

Surface finish of micro punch with ion beam irradiation
XU Jie(�� ��)1, 2 , WANG Chun-ju(������)1, 2, GUO Bin(�� ��)1, 2,
SHAN De-bin(���±�)1, 2, Y. SUGIYAMA3, S. ONO3
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Key Laboratory of Micro-Systems and Micro-Structures Manufacturing, Ministry of Education,
Harbin Institute of Technology, Harbin 150080, China;
3. Elionix Inc., Tokyo 192-0063, Japan
Received 10 June 2009; accepted 15 August 2009
Abstract:
Ion beam irradiation was adopted for surface treatment of the micro punch manufactured by precision machining. Ar plasma was used for the ion irradiation process, which was generated by the electron cyclotron resonance(ECR) equipment. The surface finish processes of micro punch were carried out at irradiation angles of 45? and 10?, respectively. The surface roughness and topography were measured to estimate the quality of surface finish. The results show that the ion irradiation is very effective to reduce the surface roughness, which can be improved more significantly at irradiation angle of 10? than at 45?. The technology of surface finish with ion beam irradiation is suitable for the surface treatment of micro die.
Key words:
surface finish; ion beam; micro punch; surface roughness;
1 Introduction
With the development of micro-electro-mechanical systems(MEMS), the micro parts are widely required in extremely high numbers, in particular for electronic technology, medical equipment, sensor technology and optoelectronics. Micro-forming is well suited to the fabrication of microparts with features in sub-millimeter range, in particular for mass production and productive efficiency[1-3]. Compared with other manufacturing technologies, micro-forming has features in specific economical advantages and high production quality. However, it becomes obviously that the basic problems on micro-forming, such as materials, processes, tools and machines have not been completely solved at this time [4-7]. The technologies of fabricating the micro die with the feather of sub-millimeters play an important role in micro-forming[8-10]. For micro die, the improvements of surface roughness and mechanical properties are important to protect from wear and damage due to the size effect of micro-forming. However, the conventional surface lapping method including hand-lap based on the contact process is difficult to obtain high surface quality in size of sub-millimetres and surface roughness of several nano-meter due to the size of micro die. Therefore, the establishment of surface treatment process could be one of the most important processes for the fabrication of micro die. At present, in order to improve the wear and mechanical properties, high-energy ion beam was used to deposite very thin coating layer on the machine parts[11-13]. YANG and ASAKO[14] and NAKANO et al[15] investigated the surface finish of micro die using irradiation of ion beam on the die and the results showed that ion irradiation could effectively reduce the surface roughness.
In this work, a non-contact surface finish process was investigated with high-energy ion irradiation to improve the surface quality of micro punch, and the surface properties of micro punch were evaluated with surface topography and roughness.
2 Experimental
The round micro punch was manufactured by precise machining and grinding, the photos are shown in Fig.1. The diameter of leading edge of micro punch was 0.50 mm. The surface roughness was measured by a confocal scanning lazer microscope (Olynpus Co., OSL-3000) and the Rz value was 0.8-1.0 ��m. The surface quality does not satisfy the micro punching process, so the surface finish of micro punch was needed to meet the demands of micro-forming technology.
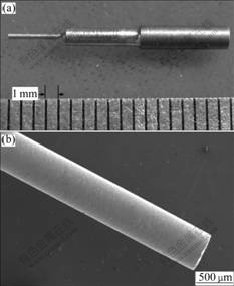
Fig.1 Photos of micro punches: (a) Overview of micro punch; (b) Leading edge
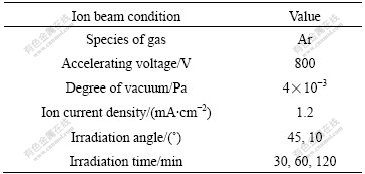
A compact of ECR plasma ion shower equipment (Elionix Inc., EIS-200ER) was used for the ion irradiation of micro punch. The configuration of ion irradiation equipment is shown in Fig.2. During the ion irradiation, the atoms or molecules are sputtered on the very area by the irradiating plasma with certain energy on the surface of the micro punch. The sputtering rate not only depends on the atomic mass and chemical bond of the material, but also relates to the energy, density and incident angle of the ions. In the test, the conditions of ion irradiation were adopted as shown in Table 1. The ion irradiation angles of 45? and 10? were used in the test, respectively. The micro punch was rotating at a certain rotational speed during ion irradiation. Three kinds of ion irradiation time were 30, 60 and 120 min. The surface roughness was measured to evaluate the surface quality of micro punch after ion irradiation.
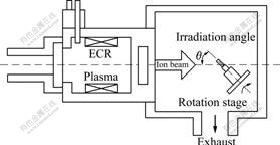
Fig.2 Configuration of ion irradiation equipment
Table 1 Conditions of ion beam irradiation
3 Results and discussion
Fig.3 shows SEM images at the leading edge of micro punch after ion irradiation at 45?. The results show that the shape of the lapped suface becomes small. Compared with no surface finish, the surface quality can be improved significantly after irradiation for 120 min. However, some area of the surface still looks coarse. Therefore, the irradiation angle of 10? is used to improve the effect of ion irradiation as shown in Fig.4, which shows that the surface quality can be improved much more effectively.
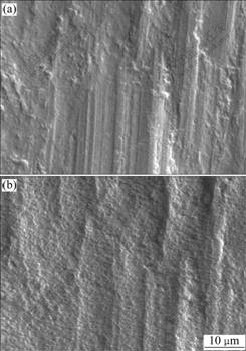
Fig.3 SEM images of leading edge of micro punch at irradiation angle of 45? before (a) and after irradiation time for 120 min (b)
The results of improvement of surface roughness with irradiation time by surface finish of micro punch at different irradiation angles are shown in Fig.5, which indicates that the surface roughness can be improved under all the irradiation conditions. Therefore, ion irradiation is an effective process for reduction of surface

Fig.4 SEM images of leading edge of micro punch at irradiation angle of 10? before (a) and after irradiation for 120 min (b)
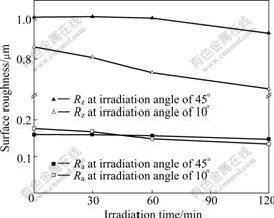
Fig.5 Curves of surface roughness (Ra and Rz) of micro punching vs irradiation time at different angles
roughness of the micro die. Meanwhile, the value of Rz of surface roughness at irradiation angle of 10? can be improved much more effectively than that at irradiation angle of 45?, and the value of Ra of surface does not decrease significantly at both irradiation angles.
In order to explain the result of ion irradiation, R* was used to evaluate the surface roughness by[14]
![]() (1)
(1)
where Ri is the surface roughness after ion irradiation, R0 is the surface roughness before ion irradiation and R* is the improvement ratio of surface roughness.
The ratio of the surface roughness to the irradiation time is shown in Fig.6. The results show that the value of R* increases with increasing irradiation time, and it changes a little at irradiation time of 60 min and irradiation angle of 45?. At irradiation time of 120 min and irradiation angle of 10?, the Ra and Rz values of the surface roughness decrease more than 25% and 32%, respectively. Compared with the results, the improvement ratio is less than 10% and the surface roughness is improved less effectively at irradiation angle of 45?.

Fig.6 Improvement ratio of Ra (a) and Rz (b) to irradiation time at irradiation angle of 10? and 45?: (a) Ra vs time; (b) Rz vs time
In order to analyze the reasons, the compositonal measurement of micro punch after ion irradiation was carried out by Elionix's SEM equipment (Elionix Inc., ERA-8900) with a unique function of summation as shown in Figs.7 and 8. The results show that the surface topograph can be improved smoothly after ion irradiation and the cavities in the micro punch can be decreased with increasing irradition time. However, the irradiating rate is not the same between the two kinds of irradiation angles. The surface finish is much more effctive at irradiation angle of 10?. The surface topography becomes smooth and the cavities decrease significantly after irradiation at 10? for 30 min. Moreover, some small grooves are sputtered when the micro punch has been irradiated for more than 1 h as shown in Figs.8(c) and (d). However, the surface topography has not changed obviously at irradiation angle of 45? as shown in Figs.7(c) and (d).
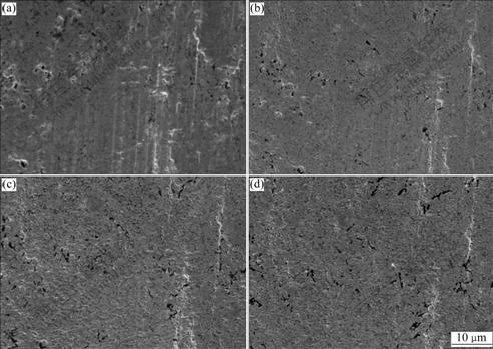
Fig.7 Compositional images of micro punch after irradiation at incident angle of 45? for different irradiation time: (a) 0; (b) 30 min; (c) 60 min; (d) 120 min
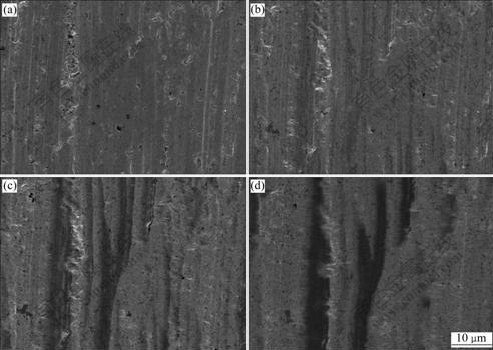
Fig.8 Compositional images of micro punch after irradiation at incident angle of 10? for different irradiation time: (a) 0; (b) 30 min; (c) 60 min; (d) 120 min
The composition analysis results also confirm the result that the surface roughness can be improved more effectively at 10? than that at irradiation angle of 45?. Because the surface of micro punch is accidented and contains a lot of rough peaks and valleys. During the irradiation, the irradiating plasma is sputtering the peaks and valleys on the surface of micro punch. However, more plasma can sputter the peaks at irradiation angle of 10? than that at 45?. Therefore, the sputtering rate of ion irradiation at irradiation angle of 10? is much higher than that at 45?.
4 Conclusions
1) The ion irradiation can decrease the surface roughness and improve the surface quality of micro punch.
2) The irradiation angle has a great influece on surface finish. The efficiency of surface finish can be increased if proper incident angle is applied. The surface roughness can be improved more effectively at irradiation angle of 10? than at 45?.
References
[1] GEIGER M, KLEINER M, ECKSTEIN R, TIESIER N, ENGEL U. Miroforming [J]. Annals of the CIRP, 2001, 50(2): 445-462.
[2] VOLLERTSEN F, SCHULZE NIEHOF F H, HU Z. State of the art in micro forming [J]. Int J Mach Tool Manu, 2006, 46(11): 1172- 1179.
[3] ENGEL U, ECKSTEIN R. Microforming��From basic research to its realization [J]. J Mater Process Technol, 2002, 125/126(Special Issue): 35-44.
[4] WANG C J, SHAN D B, GUO B. Key problems in microforming process of microparts [J]. J Mater Sci Technol, 2007, 23(2): 283- 288.
[5] GEIGER M, VOLLERTSEN F, KALS R. Fundarmentals on the manufacturing of sheet metal microparts [J]. Annals of the CIRP, 1996, 45(1): 277-282.
[6] ENGEL U. Tribology in microforming [J]. Wear, 2006, 260(3): 265-273.
[7] PENG L F, HU P, LAI X, MEI D Q, NI J. Investigation of micro/meso sheet soft punch stamping process��Simulation and experiments [J]. Mater Design, 2009, 30(3): 783-790.
[8] LIM H J, LIN Y M, KIM S H. Fabrication of tungsten micro-punch for micro-nozzles [J]. Rev Sci Instrum, 2001, 72(8): 3470-3472.
[9] FUJIMOTO K, YANG M, HOTTA M, KOYAMA H, NAKANO S, MORIKAWA K, CAIRNEY J. Fabrication of dies in micro-scale for micro-sheet metal forming [J]. J Mater Process Technol, 2006, 177(1/3): 639-643.
[10] YANG M, MANABE K, ITO K. Micro press forming and assembling of micro parts in a progressive die [J]. J Mech Sci Technol, 2007, 21(10): 1452-1455.
[11] OSAKADA K, MATSUMOTO R. Fundamental study of dry metal forming with coated tools [J]. Annals of the CIRP, 2000, 49(1): 161-164.
[12] TAKATSUJI N, DOHDA K, MAKINO T, YOSHIMURA T. Friction behavior in aluminum micro-extrusion [C]// ICTMP 2007 International Conference. Yokohama, 2007: 157-162.
[13] TANG B, ZHU X D, HE J W. Hardness, toughness and electrochemical property of Cr-N coating by ion beam enhanced deposition [J]. Trans Nonferrous Met Soc China, 1999, 9(4): 753-756.
[14] YANG M, ASAKO A. Application of ion irradiation for surface finish of micro-forming die [J]. J Mater Process Technol, 2008, 201(1/3): 315-318.
[15] NAKANO S, ITO K, YANG M, YOSHIDA M, OGISO H. Practical effects of ion implantation for micro-scale punch tools [J]. Surf Coat Technol, 2009, 203(17/18): 2776-2779.
(Edited by LONG Huai-zhong)
Foundation item: Project(2006AA04Z331) supported by the Hi-tech Research and Development Program of China; Project(50835002) supported by the Key Program of the National Natural Science Foundation of China; Project(JC-06-07) supported by the Science Foundation for Distinguished Young Scholars of Heilongjiang Province, China
Corresponding author: GUO Bin; Tel: +86-451-86412043; E-mail: bguo@hit.edu.cn
