI��10.19476/j.ysxb.1004.0609.2017.03.002
þ�Ͻ𱡱ڼ�ѹ�����εĹ��ռ���ֵģ��
������1��������1�������1�������2��������2
(1. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083��
2. ��ݸ�˰��Ƽ�����˾����ݸ 523662)
ժ Ҫ��
����Procastģ����������AZ91Dþ�Ͻ𱡱��ֻ�֧�ܼ��ij����������̹��̣����ģ����ʵ���о���ͬ���ղ����Ա���ѹ���������������ܶȡ���֯����ѧ���ܵ�Ӱ�죬��̽�������ʵĹ��ղ������������������֧�ܼ���������ȱ�����ͼ�λ����ģ�������Ǻϣ���ע�¶ȺͿ�ѹ���ٶȶԱ��ڼ���ѹ�����ξ�����ҪӰ�죬�ʵ����ͽ�ע�¶Ȼ���߿�ѹ���ٶȾ������ڸ��������ı�����������������ȱ�ݡ�ϸ�������������ѧ���ܡ�����AZ91Dþ�Ͻ𱡱��ֻ�֧�ܼ�ѹ�������ʵĽ�ע�¶ȺͿ�ѹ���ٶȷֱ�Ϊ670 ���2.3 m/s���ڴ˹��ղ��������������������������ã�����ϸС����ƽ���ߴ��Ϊ5.1 ��m�������ܶȸߣ������ʽ�Ϊ2.0%��������ѧ�������죬�俹��ǿ�ȡ�����ǿ�ȡ��쳤�ʺ�Ӳ�ȷֱ�Ϊ306 MPa��203 MPa��6.0%��86 HV��
�ؼ��ʣ�
AZ91Dþ�Ͻ������ڼ���ѹ������������֯����ѧ��������ֵģ����
���±�ţ�1004-0609(2017)-03-0448-11���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
����þ�Ͻ����������ܶ�С����ǿ�ȼ��ȸնȸߡ������Լ������ӹ����ܺõ��ŵ㣬�������㷺Ӧ���ڡ�3C����Ʒ��Ǽ�����֧�ܵȽṹ������������ߴ羫��Ҫ��ߡ��ں�С�ҽṹ���ӣ�����������Ϊ����������εĹؼ�����[1-3]��ѹ����Ϊһ�ֿ��ٵĽ������ι��գ���������Ч�ʸߡ��ߴ羫�ȸߺ�ѹ���ͺ�ģ�����������ص㣬�ر��ʺ��ڴ����������������[4-5]��Ȼ��������ѹ������ʱ��������ģ����ƻ��ǹ��ղ�����ѡ����һ�����Ѷȣ��ر��Ƕ��ڱ�����������Ҫ������������������ԣ���Ҫ��֤�����������õ����ܡ�����ѹ�����վ��и��ٸ�ѹ���ص㣬�Ͻ�Һͨ�����������ڽ��ڵ��ٶȺܸߣ����ڳ������л����ǿ�ҵġ����������̬��������ʹ��ǻ�в��������п����������ų��������뵽�Ͻ�Һ�ڲ�һ�������ǻ���Ӷ��γɾ���Ӱ�����������ӹ���������ѧ���ܡ������Ҫ̽�����ʵ�ѹ��������������������Ļ������������ܵļ��ٳ��;��������������Ʒ�ʡ� ����ģ�����������Զ�ѹ�����̸��εIJ�ͬ����������ģ����档ͨ��ģ�����ķ������Ż�ģ����ƺ��ղ������Ӷ��������Ʒ�ʡ�
Ŀǰ��þ�Ͻ�ѹ�����ε�����о���Ҫ�����ڸ����ղ�����þ�Ͻ��������������Ӱ��[6-7]�����ι��ղ�����������֯����ѧ���ܵ�Ӱ��[8-10]��ѹ�������������̹��̵�ģ�����[11-14]��Ȼ������Щ�о�����Ե�ѹ�������������1 mm���ϣ�����Щ�о��������ǻ���ʵ�����Ķ��Է�����ģ���Ż���û�н�ģ�������ʵ�������Ͻ����о�þ�Ͻ𱡱ڼ���������������������ԡ���ˣ����ģ����ʵ�����о���ͬ���ղ����Ա���þ�Ͻ�����������������̹��̡�����������������֯���ܵ�Ӱ����б�Ҫ����Ϊþ�Ͻ𱡱�ѹ�����Ĺ�ҵ�������ṩ����ָ��������
Ϊ�ˣ�������������Procast��������ѹ��AZ91Dþ�Ͻ𱡱��ֻ�֧�ܼ��ij��ͺ����̹��̽�����ģ������������ģ������ͨ��ʵ�������֤��ͬ���ղ����Ա��ڼ������������ܶȡ���֯����ѧ���ܵ�Ӱ����ɣ�����ȷ����������ѹ�����ղ������ﵽ��������ȱ�ݣ��������������Ŀ�ġ�
1 ʵ��
1.1 ��ֵģ��ǰ����
ͼ1��ʾΪ�����ֻ�֧�ܵ�CADͼ�Ρ���ͼ1�ɼ���֧����״��Ϊ���ӣ�������ϸСͨ��̨����Ȳ���(��ͬ�����ȼ�ͼ1)��
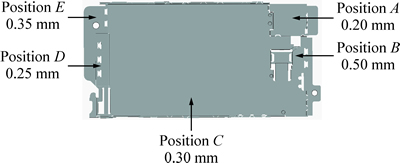
ͼ1 �����ֻ�֧�ܵ�CADͼ�μ���Ҫ��ȷֲ�
Fig. 1 CAD graph of thin-wall phone bracket parts and its main thickness distribution
�ֻ�֧�ܵ�������ģ����ͼ2��ʾ������������Ϊ2106874��ʵ�������AZ91Dþ�Ͻ��仯ѧ�ɷ����1��ʾ��ģ�߲�����H13ģ�߸֡�ģ�ߺ������Ľ��滻��ϵ��Ϊ1000 W/(m2��K)��
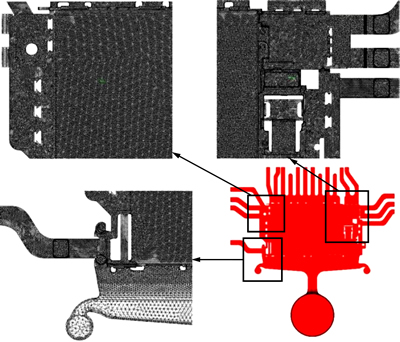
ͼ2 �����ֻ�֧�ܵ�������
Fig. 2 Volume mesh of thin-wall phone bracket parts
��1 AZ91Dþ�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of AZ91D magnesium alloy (mass fraction, %)

��2����Ϊ���ڼ�ѹ��ģ�������õĹ��ղ�����������ѹ���ٶ�vd���ݾ��鹫ʽ[15]��
 (1)
(1)
 (2)
(2)
ʽ�У�d Ϊ��ͷֱ����KΪѹ������ʣ�wΪ������������Ϊ�����ܶȡ�
����ֳ�ʵ����������d = 40 mm��w=95 g����= 1.82 g/cm3���룬�õ�vd=0.2554 m/s��
��2 AZ91Dþ�Ͻ𱡱ڼ�ѹ�����ղ���
Table 2 Process parameters for high pressure die-casting AZ91D magnesium alloy thin-wall parts

1.2 ʵ�鷽��
��AZ91Dþ�Ͻ���Ԥ���¶�Ϊ300 ����ۻ�¯��Ԥ��, Ȼ��������700 ���ۻ���Ϊ��ֹþ�Ͻ�Һ����ȼ�գ��ۻ�������ͨ��RJ-2�Ÿ��Ǽ����б�����Ҩȡþ�Ͻ�Һ������650~690 �棬��ע��DC160T��������ѹ������ѹ�ҽ���ѹ�����Ρ�
������λ��A~E���и�ȡ��(��ͼ1)�����������д�ĥ��ϸĥ����, ͨ��4%����ƾ�(�������)��ʴ, ��ϴ�����ɺ�, ����NEOPHOT 21��������(OM)��Cambridge S-360��ɨ��羵(SEM)������֯�۲�ͷ���������ImageToolͼ���������Ծ����ߴ���вⶨ��
��ѧ��������ʾ��ͼ��ͼ3��ʾ������ʵ����MTS810��������ʵ����ϲο�GB/T 228-2002���У�Ӧ������Ϊ1 mm/min����ѧ������ȡ5������������������ƽ��ֵ��
Ӳ�Ȳ���ȡ��λ����ͼ1��ʾ(λ��A~E)��ʹ��DHV-1000��С����ά��Ӳ�ȼƽ��в���������������е�������ֲڶȲ�����Ra=6.3 ��m��ʵ���غ�1 N����ѹʱ��10 s��ÿ��λ�õ�Ӳ�Ȳ���6�Σ�Ӳ��ֵȡ����λ�õ�ƽ��ֵ��
���ݰ�����ԭ����������ˮ�������������ܶȣ�������λ��A~E����ȡ��������ɰֽ��ĥ���沢��ϴ��ͨ��METTLER AE100�͵�����ƽ����������������Ϊ1 mg�������ܶ�ȡ3�β��������ƽ��ֵ��
X����̽��ʵ��ʹ��SRE90 CNC��X����̽���ǽ��в��ԡ�
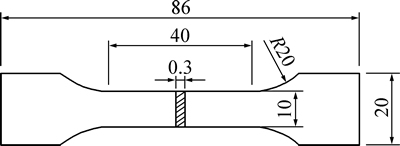
ͼ3 ��ѧ��������ʾ��ͼ
Fig. 3 Schematic diagram of tensile specimens (unit: mm)
2 ��������
2.1 ����������ģ�����
ͼ4��ʾΪ�����ֻ�֧�ܼ��ڲ�ͬ���ͽε�ģ���������н�ע�¶�Ϊ670 �棬��ѹ���ٶ�Ϊ2.0 m/s����ͼ4���Կ������������кϽ�Һ�ɽ�������ֱ�����ͺώ����ͨ���ڽ���������������ǻ�������ʹﵽ74%ʱ���Ͻ�Һ������������������ɼ��ɺϽ�Һ��ͬ�������ǻ�����ܻ��������ı���������ۣ���ͱ����ڳ���������Ҫ�ʵ���߿�ѹ���ٶȣ���ߺϽ�Һ�����������������۵IJ��������������������������������̱Ƚ�ƽ�ȣ�û�г��ֺϽ�Һ�ķɽ����ܴ�̶��Ͽɱ����������ķ�����˵��ģ����ƺ�����
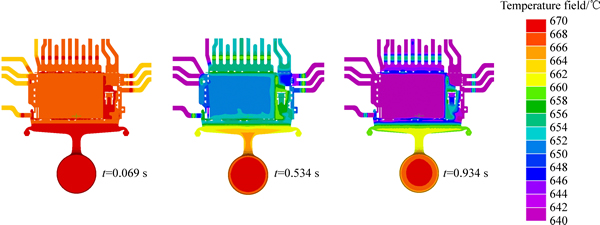
ͼ5��ʾΪ�����ֻ�֧�����̹��̵�ģ��������ͼ5���Կ��������̹����������Ǵ������ı߲����ڲ����С�������͢�λ�ô������̽Ͽ죬�������ڢ�͢�λ�ÿ���ģǻ��Ե������ϵ����ɢ�ȿ죻��͢�λ�ô��ϱ�����ȷֱ��Ϊ0.25��0.20 mm�����Է��֣�λ�â����������������������Ҫ������λ�â���״���ӣ��ռ���С�Һ�Ƚϴ��ں�Ȳ������ҽṹ���ӵ�������ѹ������ʱ������������ȴ�����в����Ƚڡ��ȽڵIJ�����ʹ�������̺������Ӧ��������������Σ�ͬʱ��������ʱ�䲻�ȣ������ڲ����׳������ɡ�����ȱ�ݡ�
2.2 ��ע�¶ȵ�Ӱ��
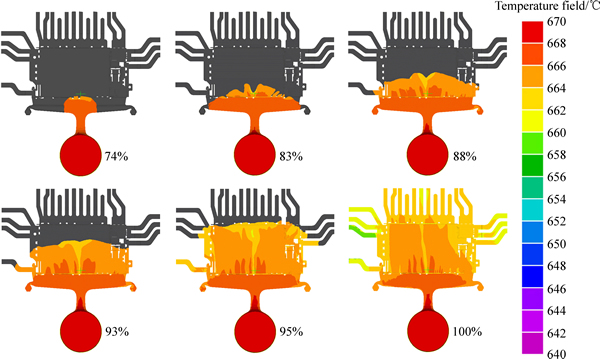
ͼ6��ʾΪ��ѹ���ٶ�Ϊ2 m/sʱ��ͬ��ע�¶����������¶ȳ��ֲ���ʵ��ͼ��X����ɨ��ͼ����ͼ6�ɿ���������ע�¶�Ϊ650��670��690 ��ʱ���������ǻ��ʱ��ֱ�Ϊ52.41��52.29��52.23 ms���ɼ����Ž�ע�¶ȵ����ߣ��Ͻ�ij���������ǿ����ģ��������������ע�¶�Ϊ650 ��ʱ����ǻ�˲��ij����¶�ԼΪ640 �棬��Զ���ڽ��ڵı߲�������Ƿ�������������ͼ6(a1)��(b1)��(c1)��ʾ�������������ų��;�������ӣ������¶��½��������������������Գ�����ǻ������ע�¶�Ϊ670 ��ʱ�����������䲿λ���¶��½���660 �棬��������������ͬʱ���������ࡢ�������������������õ�����, ��ͨ��X����ɨ��۲첻��Ƿ�����������ɵ�ȱ�ݵĴ���(��ͼ6(a2)��(b2)��(c2))�����Ž�ע�¶ȼ������ߵ�690 �棬���������䲿λ�������¶�Ϊ681�棬�������������ã���������ǿ�������ڽ�ע�¶ȹ��ߣ��������淢��ģ��ճ������Ӱ������������������ͨ����ģ�����Աȣ�����ճ�ϲ�λ�����ʱ�¶ȳ��ֲ����Ǻϡ����⣬ͨ��X����ɨ��ɹ۲쵽�������ɵĴ���(��ͼ6(a3)��(b3)��(c3))����������, �ó����ʵĽ�ע�¶�Ϊ670 �档
ͼ4 �����ֻ�֧�ܵij���ģ��
Fig. 4 Filling simulation of thin-wall phone bracket parts
ͼ5 �����ֻ�֧�ܵ�����ģ��
Fig. 5 Solidification simulation of thin-wall phone bracket parts
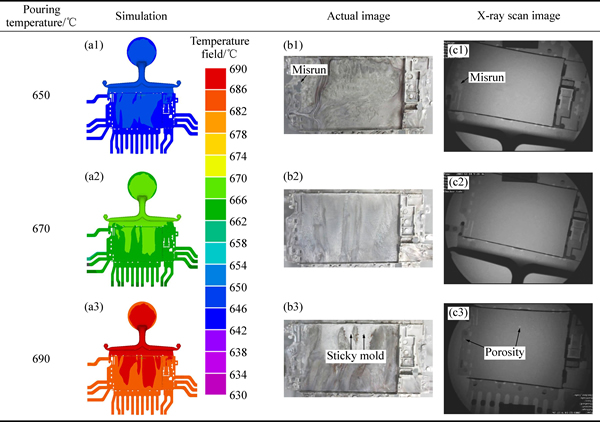
ͼ6 ��ͬ��ע�¶��±���ѹ�������¶ȳ��ֲ�������ʵ��ͼ��X����ɨ��ͼ
Fig. 6 Temperature field, actual image and X-ray scan image of thin-wall parts at different pouring temperatures
ͼ7��ʾΪ��ͬ��ע�¶��±���������λ��A~C��(��ͼ1)������֯������ע�¶�Ϊ650 ��ʱ����֯�д��ڽ϶����֦��(��ͼ7(a)~(c))����ƽ�������ߴ�Ϊ9.5 ��m��������ע�¶�Ϊ670��690 ��ʱ����֦���������Լ��٣���֯�д��ڴ���ϸС�Ľ���״����(��ͼ7(d)~(i)), ƽ�������ߴ�ֱ�Ϊ6.3��8.2 ��m���������Ϊ����þ�Ͻ�����DZ�ȵͣ����Ž�ע�¶ȵ����ߣ���ѹ�������£������������㹻�����������������۶���֦������[16]�����ǵ���ע�¶ȹ���(690 ��)ʱ���Ͻ�����������������ײ����������ɣ�ͬʱ������ʱ�䳤���¾�����������(��ͼ7(g)~(i))��
��3����Ϊ��ͬ��ע�¶���AZ91Dþ�Ͻ𱡱�ѹ�������ܶ�, ��϶�ʺ���ѧ���ܡ��ɱ�3���Կ��������Ž�ע�¶ȵ���ߣ��������ܶȺ�Ӳ����С������ǿ�ȡ�����ǿ�Ⱥ��쳤���ȱ����С����ע�¶���670 ��ʱ���俹��ǿ�ȡ�����ǿ�Ⱥ��쳤����ֱ�Ϊ268 MPa��184 MPa��4.2%���ɴ˿�����Ϊ����ע�¶ȹ���(650 ��)���Ͻ�������Բ���̿죬���������岹���������ų������ײ���������������ȱ�ݣ�������ע�¶ȹ���(690 ��)ʱ���������ڳ���ͬʱþ�Ͻ�Һ�������Ӿ磬ѹ�����������������أ�ͬʱ�Ͻ�Һ��������Ҳ�����ӣ��������ڲ��������������ɣ��������ѧ�����½���
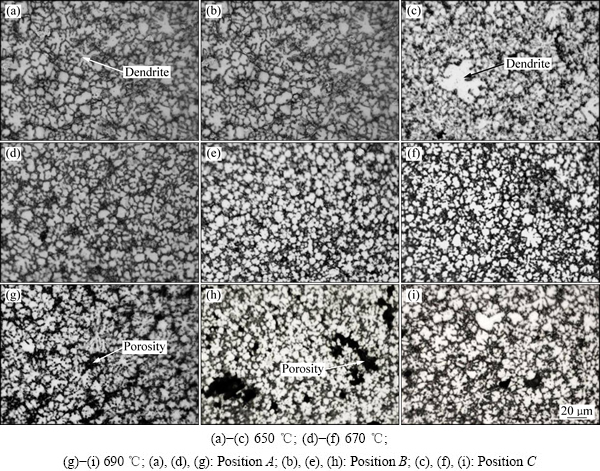
ͼ7 ��ͬ��ע�¶��±��������ڲ�ͬλ�ô�������֯
Fig. 7 Microstructures of different positions of thin-wall parts at different pouring temperatures
��3 ��ͬ��ע�¶���AZ91Dþ�Ͻ𱡱�ѹ�������ܶ�, ��϶�ʺ���ѧ����
Table 3 Density, porosity and mechanical properties of AZ91D magnesium alloy thin-wall parts at different pouring temperatures

ͼ8��ʾΪ��ͬ��ע�¶��±�������������Ͽ���ò������ע�¶�Ϊ650 ��ʱ�����������ĶϿ���ò��Ҫ�����ѡ��������˺�������(��ͼ8(a))������ѷ�ʽ�������Զ��Ѻ��������ѵĻ���Ͷ��ѣ�����ע�¶�Ϊ670 ��ʱ�����������ĶϿڴ��ɹ۲쵽�������Ե�˺���������(��ͼ8(b))��������Ϊ����ѷ�ʽΪ���Զ��ѣ����Ž�ע�¶����ߵ�690 �棬����Ͽڴ��������Ե��������ף�������������Χ��һ��������˺���⣬�Ͽ���òû�����Ե���������(��ͼ8(c))����Ϊ����ѷ�ʽΪ�������ѡ�
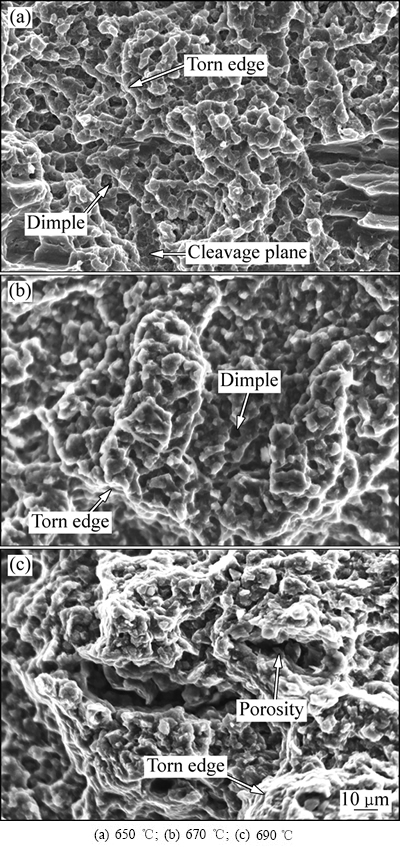
ͼ8 ��ͬ��ע�¶���AZ91Dþ�Ͻ𱡱�����������Ͽ���ò
Fig. 8 Fractographs of AZ91D magnesium alloy thin-wall parts at different pouring temperatures
2.2 ��ѹ���ٶȵ�Ӱ��
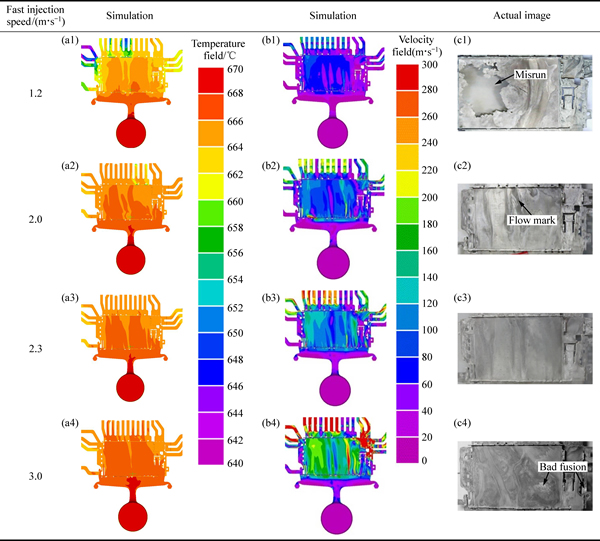
ͼ9��ʾΪ��ע�¶�670 ��ʱ��ͬ��ѹ���ٶ��±���ѹ�����ij����¶ȳ����ٶȳ���ģ���Լ�����ʵ��ͼ��ͼ10��ʾΪ��ͬ��ѹ���ٶ���������ڽ����ٶȺͳ���ʱ���ͳ�ơ�����ѹ���ٶ�Ϊ1.2��1.6 m/sʱ���Ͻ�Һ����ʱ�ڽ����ٶȷֱ�Ϊ56.1��73.8 m/s�����������������Ƿ��ȱ��(��ͼ9(c1))������ʱ��ֱ�Ϊ54.40��53.35 ms������ѹ���ٶ�Ϊ2.0 m/s������ʱ�ڽ����ٶ�Ϊ91.1 m/s��������ǻ��ʱ��Ϊ52.29 msʱ�������������Ƿ������õ����ƣ�������������������(��ͼ9(c2))�����ſ�ѹ���ٶȼ�������2.3��2.6 m/s����Ӧ�ڽ����ٶ�Ϊ111.1��131.6 m/s������ʱ��ֱ�Ϊ52.04��51.79 ms��������������������������������������(��ͼ9(c3))��������ѹ���ٶȴﵽ3.0 m/sʱ���ڽ����ٶȴﵽ158.4 m/s������ʱ����С��51.51 ms��������������ۺϲ���ȱ��(��ͼ9(c4))��������������ڽ����ٶȹ��ߣ��Ͻ�Һ����״������ǻ��ճ������ǻ��������ĺϽ�Һ�����ۺ϶��γɱ���ȱ�ݺ��������ӣ�ͬʱ�����ߵĿ�ѹ���ٶȻ����ѹ��ģ��ĥ��Ӧ������ѹ���ٶȹ��ߡ�
ͼ10��ʾΪ��ͬ��ѹ���ٶ���������ڽ����ٶȺͳ���ʱ��Ĺ�ϵ����ͼ10�ɿ���������ѹ���ٶ�С��2.0 m/sʱ��ѹ���ٶ�ÿ����0.4 m/s������ʱ�����Ӧ����Լ1.1 ms���ڽ����ٶ�����Լ17.5 m/s������ѹ���ٶȴ���2.0 m/sʱ��ѹ���ٶ�ÿ����0.3 m/s������ʱ�������Լ0.25 ms���ڽ����ٶ�����Լ20.5 m/s��
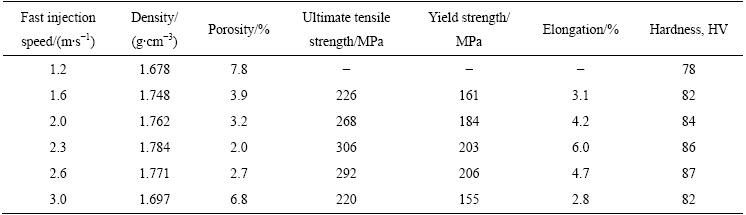
��4����Ϊ��ѹ���ٶȶ�AZ91Dþ�Ͻ𱡱ڼ��ܶȡ���϶�ʺ���ѧ���ܵ�Ӱ�졣�ɱ�4���Կ��������ſ�ѹ���ٶ���1.6 m/s����2.3 m/sʱ�����϶�������½�����ѧ����������ߣ����п���ǿ����226 MPa����306 MPa������ǿ����161 MPa����203 MPa, �쳤����3.1%����6.0%��Ӳ����82 HV���ӵ�86 HV�����ſ�ѹ���ٶȵļ����������ܶȺ���ѧ���ܳ��ִ�����½�������ѹ���ٶȴﵽ3.0 m/sʱ�������Ŀ���ǿ�ȡ�����ǿ�ȡ��쳤�ʺ�Ӳ�ȷֱ�Ϊ220 MPa��155 MPa��2.8%��82 HV���ɼ���ѹ���ٶȶԱ���ѹ��������ѧ����������ҪӰ�졣
ͼ9 ��ͬ��ѹ���ٶ���AZ91Dþ�Ͻ𱡱�ѹ�������¶ȳ����ٶȳ��ֲ��Լ�����ʵ��ͼ
Fig. 9 Temperature field, velocity field and actual image of AZ91D magnesium alloy thin-wall parts at different fast injection speeds
��4 ��ͬ��ѹ���ٶ���AZ91Dþ�Ͻ𱡱�ѹ�������ܶȡ���϶�ʺ���ѧ����
Table 4 Density, porosity and mechanical properties of AZ91D magnesium alloy thin-wall parts at different fast injection speeds
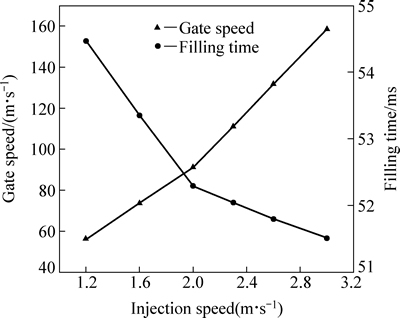
ͼ10 ��ͬ��ѹ���ٶ���������ڽ����ٶȺͳ���ʱ��Ĺ�ϵ
Fig. 10 Relationship between flow gate velocity and filling time of AZ91D alloy thin-wall parts at different fast injection speeds
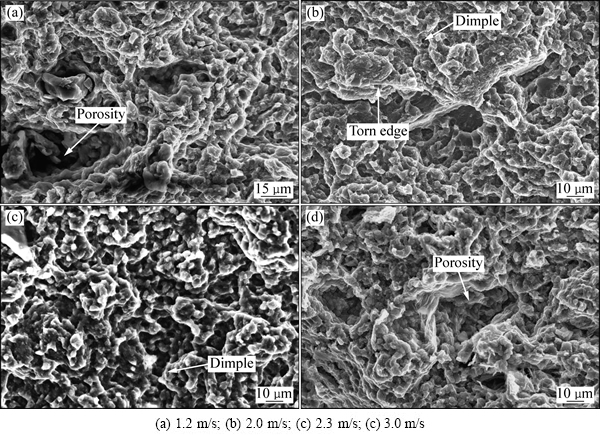
��ͬ��ѹ���ٶ��±��ڼ���ѧ���ܵı仯��ͨ��������֯�����͡�ͼ11��ʾΪ��ͬ��ѹ���ٶ��±��ڼ�λ��D��E��(��ͼ1)��SEM����ͼ11���Կ�������֯�д��ڦ�-Mg�ͳ���״�ֲ��Ħ�-Mg17Al12�����ࡣͼ11(a)��(b)��ʾΪ��ѹ���ٶ�1.6 m/sʱ���ڼ�λ��D��E������֯����-MgΪϸС����״����������ƽ���ߴ�ֱ�Ϊ5.2��9.3 ��m�����Է������ɵĴ��ڣ��������ڿ�ѹ���ٶȽϵ�ʱ���Ͻ�Һ������������ʹԶ�뽽����λ�������ò�����ֲ������Ӷ��γɽ϶����ɡ�����ѹ���ٶȴﵽ2.3 m/sʱ����ͼ11(c)��(d)��ʾ��λ��D��E��������ƽ���ߴ�Ϊ4.5 ��5.7 ��m�����ѹ���ٶ�1.6 m/sʱ����������ȣ�����ϸС�Ҹ��Ӿ��ȣ���Ϊ��Ҫ���ǣ���֯�м����������������ɺ�����ȱ�ݣ��������ڽϸߵ�ѹ���ٶȶ�Ӧ�Žϸߵ�ѹ���ѹ, �������������ڼ��ڲ����������ף������Ӳ�Ⱥ���ѧ������ߡ�����ѹ���ٶ���ߵ�2.6 m/sʱ��λ��D��E��������ƽ���ߴ�Ϊ5.3��7.8 ��m, ������������ұ��ڼ���֯�п��Թ۲쵽���������������ɣ���ͼ11(e)��(f)��ʾ�����ſ�ѹ���ٶȼ�������3.0 m/sʱ����ͼ11(g)��(h)��ʾ����֯�в������ڴִ�֦���������ڴ����������ɺ�����ȱ�ݣ��������ڿ�ѹ���ٶȹ����������������Ҷȣ����³��;���, �������ڲ��γ����ף�����ѹ���ٶȹ���ʹ�ó���ʱ�����̣���ǻ�������������ų�����������������[17-18]������֮�⣬��ѹ���ٶ�Ϊ3.0 m/sʱ���ɷ�����֯�д��ڽ϶��������ӣ�����������ʾ(��ͼ11(h)��(i)), ���������ڽ����ٶȹ��ߣ��Ͻ�Һ����״������ǻ��ճ������ǻ�ڣ�������ĺϽ�Һ�����ۺ϶��γɵı���ȱ�ݺ��������ӣ������ѹ���ٶ�Ϊ3.0 m/sʱ����Ӳ�Ⱥ���ѧ�����½���
��ͬ��ѹ���ٶ���AZ91Dþ�Ͻ𱡱�ѹ����������Ͽ���ò��ͼ12��ʾ����ͼ12(a)~(c)�п�������ѹ���ٶ�Ϊ1.6��2.0��2.3 m/sʱ���Ͽڴ��������������͵����Զ������������������ѧ���ܲ���ȡ�������ѵijߴ����ȣ�����������Χ�γɵ����Ա��γ̶Ƚϴ��˺����������е����ͼ��ӵ�ȱ���й�[19-21]����ͼ12(a)���Կ������ڿ�ѹ���ٶ�Ϊ1.6 m/sʱ������Ͽ���������ѣ��������ٳߴ�С���dz����Ϊ�����������ǶϿڴ����Ž϶������ɣ���������������ѧ���ܡ�ͼ12(b)��ʾΪ��ѹ���ٶ�Ϊ2.0 m/sʱ������ĶϿ���ò���Ͽڴ������ɵ��������Լ��٣����ɹ۲쵽����ϸС���Ѻʹ���˺���⡣ͼ12(c)��ʾΪ��ѹ���ٶ�2.3 m/sʱ������ĶϿ���ò����ͼ12(c)�ɷ��֣������ߴ��������������Ѵ�����Ͽ��У����ֳ����Ե����Զ�������������û�з��������ɣ����Կ�ѹ���ٶ���2.3 m/sʱ��ѹ��������ѧ���ܽϸߡ���ѹ���ٶ�Ϊ3.0 m/sʱ(��ͼ12(d))���Ͽ���ò���ֳ����ԵĴ�ߴ������ɵȿ���û�з������ѵĴ��ڣ��ڿ�����Χ�����Ž϶�Ľᾧ״������Ҳ���Է���������˺���⣬��Щ��ߴ����������������������еĶ��ѣ������ѹ���ٶ�Ϊ3.0 m/sʱ���������������ܲ
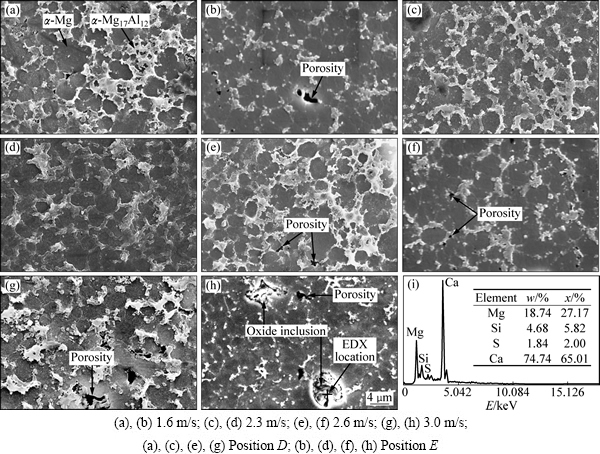
ͼ11 ��ͬ��ѹ���ٶ��±��������ڲ�ͬλ�ô�������֯�Լ�EDX������
Fig. 11 Different position microstructures of different positions and EDX spectrum of thin-wall parts at different fast injection speeds
ͼ12 ��ͬ��ѹ���ٶ���AZ91Dþ�Ͻ𱡱�ѹ����������Ͽ���ò
Fig. 8 Fractographs of AZ91D magnesium alloy thin-wall parts at different fast injection speeds
3 ����
1) ��ע�¶ȶ�AZ91Dþ�Ͻ𱡱�ѹ�����ı����������ܶȡ���֯����ѧ������������Ӱ�졣�ʵ����ͽ�ע�¶������ڸ��Ʊ��������ı�����������������ȱ�ݣ�ϸ�������������ѧ���ܡ�
2) ���ڱ����ֻ�֧�ܼ�ѹ������ѹ���ٶȽϵ�ʱ(��1.6 m/s)��Զ�뽽���IJ�λ������϶�����ɡ�����ͽ������ȱ�ݣ�������ѧ���ܵͣ��ʵ���߿�ѹ���ٶȣ���������ߺϽ�ij����������������ۡ��������ȱ�ݣ����������������ף�ϸ�������������ѧ���ܣ�������ѹ���ٶȹ���ʱ(��3.0 m/s)������ʱ�������״�������ϣ�������������������ʹ������ѧ����Ѹ���½���
3) ����AZ91Dþ�Ͻ𱡱��ֻ�֧�ܼ�ѹ�������ʵĽ�ע�¶ȺͿ�ѹ���ٶȷֱ�Ϊ670 ���2.3 m/s���ڴ˲��������������������������á�����ϸС(ƽ���ߴ��Ϊ5.1 ��m)�������ʵ�(2.0%)����ѧ�������죬�俹��ǿ�ȡ�����ǿ�ȡ��쳤�ʺ�Ӳ�ȷֱ�Ϊ306 MPa��203 MPa��6.0%��86 HV��
REFERENCES
[1] JIANG Ju-fu, CHEN Gang, WANG Ying, DU Zhi-ming, SHAN Wei-wei, LI Yuan-fa. Microstructure and mechanical properties of thin-wall and high-rib parts of AM60B Mg alloy formed by double control forming and die casting[J]. Journal of Alloys and Compounds, 2013, 552: 44-54.
[2] QI M F, KANG Y L, YAN Y, ZHU G M, LIAO W N. Comparison of microstructure and mechanical properties of AZ91D alloy formed by rheomolding and high-pressure die casting[J]. Journal of Materials Engineering and Performance, 2015, 24(10): 3826-3834.
[3] MANIVANNAN S, BABU S P K, SUNDARRAJAN S. Corrosion behavior of Mg-6Al-1Zn+XRE magnesium alloy with minor addition of yttrium[J]. Journal of Materials Engineering and Performance, 2015, 24(4): 1649-1655.
[4] WANG Bai-shu, XIONG Shou-mei. Effects of shot speed and biscuit thickness on externaly solidified crystals of high-pressure die cast AM60B magnesium alloy[J]. Transaction of Nonferrous Metals Society of China, 2011, 21(4): 767-772.
[5] �����, ������, �� ��, ����ǿ, ������, �� ��. �������Ͻ�ѹ���������е�������������������֯[J]. �й���ɫ����ѧ��, 2014, 24(1): 43-52.
ZHU Bi-wu, LI Luo-xing, LIU Xiao, ZHANG Li-qiang, BU Xiao-bing, XU Rong. Flow characteristics and solidified microstructure during filling process of thin-wall aluminum alloy under high pressure die casting conditions[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(1): 43-52.
[6] ����, ���Ļ�, ������, ���ٳ�. ���ղ�������о��AZ91Dþ�Ͻ�ѹ������������Ӱ��[J]. ����, 2004, 53(11): 883-886.
LIU Yan-gai, LIU Wen-hui, XIONG Shou-mei, LIU Bai-cheng. Influence of die casting parameters and core on mold-filling capacity of AZ91D magnesium alloy[J]. Foundry, 2004, 53(11): 883-886.
[7] ��־��, ��˼Զ, �� ��, �� ��. ����þ�Ͻ����ѹ���������Ż�[J]. �������켰��ɫ�Ͻ�, 2012, 32(11): 1015-1018.
LU Zhi-hao, LONG Si-yuan, LIU Juan, HAN Chao. Optimization of filling process of magnesium alloy bottom cover[J]. Special Casting & Nonferrous Alloys, 2012, 32(11): 1015-1018.
[8] �� ��, �ž���, �ƶ���, �� ��, �� ��, �ܵ·�. ��ѹѹ�� Mg-4Al-0.4Mn-xPr þ�Ͻ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2009, 19(5): 833-840.
YU Peng, ZHANG Jing-huai, TANG Ding-xiang, LIU Ke, MENG Jian, ZHOU De-feng. Microstructures and mechanical properties of high-pressure die-cast Mg-4Al-0.4Mn-xPr alloys[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(5): 833-840.
[9] HU Zu-qi, ZHANG Xin-jian, WU Shu-sen. Microstructure, mechanical properties and die-filling behavior of high-performance die-cast Al-Mg-Si-Mn alloy[J]. Acta Metallurgica Sinica, 2015, 28(11): 1344-1353.
[10] LEE S G, PATEL G R, GOKHALE A M. Characterization of the effects of process parameters on macro segregation in a high-pressure die-cast magnesium alloy[J]. Materials Characterization, 2005, 55: 219-224.
[11] LEE B D, BAEK U H, HAN J W. Optimization of gating system design for die casting of thin magnesium alloy-based multi-cavity LCD Housings[J]. Journal of Materials Engineering and Performance, 2012, 21: 1893-1903.
[12] HOMAYONIFAR P, BABAEI R, ATTAR E, SHAHINFAR S, DAVAMI P. Numerical modeling of splashing and air entrapment in high-pressure die casting[J]. The International Journal of Advanced Manufacturing Technology, 2008, 39: 1893-1903.
[13] NIKROO A J, AKHLAGHI M, NAJAFABADI M A. Simulation and analysis of flow in the injection chamber of die casting machine during the slow shot phase[J]. The International Journal of Advanced Manufacturing Technology, 2009, 41: 31-41.
[14] KIM T, JIN K, KIM N, KIM B. Numerical analysis and optimal design to reduce residual stresses and deformations of die casting baseplate after ejection[J]. Journal of Mechanical Science and Technology, 2015, 29(7): 2949-2956.
[15] ��־». ѹ���ٶȶ�ѹ����������Ӱ��[C]//2007���й�ѹ������ѹ���졢���̬�ӹ�ѧ�����ר��. �人: �������켰��ɫ�Ͻ�, 2007: 225.
HUANG Zhi-lu. The effect of injection speed on the quality of die casting[C]//The Academic Conference Special of Chinese Die Casting, Squeeze Casting, Semi-solid Processing in 2007. Wuhan: Special Casting and Nonferrous Alloy, 2007: 225.
[16] �ַ���, ��ͥ��, ����ƽ, ���ɺ�. ���ղ�����ѹ��þ�Ͻ�AM60B����������֯���ܵ�Ӱ��[J]. �й�����װ���뼼��, 2007, 2(3): 17-20.
YAN Feng-yun, ZHANG Ting-feng, SUN Li-ping, WANG Song-hai. Influence of technology parameters on fluid and performance of die casting Mg alloy AM60B[J]. China Foundry Machinery & Technology, 2007, 2(3): 17-20.
[17] PARK J, KANG C. Microstructure and mechanical properties of AM50 alloy according to thickness and forming condition of the products by a high pressure die-casting process[J]. Journal of Mechanical Science and Technology, 2013, 27(10): 2955-2960.
[18] HU Li-fang, CHEN Shao-ping, MIAO Yang, MENG Qing-sen. Die-casting effect on surface characteristics of thin-walled AZ91D magnesium components[J]. Applied Surface Science, 2012, 261: 851-856.
[19] YANG Ling, HOU Hua, ZHAO Yu-hong, YANG Xiao-min. Effect of applied pressure on microstructure and mechanical properties of Mg-Zn-Y quasicrystal-reinforced AZ91D magnesium matrix composites prepared by squeeze casting[J]. Transaction of Nonferrous Metals Society of China, 2015, 25(12): 3936-3943.
[20] �� ��, ������, ������, �� ��, ������, ������. ϡ��Ce��Y��AZ80þ�Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(1): 25-35.
WANG Jun, ZHU Xiu rong, XU Yong dong, WANG Rong, NIEJing jiang, ZHANG Li jun. Effectsofrare earth Ce and Y on microstructure and mechanical propertiesofAZ80 Mg alloys[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(1): 25-35.
[21] ZHANG Peng, LI Zhen-ming, LIU Bao-liang, DING Wen-jiang. Effect of chemical compositions on tensile behaviors of high pressure die-casting alloys Al-10Si-yCu-xMn-zFe[J]. Materials Science and Engineering A, 2016, 661: 198-210.
Process and numerical simulation of high pressure die-casting magnesium alloy thin-wall parts
QI Ming-fan1, KANG Yong-lin1, ZHU Guo-ming1, LI Yang-de2, LI Wei-rong2
(1. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Dongguan Eon Technology Co., Ltd., Dongguan 523662, China)
Abstract: The mold filling and solidification process of high pressure die-casting (HPDC) AZ91D magnesium alloy thin-wall phone bracket parts were simulated by Procast software. The effects of the different process parameters on the surface quality, density, microstructure and mechanical properties of thin-wall parts were studied by combining the simulation with experiment. The results show that the type and location of defects are identical with the simulated results. The pouring temperature and fast injection speed have an important effect on HPDC thin-wall parts of AZ91D magnesium alloy. Decreasing the pouring temperature or increasing the fast injection speed properly helps to improve surface quality, decrease casting defects and grain size and increase mechanical properties of parts. For HPDC thin-wall phone bracket parts of AZ91D alloy, suitable pouring temperature and fast injection speed are 670 �� and 2.3 m/s, respectively. Under the process parameters, the thin-wall parts have good surface quality, the average size of the grains is only 5.6 ��m and the porosity level of the parts is only 2.0%. Also, the mechanical performance of the thin-wall parts is excellent, and the ultimate tensile strength, yield strength, elongation and hardness are 306 MPa��203 MPa��6.0% and 86 HV, respectively.
Key words: AZ91D magnesium alloy; thin-wall part; high pressure die-casting; microstructure; mechanical property; numerical simulation
Foundation item: Project (2013B091300016) supported by Guangdong Province of Science and Technology Plan Project, China
Received date: 2016-04-06; Accepted date: 2016-08-03
Corresponding author: KANG Yong-lin; Tel: +86-10-62332335; E-mail: kangylin@ustb.edu.cn
(�༭ ����)
������Ŀ���㶫ʡʡ���Ƽ��ƻ���Ŀ(2013B091300016)
�ո����ڣ�2016-04-06�������ڣ�2016-08-03
ͨ�����ߣ������֣����ڣ���ʿ���绰��010-62332335��E-mail: kangylin@ustb.edu.cn
ժ Ҫ������Procastģ����������AZ91Dþ�Ͻ𱡱��ֻ�֧�ܼ��ij����������̹��̣����ģ����ʵ���о���ͬ���ղ����Ա���ѹ���������������ܶȡ���֯����ѧ���ܵ�Ӱ�죬��̽�������ʵĹ��ղ������������������֧�ܼ���������ȱ�����ͼ�λ����ģ�������Ǻϣ���ע�¶ȺͿ�ѹ���ٶȶԱ��ڼ���ѹ�����ξ�����ҪӰ�죬�ʵ����ͽ�ע�¶Ȼ���߿�ѹ���ٶȾ������ڸ��������ı�����������������ȱ�ݡ�ϸ�������������ѧ���ܡ�����AZ91Dþ�Ͻ𱡱��ֻ�֧�ܼ�ѹ�������ʵĽ�ע�¶ȺͿ�ѹ���ٶȷֱ�Ϊ670 ���2.3 m/s���ڴ˹��ղ��������������������������ã�����ϸС����ƽ���ߴ��Ϊ5.1 ��m�������ܶȸߣ������ʽ�Ϊ2.0%��������ѧ�������죬�俹��ǿ�ȡ�����ǿ�ȡ��쳤�ʺ�Ӳ�ȷֱ�Ϊ306 MPa��203 MPa��6.0%��86 HV��
