
���±�ţ�1004-0609(2014)01-0145-07
�����۸�NiCrMn-WC����Ϳ�����֯����ĥ��
�� 责�������������Σ��� �ɣ��� ��
(���пƼ���ѧ ���ϳ�����ģ���������ص�ʵ���ң��人 430074)
ժ Ҫ��
Ϊ����߸�Ʒ��Һѹ����ĥ���ܣ�ʹ��45����Ϊģ����ϣ�����YLR-4000���˼��������������м����۸����Ʊ�NiCrMn+WC����Ϳ�㡣���ý�������(OM)��ɨ��羵(SEM)����������֯������ò������X�������Ǽ�������Ϳ�����ṹ�ͳɷ֣�����������Ӳ���Լ�ĥ�����ܣ�������ŵĹ��ղ�������������������۸�������ܶ����ã������ԵĿ����֣��۸���Ӳ�Ƚϻ�������3~5��������һ����Χ�ڣ�����ɨ���ٶȵ������Լ�ɨ�蹦�ʵļ��٣��۸����Ӳ��ǿ��Ч�����ԣ�Ӳ����ļ���ʹ��������ĥ��������ߣ���ɨ���ٶ�Ϊ360 mm/min������Ϊ2.5 kW��WC����Ϊ30%(��������)ʱ���۸���ĸ������ܴﵽ���š�
�ؼ��ʣ�
Һѹ���������۸��������ܶ���Ӳ������ĥ����
��ͼ����ţ�TG174.44���� ���ױ�־�룺A
Microstructure and wear resistance of laser cladding NiCrMn-WC composite coatings
WANG Lu, HU Shu-bing, SHAN Wei-tao, HU Ke, ZHANG Lei
(Key Laboratory of Material Processing and Die and Mould Technology,
Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: In order to improve the wear resistance of high-quality hydraulic cylinder, 45 steels were used as the simulative materials, the surface layers NiCrMn-WC composite coatings were fabricated by laser cladding. The microstructure and morphology were analyzed by optical microscopy (OM) and scanning electron microscopy (SEM), the phases and component elements were analyzed by X-ray diffractometry (XRD) and energy dispersive spectrometry (EDS), the microhardness and wear-resistance were tested, and the optimal parameters were obtained. The results show that the appropriate treatment parameters result in good performance of the clad layers with no defects, the microhardness of the CZ is 3-5 times larger than that of the substrate, and the microhardness is promoted as the power reducing and the scanning speed increasing, the wear-resistance is improved with the hard phases adding, each property comes to the best when the power is 2.5 kW, the scanning speed is 360 mm/min and the WC content is 30% (mass fraction).
Key words: hydraulic cylinder; laser cladding; energy density; microhardness; wear-resistance
Һѹ���ڹ�ҵ��е��Ӧ�ù㷺��Ȼ��������������һ��ѡ�������ԽϺõ���̼�֣������Ӳ��һ��ϵͣ�ԼΪ28~32HRC[1](280~300 HV)������ĥ���������ҪʧЧ��ʽ���ںܴ�̶�������Һѹ�Ĺ���������Ϊ������ױ������ĥ�����ܣ���ͳ���ȴ�������һ����������������̼������ʹ�����Ӳ��������48~52HRC [2](480~540 HV)��Ȼ�����ڸ�Ƶ��ĸ��ӻ����»��Dz��ܴﵽ����ĥ��Ҫ��ͳ�ĶƸ����նԲ��ϱ���Ӳ��������С������ѭ�����ĥ���£������Ƹ����ײ����ֲ����䣬��ܳ�Ϊ����Һѹ�ױ�����ĥ�Ե���Ч�����������۸���������ڴ�ͳ�ı�����Լ�����������ȴ�ٶȿ�(�ߴ�106 ��/s)���Ȼ���С��ϡ�Ͷȵͣ��ܹ�����ѡ���۸�������ʵ���Զ������ŵ㣬��һ������ı�����Լ������ڹ�ҵ�����Ź㷺��Ӧ��[3-4]����ͨ���ڻ��ı����� ���۸����ϣ����ø����ܶȼ��������ټ��ȣ�ʹ�۸����Ϻͻ�����㷢���ۻ�����ͨ������ļ�������ʵ�ֿ������̣��Ӷ��γ�������ұ���ϣ��Ҿ����������ܵı���Ϳ��[5-10]���Ϫ��[11]��Cr12�ֻ��������ü����۸��������Ʊ�����WC/NiͿ�㣬�����������˻���������ĥ�����ܣ�ZHOU��[12]��45�ֻ������Ʊ����˶�����Fe��WC����Ϳ�㣬�������˲�ͬ����������۸����ĥ�����ܣ���ĥ��������ʧ�ϻ������50%��YANG��[13]���ѺϽ�����Ʊ�����TiCN/TiͿ�㣬���۸����Ӳ�Ƚϻ���������Լ3~6������Ӧ����Ħ������Ҳ�кܴ����ߡ�
�ڱ����о��У����ǵ�45���dz��õ�Һѹ��������ϣ����ڻ�е���������Ź㷺��Ӧ�ã�Ni��Ϳ���������õ����ܣ���WC������˽ϸߵ�Ӳ�ȡ����õ����ԣ��Լ������ڽ��������õ���ʪ��[14]��Ϊ�ˣ���������ѡ���Ե���̬45����ΪҺѹ�ײ��ϣ����ü����۸�������������Ʊ���NiCrMn+WC������ĥͿ�㣬���۸��������֯�����˷�������������ͬ���ղ�����WC������Ϳ�����ܵ�Ӱ����ɣ�Ϊ��ҵ���ģӦ���ṩ���۹��ջ�����
1 ʵ��
1.1 ����������豸
����������ѡ�õĻ������Ϊ����̬(����¶�850 �棬�ػ��¶�600��)45�֣������ߴ�Ϊ100 mm(��)��100 mm(��)��10(��) mm���侭�������ĥ����ϴ��ȥ�ۼ����ﴦ���ֱ�����Ni���Ͻ��ĩ(�ɷݼ���1)��Ni +10%WC��Ni +30%WC��Ni+50%WC(��������)��ĩ��������ĥ��������ĥ6 h��ʹ���ֻ�Ͼ��ȣ�����Ԥ��Ϳ�㷨�������úõķ�ĩ�ֱ�Ϳ���ڲ�ͬ�������棬���Լ1.5 mm��Ԥ���Կ���200 �汣��2 h���á�
����YLR-4000���˼�������ÿ�������������ɨ�裬ɨ��ʱƫ���Ϊ10�㣻��߳ߴ�Ϊ4 mm��ɨ�蹦�ʷֱ�ѡ��1.5��2.5��3.5 kW������ÿ�ֹ����·ֱ�ѡ��240��360��480 mm/min��ɨ���ٶȡ�
��1 Ni���Ͻ��ĩ�ɷ�
Table 1 Composition of Ni-base alloy powder (mass fraction, %)

1.2 ���鷽��
�����ճ��淽���Ʊ�����������������ɰֽ��ĥ���⣬����ˮ��ʴ����OLYMPUS-TOKYO�ͽ��������۲��۸�����֯������Sirion200����ɨ��羵��ʵ����Ʒ����֯��ò���й۲죬������Sirion200ϵͳ�е�Gensis60�������Ƕ��۸����еĻ�ѧ�ɷֽ����˷���������X���������Ƕ��۸���������������
����DHV-1000����Ӳ�ȼƶ������������Ӳ�Ȳ��ԣ�������Ϊ1.96 N�����������۸���������������Ӳ�ȷֲ�ͼ������MM-2000��ĥ��������������������ĥ�����飬��ĥ����ΪGCr15�������۸�������ĥ������ʱ�����ִ�������������������200 r/min��ת��ת����ѡ����ձ��ͽ�����ÿ����10�Σ�ÿ������ĥ��ʱ���ۼ�10 h��ÿ2 h������һ�Ρ�ÿ��ĥ��ǰ���Ⱥ������͡���ͪ������ϴ��������������ɣ��þ���Ϊ0.1 mg�ķ�����ƽ����������ĥ��������ʧ�������۸������ĥ���ܡ�
2 ��������
2.1 �����۸��������֯
���ϱ��澭�����۸�Ϳ��������������һ���Ϊ�۸���(Clad zone��CZ)��ϡ�Ͳ�(Dilution zone��DZ)����Ӱ������(Heat-affected zone��HAZ)[15]��
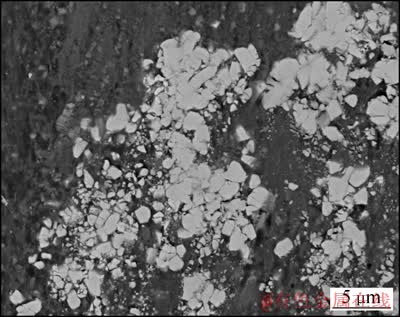
ͼ1��ʾΪ���������SEM����ͼ1���Կ����������۸�������ܶȽϸߣ������Ե����Ƽ������֣����۸��㵽ϡ�Ͳ㣬������������̬����Ϊ���ᾧ����֦����ƽ�澧�������ͨ���۳���������ģ��[16]�����͡�����̬������ȴ������ʱ������ȴ�ٶȷdz����ᷢ����ƽ��ת�䡣�����۸�ʱ�����۸���ͻ�����洦���¶��ݶ������ʱ�Ľᾧ�ٶ���С�������۳ؽ�����������Ϊƽ�澧�ķ�ʽ�����γ�һ��ϸС��ƽ�澧��[17]�������Ź�/Һ��������ƣ��¶��ݶ�Ҳ����֮��С���ᾧ�ٶ��Ӵ�ʱ���γ�֦״�����Լ����ᾧ����ͼ2��ʾ�Ľ�����ƬҲ��������ؿ�����һ�仯���ƣ����ҿ��Կ������۸��㡢ϡ�Ͳ�ͻ���ֱ���γ����õ�ұ���ϡ�
���۸������XRD�������������������۸�������Ҫ���ɦ�(Ni��Fe)��M7C��M23C6��WC������ɣ����У�M7C��M23C6�ij��֣�˵���ڼ�����������У�WC�������Ȳ����˷ֽ⣬���е�CԪ����Fe��Cr��Ԫ�����½�ϣ��γ��µij�����(��ͼ3)��
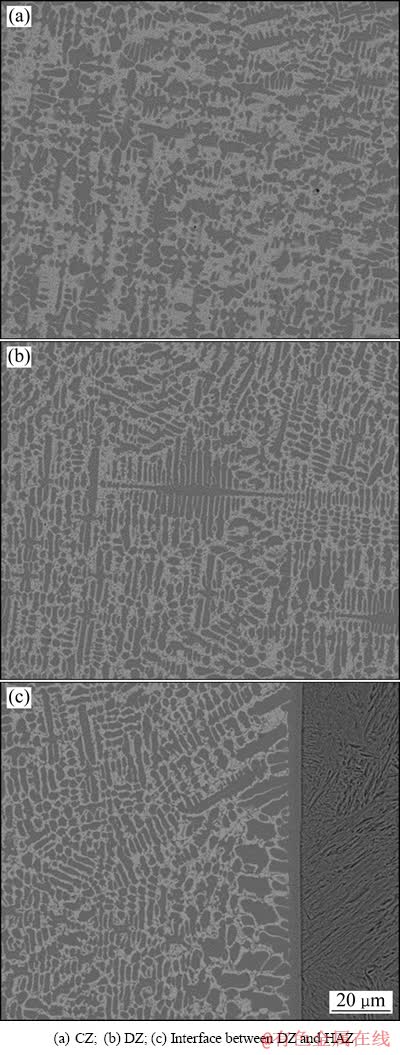
ͼ1 Ni���Ͻ�Ϳ����������֯
Fig. 1 Cross-sectional microstructures of Ni coating
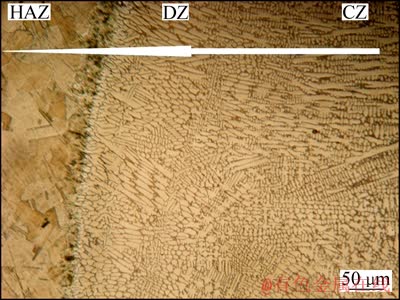
ͼ2 Ni���Ͻ�Ϳ�����Ľ�����Ƭ
Fig. 2 Cross-sectional metallograph of Ni coating
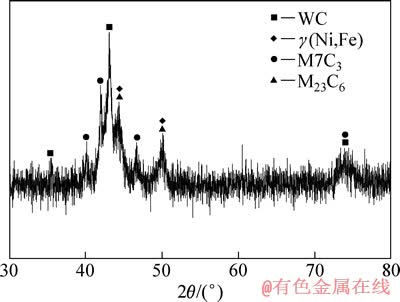
ͼ3 �۸�����������
Fig. 3 XRD phases analysis results of CZ
2.2 �����۸����Ӳ��
���������������Ӳ�ȵIJ������ӱ��������壬ÿ��50 ��m����һ���㣬������Ӳ�ȷֲ�ͼ��ͼ4��ʾΪ����2.5 kW��ɨ���ٶ�240 mm/minʱ��ͬ����WC�Ͻ��ĩ�������۸������������۸����Ӳ�ȷֲ����ɡ���ͼ4���Կ����������۸�NiCrMn+WC�Ͻ��ĩ���۸����Ӳ�Ƚϻ���(240HV)����2~5�����ң���WC�ĺ�������Խ�ߣ�Ӳ�ȵ�����Խ���ԡ��������������Ҫ����Ϊδ��WC�����Լ��۸�ʱ������M7C3��M23C6ΪӲ���࣬��������ɢǿ����Ч�������۽��WC���γɵ�Ԫ�أ����Թ��ܵ���-Ni�У���������ǿ��Ч����WC����������ʹ����ɢǿ������ǿ����Ч��Խ���ԣ�����Ӳ��Ҳ��Խ�ߡ�Ȼ��������WC���������������ܹ���������۸����Ӳ�ȣ��������������������Ͻ��ĩ��WC�����ﵽ50%ʱ������Ӳ����Ĺ��Ⱦۼ�����Ӧ�����ӣ��ᵼ���۸����ڿ��ѣ������ڲ��ϱ����ǿ����ͼ5��ʾΪ���͵��۸��㿪����ò��
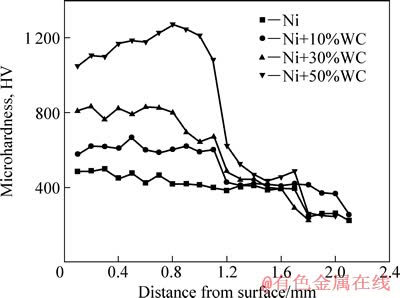
ͼ4 WC������Ϳ��Ӳ�ȵ�Ӱ��
Fig. 4 Effect of WC content on microhardness of coating
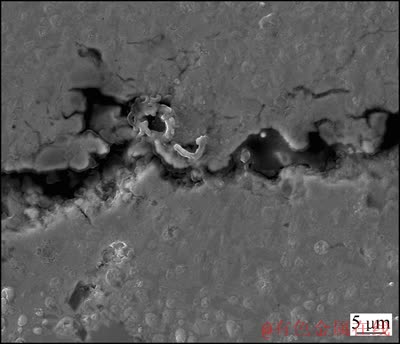
ͼ5 ���ڿ�����ò
Fig. 5 Morphology of intraformational cracking
ͼ6��ʾΪɨ��������ɨ�蹦�ʶ�Ӳ�ȷֲ����ɵ�Ӱ�졣��ͼ6�п��Կ��������������۸�NiCrMn+WCӲ�ʺϽ����ϱ����Ӳ�ȵõ�������������������ɨ�����ʵ������Լ�ɨ�蹦�ʵĽ��ͣ�Ӳ�ȵ�����Ҳ��Խ������������ֹ��ɵ�ԭ�����ͨ�������ܶȵı仯�����͡����嵥λʱ�����������������浥λ����ϵ�����Ϊ�����ܶȡ������ܶ����ߣ��������۸�������������ӣ�ʹ���۸���ϡ�������ߣ��ϸߵ�ϡ���ʲ������۸����������Ҿ��ȵ����ܣ����ͬʱ����ֵ�����ʱ���ܹ�ʹ�۸��������ٶȼ�С����Ա���ʱ���������γɵľ����ִ���ϸ��ǿ��ԭ�����ڳɷ���ͬ������£�������ΪϸС����֯��Ӳ�Ƚϴ�ͼ7��ʾΪ��ͬ����(2.5 kW)��ͬɨ��������Ni���۸��������Ƭ����ͼ7���Կ������ϴ��ɨ���ٶ�(��ͼ7(b))�¿��Եõ���С�ľ�����������Ӳ�ȵ���ߡ����ߵĹ����ܶȻ�ʹ�۸������𣬴ﲻ���������ǿ����Ŀ�ģ����⣬��Сɨ���ٶȿ��Լ���WC�ij�����ʹWC���ȵķֲ����۸����ڣ�����С�Ĺ����ܶȲ��ܹ�ʹ�۸�����������ͬʱ�ۻ������ܹ��γ����õ�ұ���ϣ����ʹ�������õ�ǿ����
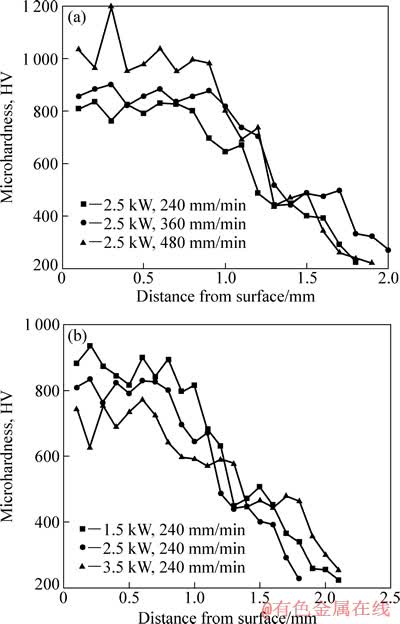
ͼ6 ��ͬɨ�����ʺ�������Ӳ�ȷֲ�
Fig. 6 Microhardness distribution at different scanning speeds and powers
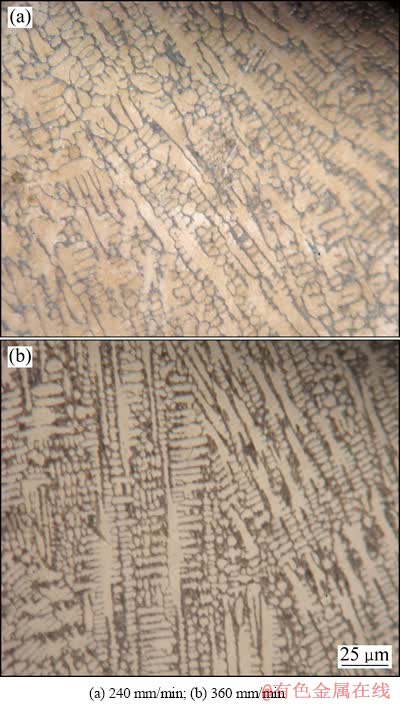
ͼ7 ����2.5 kWʱ��ͬɨ���������۸��������֯
Fig. 7 Microstructures of coating at 2.5 kW and different scanning speeds
2.3 �����۸������ĥ��
ͼ8�Ա��о��˻��塢Ni��Ϳ���Լ�NiCrMn+ WC�Ͻ�Ϳ���ĥ��������ʧ����ͼ8�п��Կ��������������۸�Ni+WC�Ͻ�Ϳ���45�ֻ���������ĥ�����ܵõ������������������ڻ��弰��Ni��Ϳ����ԣ�ĥ��ʼ����״��Ϊ�߽Ӵ������Ǿ���һ��ʱ���ĥ��֮���ϱ��������ĥ���������Ħ������һ�����棬������Ħ���������ˣ���������ʧ�����ϳ���ĥ��Ӿ�����������Ni��Ϳ���Ӳ��Զ����45�ֻ���ģ�������ĥ�������������ڻ���ġ��۸�Ϳ����������WC֮���۸�����ĥ����̵ij�ʼ�Σ�Ni���Ͻ�Ԫ�ػ���������Ӳ����Խϵͣ���ĥ�ϵ����������б�ĥ������ĥ��Ľ��У�Ni���Ͻ�Ԫ�ػ���IJ���ĥȥ��WC������ʼ¶��������ʱWC������Ϊ��Ҫ�ij����ࡣ�������ĥ��GCr15����ǿ����̼������Ӳ�ȱ�WC�ĵͣ���Ӳ�ȵ�WC������ֹGCr15������Ϳ�㡣���ң��۸����еĽ���������һ�������Ա�������������иֶ�Ϳ��ʩ������ʱ����ǶWC�����Ľ���Ni�ᷢ��һ�������Ա��Σ������˲����������ӻ���WC�����İγ������䣬�����Ϳ�����ĥ���ܡ�����WC�������нϸߵ�Ӳ�ȣ������谭ĥ��ĥ������ã���ˣ����Կ���ĥ����е����ڻ��б仺�����ƣ����ǵ�WC������Χ�Ļ��ʲ��Ϸ�����ѹĥȥ�����е�WC���������������ڷ�������(��ͼ9)��
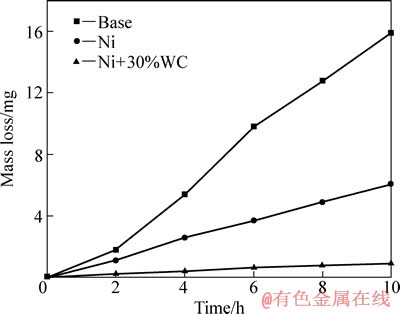
ͼ8 ��Ʒ��ĥ��������ʧ
Fig. 8 Wear mass loss of samples
ͼ10��ʾΪ��Ʒ��ĥ����ò����ͼ10����ʾ��3�ֲ��ϲ�ͬ��ĥ����ò�ɿ����������ĥ��ĥ�������ճ��ĥ�𣬶�NiCrMn+WC�Ͻ�Ϳ���У���Ϊ��Ӳ����ļ��룬��ĥ��ʽת���������ĥ��ĥ��
ͼ9 ����WC��������ò
Fig. 9 Morphology of cracked WC particle
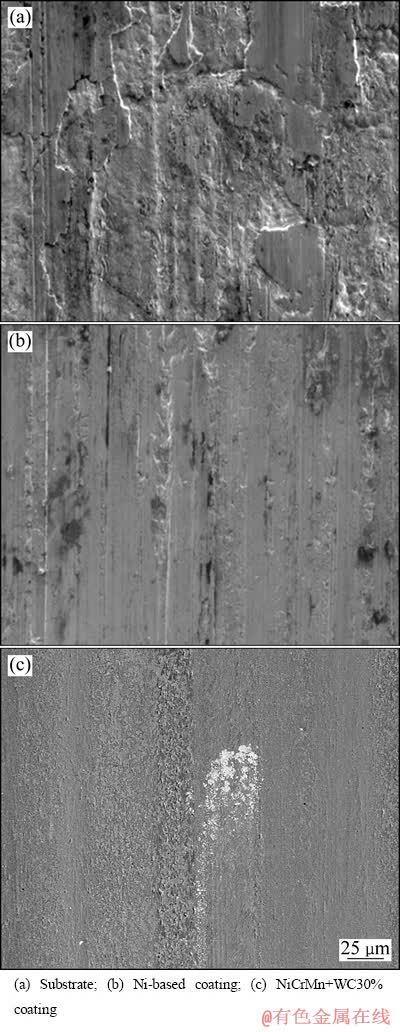
ͼ10 ��Ʒ��ĥ����ò
Fig. 10 Morphologies of worn surfaces of samples
3 ����
1) ͨ�������۸��ķ�����45�ֱ����Ʊ���NiCrMn+WCӲ�ʺϽ�Ϳ�㣬�ں��ʵĹ��ղ����£��۸�������ܶȽϸߣ������Ե����Ƽ������֣������������õ�ұ���ϣ���WC��������50%(��������)ʱ���۸������ײ������ڿ��ѡ�
2) 45�ֱ����۸���NiCrMn+WCͿ�㣬��Ӳ�ȱȻ��������3~5�����ҹ��ղ�����WC������Ӳ�ȵ�Ӱ�����Ϊ����һ����Χ�ڣ�����ɨ���ٶ�Ϊ200~600 mm/min)��������(4~1.5 kW)�Լ�����WC�ĺ���(��������50%����)��������������۸����Ӳ�ȡ�
3) ��45�ֱ����۸�NiCrMn+WCӲ�ʺϽ�Ϳ�㣬���Ժܺõظ��ƻ������ĥ�����ܣ���ĥ��������ʧ�Ȼ��彵����Լ94%����ĥ�����ʹ�ճ��ĥ��ת��Ϊ����ĥ��ĥ��
4) �����������ղ������۸�������ܣ��õ����ŵĹ��ղ�������2.5 kW��ɨ���ٶ�360 mm/min�����Ϳ�����Ϊ70%NiCrMn+30%WC(��������)��
REFERENCES
[1] �� ��. ���㵥���Һѹ��ʧЧ�������Ľ�[J]. �����ܷ�, 2009, 34(1): 98-100.
FENG Gang. Failure Analysis and improvement of the hydraulic system corrugated card-board single side machine[J]. Lubrication Engineering, 2009, 34(1): 98-100.
[2] �� ��, �� ��, ������, ������, �����. AV90-2����ѹ���������©���Ϸ���������[J]. �����ܷ�, 2006(1): 132-136.
HE Zhi, GAO Chao, WANG San-jun, GAO Yong-wei, WANG Guang-jun. Analysis and dispose of bearing box leakage oil trouble for AV90-2 axial compressor[J]. Lubrication Engineering, 2006(1): 132-136.
[3] �� ��, �Ŵ���, ����ƽ. �ѺϽ���漤���۸�ԭλ����TiC��ǿ����Ϳ��[J]. �й���ɫ����ѧ��, 2001, 11(6): 1026-1030.
ZHANG Song, ZHANG Chun-hua, KANG Yu-ping. Mechanism of in-situ formation of TiC particle reinforced Ti-based composite coating induced by laser melting[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(6): 1026-1030.
[4] ���˺�, ����Ӣ, �տ���. �����۸����ղ�����TiCp/Al���㸴�ϲ��ϵ�Ӱ��[J]. �й���ɫ����ѧ��, 2001, 11(6): 1041-1044.
MA Nai-heng, LIANG Gong-ying, SU Jun-yi. Influence of technological parameters on interface bonding and structure uniformity of in-situ synthesis TiCp/Al composites in laser cladding process[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(6): 1041-1044.
[5] YANG Jiao-xi, LIU Fa-lan, MIAO Xuan-he, YANG Feng. Influence of laser cladding process on the magnetic properties of WC-FeNiCr metal-matrix composite coatings[J]. Journal of Materials Processing Technology, 2012, 212(9): 1862-1868.
[6] HEMMATI I, OCELIK V, de HOSSON J Th M. The effect of cladding speed on phase constitution and properties of AISI 431 stainless steel laser deposited coatings[J]. Surface & Coatings Technology, 2011, 205(21/22): 5235-5239.
[7] MAN H C, ZHANG S, CHENG T F, GUO X. In situ formation of a TiN/Ti metal matrix composite gradient coating on NiTi by laser cladding and nitriding[J]. Surface & Coatings Technology, 2006, 200(16/17): 4961-4966.
[8] STGEORGES L. Development and characterization of composite Ni-Cr+WC laser cladding[J]. Wear, 2007, 263(1/6): 562-566.
[9] ������, ���, ��ҫ��, ��ռ��. 45�ֱ��漤���۸������Ͻ�Ϳ������֯������[J]. �ȼӹ�����, 2008, 37(21): 131-133.
WANG Yi-xiang, LI Bao-zeng, GONG Yao-hua, CHENG Zhan-bao. Microstructure and performance of iron-based alloy laser cladding on 45 steel surface[J]. Hot Working Technology, 2008, 37(21): 131-133.
[10] ������. ����ӹ�����[M]. ����: ��ѧ��ҵ������, 2004.
ZHANG Yong-kang. Laser processing technology[M]. Beijing: Chemical Industry Publishing, 2004.
[11] �Ϫ, ������, ��ϲ��, �� ��, ������. �����۸�WC/Ni ��Ӳ�ʺϽ���֯�ṹ����ĥ�����о�[J]. Ӧ�ü���, 2008, 28(6): 450-454.
YANG Jiao-xi, ZUO Tie-chuan, WANG Xi-bing, YAN Ting, LIU Hua-dong. The Microstructure and Wear-resistant properties of WC/Ni based cemented carbide fabricated by laser cladding[J]. Applied Laser, 2008, 28(6): 450-454.
[12] ZHOU Sheng-feng, DAI Xiao-qin, ZHENG Hai-zhong. Microstructure and wear resistance of Fe-based WC coating by multi-track overlapping laser induction hybrid rapid cladding[J]. Optics & Laser Technology, 2012, 44(1): 190-197.
[13] YANG Yu-ling, ZHANG Duo, YAN Wei, ZHENG Yi-ran. Microstructure and wear properties of TiCN/Ti coatings on titanium alloy by laser cladding[J]. Optics and Lasers in Engineering, 2010, 48(1): 119-124.
[14] BAO Rui-liang, YU Hui-jun, CHEN Chuan-zhaong, QI Biao, ZHANG Li-jian. Development of laser cladding wear-resistant coating on Titanium alloys[J]. Surface Review and Letters, 2006, 13(5): 645-654.
[15] BAO Rui-liang, YU Hui-jun, CHEN Chuan-zhaong, QI Biao, ZHANG Li-jian. Development of laser cladding wear-resistant coating on Titanium alloys[J]. Surface Review and Letters, 2006, 13(5): 645-654.
[16] κ ��. �����۸����������մ�Ϳ����о�[D]. ����: ����������ѧ, 2001.
WEI Lun. Study of laser cladding Ni-based ceramic coating[D]. Kunming: Kunming University of Science and Technology, 2001.
[17] HE Zhi-yong, XIANG Jin, ZHAO Zhong-xu. Plasma surface alloying of spheroidal graphite iron[J]. Surface and Coatings Technology, 2000, 131(1/3): 574-578
(�༭ ����)
������Ŀ��2010��ʡ����ѧ�к����ش���Ŀ(2010A090200047)�������Ⱥ˾۱�ʵ��Ѽƻ�ר��(2010GB109000)�����пƼ���ѧ����ϳ�����ģ���������ص�ʵ������������(09-10)
�ո����ڣ�2013-03-20�������ڣ�2013-10-10
ͨ�����ߣ������������ڣ���ʿ���绰��027-87540057��E-mail��hushubing@163.com
ժ Ҫ��Ϊ����߸�Ʒ��Һѹ����ĥ���ܣ�ʹ��45����Ϊģ����ϣ�����YLR-4000���˼��������������м����۸����Ʊ�NiCrMn+WC����Ϳ�㡣���ý�������(OM)��ɨ��羵(SEM)����������֯������ò������X�������Ǽ�������Ϳ�����ṹ�ͳɷ֣�����������Ӳ���Լ�ĥ�����ܣ�������ŵĹ��ղ�������������������۸�������ܶ����ã������ԵĿ����֣��۸���Ӳ�Ƚϻ�������3~5��������һ����Χ�ڣ�����ɨ���ٶȵ������Լ�ɨ�蹦�ʵļ��٣��۸����Ӳ��ǿ��Ч�����ԣ�Ӳ����ļ���ʹ��������ĥ��������ߣ���ɨ���ٶ�Ϊ360 mm/min������Ϊ2.5 kW��WC����Ϊ30%(��������)ʱ���۸���ĸ������ܴﵽ���š�
[1] �� ��. ���㵥���Һѹ��ʧЧ�������Ľ�[J]. �����ܷ�, 2009, 34(1): 98-100.
[3] �� ��, �Ŵ���, ����ƽ. �ѺϽ���漤���۸�ԭλ����TiC��ǿ����Ϳ��[J]. �й���ɫ����ѧ��, 2001, 11(6): 1026-1030.
[10] ������. ����ӹ�����[M]. ����: ��ѧ��ҵ������, 2004.
ZHANG Yong-kang. Laser processing technology[M]. Beijing: Chemical Industry Publishing, 2004.
[16] κ ��. �����۸����������մ�Ϳ����о�[D]. ����: ����������ѧ, 2001.
