
����ģ��ѹ������������ϵͳ�ķ��潨ģ��ʵ����֤�����ܷ���
л�������ԣ�½�½�����־�ܣ��˿�
(���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
ģ�ͼ��ĵ�������Ҫ������ģ��װ�������ڼ��������ȶ����У��������ԡ�ʱ��Ķͼ����ο��������������ܵķ�����Ħ�������¸�װ�������ڼ������»������Ķ�ѹ���ܡ������һ���⣬�ڿ��Ƕͼ����������ԡ����������еľ�-������任��Ħ�������Լ����չ��̺�װ������֮��������õĻ����ϣ���������AMESim��Simulink�Ĵ����ģ��װ�����ٶ�����̵����Ϸ���ƽ̨��ͨ��ʵ����֤�÷���ƽ̨����Ч���뾫ȷ�ԣ�ʵ�ֵ��ٶ�����̵ķ��潨ģ�����ø�ƽ̨��ϵͳ���ܵ�Ӱ����ɽ����о������Ƚ�ʾ�˲��ϳ��ι��̶�ϵͳ�������ܵ�Ӱ����ɣ��Ƚ��������Բ�����ϵͳ����������Ӱ��̶ȡ��о�������������ϲ�����ϵͳ��������Ӱ���ɴ���С������������ѧ���ʳ���y��ǿ��ϵ��c������Ӳ��ָ��n��Ӧ������������ָ��m����Σ��о���Ħ�����Ե������е�Ӱ����ɡ����µ������е�2��������ʵ���ٶȽӽ�Ħ�����ٽ��ٶ��Լ����Ħ���������Ħ�����IJ�ֵ̫����Щ���ɿ�Ϊ�����װ���ļ������ȶ������ṩ�����뱣֤��
�ؼ��ʣ�
ģ��ѹ����AMESim/Simulink���������ο�������������Ħ�������ٶ�������
��ͼ����ţ�TG315.4 ���ױ�־�룺A ���±�ţ�1672-7207(2014)06-1804-08
Simulation modeling, experimental verification and performance analysis of die forging driving system on extremely low speed
XIE Jinjing, HUANG Minghui, LU Xinjiang, WANG Zhineng, DENG Kan
(State Key Laboratory of High Performance and Complex Manufacturing,
Central South University,Changsha 410083,China)
Abstract: The steady operation of die forging equipment with large inertia was proposed in consideration of the isothermal forging of the sophisticated and integral forgings with high performance. The required forging properties of equipment at extremely low speed were acquired difficultly because of the nonlinear and variable resistance of deformation and the nonlinear friction force. In view of this question, the rheological properties of forging, the static-dynamic alternated friction at low speed and the relevance between technology and equipment were analyzed firstly, and then the united simulation platform of forging process on low speed of die forging equipment with large inertia based upon AMESim and Simulink software was established. And the availability and accuracy of simulation model were proven by experiment. On this simulation platform, the effect rules of system performance were researched. The effect rule of material processing on low-speed performance was revealed, and the influences of rheological parameter on driving force were compared. Then the speed creep caused by friction force in plunger cylinder was analyzed through simulation. The results show that the driving force was affected heavily by material constant y, followed by the strength coefficient c, the harden ability value n and the strain rate sensitivity index m. Two conditions about low velocity creep are that the difference between maximum static friction force and the coulomb friction is too big, and the actual speed is close to the critical velocity. The basis and guarantee of steady operation at extremely low speed are provided by these rules.
Key words: die forging hydraulic press; AMESim/Simulink simulation; resistance of deformation; driving force; friction force; velocity creeps
�ִ����ա��������������Ÿ߿ɿ��ԡ���ʹ���������������ȼ��˷���չ���߾��ȵĴ��������幹����ʵ����һĿ�����Ч�ֶ��뼼��;������ӹ����켼���ѳ�Ϊ�ҹ���ɻ���̽�¡����˷ɴ��ȹ����ش�ר�������������ش����⡣����ģ������ʵ�ִ��������幹�����ܳ��γ��ԵĹؼ�֮һ[1]����Ҫ�����ģ��װ�������ڼ��������ȶ�����ȷ���С�Ȼ��������ģ��װ����һ������Һ���������ϵͳ�����˶������Ĺ���������Σ��ͼ��������ʱ�ı��ο�������ϵͳ��������[2]���������ٹ����жͼ�������̸��Ӷ�䣬���±��ο�����ǿ��������ʱ���ԣ����⣬��������ϵͳ���׳�����������[3]������������Ļ���������������Щ��ʹģ��ϵͳ�ڼ����������Ի��������ȶ��������ܡ���ˣ�Ϊ�˻�ô���ģ��װ���ļ������ȶ����У������ͼ��ı���������̶�ϵͳ�������ܵ�Ӱ�����ʾϵͳ���й����Ǽ�����Ҫ�ġ�Ŀǰ���о������Ѳ��ϵ��������(������)��װ�������зֿ��о��������о���Զͼ����ϵ��������ԣ���Ҫ������ͬ���϶�ѹ�ܱ�ʱ���ϲ���������Ӧ����Ӱ���ϵ[4-6]�������漰���������ϵͳ�������ܵ�Ӱ�죻��ѹ�����й��̵��о������ϲ����Dz���������̶�ϵͳ�˶����ܵ�Ӱ�죬����ֻ�ǰѸ���ģ�ͼ�һ��������ģ�ͣ���Ҫ�ķ�������ѧ��ģ����[7-10]��Һѹ��������AMESim��ģ����[11]��ǰ���˸��ӵķ����Խṹ�����緧�ķ�����������������������ģ����ʵ��ϵͳ���ںܴ�IJ��죬����Ч�������룬�����߾�����Һѹϵͳ�����е�Ӧ�úܶ࣬�������ڴ����ģ��ϵͳ�������о���Ӧ�ã���û���ڿ��Ǹ��ӷ����Ա��ο����͵���stribeckĦ�����Ե��о��еõ�Ӧ�á���֮��Ŀǰ���о����������˲��ϳ��ι�����װ������֮�����ϵ�������ڼ����������Ի������Ķ�̬���ܡ�ʵ���ϣ�ģ��ϵͳ��һ����������ϵͳ����ʵ���д��ڴ����IJ��ɲ���ײ�IJ���������Ħ��������������ʵȣ�ͬʱʵ��ɱ�����������ʵ��Ҫ���ģ��װ���������°�װ����ԣ�����ζ����ȫ����ʵ���ϵͳ���ܵ�Ӱ����ɽ����о��ǻ�������ʵ�ġ�Ϊ�ˣ�������40 MN����ģ��ѹ������������ϵͳ��Ϊ�о�����������AMESim��Simulink�IJ��ϳ��ι�����װ�����еĹ���ģ��[12-13]��ͨ��ʵ����֤��ģ�͵���Ч���뾫ȷ�ԣ�ʵ��ȫ������̵ķ�����������ø�ƽ̨�о��˶ͼ��������Բ�����ϵͳ����������Ӱ����ɣ���ʾ��������ϵͳ���е�������Ӱ����ɣ��Ա�Ϊ����ģ��װ���ļ������µľ�ȷ���п����ṩ���ݡ�
1 ģ��ϵͳ
�о���40 MN����ģ��ѹ����ͼ1��ʾ��������3��������4���س̸ף����лس̸�Ҳ��ͬ��ƽ����ڵ����á�3���������ڵ��µ��ٽβ��ö��������������ͨ�����������������Ŀ��ս����ٶȷּ����ƣ���������Ƶ��ٶ���0.5~0.05 mm/sʱ��ʹ������Ϊ24 L/min�ı�������������������Ƶ��ٶ�Ϊ0.05~0.005 mm/sʱ��ʹ������Ϊ12 L/min�ı��������������������ʱ(��ͼ1(b)��ʾ)���ͼ����ϱ������ϡ���2��ģ���м���м�ѹ��������ģ�ߵ������·������Ա��Σ�����ѹ�����в��������Է���������Ϊ���ڼ������»�ø߾��ȵĶ������ܣ����뱣֤ϵͳ�ڴ���ο�����������ʵ�ּ����ٶ�ʱ���ȶ�����ȷ���У����Ҫ������ģ��ϵͳ���������Զ������ܵ�Ӱ����ɣ��ر��Ǽ������¶ͼ�������ϵͳ���ܵ�Ӱ������뵼��ϵͳ���е�ԭ��

ͼ1 40 MN����ģ��ѹ��������ϵͳ����ԭ��
Fig. 1 Schematic diagrams of driving system on extremely low speed of 40 MN die forging hydraulic press
2 ����������ģ����ʵ����֤
2.1 ����֧·��AMESimģ��
��ѹ���������ײ�����������ʽ������������ֱ�������������ӣ������������˶�ʱ�������Ҳһ�������������AMESim������Һѹģ����û����������һԪ����ʹ��HCDҺѹԪ����ƿ⣬����ʵ������������Ҫ��������ף���������ģ����ͼ2(a)��ʾ��ͬʱ������ܵ�����Һ������������������Ӱ�죬��Ϊ
 (1)
(1)
ʽ�У�FbΪ����������������N��BΪ�������ϵ����N/(m��s-1)��
��ʽ(1)��֪���ڻ������AMESim��ģ�У�ѡ������������ĸ���ģ�顣
����ģ��ѹ���ڹ��������ܵ�Ħ������Ҫ��2��������ɡ�һ���ַ����ڵ�������������֮�䣬������װ�侫��������״̬�ֲ���������ģ����ݾ��鹫ʽ[14]��Ħ����Ϊ
 (2)
(2)
ʽ�У�FKΪ����Ӵ�����Ħ������N��MΪ�˶���������������������������������ܺͣ�kg��gΪ�������ٶȣ�m/s2��
��һ����Ϊ�����Ӵ�����Ħ���������������ļӹ����ȡ���װ�����ܷ����Ե�Ӱ�죬�ڵ���ʱĦ��������Ϊstribeck�������������ԣ�����ѧģ��[15]���£�
 (3)
(3)
ʽ�У�FsΪ���Ħ������N��FcΪ����Ħ������N��vsΪ�ٽ�Stribeck�ٶȣ�m/s����2Ϊ���Ħ��������N/(m��s-1)����Ħ��ģ���е���ز�������ͨ��ʵ�����ݱ�ʶ���[15]��
�����״�һ��ע��Һѹ�ͣ�����������Һѹ��֮��ļ�϶���ɱ���ģ������������ڶ�ѹ�����д���Һѹ��й©����ϵͳ��������һ����Ӱ�졣Ϊ�ˣ���AMESim��ģ�У�ʹ��1������Ԫ����1��й©Ԫ����1����Ħ���Ļ���Ԫ���齨�������ף�����й©Ԫ���ͻ���ִ��Ԫ���IJ�������ʵ�ʶ�ѹ��������й©������Ӵ�Ħ������������ȷ���������������ܱ��ο���Fz���á�����������ģ����ͼ2(b)��ʾ��
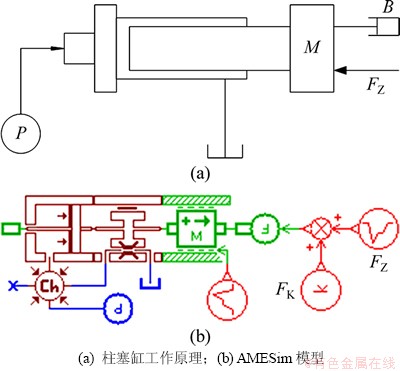
ͼ2 ������ʾ��ͼ
Fig. 2 Schematic diagram of plunger cylinder
2.2 ���ο�����Simulinkģ��
����������ձ�ij����ΰ�����������о���������Ӧ����[16]�������ζͼ��ı��ο���Ϊ
 (4)
(4)
ʽ�У�FZΪ�ͼ�������β����ı��ο�����N��VΪ�ͼ������V=alh��m3����sΪ�Ӵ�Ħ����������sΪ�����������ʱ������Ӧ����MPa��hΪ�ͼ����ϸ߶ȣ�m��lΪ�ͼ����ϳ��ȣ�m��
�������Ա���ʱ����Ӧ����s���ɲ��ϱ��������Լ���ѹ�����жͼ���Ӧ�䡢Ӧ�����ʺ��¶ȵ����ؾ�����[17]�����ݲ��������Ա��ι���������Ӧ�����о��ɹ�[4-6]�����ʵ�����ò���1060��������������Rosserdģ�ͣ�
 (5)
(5)
���У���sΪ�����������ʱ������Ӧ����MPa����ΪӦ�䣬 ����hΪ�ͼ���ֱ����ı�������hΪ�ͼ���ֱ���εij�ʼ�߶ȡ���Щ����������ʵ�����ݻ�ã����м����ɵõ�������ѹ���̵Ħţ�
����hΪ�ͼ���ֱ����ı�������hΪ�ͼ���ֱ���εij�ʼ�߶ȡ���Щ����������ʵ�����ݻ�ã����м����ɵõ�������ѹ���̵Ħţ� ΪӦ�����ʣ�
ΪӦ�����ʣ� ��vΪѹ���������ʵʱ���ʣ�Ҳ��ͨ��ʵ�����ݼ���ã�cΪ����ǿ��ϵ����nΪӲ��ָ����mΪӦ������������ָ����yΪ����������ѧ���ʳ���������c��n��m��y���ɲ���ȷ����
��vΪѹ���������ʵʱ���ʣ�Ҳ��ͨ��ʵ�����ݼ���ã�cΪ����ǿ��ϵ����nΪӲ��ָ����mΪӦ������������ָ����yΪ����������ѧ���ʳ���������c��n��m��y���ɲ���ȷ����
���ݱ��ο�����ѧģ�ͣ���Simulink�д��ģ��Subsystem1����ͼ3(a)��ʾ������Simulinkģ��(��ͼ3(b)��ʾ)�е������źŷֱ����ŷ������Ƶ�ѹ�ͻ�������ܱ��Կ��������Ϊ��������ѹ���������λ�ƺ��ٶȡ�
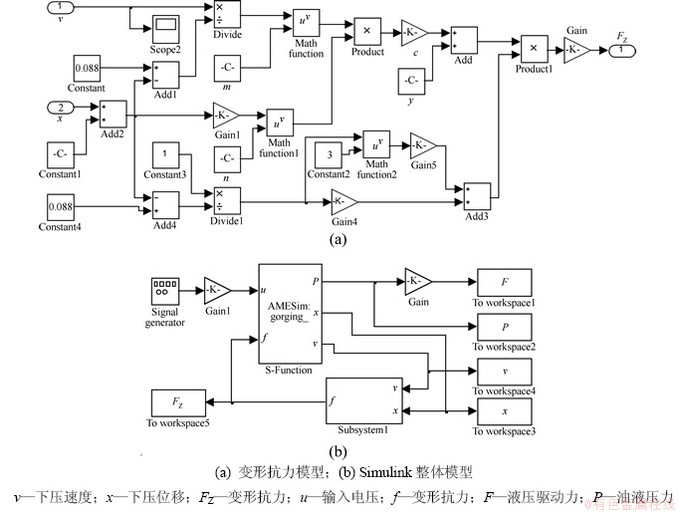
ͼ3 Simulink����ģ��
Fig. 3 Simulation model of Simulink
2.3 AMESim-Simulink���Ϸ���ģ��
����ͼ1��ʾ�Ĵ���ģ��ѹ������ϵͳ����������AMESimģ����Simulinkģ�ͣ�����ͼ4��ʾ��AMESim��Simulink�Ĵ���ģ��ѹ�����Ϸ���ƽ̨������AMESim�е���������źſ���ֱ�Ӵ��䵽Simulink�У�����Simulink�У��ŷ���ѹ����ѹ���ٶȵ��ź����ڷ��������ƺ�Ԥ�⡣
2.4 ģ����֤
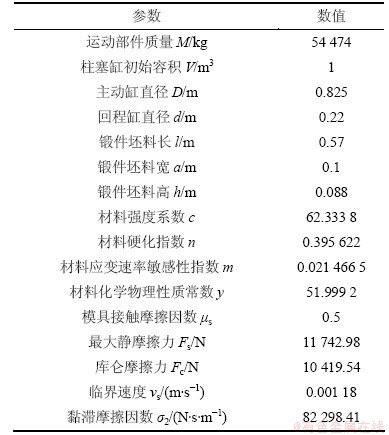
����40 MN��ѹ�������˵�����������ϣ�ȷ��ģ��ѹ����������ϵͳģ�͵���ط�����������1��ʾ��
ʵ�������ó����ΰ�������Ϊ1060�����������ǰ����״��ͼ5(a)��ʾ���ߴ����1��ʾ������ģ�ͺ�Ķͼ���״��ͼ5(b)��ʾ��
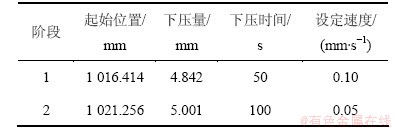
������ͼ1��ʾ��ģ��ѹ�����ٹ��ն�1��2��ʵ�����ݶԷ���ƽ̨�Ľ���ʵ����֤�о���Ϊ�˱�֤��������40 MNģ��ѹ��ʵ��ʵ�����пɱ��ԣ������е������ѹ�ź�u����ʵ��ʵ�������ɼ����ĵ�ѹ�źţ����������е�ϵͳ����������������������½�λ�ƺ��ٶ���ʵ������Ӧ��ʵ��ֵ(��2)���бȽϣ��ȽϽ����ͼ6��ʾ���ȽϽ��������40 MNģ��װ������������λ�ƺ��ٶȵķ�������ʵ��ʵ��ֵ֮�������С����������ʵ��������һ�¡���ˣ��������Ļ���AMESim��Simulink��ȫ������̷���ƽ̨��ʵ�ط�ӳ��40 MNģ��ѹ���Ķ�̬���ԣ���ȫ�������ڸô���ѹ���ķ��������

ͼ4 ģ��ѹ������ϵͳ���Ϸ���ģ��
Fig. 4 United simulation model of driving system of die forging hydraulic press
��1 ģ��ѹ���������
Table 1 Simulation parameters of die forging hydraulic press

ͼ5 ʵ��ͼ�ʵ��ͼ
Fig. 5 Physical map of forging in experiment
��2 ʵ��ʵ�����
Table 2 Measured parameters in experiment
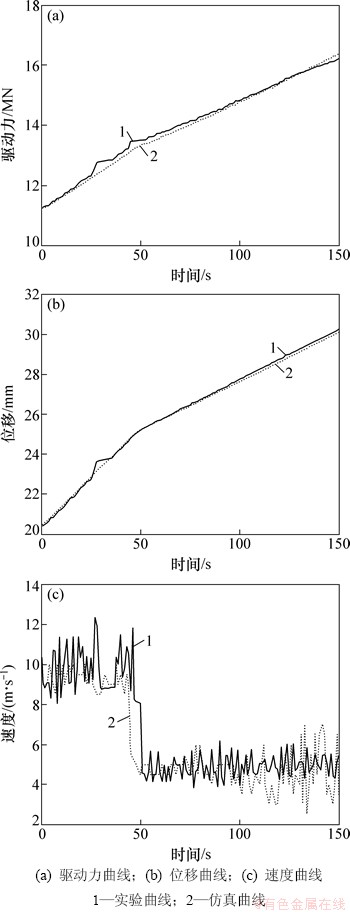
ͼ6 ������ʵ������
Fig. 6 Curves of simulation and experiment
3 �������
3.1 ����������ζ��������ܵ�Ӱ��
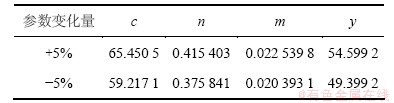
ѡ��ͨ��������Ҫ���v=0.05 mm/s�����ٽν��з�����������������ѡ��1060������ͨ������ƽ̨���������ϲ�����װ����������Ӱ�죬�����ϲ���c��n��m��y��ϵͳ���ܵ�Ӱ�졣��3��ʾΪ���Ϸ������������4�������С�5%�仯ʱ(����3)��ģ��װ���������ı仯�����ͼ7��ʾ��
��3 ���Ϸ������
Table 3 Simulation parameters of material
��ͼ7���Եõ����½��ۣ�
(1) ������ǿ��ϵ��c�Ͳ���������ѧ���ʳ���y��Сʱ���ͼ����Ա���ʱ�ı��ο�����С��ϵͳ����������Ҳ��Ӧ��С���������ϵ�Ӳ��ָ��n��Ӧ������������ָ��m��Сʱ�����ο������ӣ�ϵͳ��������Ҳ��֮���ӡ�
(2) �Ա�4�����ߣ���ÿ�������仯��5%ʱ�����������ı仯���ֱ��ǡ�Fc=460 kN����Fn=220 kN����Fm=80 kN����Fy=720 kN����ˣ����ϲ�����ϵͳ��������Ӱ���ɴ���С������������ѧ���ʳ���y��ǿ��ϵ��c������Ӳ��ָ��n��Ӧ������������ָ��m����Ϊ���칤�յ��Ż��ṩ��ָ���������ݶ����Ʒ��Ҫ������ƶ�ѹ���գ���С���ο�������߶������ܺ�������
3.2 ����Ӱ�����ط���
���������Ǹ߾��ȶ���������ġ������ڼ��������������У�Ħ�������־�-������仯���ԣ�����ϵͳ�������кܴ�Ĺ�������[18]����ˣ��������Ħ�������еĹ���Ӱ�죬��ʾϵͳ���е�ԭ������ɣ�Ϊ�߾��ȵĶ����ṩ����֧�֡�
���ȣ�����Ħ��ģ���е��ٽ��ٶȶ����е�Ӱ�졣������ģ��װ����0.05 mm/s���ٶ�������ʱ���ı�Ħ�����ٽ��ٶȣ����ٽ��ٶȴ�vs=1.18 mm/s��С��vs=0.01 mm/s��Ȼ�������ͬ�ٽ��ٶ��µ�ϵͳ�ٶ���Ӧ������������������ٽ��ٶȽӽ�vs=0.05 mm/sʱ(��ͼ8(b)��ʾ)��ϵͳ��������Ե����У��������ٶȶβ���������(��ͼ8(a)��8(c)��ʾ)����ˣ���ϵͳ���������ѹ�ٶȽӽ�Ħ��ģ�͵��ٽ��ٶ�ʱ����v��vs��ϵͳ���׳�������������ϵͳ�ٶ�ƫ��Ħ���ٽ��ٶ�ʱ��ϵͳ���������������Ϊ�˱���ģ��ϵͳ�ڼ������²������У�Ӧʹϵͳ�Ĺ����ٶ�Զ��Ħ���ٽ��ٶȣ���Դ���ģ��װ���ļ������ȶ�����������Ҫ��ָ�����塣
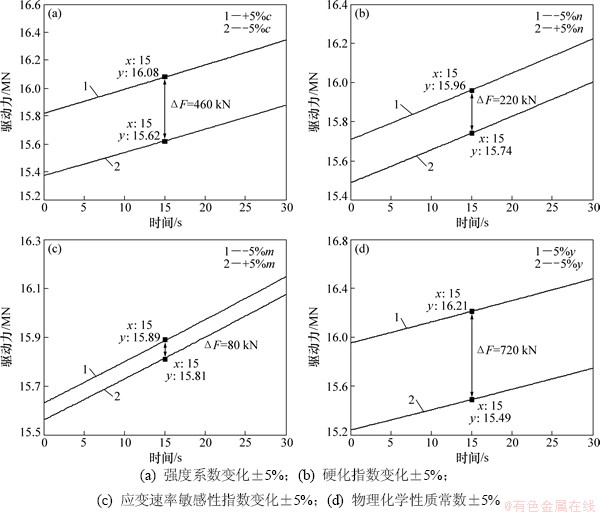
ͼ7 ��ͬ����������������
Fig. 7 Curves of driving force in different parameters
��Σ�����Ħ��ģ���е����Ħ�����Ϳ���Ħ���������е�Ӱ�졣ͨ��ȫ��������õ����½��ۣ�
(1) ��������������������£����������Ħ������ϵͳ�ٶ���ֵԽ��Խ�����Ħ��������Fs=15 473 Nʱ�����ٶ�������ͼ9(a)��ʾ����ͼ9(a)���Կ�������������ٶ���v=0~1.2��10-4 m/s֮����������ϵͳ���Գ������С�
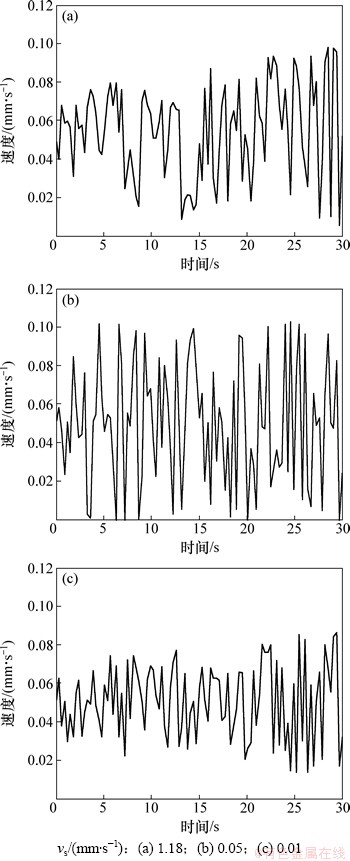
ͼ8 �ٽ��ٶȲ�ͬ���ٶ�����
Fig. 8 Curves of velocity in different critical velocitys
(2) ��������������������£���С����Ħ������������Ħ������С��Fc=6 419 Nʱ��ϵͳ�ٶ�������ͼ8(b)��ʾ����ʱͬ�����������������ȶ��Ա�
�����Ͻ��ۿ�֪��ϵͳ���Ħ����������Ϳ���Ħ������С����ʹ����Ħ�����IJ�(Fs-Fc)������ֵ��һ���̶�ʱ��ϵͳ�����Է�������������ˣ��ڶ�ʵ������ϵͳ���п���ʱ��Ӧ�ö�Ħ�������п��Ʋ������Խ���(Fs-Fc)�IJ�������еij��֣��Ӷ���߶�ѹ���ܡ�
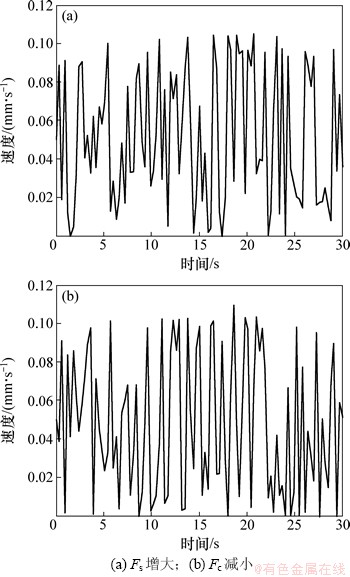
ͼ9 �ٶ���������
Fig. 9 Curves of velocity creeps
4 ����
(1) ��������AMESim��Simulink��40MN����ģ��ѹ������������ϵͳ�����Ϸ���ƽ̨�������˹��չ��̺�װ������֮��Ĺ�����ͨ��ʵ����֤�˸÷���ģ�͵Ŀ����Ժ;�ȷ�ԣ�ʵ���˵��ٶ�����̵ķ��潨ģ��Ϊģ��ϵͳ�������µ����ܷ����ṩ�˻�����
(2) ��ʾ�ͼ��������Զ�������ѹ���̵�Ӱ�졣ͨ����Ӧ���������˳����ΰ��������Ա���ʱ�ı��ο���ģ�ͣ����ڸ�ģ�������������ó������½��ۣ�����������ѧ����y��ϵͳ����������Ӱ�����Ӧ������������ָ��m��Ӱ����С��
(3) ��ʾϵͳ���в�����ԭ������Ħ����stribeckģ�ͣ�ͨ������õ������½��ۣ�ϵͳ�ٶȽӽ�Ħ���ٽ��ٶ���ϵͳ���е�һ��ԭ�����Ħ�����Ϳ���Ħ�����IJ������������е���һ��ԭ��(FS-FC)����һ��ֵ��ϵͳ���Գ������С�
�ο����ף�
[1] ��ף��, ������, �ż�, ��. ���켼���ķ�չ[J]. ���Թ���ѧ��, 2008, 15(4): 13-18.
HE Zhubin, CHU Guannan, ZHANG Ji, et al. Development of forging technology[J]. Journal of Plasticity Engineering, 2008, 15(4): 13-18.
[2] ����. ��ѹ���������빤��[M]. ����: ��е��ҵ����, 1991: 49-52.
L Yan. Theory and technology of forging for forming[M]. Beijing: China Machine Press, 1991: 49-52.
Yan. Theory and technology of forging for forming[M]. Beijing: China Machine Press, 1991: 49-52.
[3] ��Ӣ��, ��ƽ, ����ľ. �������������о���״������[J]. �������̼�����ѧѧ��, 2004, 23(2): 243-246.
YU Yinghua, XU Ping, LIU Damu. Present research situation and analysis on machine tool stick slip motion[J]. Journal of Liaoning Technical University, 2004, 23(2): 243-246.
[4] McQueen H J, Fry E, Belling J. Comparative Constitutive Constants for Hot Working of Al-4.4 Mg-0.7Mn (AA5083)[J]. Journal of Materials Engineering and Performance, 2001, 10: 164-172.
[5] CHEN Bin. Constitutive description of casting aluminum alloy based on cylindrical void-cell model[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(Z3): 1537-1540.
[6] DU Yu, QI Yunlian. Hot deformation behavior and constitutive equations of titanium alloy Ti26[J]. Transactions of Nonferrous Metals Society of China, 2007, 1: 500-503.
[7] �Ƴ���, ̷��ƽ. 300 MNģ��ˮѹ����������ϵͳ��ѹ�ٶȶ�̬��Ӧ����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2008, 39(5): 1023-1028.
HUANG Changzheng, TAN Jianping. Forging speed��s response characteristic of moving beam drive system for 300 MN die forging hydraulic press[J]. Journal of Central South University (Science and Technology), 2008, 39(5): 1023-1028.
[8] ���, ������, ½�½�. ģ��Ԥ������ڴ���Һѹ��ͬ��ƽ�����ϵͳ�еķ����о�[J]. ��ѹ����, 2011, 36(2): 78-82.
LI Jiangbo, HUANG Minghui, LU Xinjiang. Simulation study on MPC in synchronous balance control system for die forging press[J]. Forging & Stamping Technology, 2011, 36(2): 78-82.
[9] ���ٻ�. ������Һѹ������ϵͳ����[D]. ���: ����ѧ���繤��ѧԺ, 2007: 6-21.
ZHU Ronghui. Development of ultra low speed hydraulic control system[D]. Tianjin: TianjinUniversity. College of Mechanical Engineering, 2007: 6-21.
[10] ����, ̷��ƽ. ����ģ��ˮѹ����ѹ������ˮ������������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(6): 2993-2999.
CHEN HUI, TAN Jianping. Opening force characteristic of water value with high pressure and large flow capacity in large die forging hydraulic press[J]. Journal of Central South University (Science and Technology), 2012, 43(8): 2993-2999.
[11] ������, ����Ұ.AMESimϵͳ��ģ�ͷ���[M]. ����: �������պ����ѧ������, 2006: 8-76.
FU Yongling, QI Xiaoye. System modeling and simulation based on AMESim[M]. Beijing: Beijing University of Aeronautics and Astronautics Press, 2006: 8-76.
[12] ������, �ſ���. ����AMESim��Simulink���Ϸ��漼���Ľӿ���Ӧ���о�[J]. ������Һѹ, 2008, 36(1): 148-149.
JIANG Lingling, ZHANG Junjun. Interface and Application Research United Simulation Technique Based on AMESim & Matlab/Simulink[J]. Machine Tool & Hydraulics, 2008, 36(1): 148-149.
[13] ̷��ƽ, ������, ����. 300 MN ģ��ˮѹ�������ܵ�Һѹ����������[J]. �ִ����칤��, 2011(3): 18-22.
TAN Jianping, LIU Jiangming, CHEN Hui. Analysis on hydraulic impact in lifting pipe of 300 MN die forging hydraulic press[J]. Modern Manufacturing Engineering, 2011(3): 18-22.
[14] ˧����. Һѹ����������¹����¼���������������淶ʵ��ȫ��[M]. ����: ������ҵ������, 2006: 187-188.
SHUAI Changhong. New process new technology and quality inspection standard practice book for hydraulic machine design and manufacturing[M]. Beijing: The North Industry Press, 2006: 187-188.
[15] ����. �������´���ģ��ѹ��ϵͳ��ģ�붯̬���Է���[D]. ��ɳ: ���ϴ�ѧ���繤��ѧԺ, 2011: 34-40.
ZHANG Meng. System modeling and dynamic characteristics analysis for large forging press in low speed[D]. Changsha: Central SouthUniversity. College of MechanicalEngineering, 2011: 34-40.
[16] ����ƽ. ��ѹ�������Ĺ��̼���[M]. ����: ��е��ҵ������, 1986: 146-150.
LIN Zhiping. Engineering calculation of deformation force[M]. Beijing: China Machine Press, 1986: 146-150.
[17] Zhou M, Clode M P. Constitutive equations for modeling flow softening due to dynamic recovery and heat generation during plastic deformation[J]. Mechanics of Materials, 1998, 27(2): 63-76.
[18] ��ǿ. ������Һ�ŷ������ɶ�ƽ̨ϵͳ�����˶��о�[D]. ����: �㽭��ѧ���繤��ѧԺ, 2008: 1-10.
LI Qiang. Research on the low velocity movement of the electro-hydraulic 6DOF parallel platform[D]. Hangzhou: Zhejiang University. College of Mechanical Engineering, 2008: 1-10.
(�༭ �°���)
�ո����ڣ�2013-08-22�������ڣ�2013-11-02
������Ŀ�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2011CB706802��2013CB035801)��������Ȼ��ѧ����������Ŀ(51205420)������ʡ��Ȼ��ѧ����������Ŀ(14J3011)
ͨ�����ߣ�������(1963-)���У����������ˣ���ʿ�����ڣ�����ұ���е�о����绰��0731 88876182��E mail��MEEH@csu.edu.cn
ժҪ�������ܸ�������ģ�ͼ��ĵ�������Ҫ������ģ��װ�������ڼ��������ȶ����У��������ԡ�ʱ��Ķͼ����ο��������������ܵķ�����Ħ�������¸�װ�������ڼ������»������Ķ�ѹ���ܡ������һ���⣬�ڿ��Ƕͼ����������ԡ����������еľ�-������任��Ħ�������Լ����չ��̺�װ������֮��������õĻ����ϣ���������AMESim��Simulink�Ĵ����ģ��װ�����ٶ�����̵����Ϸ���ƽ̨��ͨ��ʵ����֤�÷���ƽ̨����Ч���뾫ȷ�ԣ�ʵ�ֵ��ٶ�����̵ķ��潨ģ�����ø�ƽ̨��ϵͳ���ܵ�Ӱ����ɽ����о������Ƚ�ʾ�˲��ϳ��ι��̶�ϵͳ�������ܵ�Ӱ����ɣ��Ƚ��������Բ�����ϵͳ����������Ӱ��̶ȡ��о�������������ϲ�����ϵͳ��������Ӱ���ɴ���С������������ѧ���ʳ���y��ǿ��ϵ��c������Ӳ��ָ��n��Ӧ������������ָ��m����Σ��о���Ħ�����Ե������е�Ӱ����ɡ����µ������е�2��������ʵ���ٶȽӽ�Ħ�����ٽ��ٶ��Լ����Ħ���������Ħ�����IJ�ֵ̫����Щ���ɿ�Ϊ�����װ���ļ������ȶ������ṩ�����뱣֤��
[1] ��ף��, ������, �ż�, ��. ���켼���ķ�չ[J]. ���Թ���ѧ��, 2008, 15(4): 13-18.
[2] ����. ��ѹ���������빤��[M]. ����: ��е��ҵ����, 1991: 49-52.
[3] ��Ӣ��, ��ƽ, ����ľ. �������������о���״������[J]. �������̼�����ѧѧ��, 2004, 23(2): 243-246.
[8] ���, ������, ½�½�. ģ��Ԥ������ڴ���Һѹ��ͬ��ƽ�����ϵͳ�еķ����о�[J]. ��ѹ����, 2011, 36(2): 78-82.
[9] ���ٻ�. ������Һѹ������ϵͳ����[D]. ���: ����ѧ���繤��ѧԺ, 2007: 6-21.
[10] ����, ̷��ƽ. ����ģ��ˮѹ����ѹ������ˮ������������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(6): 2993-2999.
[11] ������, ����Ұ.AMESimϵͳ��ģ�ͷ���[M]. ����: �������պ����ѧ������, 2006: 8-76.
[12] ������, �ſ���. ����AMESim��Simulink���Ϸ��漼���Ľӿ���Ӧ���о�[J]. ������Һѹ, 2008, 36(1): 148-149.
[13] ̷��ƽ, ������, ����. 300 MN ģ��ˮѹ�������ܵ�Һѹ����������[J]. �ִ����칤��, 2011(3): 18-22.
[14] ˧����. Һѹ����������¹����¼���������������淶ʵ��ȫ��[M]. ����: ������ҵ������, 2006: 187-188.
[15] ����. �������´���ģ��ѹ��ϵͳ��ģ�붯̬���Է���[D]. ��ɳ: ���ϴ�ѧ���繤��ѧԺ, 2011: 34-40.
[16] ����ƽ. ��ѹ�������Ĺ��̼���[M]. ����: ��е��ҵ������, 1986: 146-150.
[18] ��ǿ. ������Һ�ŷ������ɶ�ƽ̨ϵͳ�����˶��о�[D]. ����: �㽭��ѧ���繤��ѧԺ, 2008: 1-10.
