
DOI: 10.11817/j.ysxb.1004.0609.2020-35975
����ʶ���/��ͭ��ǥ����ͷ��֯�����ܵ�Ӱ��
��־��1, 2���� ��1��������1��������1��������3���뼪��1
(1. ��������ҵ��ѧ(����) ɽ��ʡ���ֺ��Ӽ����ص�ʵ���ң����� 264209��
2. ɽ����̫��������˾������ 250101��
3. �г���������ͳ��ɷ�����˾������ 130062)
ժ Ҫ��
���ü�����˿��ǥ��������5052���Ͻ��H62��ͭ���ֽ������жԽ����飬������ΪZn-15%Al (��������)ҩо��˿���о�����ʶԽ�ͷ����֯�������ṹ����ѧ���ܵ�Ӱ�졣����������������2100 Wʱ����ͷ����������Ͷ��������ѣ��������2400~3300 W��Χʱ��������������õĽ�ͷ����ͭ����渽���Ĺ�������Al4.2Cu3.2Zn0.7( ��)��CuZn5���������ɣ������ṹ�ɷ�Ϊ������CuZn���;��״����㣬�����ż��������CuZn�����ĺ����֮������㸽��������Ӳ�����ֵ����������Ӳ�ȴ���ĸ�ġ����ż���ʵ����ӣ���ͷ������ǿ����������С���������Ϊ2700 Wʱ��ԭʼ��ͷ��ĥƽ��ߺ��ͷ������ǿ����ֱ�Ϊ128 MPa��104 MPa������λ�öϿ�Ϊ�������ѣ������λ�öϿ�Ϊ�������ѡ�
��)��CuZn5���������ɣ������ṹ�ɷ�Ϊ������CuZn���;��״����㣬�����ż��������CuZn�����ĺ����֮������㸽��������Ӳ�����ֵ����������Ӳ�ȴ���ĸ�ġ����ż���ʵ����ӣ���ͷ������ǿ����������С���������Ϊ2700 Wʱ��ԭʼ��ͷ��ĥƽ��ߺ��ͷ������ǿ����ֱ�Ϊ128 MPa��104 MPa������λ�öϿ�Ϊ�������ѣ������λ�öϿ�Ϊ�������ѡ�
�ؼ��ʣ�
������ǥ������/��ͭ���ֽ���������֯�������ṹ����ѧ������
���±�ţ�1004-0609(2021)-03-0669-13���� ��ͼ����ţ�TG456.7���� ���ױ�־�룺A
���ĸ�ʽ����־��, �� ��, ������, ��. ����ʶ���/��ͭ��ǥ����ͷ��֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2021, 31(3): 669-681. DOI: 10.11817/j.ysxb.1004.0609.2020-35975
LI Zhi-yong, ZHOU Li, HE Zhi-zheng, et al. Influence of laser power on microstructure and mechanical properties of Al/brass welding-brazing joints[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(3): 669-681. DOI: 10.11817/j.ysxb.1004.0609.2020-35975
�й���ͭ��Դ����λ��ȫ����λ����ͭ��Դ�����ѷ�������ϡȱ������������Լ���;��÷�չ��Ϊ����ͭ��Դ�������ڵ���״��ؽ���ڲ�Ʒ������������У����õͳɱ����ϲ������ͭ��ͭ�Ͻ�[1]��������Ͻ�ĵ��ȡ������������죬��ͭ���ƣ��ܶȵ���ͭ�����Ҵ����ḻ���۸�ϵ�[2]������ʵ����/ͭ���ֽ������Ͻṹ�ɽ���ͭ�Ͻ��ڲ�Ʒ����ռ���أ������ܹ������Ʒʹ�����ܷ�����������в�Ʒ�������������ɱ��͵��ŵ㣬�ѳ�Ϊ��ǰ���ֽ������ӵ��о��ȵ㣬�������õ�Ӧ��ǰ����
��/ͭ���ֽ���֮����ڽϴ����������ѧ�����ܲ��죬�����Խϲ���ʵ�����ߵĿɿ����ӳ�Ϊ���Ͻṹ��Ƽ�����Ĺؼ����������о���������е���ӷ������������Ʒ�ĵ��ȡ����������Ҫ���ۻ���[3-4]������ͷ���νϲ��ͷ���׳��ִ��������仯������ѻ�����ʵ�Al/Cu��ͷ��������ѹ����[5-7]��ǥ��[8]�ķ�������Al/Cu���ֽ����Ĺ�����Ҫ�����Բ�ǿ��������Ч�ʽϵ͡����ױ�����������ǥ���ķ����ܹ��˷����ֽ��� (��/ͭ[9-12]����/��[13-14]����/��[15]��þ/��[16]��)�۵�����ܲ����ĺ������⣬���Ի���������õĽ�ͷ����/ͭ�۵��ӽ�һ����ͨ����ǥ���ķ�����ʹ��������ۻ�����ͷ��ͭ��ۻ������ۣ���ĸ�ĺͺ�˿�ۻ����γ����ڽ�������ͭĸ�ı�����չ��ʪ�γ�ǥ����ͷ��������ǥ���ܹ���ȷ���ƺ����������ֲ������λ�ã����Ժ����������ֽ������洦�����仯��������������������Ѻ����ֽ����ڹ�������ԡ�����Ч�ʵͼ���ͷ������ȷ���IJ��㣬���зdz��õ�Ӧ���ƹ��ֵ��
���о����ü�����˿��ǥ���ķ�������/��ͭ���ֽ������жԽ����飬������ΪZn-15%Alҩо��˿���о�����ʶԽ�ͷ��۳��Ρ�����֯������㻯����ṹ����Ӳ�ȷֲ�������ǿ�ȵ�Ӱ�죬�����˵�����ǥ����ͷ�Ķ���λ�ü����ѻ��ơ�Ϊ�����/��ͭ���ֽ��������������ṩ���ۺ��������ݡ�
1 ʵ��
1.1 ʵ�����
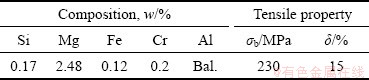
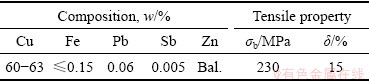
ʵ�����Ϊ���100 mm��75 mm��2 mm��5052���Ͻ��H62��ͭ����ͭĸ�ĵ��¿���ʽ���Ϊ��1 mm�۱ߵ�45�� V�Σ����Ͻ�ĸ�����¿ڣ�������Ҫ��ѧ�ɷֺ���ѧ�������1��2��ʾ��������ΪZn-15%Alҩо��˿��ֱ��Ϊ2 mm����˿��ǥ��ΪKCsAlF4���������õ���չ��ʪ�ԣ��仯ѧ�ɷ����3��ʾ������ǰ���ȶ����������ֹ���ĥ������Ȼ���ñ�ͪ��ϴ���ϱ������ۼ�����Ĥ����ϴ����к������顣
��1 5052���Ͻ�ѧ�ɷֺ���ѧ����
Table 1 Chemical compositions and tensile properties of 5052 Al alloy
��2 H62��ͭ��ѧ�ɷֺ���ѧ����
Table 2 Chemical compositions and tensile properties of H62
��3 Zn-15%Alҩо��˿�Ͻ�Ԫ�غ���
Table 3 Chemical compositions of Zn-15%Al flux cored wire (mass fraction, %)

1.2 ʵ�鷽��
�����豸ΪIPG��˾��YLS-6000������˼���������˿�豸Ϊ��˾��SB-10LSC�����˿����ͼ1��ʾΪ���ӹ��̺ͽ�ͷ��ʽʾ��ͼ������������洹ֱ����˿������30�㣬�ں����н�����ǰ���ͽ����������Ϊ�������뽹��Ϊ20 mm (�����Ϸ�)�������϶Ϊ0 mm����������˿ͬʱƫ������0.3 mm�������ٶ�Ϊ8 mm/s����Ӧ��˿�ٶ�Ϊ24 mm/s������15 L/min������Ժ������˫�汣�������ڼ����Ϊ2100~3000 W���������顣
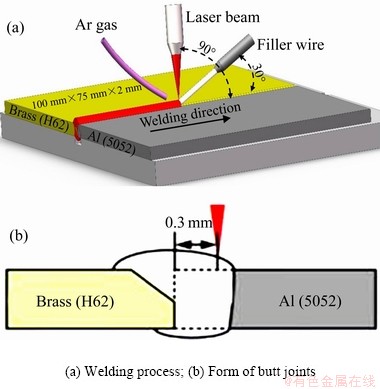
ͼ1 ��/��ͭ������ǥ���Խ�ʾ��ͼ
Fig. 1 Schematic diagram of laser welding-brazing of Al/brass
1.3 ��������
ʹ�����и��ش�ֱ�ں��ӷ����ȡ���������б����������Ʊ���ʹ��Keller�Լ�(V(HF):V(HCl): V(HNO3):V(H2O)=2:3:5:190����)��ʴ2 s������OLYMPUS-DSX510��������(Optical microscopy��OM)������ͷ���������ò������֯������D/max 2500 X����������(X-Ray diffraction��XRD)�Խ��������������������Zeiss-MERLIN Compact ������ɨ���������(Scanning electron microscopy��SEM)������ͷ�����ṹ����ͨ��������������(Energy disperse spectroscopy��EDS)�����XRD�Լ���Ԫ�Ͻ���ͼ�ķ���������ж���������ṹ�ͻ��������MICRO-586��Ӳ���ǣ������ʼ�ؽ�ͷ�����������߽�����Ӳ�Ȳ���(���Բ��������0.4 mm��������1.96 N������ʱ��10 s)���������и��ش�ֱ�ں��ӷ�����ȡ����Ϊ150 mm��10 mm����������������λ�������в�����������Ϊ1 mm/min��������������������ƽ��ֵ�������������������������ȥ������ͬ���IJ��������������������顣
2 ���������
2.1 ��ͷ����
��ͬ�����������������/��ͭ��ǥ����ͷ�����ò��ͼ2��ʾ���������Ϊ2100 Wʱ�������������㵼�²����ڻ�ͭ��ʵ�����õ���ʪ��չ����ͷ�������ѡ�������������2400~3300 W��Χʱ�����ý�ͷ�����������⻬���ۻ��ĺ�������ڻ�ͭĸ�IJ��н�Ϊ������۷�Ч�����������ۣ�������ȱ�ݡ�����������ʱ�����溸��������������ơ�
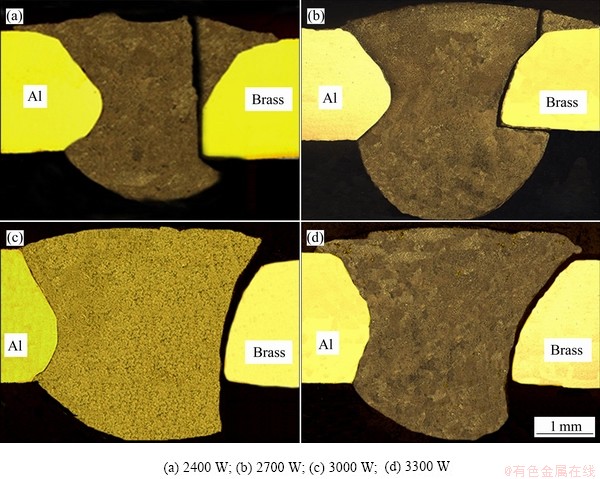
��ͬ�����������������/��ͭ��ǥ����ͷ�ĺ������ò��ͼ3��ʾ����֪��ͷ�ĺ����ɻ���Ϊ��ͭ��ǥ����(���ڽ����ڻ�ͭ����չ��ʪ�γ�)�����ĺ������������ۻ�����(��ĸ�������ڽ����γ�)������������������ΧΪ2400~3300 Wʱ��������ǥ����ͷ�����Ͻ�����ͭ�����λ���������ã�û�в������ס����Ƶȿɼ��ĺ���ȱ�ݡ����ż��������������ҩо��˿�е�ǥ���ۻ�����֣�����ĸ�ĵ��ۻ������ӣ����������������ʡ�2700 Wʱ����ͭĸ�ķ��������ۻ����¿���״δ�������Ըı䡣������ʡ�3000 Wʱ����ͭ�ڸ����������ۻ����ϴ�ԭ�¿ڶ۱�����ʧ����ͭĸ�IJ���۱ߵ��¿���ʽ�����������ۻ������������ԣ������ͷ�����������

ͼ2 ��ͬ����������½�ͷ�����ò
Fig. 2 Macrostructures of joints produced at different laser powers
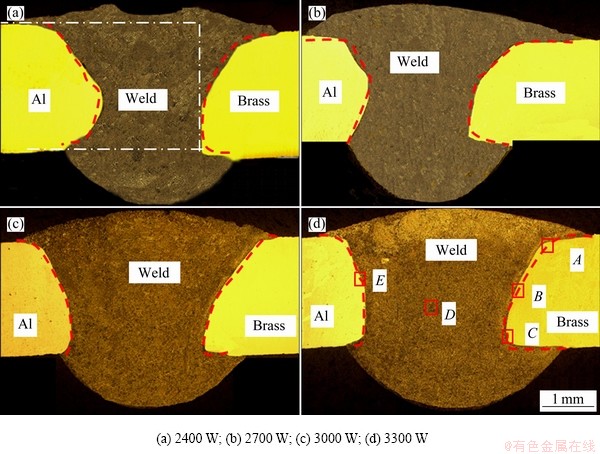
ͼ3 ��ͬ����������½�ͷ�������ò
Fig. 3 Cross-section morphologies of joints produced at different laser powers
2.2 ����֯�������ṹ
��ǥ����ͷ�����ͼ3(d)��A~E���������֯��ͼ4��ʾ����ͭ��ǥ����(��ͼ4(a)��(b)��(c))�ɹ������ͽ�������ɣ�����������֯�ִ������״����֯�Ⱥ������ִ������غ���/��ͭ�����γ��˱������ȵķ�Ӧ�㣬��ͭ�������֯�ں����ϡ��С��²�λ�õı仯��������ϸ�·�����ͭ����������ṹ��ת����ϵ���ں��ӹ����У�һ�����ͭĸ���е�Ԫ�ػ�ͨ���۽⡢��ɢ�ȷ�ʽ�������ڽ�������һ�������ۻ��Ļ�ͭҲ���������ڽ�������������ȴ�����У����渽����Ԫ�ؿ��ܻ�����һ�����Ķ�Ԫ����Ԫ�����仯��������������ֽ�������λ�õĽ����仯�����������һ���̶��Ͽ�ǿ����ͷ����ѧ���ܡ���ͭĸ�������۽���뺸����ʹ��������Ͻ�����߽�ͷ������ǿ�ȡ��������Ļ�ͭĸ���۽���뺸�죬���γɴ�Ӳ�Ľ����仯������½�ͷ������ĺ�����(��ͼ4(d))�ɽṹ���ܵĦ�(Al)�������Zn-Al֦����ɣ��������ͻ�ͭ�����нϸߵĵ���ϵ���������˴�����Zn-Al֦���������ۻ�����(��ͼ4(e))���ֳ��ۻ����������֯�������������̹����У����ڽ��������ۺ��ߵ�λ���κ˲������γ��˳ߴ��С��������������״��֯��
ͼ5��ʾΪ������ǥ����ͷ������ϲ����в����²���SEM��ͼ5(a)��(b)��(c)�ֱ��Ӧͼ3(d)�е�����A��B��C�����������������(��͢�)�ڳĶ���������ͬ���ֽ���㲻�������Դ�С��һ�ľ��״��ֱ�ڽ��������������Һ����²�����״���Ⱥ����ϲ���֪���������ں����²����̽ᾧ����ȴ����������ʱ��ϳ����ֽ����������ƽֱ����Ⱦ��ȣ���Ķ����ͭĸ���������ڻ�ͭ���Ƚ�С�������¶ȳ��ֲ��Ͼ��ȣ������ϲ����в����²������ֵĺ�ȱ仯���������������˴�С��һ������״������Ķ������ͬ������״�������϶�зֲ�������ɫ�����
ͼ6��ʾΪ��ͬ����������������/��ͭ��ǥ����ͷ��ͭ�ຸ���в�������SEM�������ֹ��������½���㶼��Ϊ�������֡����ż���ʵ����ӣ��־��״�Ļ����P�����������������״�����ֽ��������������3 ��m(2400 W)����6 ��m(3300 W)��ͬʱ���������гĶ�Ϊ����ɫ�Ļ�������١�������ȷ�������������������ṹ�����ת����ϵ��
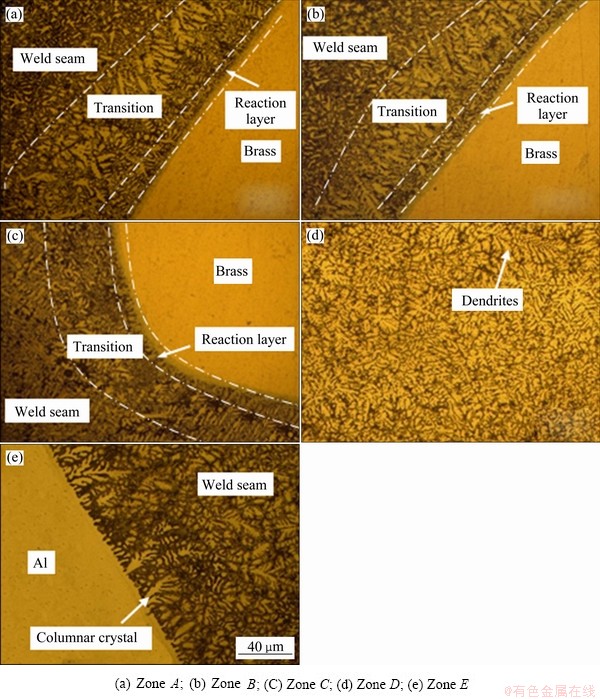
ͼ4 ͼ3(d)�и�λ�ý�ͷ�Ľ�������֯
Fig. 4 Optical microstructures of joints marked in Fig. 3(d)

ͼ5 ͼ3(d)��ͷ����㲻ͬλ�õ�SEM��
Fig. 5 SEM images of joints interface layer in Fig. 3(d)
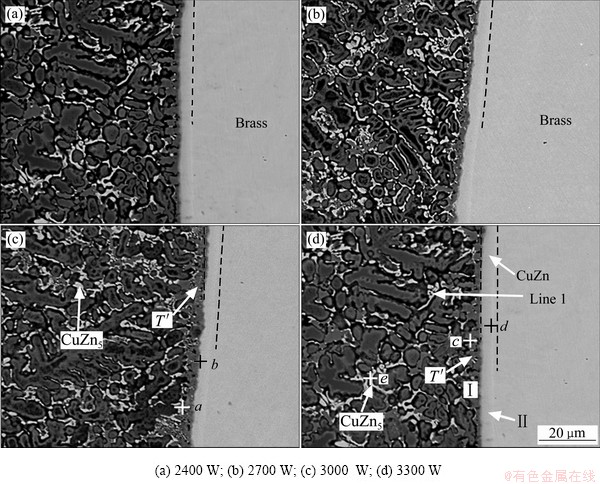
ͼ6 ��ͬ����������½�ͷ��ͭ���в�������SEM��
Fig. 6 SEM images of interface in middle of brass side produced at different laser powers
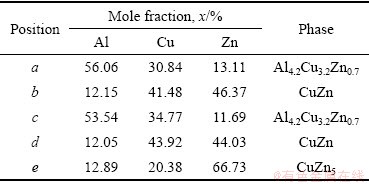
ͼ7��ʾΪ������ǥ����ͷ(��ͼ6(d)����1)��ɨ���������������ӻ�ͭ�ൽ�������������Ҫ���ڻ������ֺ֣͢���Cuԭ����Znԭ��ռ�����ƣ��Ʋ���ΪCu��Zn��Ԫ��������Ʋ�ΪAl��Cu��Zn����Ԫ������������гĶ�Ϊ����ɫ�Ļ������У�ZnԪ�صĺ���Ϊ70%���ң��Ʋ���Ϊ��п����
ͼ8��ʾΪ������ǥ����ͷ��XRD�����������ͼ8��֪����ͷ�д���Al4.2Cu3.2Zn0.7��CuZn5��CuZn��Cu0.64Zn0.36��Cu5Zn8�Ȼ�������У���ͭĸ���к���Cu0.64Zn0.36��Ħ����������CuZn��Ϊ���Ħ¹����壬�������������ڹ������ͽ���������ͼ9��ʾΪ20 ��ʱAl-Cu-Zn����Ԫ�Ͻ���ͼ����ͼ9��֪�����´��ڵĽ����仯������Al4.2Cu3.2Zn0.7(ͨ����Ϊ �࣬Ϊ��Ԫ������)��Cu5Zn8��CuZn4(Cu-Zn��Ԫ��ͼ�Ц��࣬��ʱ���ΪCuZn5��)��CuZn��Al4Cu9�ࡣ������XRD����������Ԫ�Ͻ���ͼ�Ľ������Ϻ����������Խ�ͷ�������Ļ�����ṹ����ȷ�ж���
�࣬Ϊ��Ԫ������)��Cu5Zn8��CuZn4(Cu-Zn��Ԫ��ͼ�Ц��࣬��ʱ���ΪCuZn5��)��CuZn��Al4Cu9�ࡣ������XRD����������Ԫ�Ͻ���ͼ�Ľ������Ϻ����������Խ�ͷ�������Ļ�����ṹ����ȷ�ж���
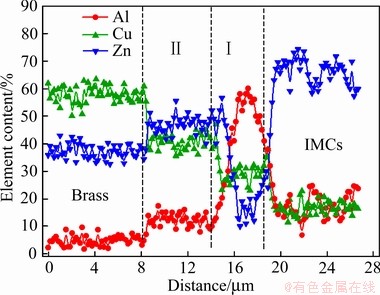
ͼ7 ��ͷ��ͭ��������ɨ��������(ͼ3(d)��line1)
Fig. 7 EDS line scan results across brass interface marked in Fig. 3(d) line 1
Ϊ�˸�ȷ���ж������ṹ����ͼ6(c)��(d)�еĸ���ǵ�λ�ý���EDS������������������4��ʾ������ͼ6(d)��c��λ��Ԫ�غ����ı��������������XRD�ͺϽ���ͼ�еĽ����仯������ж�cΪ�ࡣ����γ��ܽϵͣ���Cu-Alϵ������(��CuAl��CuAl2��Cu9Al4)������Cuĸ�ı�����������ĿǰΨһȷ����Al-Cu-Znϵ��Ԫ�����仯����[17]�����ڲ�ͬ��������������õ���/��ͭ��ͷ�����ṹ�������ƣ���˿ɽ�һ���ж�ͼ6(c)��a�������ּ��������ڳĶ�������ƵĽ����仯�����ΪAl4.2Cu3.2Zn0.7���ɱ�4��֪��ͼ6(d)�н�������d��λ�õ�Cu��ZnԪ�غ���ռ�Ƚӽ�1:1����������ķ�����������ж���ΪCuZn�ࡣ���ӹ����У����ں������ڽ����ͻ�ͭĸ���ж���һ��������ZnԪ�أ�ʹZnԪ�ص���ɢ�ٶȽ��ͣ��ڽ��渽����Al��CuԪ�ص����ɢ��ӦΪ������ͭĸ���еĴ���Cuԭ��ͨ���۽⡢��ɢ���ۻ����뺸�����ڽ��������е�Alԭ�ӷ�Ӧ���ɶ��ֻ������࣬��ͭ����洦Cu�������Ͳ������˹���һ������AlԪ�ص�CuZn�ࡣ�ɴ˿ɽ�һ���ж�ͼ5�н�����ΪCuZn������㡣���ż�������ӣ����뺸���е�CuԪ�����࣬����CuZn�����������ɺ�����Թ���������ɫ����(ͼ6(d)��e��)�������������ж���ΪCuZn5�࣬���й����˲���AlԪ�ء�CuZn5��Cu��Znϵ�м��׳��ֵ������ࡣ���¶ȸ���440 ��ʱ�����CuZn5���Ÿ��͵��γ���[19]����ˣ��ڽϸߵ��¶������£���Ԫ��������ڽ��渽�����ɣ���Ҳ�պý��������������м����Խ����������Խ���ԭ������ں�����ȴ�����У�����һ��������ת��ΪCuZn5��Ĺ��̣��������ͻ�ͭ�����нϸߵĵ���ϵ������ȴ�ٶȿ죬ת��ΪCuZn5��Ľ��١���ͼ10���ܹ�����CuZn5��Ԫ�ྦྷ��ֲ�����Ԫ����Χ��������Ϊ���˳���ģ����������κ˵����á�

ͼ8 ��ͷ��ͭ��������XRD��(3300 W)
Fig. 8 XRD pattern of reaction phase of interface area at brass side
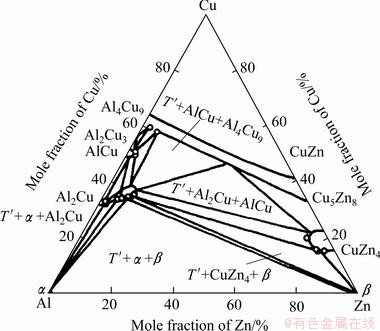
ͼ9 Al-Cu-Zn ��Ԫ�Ͻ���ͼ(20 ��)[18]
Fig. 9 Isothermal section of Al-Zn-Cu ternary diagram at 20 ��[18]
��4 ͼ6��ʾλ��EDS�������
Table 4 EDS of various phases marked in Fig. 6
ͼ10 ��ͷ��������SEM��
Fig. 10 SEM image of transition area in joints
2.3 ��Ӳ��
��ͬ�����������������/��ͭ��ǥ����ͷ����Ӳ�ȷֲ���ͼ11��ʾ�����Ͻ�ĸ�ĺͻ�ͭĸ�ĵ���Ӳ�ȷֱ�Ϊ58 HV��118 HV��������������Ӳ�ȸ���������ͭĸ�ģ�Ϊ182 HV�����ں�����������֯Ϊ����ϸС����֦״��֯���Һ��ӹ�����Cuԭ�ӽ��뺸����������ҩо��˿���ۻ�����ĸ�ķ�����Ӧ���γ�������Ӳ��Ľ����仯�����ࡣ��ͷ�е�Ӳ�����ֵ�����ڽ���㸽�������Ϊ230 HV�����ں��ӹ����н��洦�γ���Ӳ�ȽϸߵĽ����仯����㣬�ҽ���㸽�����������γ��˿�״����״�����ܵĽ����仯�����࣬ʹ�ô�������Ӳ�ȸ��ں���������ͭĸ�ġ���ͷ������ϵ���Ӳ�Ȳ��Ե�İ�������ɽ�һ��˵���������������
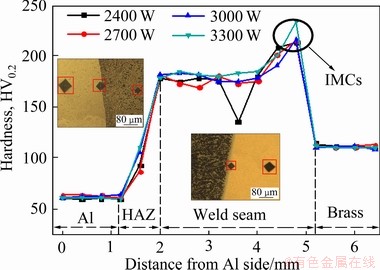
ͼ11 ��/��ͭ��ͷ��Ӳ�ȷֲ�
Fig. 11 Vickers hardness distribution of Al/brass joints
2.4 ��������
��ͬ�����������������/��ͭԭʼ��ͷ��ȥ����ߺ��ͷ������ǿ�ȷ��������ͼ12��ʾ�����ż���ʵ��������ֽ�ͷ������ǿ�ȶ�����Ϊ��������С���������������2700 Wʱ��ԭʼ��ͷ��ȥ����ߺ��ͷ�Ŀ���ǿ�����ֵ�ֱ�Ϊ128 MPa��104 MPa����ͷ�����ȶ��Խϸߣ��������������½�ͷ�Ŀ���ǿ���ȶ�����Խϲȥ����ߺ�Ľ�ͷ�ܸ��õ����۽���������ǿ�ȣ����������С���¿���ǿ�ȶ���һ���̶ȵĽ��͡�
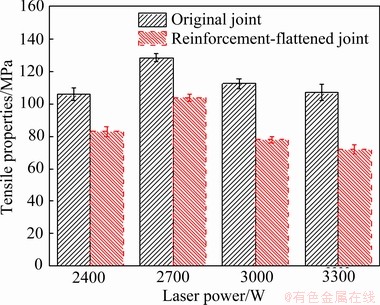
ͼ12 ��ͬ����������½�ͷ����ǿ��
Fig. 12 Tensile strength of joints produced at different powers
���洦�ķ�Ӧ�̶Ⱦ����˽����ĺ�ȣ������ĺ�Ƚ�ֱ��Ӱ���ͷ�Ŀ���ǿ�ȡ�����ͷ���������Խϱ�����֪����ұ��Ӧ��ǿ�ң���ͷ��Ͻ��������ǽ�ͷ�����Ľ������̫�����½�ͷ�����ͷ�������ܡ�ͨ���������������룬��ȡ�ʵ���ȵĽ����������ǿ����ͷ�����ӣ������/��ͭ��ǥ����ͷ�����SEM���������Ƣ�����������CuZn�����ĺ���ں��ʵķ�Χ��(Լ3~5 ��m)�����γ��ȶ��ɿ���ǿ�Ƚϸߵ���/��ͭ��ǥ����ͷ���о�������ZnԪ���ܹ����Cu��Al�еĹ����ԣ��������ڼ��ٽ����仯��������ɣ��γ�Al/Cu��ͷ���ɿ������ӡ�
��ͬ���������½�ͷ����Ӧ��-Ӧ��������ͼ13��ʾ����ͼ13��֪������ʱ����û�з������Ե������;�����������ͻȻ���������ҶϺ��쳤�ʽϵͣ����ڴ��Զ��ѣ����Ѻ����òͼ�������Ͽڴ���������ɫ������λ���ڻ�ͭ����渽������ͬ������������ǥ����ͷ������Ѻ������ͼ14��ʾ��������ʽ�в����ڽ�������(2400 W��2700 W)����ȫ�ڽ�������(3000 W��3300 W)���֡����ֶ����ڽ����ʱ���������ȷ����ڻ�ͭ��ײ������������չ�����죬��һ��������Ϊ��ͭ�ײ�����Դ��Զ���¶ȵ��ҹ�Һ��Ӧʱ�䲻��֣���ʪ�Խϲ�п��ܳ��ַ�ұ��Ӧ������һ���棬���ڴ˴���Ӳ�Ľ����仯�����������Ӧ�����У���Ϊ��ͷ�ı����㡣��ȫ�ڽ�������ʱ���˲��������»�ͭ�����ϴ����ۻ��γɺ�Ƚϴ�Ļ�����㣬��������У���������ȷ�����������ϲ�����������ǿ��С�ں��졣
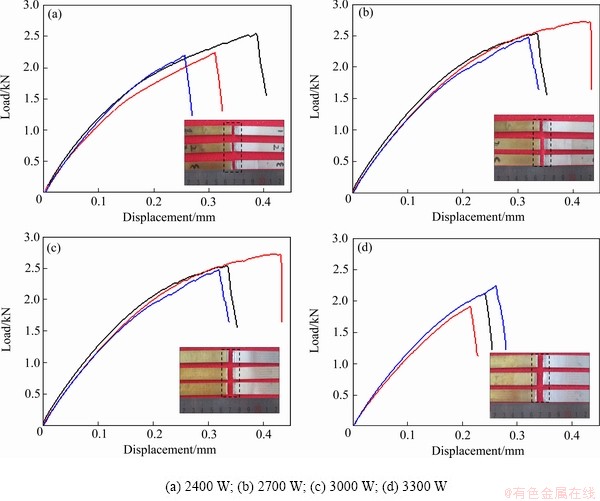
ͼ13 ��ͬ����������½�ͷ����Ӧ��-Ӧ������
Fig. 13 Stress-strain curves of joints produced at different laser powers
ͼ14 ��ͬ����������½�ͷ������Ѻ����
Fig. 14 Fracture location of tensile testing on joints produced at different laser powers
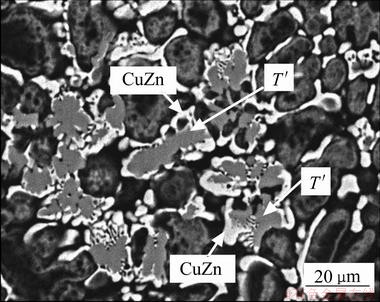
ͼ15��ʾΪ���ֶ�����ʽ�Ͽں����SEM��ͷ����λ�þ�������CuZn�����㻯�����֮�䡣���뺸�������������֯���������뺸�����������ǿ�ȴ�����CuZn����������ǿ�ȡ���CuZn�������ڽ����Ʊ������з����˴��ѣ����ֳ��ϴ�Ĵ��ԡ�������ǥ����ͷ��ͭ���۶Ͽ���ò��SEM����ͼ16(a)��ʾ���Ͽ��ϲ��ͶϿ��²�Ϊ����λ�öϿ���ò(��ͼ16(b)��(d))�����ֲ���˺���⣬���ֳ�һ���Ĵ��ԣ�Ϊ�������ѡ��Ͽ��м�Ϊ�����λ�öϿ���ò(��ͼ16(c))������ƽ̹�����ֲ��ֽ���̨�ף�Ϊ�������ѡ���ͼ16(a)��۶Ͽ���ò�и���ǵ�λ�ý���EDS�������������5��ʾ����֪�������Ц�(Al)���ɣ��������Ѵ���������ٴ�֤�������жϵĶ���λ�����������֮�䡣
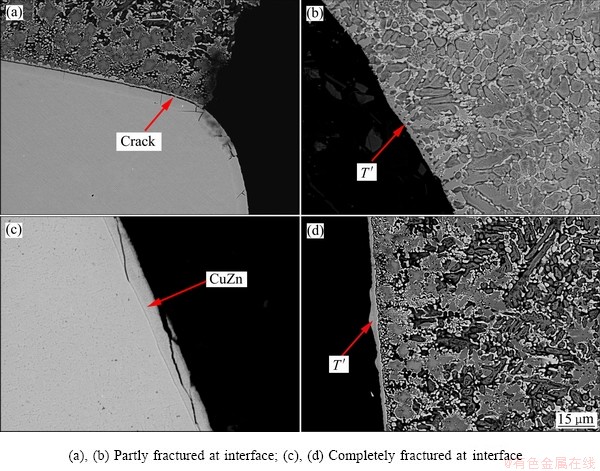
ͼ15 ��ͷ��ͭ���������λ�õ�SEM��
Fig. 15 SEM images of fracture location of interface
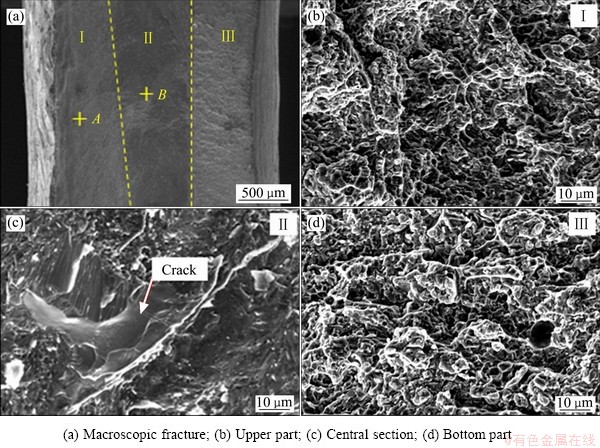
ͼ16 ��ͷ��ͭ��Ͽ���ò
Fig. 16 Fracture morphologies of joints produced at 3300 W
��5 ͼ16(a)�и���EDS����
Table 5 EDS of various phases marked in Fig. 16(a)

3 ����
1) ���ü�����˿��ǥ���ķ�����5052���Ͻ�H62��ͭ���жԽӣ�������ΪZn-15%Alҩо��˿��ʹ��������뽹���ڰ����Ϸ�20 mm����������˿������ƫ��0.3 mm�������ٶ�ѡ��Ϊ8 mm/s����Ӧ��˿�ٶ�Ϊ24 mm/s�������Ϊ2400~3300 Wʱ������˺����ò���õĽ�ͷ�������2100 Wʱ����ͷ����������Ͷ����ѡ�
2) ����֯��������ǥ����ͷ��Ϊ��ͭ��ǥ���������ĺ������������ۻ�������ǥ�����ֿɷ�Ϊ�������ͽ�������������������Al4.2Cu3.2Zn0.7(��)��CuZn5��������洦��ƽֱ��CuZn��;��״�������ɣ����ż���ʵ������������ôִ�����ɫ��CuZn5����٣�ͬʱ��CuZn����������ĺ����3 ��m����6 ��m��
3) ��Ӳ�ȷֲ�����������㸽��������Ӳ�����ֵ����������Ӳ�ȴ���ĸ�ġ�
4) ����������������ż���ʵ����ӣ���ͷ������ǿ�ȱ��ֳ���������С���������������2700 Wʱ��ԭʼ��ͷ��ĥƽ��ߺ��ͷ������ǿ����ֱ�Ϊ128 MPa��104 MPa����ͷ����ǿ�Ƚ��ȶ�������λ�öϿ�Ϊ������ѣ������λ�öϿ�Ϊ�������ѣ�����λ���ڽ��������㻯����֮�䡣
REFERENCES
[1] �� ��. ����ͭ�ۺ��й�ͭ������������Է���[D]. ����: �й����ʴ�ѧ(����), 2016.
YANG Jing. Analysis of the correlations between the international copper price and the copper imports to china[D]. Beijing: China University of Geosciences (Beijing), 2016.
[2] �˸���, �Ŷ���. ���Ͻ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2006: 42.
PAN Fu-sheng, ZHANG Ding-fei. Aluminum alloy and its application[M]. Beijing: Chemical Industry Press, 2006: 42.
[3] Ѧ־��, ����ݥ, �� ��, ��. ͭ�����ֽ������⺸��ͷ��֯��������ѧ����[J]. ����ѧ��, 2013, 34(10): 51-54.
XUE Zhi-qing, HU Sheng-sun ZUO Di, et al. Microstructural characteristics and mechanical properties of laser-welded copper and aluminum[J]. Transactions of the China Welding Institution��2013, 34(10): 51-54.
[4] LEE S J, NAKAMURA H, KAWAHITO Y, et al. Effect of welding speed on microstructural and mechanical properties of laser lap weld joints in dissimilar Al and Cu sheets[J]. Science and Technology of Welding and Joining, 2014, 19(2): 111-118.
[5] MEDHI T, YADAVA M K, ROY B S, et al. An experimental investigation on implications of traverse speed in joining of dissimilar Al-Cu by friction stir welding[J]. International Journal of Advanced Manufacturing Technology, 2019, 104(3): 1461-1471.
[6] MUTHU M X, JAYABALAN V. Effect of pin profile and process parameters on microstructure and mechanical properties of friction stir welded Al-Cu joints[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(4): 984-993.
[7] ������, �Ժ���, ���ǻ�, ��. ��/��ͭ���ֽ�������Ħ������ӽ�ͷ����֯����ѧ����[J]. ��е����ѧ��, 2019, 55(6): 39-45.
YU Ming-run, ZHAO Hong-yun, JIANG Zhi-hua, et al. Research on microstructure and mechanical properties of friction stir lap welded aluminum/brass dissimilar joint[J]. Journal of Mechanical Engineering, 2019, 55(6): 39-45.
[8] JI F, XUE S B, LOU J Y, et al. Microstructure and properties of Cu/Al joints brazed with Zn-Al filler metals[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(2): 281-287.
[9] ʯ �], ������, �� ��, ��. ��/ͭ���ֽ���������·��ϵ绡MIG��ǥ����ͷ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2017, 27(9): 1816-1822.
SHI Yu, ZHOU Xiang-long, ZHU Ming, et al. Microstructure and mechanical properties of Al/Cu dissimilar metals pulsed DE-MIG welding-brazing joint[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(9): 1816-1822.
[10] ZHOU L, LI Z Y, SONG X G, et al. Influence of laser offset on laser welding-brazing of Al/brass dissimilar alloys[J]. Journal of Alloys and Compounds, 2017, 717: 78-92.
[11] �� ��, ��־��, �Ժ���, ��. ��/��ͭ���ֽ���TIG��ǥ����ͷ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2015, 25(9): 2389-2395.
ZHOU Li, LI Zhi-yong, ZHAO Hong-yun, et al. Microstructure and mechanical properties of Al/brass dissimilar metals TIG welding-brazing joint[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(9): 2389-2395.
[12] �� ��, �̶���, ����ƽ, ��. ��/ͭ���ֲ�����˿�ټ�벻����Խӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2015, 25(4): 975-981.
PENG Chi, CHENG Dong-hai, CHEN Yi-ping, et al. Microstructure and properties of Al/Cu dissimilar materials TIG butt joints with filler wire[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(4): 975-981.
[13] LI C L, FAN D, YU X Q, et al. Residual stress and welding distortion of Al/steel butt joint by arc-assisted laser welding-brazing[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(4): 692-700.
[14] �ܵ���, ���¸�, ����ˮ, ��. ��/�ֱ���Ԥ�÷�ĩ���⺸��ͷ����֯������[J]. �й���ɫ����ѧ��, 2019, 29(5): 942-953.
ZHOU Dian-wu��JIANG De-fu, LIU Jin-shui, et al. Microstructure and mechanical properties of laser welding joint with aluminum/steel surface preset filler powder addition[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(5): 942-953.
[15] ��־��, ������, ������. ��/�����ֺϽ�绡��ǥ���ӽ�ͷ����֯�������Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(11): 3067-3076.
MA Zhi-peng, YU Xin-long, MENG Qing-wu. Microstructure and fracture behavior of arc welding-brazing joints between titanium and aluminum dissimilar alloys[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(11): 3067-3076.
[16] WANG X Y, SUN D Q, YIN S Q, et al. Microstructures and mechanical properties of metal inert-gas arc welded Mg-steel dissimilar joints[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(8): 2533-2542.
[17] �� ��, �Ƽ̻�, ������, ��. Zn-Alǥ�ϳɷֶ�Cu/Zn-Al/Al ǥ����ͷ����ṹ�����ܵ�Ӱ��[J]. ����ѧ��, 2015, 51(3): 364-370.
YANG Hao, HUANG Ji-hua, CHEN Shu-hai, et al. Metal on the interfacial structure and property of Cu/Zn-Al/Al brazed joint[J]. Acta Metallurgica Sinica, 2015, 51(3): 364-370.
[18] ����ƽ. Al-Zn-Cu��Ԫϵ��Cu����ƽ�⡢�������ɢ���о�[D]. ����: ������ѧ, 2005.
REN Yu-ping. Investigation on phase equilibriums, phase transformation and diffusion at low Cu side in Al-Zn-Cu ternary system[D]. Shenyang: Northeastern University, 2005.
[19] XIAO Y, JI H J, LI M Y, et al. Microstructure and joint properties of ultrasonically brazed Al alloy joints using a Zn-Al hypereutectic filler metal[J]. Materials & Design, 2013, 47(9): 717-724.
Influence of laser power on microstructure and mechanical properties of Al/brass welding-brazing joints
LI Zhi-yong1, 2, ZHOU Li1, HE Zhi-zheng1, SONG Xiao-guo1, ZHANG Xin-meng3, FENG Ji-cai1
(1. Harbin Institute of Technology at Weihai, Shandong Provincial Key Laboratory of Special Welding Technology, Weihai 264209, China;
2. Shandong Aotai Electric Co., Ltd., Jinan 250101, China;
3. CRRC Changchun Railway Vehicles Co., Ltd., Changchun 130062, China)
Abstract: The laser welding-brazing process was developed for joining 5052 aluminum alloy and H62 brass in butt configuration with Zn-15%Al filler. The influences of laser power on the microstructure, interface layer structure and mechanical properties of the joints were studied. The results show that the joints breaks due to the low heat input with the laser power of 2100 W and acceptable joints are produced at the laser power of 2400-3300 W. The interfacial microstructure mainly consists of serrated layer Al4.2Cu3.2Zn0.7 adjacent to the weld seam and a straight continuous layer CuZn close to the brass substrate. The thickness of CuZn phase increases with the laser power increasing. The micro-hardness in the weld seam is greater than that in the base metal and the maximum value appears near the interface at the brass side. The tensile strength of joints increases first, and then decreases with the increase of the laser power, and the highest tensile strength of the original joints is 128 MPa and the joint of reinforcement-flattened is 104 MPa obtained at laser power of 2700 W. The fractography of weld seam is characterized by quasi-cleavage fracture, while the cleavage fracture is observed for the interfacial layer.
Key words: laser welding-brazing; Al/brass dissimilar metals; microstructure; interface structures; mechanical properties
Foundation item: Projects(51205084, 51974100) supported by the National Natural Science Foundation of China
Received date: 2020-04-20; Accepted date: 2020-06-24
Corresponding author: ZHOU Li; Tel: +86-15066316572; E-mail: zhouli@hit.edu.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51205084��51974100)
�ո����ڣ�2020-04-20�������ڣ�2020-06-24
ͨ�����ߣ��� ���������ڣ���ʿ���绰��15066316572��E-mail��zhouli@hitwh.edu.cn
ժ Ҫ�����ü�����˿��ǥ��������5052���Ͻ��H62��ͭ���ֽ������жԽ����飬������ΪZn-15%Al (��������)ҩо��˿���о�����ʶԽ�ͷ����֯�������ṹ����ѧ���ܵ�Ӱ�졣����������������2100 Wʱ����ͷ����������Ͷ��������ѣ��������2400~3300 W��Χʱ��������������õĽ�ͷ����ͭ����渽���Ĺ�������Al4.2Cu3.2Zn0.7(��)��CuZn5���������ɣ������ṹ�ɷ�Ϊ������CuZn���;��״����㣬�����ż��������CuZn�����ĺ����֮������㸽��������Ӳ�����ֵ����������Ӳ�ȴ���ĸ�ġ����ż���ʵ����ӣ���ͷ������ǿ����������С���������Ϊ2700 Wʱ��ԭʼ��ͷ��ĥƽ��ߺ��ͷ������ǿ����ֱ�Ϊ128 MPa��104 MPa������λ�öϿ�Ϊ�������ѣ������λ�öϿ�Ϊ�������ѡ�
[1] �� ��. ����ͭ�ۺ��й�ͭ������������Է���[D]. ����: �й����ʴ�ѧ(����), 2016.
[2] �˸���, �Ŷ���. ���Ͻ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2006: 42.
[3] Ѧ־��, ����ݥ, �� ��, ��. ͭ�����ֽ������⺸��ͷ��֯��������ѧ����[J]. ����ѧ��, 2013, 34(10): 51-54.
[18] ����ƽ. Al-Zn-Cu��Ԫϵ��Cu����ƽ�⡢�������ɢ���о�[D]. ����: ������ѧ, 2005.
