
������ֵģ���Һѹ·�����������Ǽ����ε�Ӱ��
������1���� Ρ1��������2
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� ��������150040��
2. ��������һũ�Ѵ�ѧ ����ѧԺ�������� ���죬163319)
ժ Ҫ��
ժ Ҫ������������Ǽ��ڳ�ѹ�����г��ֵ����Ѻͱ��β������⣬Ӧ����ֵģ�ⷽ�������ô��ͷ����Զ�����ʽ��������ETA/Dynaform5.5���Դ�Բ�����桢����������������������Һ������ι��̽����о�������Һ��ѹ���仯�Ը��Ǽ������Ե�Ӱ����ɡ��Ը��Ǽ����αں�ֲ�Ϊ���������о���ͬҺѹ����·���Գ���������Ӱ�죬��ú�����Һѹ�������ߣ���߸��Ǽ�����ģ�Ժնȡ�ģ�������������������ܳ�Һ��������Һѹ����·���ǣ������ʼҺѹ����0���ӵ�1 MPa����������ѹ�����ȶ���5 MPa���������ѹ����������35 MPa����б�ѹ�������������õij��θ��Ǽ������ϸߣ���С�ں�Ϊ0.868 mm���ں�ֲ��Ͼ��ȡ�
�ؼ��ʣ�
�������Ǽ�����Һ��������ֵģ����Һѹ����·����
��ͼ����ţ�TG394 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)03-0543-06
Effect of hydraulic pressure loading paths on forming of
automobile panels based on numerical simulation
LIU Xiao-jing1, YAN Wei1, DAI Hong-qing2
(1. College of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China;
2. College of Engineering, Heilongjiang August First Land Reclamation University, Daqing 163319, China)
Abstract: Aiming at the appearance of crack and deforming deficiency in the stamping process of the large curved surface automobile panels, the numerical simulations of hydromechanical deep drawing process were carried out by employing the large non-linear dynamic explicit analytical software ETA/Dynaform5.5. The effects of chamber pressure variations on the formability were analyzed. The influence of different loading paths on the forming quality was investigated with the wall-thickness distribution used as standard. The reasonable loading curve of chamber pressure was obtained. The attaching capability and rigidity can be increased. The results show that the optimum chamber pressure loading path of exhaust��s hydromechanical deep drawing is as follows. At the initial stage, the chamber pressure increases from 0 to 1 MPa. Then, the pressure is raised and stabilized at 5 MPa. At the final stage, the chamber pressure increases to 35 MPa quickly and is kept it to the end. The higher quality with the well-proportioned wall-thickness distribution for the formed automobile panel is obtained and the minimum wall-thickness is 0.868 mm.
Key words: automobile panel; hydromechanical deep drawing; numerical simulation; hydraulic pressure loading path
�������Ǽ�������״���ӣ��ṹ�ߴ���Ϻ�Ƚ�С�����ι��̸��ӵ��ص�[1-2]����������Ҫ��ʮ���ϸ���1%�ij�������ȱ�ݶ��ܸ���Ʒ�����û��������ӵ�Ӱ�죬��������������ҵ���г�����������ˣ��������������˾���ӿ��˸��Ǽ����ε��о���Ӧ�á������������ų����豸����ؿ��Ƽ����ķ�չ��������Ϊ�������ʵİ��Һѹ���μ����ڹ���Ѹ�ٷ�չ����[3]���㷺Ӧ�����������ɻ��ͺ��պ�������ҵ���������������⾵�����Ӱ�ȸ��Ǽ������������и����ѳ������[4-5]�����ҿ�ʼӦ��������������ҵ������Ӧ��ǰ��ʮ�ֹ�����
��ij�Һ����(hydromechanical deep drawing��HDD)��������ģ�İ�ģ����һ��ѹ��Һ����Ϊ�������ʴ������ģ�����غɣ�ʹ������Һ��ѹ������������ģ��ʵ�ֽ����������ij���[6]����Һ��������ͨ�ij�ѹ������ȣ�����Ч�������ѡ��˷����Ӳ��㡢������ģ�ԡ���߳��μ��ޣ�ʹһ�������Ϊ���ܡ����⣬ģ�߽ṹ��ʹģ�߳ɱ�����30%���ϣ�����������������[7-8]��
Ŀǰ��������ѧ�߶Ի�ת�塢�����Ρ�Ͳ�Ρ��Ρ��������εȹ�������ij�Һ��������о��������漰����ѹ���ֲ���Һ��ѹ������Ϻ�ȡ���ģԲ�ǡ�ѹ�����������֮��Ĺ�ϵ��ȱ�ݷ��༰ȱ���γɻ��������ξ��ȡ�����Ӧ��������·���Ż������ι���Ӧ������������ֵģ�⼼����Ӧ�õȡ����������Ǽ���Һ�����о��У�B. Larsen[9]��������ֵ�Һѹ������ι��̣��Ͱ��ϳ�ʼ����Ч������������Ե�Ӱ������о��������ʼ��������������ij��Ρ���ʼ���Ϳɲ��������ӽ��Ч�������Ӱ��ϱ��Σ������ģ�̶ȡ����Ǽ����пռ�����ṹ�ߴ����״���ӵ��ص㣬ijЩ���Ǽ��ڳ��β�λ���й��ۣ��Ӷ������˸��Ǽ�����ͨ��ѹ������һ�㶼��������һ����ѹ������ֱ�ӻ�ã��е���Ҫʮ�������������ɣ������ܲ������ѡ����Ӳ��㡢�ߴ����״���ȵͣ��նȲ�����ȱ��[2]����ˣ����ó�Һ������ǿ������Ѻ����Ӳ��㡢�����ģ�ԡ��˷�����ȱ�ݵ�����Ч�ֶΡ����У�Һ��ѹ���仯�ɶ�������β����ϴ�Ӱ�죬�������ϵļ����������μ��ĸնȵȣ���Һѹ����·����ѡȡ���dz�Һ������Ĺؼ�֮һ����������ԭ�������߲�����LS-DYNA3DΪ�ں˵Ķ�̬��ʽ��������ETA/Dynaform5.5��ͨ����ֵģ��ķ����о�Һѹ����·���仯���������������ִ�Բ�����桢������������ε�Ӱ�졣
1 ����Ԫ�㷨������������
1.1 ��̬��ʽ�㷨
���ݻ��ַ�����ͬ���ɽ����ϳ�������Ԫ������Ϊ��̬��ʽ(static implicit)����̬��ʽ(static explicit)�Ͷ�̬��ʽ(dynamic explicit)��ǰ������һ����̬�ı��ι��̣��DZȽϾ�ȷ�ķ����������㷨�ļ���������������С��ƽ�������ȣ��ڴ�����������Ч�ʵ͡����Ҷ��ڶ�̬�Ӵ��������ڽӴ�����߽������IJ��ϱ䶯�������ڱȽ����ص��������⣬���ܵõ�����Ľ⣬�����ڴ��ģ��������ķ���������̬��ʽ�㷨�ļ���ʱ�����������Ĵ�С�����ȱ仯���ڷ������塢ʧ��ʱ����������ֵ�������ѣ��ر��ʺ����������ӳ������⡣��ˣ�Ŀǰ�������Ǽ���ѹ��������ö�̬��ʽ�㷨������ʽ����У������IJ�ַ����ж�̬�����ʱ����֡����ø��㷨���������������⣬Ҳ����Ҫ������������飬����ʱ�䲽���ܵ���ֵ�����ȶ��Ե����ƣ����ܳ���ϵͳ���ٽ�ʱ�䲽����
������ʽ����Ԫ��������Ϊ[10-12]��

������ʽ���IJ�ַ�������⡣��ȫ��ʱ��T�ֳ�n�ȷݣ���?t=T/n����tʱ�̽��ƽ�Ϊ��

��ʽ(2)����ʽ(1)���ɵ�λ�Ƶ��ƹ�ʽΪ��

�������IJ���㷨�������ȶ��Ļ����㷨�����ԣ�Ϊ��֤ʽ(3)�õ��ȶ��Ľ⣬����ʱ�䲽��?t����С���ɼ���������������������ij���ٽ�ֵ?tcr �������ø��㷨���ý����ȷ��
?t��
1.2 Hill������
�����������õ��İ�������ʱ������ά��֯�����أ����ֶ����ں���������ԣ��Һ���������Զ��ϳ�ѹ�����е��������������Ӱ��ϴ����ԣ����ø���ͬ�ԵIJ�������ģ�����õĽ����ʵ�ʽ�����ϴ�[13]��Hill�������������ڲ��ϵ�ÿһ�ʵ��ϴ��ڻ��ഹֱ��3����������ƽ�棬�佻�߹���3��������������1��2��3����Ӧ����������Ϊ[14-15]��
��ETA/Dynaform5.5�У�����ģ��37�ż�Ϊ�����˺���������Ե�Hill����ģ�͡�
2 ���������ܳ�Һ������ֵģ��
2.1 ģ�͵Ľ���
���÷���ģ������Dynaform�����������ܳ�Һ������̽�������Ԫģ�⡣ͼ1��ʾΪ���������ܵ���άģ�͡�
ͼ1 ��������άģ��
Fig.1 Three-dimensional model of exhaust
����άģ����UG�н�����Ȼ���ɱ����ݸ�ʽIGS���뵽Dynaform�л�������֮�����ѹ�������ͺͳߴ磬����ѹ����λ�ã�����ѹ������������������ģ�ͺ�ѹ����λ�ã����ɹ��ղ����档�õ�ѹ������ղ������Ժ�Ϳ���ͨ��Dynaform�е�BSEģ���������ϵijߴ磬��ͼ2��ʾ��ͼ2�У�����1Ϊ������İ��������ߡ�����ʵ�������У�Ϊʹ���Ϲ����ͨ�����ýϹ������������ƣ�����2Ϊ�������Ϲ����õ��������ߡ�
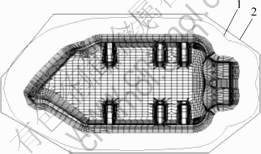
1��������İ��������ߣ�2���������Ϲ����õ���������
ͼ2 ���ϳߴ����
Fig.2 Estimation of blank dimension
����ѡȡst16���ѹ�ְ壬���Ϊ1.2 mm�������������1��ʾ������ģ��Ϊ37�ź���������Բ���ģ�͡����ϵ�Ԫ���ó�����ֵģ����Ӧ�÷dz��㷺��Belytschko-Tsay(BT)�ǵ�Ԫ���Ӵ�����Ϊ�����桪��Ӵ���
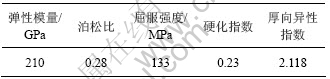
��1 �������ܲ���
Table 1 Mechanical properties of material
����������ƺõ���Һ����ģ�ߺͰ���ģ����ͼ3��ʾ������ѹ��Ȧ�����õ�Ч���ӽѹ����Ϊ392 kN��ģģ���ѹ�ٶ��趨Ϊ1 m/s��

ͼ3 ��Һ����ģ��
Fig.3 FEM model of hydromechanical deep drawing
ģ��ģ��ȫ��������ͳ�Ƶõ�ģ��ѹ��Ȧ�����ϺͰ�ģ��Ԫ���ͽڵ������2��ʾ��
��2 ��Ԫ�ͽڵ���
Table 2 Numbers of elements and nodes

2.2 Һ�Ҽ����������
��������Ԫģ������Ϊ��̬��ʽ�㷨��LS- DY NA3D��ǰ��������ΪETA/ Dynaform5.5��Ŀǰ����ij��ε�ͨ������Ԫ���������ܸ��ݱ������ͨ��ǰ����ģ��ʵ��Һ��Һѹ�Զ����ص���Ԫ��LS-DYNA���п����Ե��ص㣬��ͨ���ؼ����ļ��Ķ��ο�����ʵ�ֳ�Һ�������ֵģ�⡣����Һ��ѹ���ļ��ؾ�����LS-DYNA���ṩ�Ĺؼ���LOAD_MASK��ʵ�֣�ͨ��������������ʩ�ӵĶ���������ĵ�Ԫ��ʩ��Һѹ����ʹ�ó�Һ������̵�ģ���ȷ��Һ��ѹ������������ͼ4��ʾ������4������·������ģ�⡣
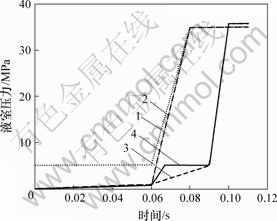
1��1��Һ�ң�2��2��Һ�ң�3��3��Һ�ң�4��4��Һ��
ͼ4 Һ��ѹ����������
Fig.4 Loading paths of chamber pressure
������ͼ4��1��Һ��ѹ����������ʱ������ģģ��Ϊ��Բ���Σ�ģ����ϽӴ����̫С����֮Һ��ѹ�����ع��磬ʹ���Ϸ������صķ�����Σ����дְ��ϸ߶ȴ����ģ�߶ȣ��Ӷ�����һ���ܴ�����ѹ�����෴����Ӧ�����÷�����Ӧ�������谭���ϵ����룬����Ѹ�ٱ䱡��������ѡ�
����Һ���ڳ�ʼѹ�����ܹ�����ˣ�����2�ż������ߣ�����0~0.06 sʱ����ڼ���ѹ����0������1 MPa��֮��ѹ��������35 MPa���ڳ��γ�ʼ�Σ�����Һ��ѹ��С�������ڳ�������ʱû�в��������ڲ���1�ż�������ʱ�����ľ�����Ӧ������û�з�����������������Һ��ѹ��Ѹ��������35 MPaʱ���γɵķ�����Ӧ���ٴν���ģ�ڴ����϶�����������������������ģ�н�77.8 mmʱ�����ڰ�ģ�ڴ����ѣ���ͼ5��ʾ��

ͼ5 2��Һ��ѹ�������ѵ�FLDͼ
Fig.5 Fracture FLD for loading path 2
���ǵ�1�ź�2�ż������ߴ��ڵ����⣬�Ȳ���ʹ��ʼҺ��ѹ��������Ҫ�ð��������������ߴ�Ҫ��������ģ��ȷ����3�ź�4��2��Һ��ѹ���������ߡ�
��һ�Σ���0~0.06 sʱѹ������������1 MPa����һ����˷���Ħ������ЧӦ��ɵij���������Ӳ������⣬��һ����Ҳ������ϴ�ķ�����Ӧ����ɰ����������⡣
�ڶ��Σ�3��������0.06~0.09 sѹ����1 MPa����5 MPa��4����������1 MPa����5 MPa�������һ��ʱ��ı�ѹ����ԭ���ǣ��ְ��ϰ���סģ���������ܿڲ���Ƚ�dz���Ҹ���ô�������Ӵ��������Ȼʩ��1 MPa��Һ��ѹ�����ᵼ���������ѹ��Ѹ��������ɸô������ѡ���ˣ��ڸýΣ��ʵ�����Һ��ѹ����ʹ��λ�������õ���ģ�ԣ���������һ�εİ��ϼ������������ѡ�
�����Σ���0.09~0.11 sҺ��ѹ��Ѹ�����ӵ�35 MPa���ȶ�����һ����Ҫ�ǿ��ǵ����Ҫ�ﵽ���ճߴ磬ʹ����Ĺ��۲�λ��ģ���õ����϶���Ƶġ�
2.3 ģ��������
����3�ź�4��2��Һ��ѹ���������߽���ģ����ɳ��Σ�������Ч��������ͬ��3�����߳��κ���С�ں�Ϊ0.817 mm���䷢���������ܿڴ���4�����ߵ���С�ں�Ϊ0.868 mm��Ҳ�����ڸô��������յij��αں�ֲ���ͼ6��ʾ��
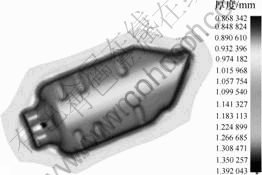
ͼ6 4��Һ��ѹ���ij��������ȷֲ�
Fig.6 Wall-thickness distribution of part for loading path 4
Ϊ��һ������3�ź�4�ż������߶Գ����Ե�Ӱ�죬ѡȡ�ں�仯�ϴ����A-A �ͳ��β������B-B���з���������λ����ͼ7��ʾ��ͼ8��ͼ9��ʾ�ֱ�Ϊ����3�ź�4��2��Һ�Ҽ�������ʱA-A��B-B����ıں����߶Ա�ͼ���ɼ���A-A�����������ܿڸ����ں�������ܴ�4�����߳���Σ�ղ�λ�ıں������3�������������ơ���B-B�����ϣ�4������ʹ�����м䲿λ�������ӣ����ϵõ���һ��ǿ��������������ڷ�����ײʱ�Ŀ������������������
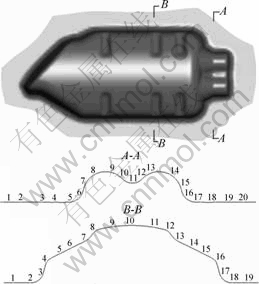
ͼ7 ������A-A ��B-B����
Fig.7 Cross sections of A-A and B-B

ͼ8 A-A����ں�ֲ�����
Fig.8 Wall-thickness distribution curves of cross section A-A

ͼ9 B-B����ں�ֲ�����
Fig.9 Wall-thickness distribution curves of cross section B-B
�ӶԱȽ����֪������4��Һ��ѹ���������߳��κ�ĸ��Ǽ����ܽϺá�ͼ10��ʾΪ����μ���ͼ���ɼ����������ܺ�����������ѹ�ߴ���������������������Щ�ط��������ڳ�������IJ��֣���֮��IJü������лᱻ�õ�����ˣ�����Ը��Ǽ����������κ�Ӱ�졣��������Ҫ�IJ��ְ��϶����ڰ�ȫ��Χ֮�ڣ�����ȱ�ݡ�

ͼ10 4��Һ��ѹ���µij��μ���ͼ
Fig.10 FLD for loading path 4
3 �� ��
a. ������״���ӡ����β�λ�й��۵���ͨ��ѹ����һ�γ��εĸ��Ǽ���ѡ���Һ����ӹ���ʵ�ָø��Ǽ��ij��Σ���������Ч�������Ѻ����Ӳ��㣬�����ģ�ԡ�
b. Һ�Ҽ���·����������������������нϴ�Ӱ�졣���ڵ�Һ��ѹ���������ܹ��죬����0���ӵ�1 MPa���Ա������ѡ�����������ѹ����5 MPa�������ȶ�����������ܿڲ�����ģ�ԣ�����Һ��ѹ��Ѹ��������35MPa���б�ѹ�����������յijߴ羫��Ҫ��õ������������С�ں�Ϊ0.868 mm��
c. ��������Ԫ��ֵģ���������Dynaform���Լ���������������Ǽ��ij��ι��չ����з����Ŀ����ԺͿɿ��ԣ�Ϊ�Ľ�ģ����ƺ��������ղ����ṩ������Ϣ�����⣬�����ģ����������������ģ�ߵĿ������ڣ����ͳɱ���
�ο����ף�
[1] �� �, �� ��. ��Һ����Ը��Ǽ���������Ӱ�����ֵģ��[J]. ��ѹ����, 2003, 28(5): 23-26.
LIU Wei, LI Zan. Numerical simulation of influence of hydro-mechanical drawing on autobody panel formability[J]. Forging & Stamping Technology, 2003, 28(5): 23-26.
[2] ���. �������Ǽ���ѹ���μ���[M]. ����: ��е��ҵ������, 2003.
CUI Ling-jiang. Technique of auto panels stamping[M]. Beijing: China Machine Press, 2003.
[3] ������. ���Һѹ���ι��ռ�����ֵģ���о�[D]. ������: ��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ, 2003.
XU Yong-chao. Sheet-metal hydroforming and the numerical simulation of the forming process[D]. Harbin: School of Materials Science and Engineering, Harbin Institute of Technology, 2003.
[4] ���Ҷ�, Ϳ�ı�. �����ܡ����Һѹ���ι���[J]. �¼����¹���, 2004(11): 52-53.
GUO Lie-en, TU Wen-bin. Brief introduction to hydro- mechanical forming of metal sheets and tubes[J]. New Technology & New Process, 2004(11): 52-53.
[5] KANG Da-chang, CHEN Yu, XU Yong-chao. Hydromechanical deep drawing of superalloy cup[J]. Journal of Materials Processing Technology, 2005, 166: 243-246.
[6] �����, ������, ��ʿ��, ��. Һѹ����յ��о�[J]. ��������ҵ��ѧѧ��, 2000, 32(5): 42-44.
KANG Da-chang, LANG Li-hui, ZHANG Shi-hong, et al. Hydrodynamic deep drawing process[J]. Journal of Harbin Institute of Technology, 2000, 32(5): 42-44.
[7] Nakamura K, Nakagawa T, Amino H. Various application of hydraulic counter pressure deep drawing[J]. J Mater Process Technol, 1997, 71(1): 160-167.
[8] �ƾ���, ������. ��Һ����װ�ü��μ���Һ��������о�[J]. ���Թ���ѧ��, 2001, 8(3): 32-34.
TANG Jing-lin, NIE Shao-min. A equipment for hydroforming and research on hydroforming technology on conical parts[J]. Journal of Plasticity Engineering, 2001, 8(3): 32-34.
[9] Larsen B. Hydromechanic forming of sheet metal[J]. Sheet Metal Industries, 1997, 54(2): 162-168.
[10] �� ��, �� ��, ��. �������Ǽ����ι��̵���ֵģ��[J]. ��ѹװ�������켼��, 2005, 40(4): 67-69.
ZHAO Xia, FU Jian, WAN Chang-dong. Numerical simulation in automobile panel parts forming process[J]. China Metalforming Equipment & Manufacturing Technology, 2005, 40(4): 67-69.
[11] �� ǿ, �Ž���. �������Ǽ���ѹ��������Ԫ��ֵ�����о�[J]. ��е���������, 2006(11): 140-142.
WANG Qiang, ZHANG Jin-guo. The finite element analysis research in auto panel stamping forming numerical simulation[J]. Machinery Design & Manufacture, 2006(11): 140-142.
[12] ������, �����, �� ��, ��. ������״��ѹ�Ͻ�����ö��������Ǽ������������δ��������Ӱ��[J]. ���Թ���ѧ��, 2006, 13(6): 39-43.
PENG Bi-you, YIN Guo-fu, ZHAO Xia, et al. The influence of blank shape and setting of drawbead on wrinkling and inadequate stretch areas in automobile covering parts forming process[J]. Journal of Plasticity Engineering, 2006, 13(6): 39-43.
[13] ������. ���ϳ���CAE�����̳�[M]. ����: ��е��ҵ������, 2005.
CHEN Wen-liang. CAE analysis tutorial of sheets�� forming[M]. Beijing: China Machine Press, 2005.
[14] ������. �������Ǽ���ѹ���η���[M]. ����: ��е��ҵ������, 2005.
LIN Zhong-qin. Simulation of stamping of auto body panel[M]. Beijing: China Machine Press, 2005.
[15] ���, ������, ��־��, ��. �������Ǽ��������ֵģ�����Ӧ�ùؼ������о�[J]. �����Ƽ�, 2002(1): 36-39.
LI Jian-hua, HU Dao-zhong, LI Zhi-gang, et al. The research and application on sheet metal forming simulation of automobile panel[J]. Automobile Science and Technology, 2002(1): 36-39.
�ո����ڣ�2007-08-03�������ڣ�2007-10-06
������Ŀ��������������ѧ�ƺ�ͷ����Ŀ(2004AFXXJ035)
ͨ�����ߣ�������(1966-)��Ů���������������ˣ���ʿ�������ڣ�����ģ��CAD/CAPP/CAE�����ɼ���������Һѹ���μ�������ֵģ���о����绰��0451-86393466��E-mail: lxj812@126.com
