
���±�ţ�1004-0609(2014)07-1721-09
���ºϽ����ܼ�����������ʳ��ι���
�� ��1���Գ���1����ѩ��2���� �1��������3
(1. ��ɽ��ѧ �Ƚ���ѹ���μ������ѧ�������ص�ʵ���ң��ػʵ� 066004��
2. ����������е�о��������� 100074��
3. ��ɽ��ѧ ��������ԴѧԺ���ػʵ� 066004)
ժ Ҫ��
ժ Ҫ�����ij���շ��������ºϽ�GH3044���ڹ�������ij������⣬���ù���������ʳ���(SGMF)���գ����ڹܲij��ι��̵�������ѧ����������Ԫ��ֵ���棬�Ż����շ�������Ʋ�����ģ�ߣ����ƺϸ��������������Ԫ����ABABQUSƽ̨�µ�Drucker-Pragerģ����������������������е���ɢ��Ħ�������������������ι�������Ԫ��ֵ����ģ�͡��Ż��ܶ�����������ͽ��ʳ�������ƥ���ϵ���õ��������������������ʡ��ں���Լ�����������Ӱ����ɡ�����ˮƽ��ģ�͵��Խ���ʽģ�߽ṹ���ڵ���ѹ������ʵ���˺�ģ��������������ʼ��صȶද��ѹ�ƹ��ܡ�
�ؼ��ʣ�
���ºϽ�����������������ܲij������ܶ˽���������ֵģ����
��ͼ����ţ�TG386.43���� ���ױ�־�룺A
Forming technology of high temperature alloy convex ring shaped tube by solid granule medium
DU Bing1, ZHAO Chang-cai1, LI Xue-feng2, HE Xin1, DONG Guo-jiang3
(1. Key Laboratory of Advanced Forging & Stamping Technology and Science,
Ministry of Education of China, Yanshan University, Qinhuangdao 066004, China;
2. Beijing Power Machineries Institute, Beijing 100074, China;
3. College of Vehicles and Energy, Yanshan University, Qinhuangdao 066004, China)
Abstract: To meet the challenge of forming high temperature alloy (GH3044) parts, solid granules medium forming (SGMF) process was adopted for forming a convex ring shaped tube that was used in the aircraft engine. Based on the plastic mechanical analysis and finite element numerical simulation of the forming process, the technology process was optimized and the moulds was manufactured and designed, with which the qualified parts were produced. Drucker-Prager model in the finite element software ABABQUS was adopted to describe frictional material characteristics peculiar to solid granules medium. Based on it, the finite element numerical simulation model of the SGMF process was established. Through the analysis, the best matching of the axial force and the medium loading force was optimized, and the influence law of axial force on reduction ratio, thickness difference and surface contour of the tube is found. With the mold structure of horizontal parting and flexibility feeding, the mould can do multiple actions, such as mold closing, axial feeding and medium loading with single press.
Key words: high temperature alloy; solid granular medium; tube forming; tube axial force; numerical simulation
���ſ�ѧ������ҵ�����IJ��Ϸ�չ���ں��ա�����;����ȸ�������Ҫ���㲿���ĸ����ܡ����������߿ɿ����빦�ܼ��ɻ����ɴ˵����㹹�����廯����״���ӻ������ڻ������γߴ缫�˻�����ǿ���ϱ��ڹ�״�������ھ��������������ڸ���ҵ�еõ��˹㷺��Ӧ�ã��ر����ں��պ�������������Һ�������������������ܡ��������ܡ�ȼ��������Ϊ����Һ̬��������ȼ���ĵ����У������ڹ���Ϊ��Ҫ����[1]�������������ڸ��»��ȶ��ӹ����½ṹ�����ı��Σ������м�������ܷ�Ĺ��ܡ����⣬�������ڹ��������������͵Ĺ����ӣ����ַ�ʽ�Dz����˹ܶ˵����Ӽ�����
�ڸ�ѹ���μ�������Ϊ�˳��δ�������������һ�廯Ϊ�����Ŀ��ı�������幹������չ���Ƚ����Լӹ��������ǽṹ�������ͼӹ��������Լ�����������ϡ��ܲ��ڸ�ѹ���μ����Ŀ�����Ӧ����Ŀǰ��������ҵ�ڵ��ȵ��о�����֮һ������Һ����Ϊ�������ʵ��ڸ�ѹ���μ�����Ŀǰ��չ��ΪѸ�١�Ӧ����㷺�Ĺ��շ�����YUAN��[2]�ڹܲIJ������ܺͳ��μ����о������ӽ���ܼ����εȷ���ȡ���������ijɹ���PENG��[3]�о�����Y ����ͨ�ܵ��ڸ�ѹ���Σ�������ö��ʽ��ͷ�ı䵼��������ѹ�ֲ���С������Ħ�������Ӷ�ʹ�ں�ֲ���Ϊ���ȣ������Ե�[4]��Ծ���С�����ߴ�ĸ��ӱ��ڻ���������������������Һ�������ϵĶ༶��Һ���η���������Һ��ѹ���������ߡ�Ħ����������ģ���ȹ��������Գ������ܵ�Ӱ�졣NGAILE��[5-6]�о��ܲij�Һ���ι�����Ħ�������Լ���·����Ӱ�죬��������·�����ݿ⣬ʵ�ֹܲ����ι���ʵʱĦ�������ж��ͼ���·���������Ӷ���߲�Ʒ����������ALZAHRANI��[7-8]��������ν���ܻ�е����Һѹ���ν���ģ�ͣ�����Ӧ��Ӧ��ֲ�״̬��Ԥ������ʺͳ�����״�������빤�������Ϊ�Ǻϡ��ܲ�Һѹ��������ȡ�õļ����ɹ�ʹ����ຸ�ӡ�����ͻ��ӹ���������ڸ�ѹ��Ʒ��������ƶ�����ؼ�������ķ�չ�����ǣ�Һѹ���μ�����Ҫר�õ��ⲿ��ѹװ�ã����տ���ˮƽ�ϸ�[9-10]�������ڴ�������רҵ�������������ں��պ�����������С��Ʒ�ֶࡢ������Ĺܼ���Ʒ��Һѹ���μ�������������ɱ����ձ���Եȷ������Բ��㡣���ڴˣ�������������Թ�����������ڸ�ѹ���ι��ճ��ι������
����������ʳ���(SGMF)�����Dz��ù��������Ϊ��ѹ���ʣ��������ģ(�����塢Һ��)�����ã��Խ����塢�ܲij��εĹ���[11]��������ģ���μ�������SGMF�������ɱ���������2000���״����������Բ�ͬ���ʹ���������ʿ�չ�˴����IJ����������飬�ɹ���������̼ͨ�֡�����֡�þ�Ͻ����Ͻ�ȶ��ֲ��ʵĹܡ���ĵ������������ϸ�о���SGMF���յ�������2010�꣬ ��[12-14]��SGMF����Ӧ���ڸ��³��Σ��ȳ��μӹ��¶ȸ���600 ��ij���ǿ�ȸְ壬����Ŀ�õ��¹��о������(DFG)��֧�֡������Ϻ��������������ȸ�Уѧ��Ҳ��̿�չ�˸�������о�������о�������SGMF���վ���ѹ�����㽨�������������ܷ⡢����ʵ�ּ������ơ��������ʾ��д�ѹ�ķǾ��ȷֲ��������ϱ������������Ħ��ЧӦ�����ܺ������ã�����Ч��߳������ܡ�
��[12-14]��SGMF����Ӧ���ڸ��³��Σ��ȳ��μӹ��¶ȸ���600 ��ij���ǿ�ȸְ壬����Ŀ�õ��¹��о������(DFG)��֧�֡������Ϻ��������������ȸ�Уѧ��Ҳ��̿�չ�˸�������о�������о�������SGMF���վ���ѹ�����㽨�������������ܷ⡢����ʵ�ּ������ơ��������ʾ��д�ѹ�ķǾ��ȷֲ��������ϱ������������Ħ��ЧӦ�����ܺ������ã�����Ч��߳������ܡ�
����������Ա��ڹ������������������ʳ���Ϊ���ߣ��������۷�������ֵ���棬�Ż��ܶ˽������ͽ��ʳ�������ƥ���ϵ��̽��ͬ����·������������ʡ����ں�����������Ӱ����ɣ����Է������Ϊ���ݣ����ݺ������ղ�������ģ�ߣ��Գ��γ����ϼ���Ҫ��ĺϸ������
1 ��������SGMF���ս���
���о��б������ܼ��Ǻ��췢�����ܷ��ú��IJ���(��ͼ1)������Ϊ���ºϽ�GH3044����������ѧ����Ϊ������ģ��E=224 GPa����s��780 MPa����b��1270 MPa���쳤�ʦġ�17%���ò�Ʒ���в���ǿ�ȸߣ�������խ�ұ���������ص㡣Ϊ���θ���������������þ۰�������ģ���Σ������μ���״���ں�������ﲻ��ָ��Ҫ���ΪҺѹ���Σ����μ��ں�������Բ���꣬�ҳ���ѹ������(���Һ����ѹ�ɴ�350 MPa)���ܷ�ʮ�����ѡ���ˣ��������Ҫ�������ڡ�������ļ���Ҫ��Ϊ�������������϶������0.25 mm�����������������⻬���������ں��ֵ������0.1 mm���ں�����ʲ�����10%��4) ������״�ߴ���ﵽ�涨�Ĺ��Χ��
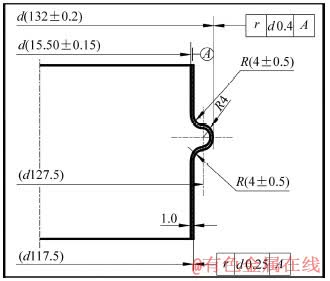
ͼ1 �����ڹ����ͼ
Fig. 1 Part drawing of convex ring shaped thin wall tube (Unit: mm)
�������й��հ������β������ԭ�������ù���������ʳ��μ��������е�ѹ��������ݡ�������ѹ�豸�����ڽ����ܷ�����ƣ��о�һ���ʺ��ڴ�������Ĺ���������ʳ��ι��գ����ѹ��⼼�����������ش�
�������߲��õ���Դ��������SGMFģ�߹�װ������ԭ����ͼ2��ģ�߲���ˮƽ��ģ�͵��������������ʽ�ṹ��ģ��ѹͷ��ѹ���ϻ����ѹ����������ʹ������������ʹ��������ֱ���밼ģ���ϡ�ͨ���������鵯�ɵĸնȱȣ�ʵ��ѹͷѹ��F����������������F��ƥ���ϵ�ɵ����Ա����������ѹ��ʧ�Ȼ���μ��ں�Ĺ��ɼ������Ӷ��ڵ���ѹ����ʵ�ֺ�ģ�����Ϻ���ѹ���صĹ��ܡ�
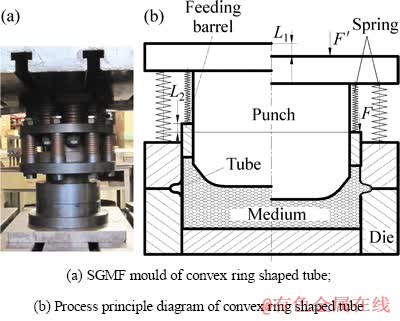
ͼ2 �����ڹ�SGMFģ������ԭ��ͼ
Fig. 2 SGMF mould and process principle diagram of convex ring shaped tube
2 ���ɱ���������Ӧ������
2.1 ������Ӧ��״̬
�������ɱ�������ͼ3(a)��ʾ����ȡ���ɱ�����AB���ν��з��������ݹ����������ص��֪������Ӧ������������������Ӧ����t������Ӧ����r����Ϊ�������������ʱ�̵�3����Ӧ�����������ɱ��������������ƣ���ˣ����ɱ�������Ԫ�عܺ����Ӧ����r=0����Ӧ3���������Ӧ�������ֱ�Ϊd������d��t��d��r����ܲĵ�������������Levy-Mises���ҹܲı�����ϵΪ��������ԣ���ȡ���Ĵ����͵�ԪC���з�������C��Ӧ��Ӧ��״̬��������Բ�ϵı仯������ͼ3(b)��ʾ��ͼ�У�kΪӦ���ȣ���
 (1)
(1)
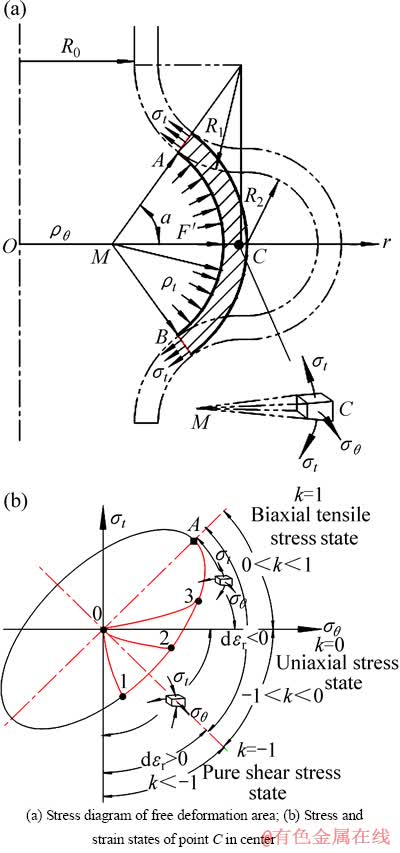
ͼ3 ���ɱ�����Ӧ����Ӧ���ȷ���
Fig. 3 Stress and stress ratio analysis for free deformation area
���ݹ�����ʼ����ʱѹͷѹ�����������������IJ�ͬƥ���������ԪC�ڹ������ι���������״̬�ᾭ��ͼ3��1��A��2��A��3��Aij��·���ı仯����·��1��A���������ι����������㻷��Ӧ�������������ұ�����������ʹ����ѹ����t���ͣ�����C��Ӧ��״̬����ѹ״̬ת��˫��״̬��d��r����ת��������Ϊ�ں�������������Ӧ����k��ijһС��-1��ֵ��������������1�ķ�����ɡ�
2.2 ������ѹ����
����Ӧ����k�����������ṩ�������ķ������ѹǿ���������¼��裺
1) �ܲ����ɱ�����������״����Բ����������
2) �ܲķ�����������Ա�����ϵ���Ҹ���ͬ�ԣ�
3) �ܲ�������������Levy-Mises��
4) �����Ӧ������ѹ�Ĺ����У��������ɱ������ں�仯��
5) �������ɱ������߶Ⱥ�С�����������ѹp�����ɱ�������Χ�ھ��ȷֲ���
������������ʱ�̣�ȡ������C����Ԫ����ͼ3(a)��ʾ��
��Ԫ�ϸ�����Ԫ�ķ���(��ͼ3��r��)ͶӰ����ƽ�ⷽ�̣���������ɵ�
 (2)
(2)
ʽ�У�����ԪC�Ļ������ʰ뾶����tԪC�����������ʰ뾶�����ʰ뾶����ʽ�ֱ�Ϊ
 (3)
(3)
 (4)
(4)
ԪC������ʱ�̣�����Mises����������
 (5)
(5)
����ʽ(1)��(2)��(5)�������C������Ӧ����������ѹ��
 (6)
(6)
 (7)
(7)
 (8)
(8)
ʽ�У�

������ѧ��ϵ�����˳�����ѹ��k��أ���k�ڳ��ι����еı仯���������·���йأ��������˹ܶ˲���������ʼ�������ƥ�䣬�����ܵ���Ħ���ȶ����ص�Ӱ�졣
3 ��������SGMF���շ���
3.1 ����ģ�ͽ���
�ܲ����������壬��������Ԫ�������ԺܺõĽ��з���������������Ϊɢ�壬���ģ�ⷽ��Ϊ��ɢԪ[15]������ɢԪ������Ԫ��ϼ����Դ����о��Σ�Ŀǰ�ļ��㷽��������ʵ�ֶ��ߵ������Ӽ����ݵ�ʵʱ��������[16-18]����ˣ�Ҫ��������ϵͳ��������غ������±��ֳ��ĺ����ѧ���������Լ�������Ӵ��ܲı��ε�Ӱ�죬�����������ʼ��������Ԫ�������������Ϊ��ѵ�ѡ��[19-20]��
��������Ԫ����ABAQUS�ж����˶��ֲ��ϵı���ģ�ͣ����а���һ������IJ���ģ�͡�����Drucker-Pragerģ�͡��������о�֤ʵ��ģ���ܹ���Ϊ��ʵ��ģ��ɢ����������ֳ�����ѧ����[12]����ģ���������ص�[21]��
1) ����ģ��ɳ������ʯ�ȿ�����Ħ���Ͳ��ϣ���ѧ��������Ϊ������Χѹ��أ�������ǿ����Χѹ����ǿ����ߣ�
2) ����ģ��ѹ������ǿ��Զ������������ǿ�ȵIJ��ϣ�
3) �������ϸ���ͬ��Ӳ����������
4) ���Dz��ϵļ����ԡ�
�������߲��÷ǽ��������������[22]����GM���������α�������ܼ���GM����Drucker-Pragerģ�Ͳ���ͨ������ѹ���ͼ���ʵ��õ�[22]�����1���С�
��1 GM����Drucker-Pragerģ�Ͳ���
Table 1 Drucker-Prager model parameters for GM

��1�Ц�Ϊ�������ϵ���Ħ���ǣ�XΪ������������Ӧ��������ѹ������Ӧ��֮�ȣ���Ϊ�������ʵIJ��ɱȣ�EGMΪ�������ʵ���ģ������Ϊ�������ʵļ��ͽǡ�
���ڳ��ι����н���ģ�͵ļ�����״���������仯�������ײ�������Ť�������¼��㾫���½�����ˣ���Խ�������Ԫ���оֲ�ϸ�֣����ض��Ĵ�������������������Ӧ���ܡ�����Ӧ������������Ԫ��������ڲ����������Ӷ��ڴ���η���������Ҳ��ʼ�ձ�֤������������Ϊ�˾����ܵ�����������Ȳ����Ƽ������ɱ����Խ��ʴ����������������ϸ�������������ʵ��Ӵ�����ߴ硣��������������Ԫģ����ͼ4��ʾ��
����Ŀ�����Ϊ��Գ���״�����Թܲ�������������������Ϊ�����Ĵ�ѹ״��Ҳ����ԳƵģ�������ɰ���Գ�������з�����������ֵģ�Ͳ��ÿǵ�Ԫ���Һ�ȷ������5�����ֵ㡣
����ֵģ���У����Թ����ĺ������ԣ����˹������������Ϊ�������⣬���������������Ϊ���塣Ħ������Ϊ����Ħ����������ģ�������֮���Ħ��ϵ���ɼ�����������ֵΪ0.2[22]�����ǵ�����ģ�����Ϊ�������أ��������밼ģ֮���Ħ��ϵ����Ϊ0.05���ܶ˰�ʵ�������������鲻ͬ�նȵĵ�����ϣ��ṩ��ͬ�仯·���Ĺܶ����������Է������ι��ɡ�
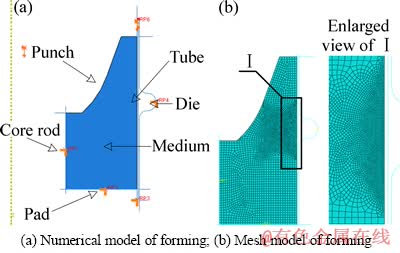
ͼ4 �����ڹܳ�����ֵģ��
Fig. 4 Model of convex ring shaped tube forming
3.2 ģ��������
Ϊ�о��ܶ�����������Գ��ε�Ӱ����ɣ���ȷ�����������������ȡֵ��Χ�����о�����ֵģ��IJ������£�����ͨ������ó��������ι����¹�����������Ľ��ʼ�����ԼΪ5200 kN��֮��ȡ���ʼ�������Ϊ��0�仯��5200 kN���ܶ�����������ֱ�Ϊ0 kN��60 kN���Ϊ10 kN��7��ģ���������ֱ��7��������ģ��������ȡ��������������ʡ�����Ȳ�����������������������࣬��ͼ��ʾ��������������������ߵ�Ӱ�������ͼ5��ʾ��
ͼ5�����������߷ֱ�Ϊ��������Ϊ10%�����ں��Ϊ0.1 mm��������������Ϊ0.25 mm�ı�ʶ�ߡ���ͼ5�п�֪������������ʺ����ں�������������Źܶ˽����������Ӷ���С���ܶ˽�����ʹ�������ܲĵıں�������ȡ����ǣ����ܶ˽������ϴ�ʱ���ڳ������ϲ����Բ�Ǵ��IJ��ֲ��ϲ������������������ں���ٴ����ӣ��ܶ˽�������ʹ�������ϰ벿�ֵ����������������ӣ��ۺϿ����������Ҫ�����������ʡ�����Ȳ�������������������Լ�������ս��ܶ������������ȡֵ���䶨λ��ͼ5�����������F=36.5 kN��F=53.5 kN֮��������ɴ˿ɼ������Źܶ˽����������ӣ����������ʵı仯�������������������ı仯�����෴����ˣ����ڹܶ�ʩ�Ӻ㶨�����������鹤��������������ֵ��Сʱ������������������ں�������أ���ֵ�ϴ�ʱ�ں����������Ըģ��Ƶ������������ϴ�����������ĺ���ȡֵ�����խ��
Ϊ��˽������㶨��С��ϴ��µ����ƣ����ñ�ܶ˽������ļ��ط�ʽ���ڳ��γ����ṩ�ϵ��������������֤���γ�ʼ״̬���������������ڳ��κ�����߽��������Ա��������ϲ�������ں���������ơ�����ͼ5ģ������ȷ���Ľ�����ȡֵ���䣬���ܶ˽������仯·������Ϊ��35 kN��55 kN�������ӣ������ù������ܶ˽����������µij���������ں�ֲ����жԱȣ���ͼ6��ʾ��
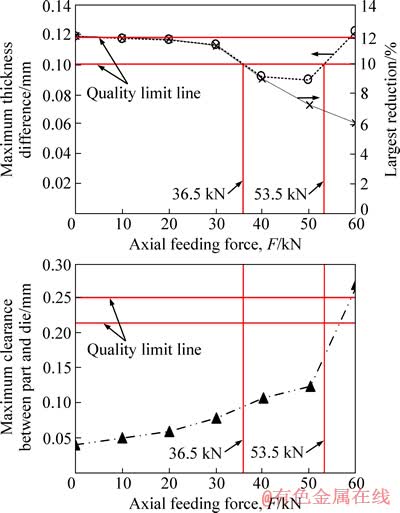
ͼ5 ����������Գ��ε�Ӱ�����
Fig. 5 Influence law of axial feeding force to forming
ͼ6(a)��ʾ���ܶ˽������������ιܼ������밼ģ�������ϣ����֮�¼ӹܶ˽����������³����������ϲ�Բ��λ����Ĥ״�������ܶ˽���������������λ�û�����ȫ��ģ�������������϶ͨ���������������������빫ʽ��õ����ֵ��Smax=0.11 mm���������Ҫ��ͨ��ͼ6(b)�в�ͬ�����µij��μ��ں�Աȿɷ��֣��ܶ˽��������������������أ��������������Ҫ�������ں�ļ����ʣ����ӹܶ˽����������ں��������кܴ���ƣ������ʺͱں��������������Ҫ��ͼ��l0Ϊ��ʼ�����߶ȣ�l1Ϊ�ܶ˽������������θ߶ȣ�l2Ϊ�ӹܶ˽��������θ߶ȡ��ɴ˿�֪���ܶ˽����������¹ܶ���������Ϊ8.2 mm���ӹܶ˽����������¹ܶ���������Ϊ9.6 mm�����ܶ˽����������¶�����1.4 mm���Բ�ͬ���ι����¹ܶ�����λ�÷��֣��ܶ˽��������ι�������������������һ�£��ӹܶ˽�������������������Ҫ�����ڹ������϶ˣ���һ�����������١�
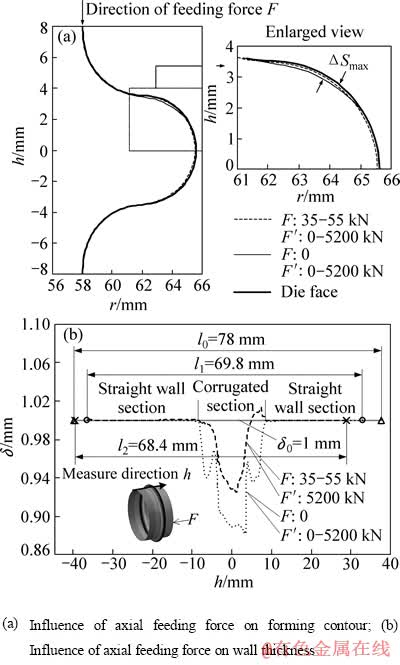
ͼ6 ��ͬ������������Ч���Ա�
Fig. 6 Forming results under different loading conditions
�����������õ���ѹͷѹ���ܶ˽�����ƥ�������£��۲��Լ���N1��N7�ʵ��ڳ��ι����е��˶��켣�ͺ�ȱ仯���ɣ���ͼ7��
��ͼ7(a)��֪���ܲij��ι��������ɱ�����������״����һ��Բ���Σ����밼ģԲ�����У�Բ���뾶����ѹ���Ӷ���С��ģ��õ��ij��ι����ʵ��˶��켣��ʾ��ʩ�ӹܶ˽���������IJ����ڳ��ι����в����������������仯��������������Ҫ�����ڲ��϶ˡ�����N1�������ڳ��ι������ܵ��������ͷ���������˫�����ã����밼ģԲ��֮ǰ������ѹΪ����Ӧ��״̬�������������N3��N4��N5������һֱ����������������Ϊ����Ϊ������-ѹӦ��״̬�����ι�����һֱ������ͼ7(b)�����˸���������ι����еıں�仯���ɣ���ѹͷѹ��F��=1378 kN�ij���ʱ��֮���������㴦�ıں�������ٱ仯������N3~N5����IJ������м�����˵���ڴ�ʱ��������������Ѿ���Ĥ���ڽϴ����ѹ������Ĥ������ϲ��ٲ�����Σ�δ���ϲ���(N3~N5)���������������������Ҫ��ͼ8��ʾ��ģ������ʾ����F��=3200 kNʱ���ܼ����������ѴﵽĿ���������Ҫ������ȡ��ʱ�ܶ˽�����(F=0)�Ĺ����Ĺܼ������������жԱȣ�˵��������ʩ�ӹܶ˽��������Դ���Ľ��ܼ����������Ӷ����ͶԳ����豸��Ҫ��
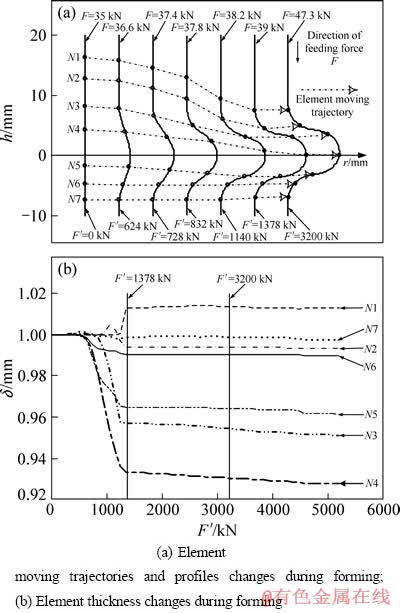
ͼ7 �Ż�����·���µij��ι���
Fig. 7 Forming law under optimal loading path
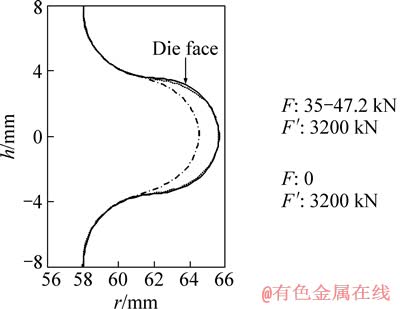
ͼ8 ��ͬ��ѹ�²�ͬ������������Ա�
Fig. 8 Surface contour comparison of different forming conditions under same internal pressure
4 ������֤
Ϊ����֤���о����ڱ��ڹ�������������ʳ��ε����۷�������ֵģ��Ŀ����ԣ���5 MNҺѹ���Ͻ����˸�����ij���ʵ�飬��ѹ���ɼ����ij�������������ֵģ�����߶Աȣ���ͼ9��ʾ�����ڿ������ѹ���ʵĴ��ڣ�����ģ���ͷ�г��������ͷ�г�������𣬵����ճ������������������ڳ��γ��������ݶȽϻ����ڳ��κ��ڵij�����Ĥ�Σ������ݶ��������֮ǰ����ֵģ�������һ�£�����F��=1378 kN����ʱ�����ѽӽ����ε�δ��Ĥ���ں��ڽϴ�Ľ�����ѹ������Ĥ�����ϻ������ٲ�����Σ�δ��Ĥ�����Ͽ���������������Ĥ������ʱ���ʵĿ����ռ��Ѻ�С���������߱��ֳ��ڳ�ͷ�г̱仯��С��Χ�ڵļ������ߡ�
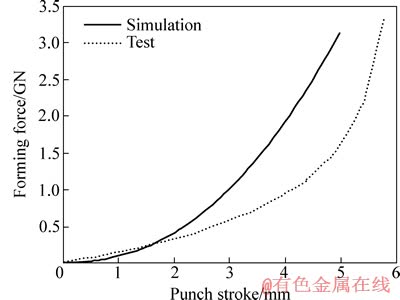
ͼ9 �������Ա�ͼ
Fig. 9 Forming force form test and simulation
���������ģ�����ֱ�ӵõ�������ѹ����ֵ����������ѹ�Ļ�ȡ���ڳ��ι�����ƾ���ָ�����塣��ˣ�Ӧ�ҵ��ʺϵĻ��㷽�������ڿ������ʵ���ɢ�ԣ����������ڼӡ�ж�ع����������ֳ�������ѧ���������塢���������������ͬ���������Ϊ��ѹ����������ѹǿpy(��ʩ�ӳ�ͷ�����������ѹǿ)�봹ֱ������ѹǿ����IJ���ѹǿpx(��ʽ(8)���������ѹ)�������¹�ϵ��
 (9)
(9)
ʽ�У�nΪ��ѹϵ����
ͨ������������������ⶨ����ϳ�����ѹǿ��n�������¹�ϵ[23]��
 (10)
(10)
����ʽ(9)��(10)�ɵ�����ѹǿ���ڲ���ѹǿ�ı���ʽΪ
 (11)
(11)
�ɴ˿���ij�ͷ��������
 (12)
(12)
ʽ�У�sΪѹͷͶӰ�����
���������������ʽ(9)~(12)���ܵó���ѹ����������ѹǿpy=364 MPa������ѹǿpx=181 MPa���ɴ˿�֪���������������������ѹ��ˮƽ�������ܷ⣬�������ã�����ʵ�ּ�㣬�߱������������ڸ�ѹ���ι��յ��������ơ�
���������Ƭ��ͼ10��ʾ����ͼ10�п��Կ��������Բ�dz��ͱ����������������
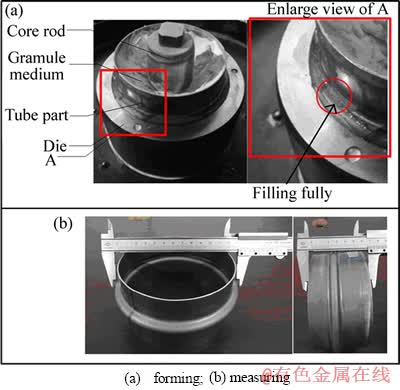
ͼ10 �����������ͼƬ
Fig. 10 Test picture of forming part
��һ��������������緽��ȷ����г����룬Ϊ�˷���������ٽ�����һ����ͼ11�й���������6��λ�ú����ʿ�����12������λ�÷�3�δӲ�ͬ���ȵ�ĸ���ϲ�������ֵģ�����Ӧλ�õıں��������ģ�������ݶԱ���ͼ11��ʾ��
��ͼ11�п��Կ�����ģ���ʵ���õı������ں�仯������ͬ��ʵ��ں���������7%�������������Ҫ��
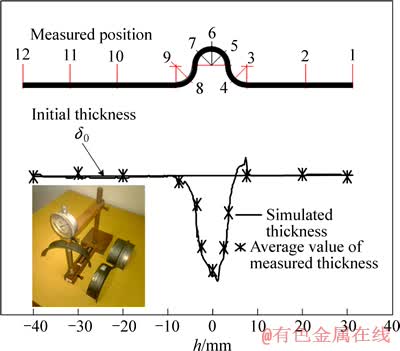
ͼ11 ��������ں���ģ��ں�Ա�
Fig. 11 Comparison of measured and simulated tube part thickness
5 ����
1) ����ˮƽ��ģ�����Բ���ʽ�ṹģ�ߣ�ʵ�ֳ��ι�����ѹͷѹ���ܶ˽�������ƥ���ϵ�ɵ������ڵ���ѹ����ʵ��˫��ѹ�ƹ��ܡ�
2) ��������Drucker-Pragerģ�ͼ���Ĺ���������ʱ������ܲij��ε���ֵģ�ͣ�ͨ��ģ��õ��ܶ˽����������������ָ���Ӱ����ɣ��ɴ��ҵ��˸����ָ��Թܶ˽������Ĺ���Լ�����䣬ѡ�ø������ڵĹܶ˽������������Ե������أ����γ��˷��ϼ���Ҫ��ĺϸ����������ʵ���������ں���ģ���������˱Ƚϣ���֤�˹���ģ���ȷ�ԡ�
3) ������������ڸ�ѹ���ι������ڽ��ʳ�ѹ����ǿ���ܷ����ף�ģ�߽ṹ���ص㣬�ʺϳ��θ�ǿ�ȡ�����ϸ߳�����ѹ�ľֲ�������ܼ���
REFERENCES
[1] �� ��.��㱡�ڹ����ͽڵ�ǿ�ȡ��ն������������о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2005: 12-13.
WANG Yang. Research on strength, stiffness and buckling analysis of multilayer bellows[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2005: 12-13.
[2] YUAN Shi-jian, HE Zhu-bin, LIU Gang. New developments of hydroforming in china[J]. Materials Transactions, 2012, 53: 787-795.
[3] PENG Jun-yang, ZHANG Wen-da, LIU Gang, ZHU Shi-qiang, YUAN Shi-jian. Effect of internal pressure distribution on thickness uniformity of hydroforming Y-shaped tube[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(S2): s423-s428.
[4] ������, ������, ������, �����. ���ӱ���С���滷�μ��ij�Һ���μ����о�[J]. ��ѹ����, 2011, 36(2): 34-38.
LANG Liu-hui, WANG Yong-ming, DUAN Xin-min, Li Hui-li. Research on multistep hydroforming of complicated thin wall circular part with small section[J]. Forging & Stamping Technology, 2011, 36(2): 34-38.
[5] NGAILE G, YANG C, KILONZO O. Real-time friction error compensation in tube hydroforming process control[J]. Journal of Manufacturing Science and Engineering, 2011, 133: 061028-1-6.
[6] GHOSH A, DESHMUKH K, NGAILE G. Database for real-time loading path prediction for tube hydroforming using multidimensional cubic spline interpolation[J]. Journal of Materials Processing Technology, 2011, 211: 150-166.
[7] ALZAHRANI B, NGAILE G, YANG C. Part 1: Analytical modeling of symmetric multi-nose tube hydroforming[J]. Journal of Manufacturing Processes, 2013, 15: 273-286.
[8] ALZAHRANI B, NGAILE G. Part 2: Analytical modeling of regular planar polygon tube hydroforming as a special case of symmetric multi-nose tube hydroforming[J]. Journal of Manufacturing Processes, 2013, 15: 287-297.
[9] ����͢, �� ��, ������, �����. ˫·����Ȼ��ѹ���Ͻ�2A12O��Һ����[J]. ����ѧ��, 2010, 31(6): 1266-1271.
WANG Hui-ting, GAO Lin, SHEN Xiao-hui, LI Shuang-gao. Hydromechanical deep drawing of aluminum alloy 2A12O assisted by augmented radial pressure[J]. Acta Aeronautica Et Astronautica Sinica, 2010, 31(6): 1266-1271.
[10] �� ��, �� ��, ��Ӧ��. ���ºϽ��ӱ����������γ�Һ�����[J]. ����ѧ��, 2011, 32(3): 552-560.
ZHU Yu, WAN Min, ZHOU Ying-ke. Multi-stage hydro-mechanical deep drawing of complex thin-walled superalloy parts[J]. Acta Aeronautica et Astronautica Sinica, 2011, 32(3): 552-560.
[11] ������, �Գ���. ���μ�����������ʰ�ij��ι����о�[J]. ��е����ѧ��, 2012, 48(20): 45-52.
DONG Guo-jiang, ZHAO Chang-cai. Study on the forming of box-shaped parts based on solid granule medium forming[J]. Journal of Mechanical Engineering, 2012, 48(20): 45-52.
[12] M, MERKLEIN M. Numerical simulation of hydro forming at elevated temperatures with granular material used as medium compared to the real part geometry[J]. International JournalofMaterialForming, 2010, 3: 279-282.
[13] M, MERKLEIN M. Influences on the molding in hydroforming using granular material as a medium[C]. The 8th International Conference and Workshop on Numerical Simulation of 3D sheet Metal Forming Processes. Seoul: American Institute of Physics, 2011: 645-652.
[14] M, MERKLEIN M. Consideration of elastic tool deformation in numerical simulation of hydroforming with granular material used as a medium[J]. Key Engineering Materials, 2011, 473: 707-714.
[15] JIANG M J, YAN H B, ZHU H H. Modeling shear behavior and strain localization in cemented sands by two-dimensional distinct element method analyses[J]. Computers and Geotechnics, 2011, 38: 14-29.
[16] ONATE E, ROJEK J. Combination of discrete element and finite element methods for dynamic analysis of geomechanics problems[J]. Computer Methods in Applied Mechanics and Engineering, 2004, 193: 3087-3128.
[17] BIERAWSKI L G, MAENO S. DEM-FEM model of highly saturated soil motion due to seepage force[J]. Journal of Waterway, Port, Coastal, and Ocean Engineering, 2006, 132(5): 127-137.
[18] �� ��, ��־ƽ, ֣ ��. ��ɢԪ������Ԫ��ϵ�ʱ�ն�߶ȼ��㷽��[J]. ���ִ�ѧѧ��: ��ѧ��, 2009, 39(2): 408-412.
ZHANG Rui, TANG Zhi-ping, ZHENG Hang. Time and space multiscale numerical method by coupling discrete element method and finite element method[J]. Journal of Jilin University: Engineering and Technology Edition, 2009, 139(2): 408-412.
[19] ������, �Գ���, ������. þ�Ͻ��Ŀ�����������ղ�����ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(11): 2992-2999.
CAO Miao-yan, ZHAO Chang-cai, DONG Guo-jiang. Numerical simulation on granules medium drawing process parameters of magnesium alloy sheet[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(11): 2992-2999.
[20] �Գ���, ������, Ф ��, ������, �º���. þ�Ͻ��ĵĹ��������������ղ���[J]. �й���ɫ����ѧ��, 2012, 22(4): 991-999.
ZHAO Chang-cai, CAO Miao-yan, XIAO Hong, DONG Guo-jiang, HAO Hai-bin. Solid granular medium drawing process parameters of magnesium alloy sheet[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(4): 991-999.
[21] �����, ��ҳ��. ABAQUS����ľ�����е�Ӧ��[M]. �㽭: �㽭��ѧ������, 2006: 7-60.
WANG Jin-chang, CHEN Ye-kai. Application of ABAQUS in civil engineering[M]. Zhenjiang: Zhejiang University Press, 2006: 7-60.
[22] DONG Guo-jiang, ZHAO Chang-cai, CAO Miao-yan. Flexible-die forming process with solid granule medium on sheet metal[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(9): 2666-2677.
[23] ������, �Գ���, ������, �º���. ��ѹ״̬�¹���������ʲ�ѹӦ��ϵ������[J]. ���Թ���ѧ��, 2010, 17(3): 124-128.
DONG Guo-jiang, ZHAO Chang-cai, CAO Miao-yan. HAO Hai-bin. Experimental research on lateral pressure coefficient of solid granules medium under high pressure[J]. Journal of Plasticity Engineering, 2010, 17(3): 124-128.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51305386, 51305385)���ӱ�ʡ�����ѧ����������Ŀ(E2013203093)
�ո����ڣ�2013-10-31�������ڣ�2014-03-26
ͨ�����ߣ��Գ��ƣ����ڣ���ʿ���绰��13633333873��E-mail��zhao1964@ysu.edu.cn
[1] �� ��.��㱡�ڹ����ͽڵ�ǿ�ȡ��ն������������о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2005: 12-13.
[4] ������, ������, ������, �����. ���ӱ���С���滷�μ��ij�Һ���μ����о�[J]. ��ѹ����, 2011, 36(2): 34-38.
[9] ����͢, �� ��, ������, �����. ˫·����Ȼ��ѹ���Ͻ�2A12O��Һ����[J]. ����ѧ��, 2010, 31(6): 1266-1271.
[10] �� ��, �� ��, ��Ӧ��. ���ºϽ��ӱ����������γ�Һ�����[J]. ����ѧ��, 2011, 32(3): 552-560.
[11] ������, �Գ���. ���μ�����������ʰ�ij��ι����о�[J]. ��е����ѧ��, 2012, 48(20): 45-52.
[18] �� ��, ��־ƽ, ֣ ��. ��ɢԪ������Ԫ��ϵ�ʱ�ն�߶ȼ��㷽��[J]. ���ִ�ѧѧ��: ��ѧ��, 2009, 39(2): 408-412.
[19] ������, �Գ���, ������. þ�Ͻ��Ŀ�����������ղ�����ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(11): 2992-2999.
[21] �����, ��ҳ��. ABAQUS����ľ�����е�Ӧ��[M]. �㽭: �㽭��ѧ������, 2006: 7-60.
