

Modeling corrosion behavior of gas tungsten arc welded titanium alloy
M. Balasubramanian1, V. Jayabalan2, V. Balasubramanian3
1. Department of Mechanical Engineering, Maamallan Institute of Technology, Anna University,Sriperumpudur-602105, Tamilnadu, India;
2. Department of Manufacturing Engineering, Anna University, Chennai-600025, Guindy, Tamilnadu India;
3. Department of Manufacturing Engineering, Annamalai University, Annamalai Nagar-608002, India
Received 10 January 2007; accepted 24 May 2007
Abstract:
The pitting corrosion characteristics of pulse TIG welded Ti-6Al-4V titanium alloy in marine environment were explained. Besides the rapid advance of titanium metallurgy, this is also due to the successful solution of problems associated with the development of titanium alloy welding. The preferred welding process of titanium alloy is frequently gas tungsten arc(GTA) welding due to its comparatively easier applicability and better economy. In the case of single pass GTA welding of thinner section of this alloy, the pulsed current has been found beneficial due to its advantages over the conventional continuous current process. The benefit of the process is utilized to obtain better quality titanium weldments. Four factors, five levels, central composite, rotatable design matrix are used to optimize the required number of experiments. The mathematical models have been developed by response surface method(RSM). The results reveal that the titanium alloy can form a protective scale in marine environment and is resistant to pitting corrosion. Experimental results are provided to illustrate the proposed approach.
Key words:
pulsed current; gas tungsten arc welding; corrosion; titanium alloy;
1 Introduction
Due to the excellent combination of properties such as elevated specific strength, high fatigue life, toughness and excellent resistance to corrosion, titanium and its alloys have been considered as one of the best engineering metals for industrial applications[1]. Weld fusion zones typically exhibit coarse columnar grains because of the prevailing thermal conditions during weld metal solidification. This often results in inferior weld mechanical properties and poor resistance to hot cracking. It is thus highly desirable to control solidification structure in welds and such control is often very difficult because of higher temperatures and higher thermal gradients in welds in relation to castings and the epitaxial nature of the growth process[2].
Pulsed current gas tungsten arc(PCGTA) welding, is a variation of GTA welding, which involves cycling of the welding current from a high level to a low level at a selected regular frequency. The high level of the peak current is generally selected to give adequate penetration and bead contour, while the low level of the background current is set at a level sufficient to maintain a stable arc. This permits arc energy to be used efficiently to fuse a spot of controlled dimensions in a short time producing the weld as a series of overlapping nuggets and limits the wastage of heat by conduction into the adjacent parent material as in normal constant current welding. The technique has secured a niche for itself in specific applications such as in welding of root passes of tubes, and in welding of thin sheets, where precise control over penetration and heat input are required to avoid burn through.
Extensive research has been performed in this process and reported advantages include improved bead contour, greater tolerance to heat sink variations, lower heat input requirements, reduced residual stresses and distortion[3-4]. Metallurgical advantages of pulsed current welding frequently reported in literature include refinement of fusion zone grain size and substructure, reduced width of HAZ, control of segregation, etc[5]. All these factors will help in improving mechanical properties.
Fusion welds in titanium alloys are characterized by coarse, columnar shaped �� grains in the fusion zone. The poor mechanical properties and corrosion resistance in weld fusion zone have been attributed to large size of �� grain[6]. Hence, in this investigation an attempt has been made to develop mathematical models to predict the corrosion rate of pulsed current GTA welded titanium alloy by using statistical tools such as design of experiments, analysis of variance and regression analysis.
2 Investigation plan
In order to achieve the desired aim, the present investigation has been planned in the following sequence:
1) Identifying the important pulsed current GTA welding parameters;
2) Finding the limits of the identified parameters;
3) Developing the experimental design matrix;
4) Conduct of experiments as per the design matrix;
5) Recording the responses;
6) Identifying the significant factors;
7) Developing mathematical models;
8) Checking the adequacy of the developed models.
2.1 Identifying important parameters
From the Refs.[7-9] and the previous work[10-12] done in our laboratory, the predominant factors that have greater influence on fusion zone grain refinement of pulsed current GTA welding process have been identified. They are: 1) peak current, 2) background current, 3) pulse frequency, and 4) pulse on time.
2.2 Finding working limits of parameters
A large number of trial runs have been carried out by using 1.6 mm-thick rolled sheets of titanium (Ti-6Al-4V) alloy to find out the feasible working limits of pulsed current GTA welding parameters. Different combinations of pulsed current parameters have been used to carry out the trial runs. The bead contour, bead appearance and weld quality have been inspected to identify the working limits of the welding parameters. From the above analysis, following observations have been made.
If peak current is less than 60 A, then incomplete penetration and lack of fusion have been observed. At the same time, if peak current is greater than 100 A, then undercut and spatter have been observed on the weld bead surface. If background current is lower than 20 A, then the arc length is found to be very short. On the other hand, if the background current is greater than 60 A, then arc becomes unstable and arc wandering is observed due to increased arc length. If pulse frequency is 0 Hz, then the bead appearance and bead contours appear to be similar to those of constant current weld beads. Further, if pulse frequency is greater than 12 Hz, then more arc spatter has been experienced. If pulse on time is lower than 35%, then weld nugget formation is not so smooth due to incomplete melting of base metal. On the contrary, if the pulse on time is greater than 55%, then overmelting of base metal has been noticed.
2.3 Developing experimental design matrix
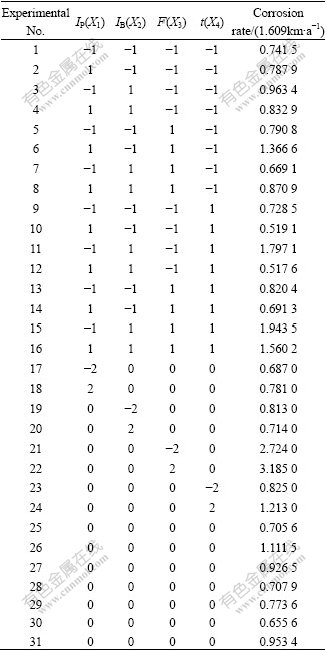
By considering all the above conditions, the feasible limits of the parameters have been chosen in such a way that the Ti-6Al-4V alloy should be welded without any weld defects. Due to wide ranges of factors, it has been decided to use four factors, five levels, rotatable central composite design matrix to optimize the experimental conditions. Table 1 presents the ranges of factors considered and Table 2 shows the 31 sets of coded conditions used to form the design matrix. The first 16 experiments have been formulated as per 24 (two levels and four factors) factorial design. The 16 experimental conditions (rows) have been formed for main effects by using the formula 2n-1 for the low (-1) and high (+1) values, where n refers to the column number. For example, in Table 2, the first four rows are coded as -1 and next four rows are coded as +1, alternatively, in the third column (because n=3 and therefore 23-1=4). The next 8 experimental conditions are called as corner points, i.e., keeping one factor at the lowest/highest level and the remaining factors at middle level. The last 7 experimental conditions are known as corner points, i.e, keeping all the factors at the middle level and it is normally done to know the repeatability of the experimental procedures. The method of designing such matrix is dealt elsewhere[13-14]. For the convenience of recording and processing the experimental data, the upper and lower levels of the factors are coded as +2 and -2, respectively, and the coded values of any intermediate levels can be calculated by using the expression[13]:
Table 1 Major factors and their levels

Table 2 Design matrix and experimental results
![]() (1)
(1)
where Xi is the required coded value of a parameter of any value X from Xmin to Xmax; Xmin is the lower level of the parameter and Xmax is the upper level of the parameter
2.4 Conducting experiments and recording responses
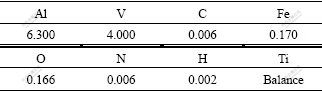
A non-consumable tungsten electrode shielded by inert gas, is used to strike an electric arc with the base metal. The heat generated by the electric arc is used to melt and join the base metal. The shielding gas is argon and a valve meter controls the flow rate of the shielding gas. A single pass welding is performed because the thickness of the titanium alloy is 1.6 mm. The Chemical composition of the base metal is represented in Table 3.
Table 3 Chemical composition of base metal (mass fraction, %)
The polarization studies of the welds were carried out in non-deaerated 3.5%NaCl solution of pH 7. Analar grade chemicals and double distilled water were used for the preparation of the electrolyte. The specimens were prepared as per the metallographic standard. Specimens of 10 mm (length)��40 mm (width) were prepared to ensure the exposure of 5 mm diameter circular area in the weld region to the electrolyte. The rest of the area was covered with an acid resistant lacquer. The schematic circuit diagram of the potentiodynamic polarisation set up is shown in Fig.1.
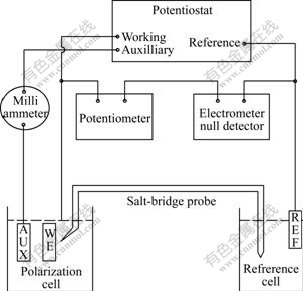
Fig.1 Schematic representation of polarization set-up
A potentiostat (Gill AC) was used for this study in conjunction with an ASTM standard cell and personal computer.
3 Developing mathematical models
Representing the corrosion rate, the response function [14-15] can be expressed as
RC=f(IP, IB, F, t) (2)
where RC is the corrosion rate.
The second order polynomial (regression) equation used to represent the response surface corrosion rate is given by
![]() (3)
(3)
and for four factors, the selected polynomial could be expressed as
 (4)
(4)
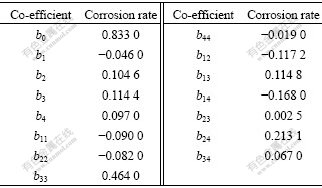
where b0 is the average of responses and b1, b2, ???, b34 are the coefficients that depend on respective main and interaction effects of the parameters. The value of the coefficients has been calculated using the following expressions [16] and the calculated values are presented in Table 4.
Table 4 Calculated values of coefficients for all models
![]() (5)
(5)
![]() (6)
(6)
![]() (7)
(7)
![]() (8)
(8)
All the co-efficients have been tested for their significance at 90% confidence level by applying student��s t-test using SPSS statistical software package. After determining the significant co-efficients (Table 4), the final model was developed using only these coefficients and the final mathematical models to estimate corrosion rate, developed by the above procedure is given:
 (9)
(9)
3.1 Checking adequacy of developed mathematical models
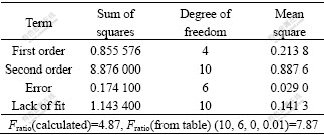
The adequacy of the developed models has been tested using the analysis of variance technique (ANOVA) [17]. As per this technique, if the calculated value of the Fratio of the developed model is less than the standard Fratio value at a desired level of confidence (say 99%), then the model is said to be adequate within the confidence limit. ANOVA test results for all the responses are presented in Table 5. From this table, it can be understood that all the developed models are adequate to predict the corrosion rate of pulsed current GTA welded titanium alloy at 99% confidence level.
Table 5 ANOVA test results for all models
Coefficient of determination r2 is used to find how close the predicted and experimental values lie and it is calculated using the following expression:
r2=Explained variation/Total variation (10)
The value of r2 for the above-developed models is found to be 0.93, which indicates high correlation between experimental values and predicted values and this is further supported by correlation graph shown in Fig.2.
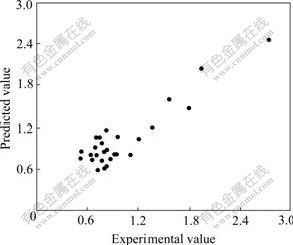
Fig.2 Correlation graph for response corrosion rate
4 Conclusions
1) Mathematical models are developed to estimate the corrosion rate of pulsed GTA welded Ti-6Al-4V alloy. However the procedure is limited to the range of factors considered for investigation.
2) The developed models can be effectively used to predict the corrosion rate of pulsed current GTA welded Ti-6Al-4V alloy within the range of parameters.
3) The results reveal that the titanium alloy can form a protective scale in marine environment and is resistant to pitting corrosion.
Acknowledgements
The authors would like to thank the Head of the Department and faculty members of Manufacturing Engineering Department, Annamalai University, Annamalai Nagar, Tamil Nadu for rendering their support and for making all the facilities available in the Metal joining laboratory and Material testing laboratory to carry out this investigation. The authors are also grateful to Mr. K. Anbazhagan, Chennai for making necessary arrangements to procure the base metal for investigation. The authors wish to thank Mr. Babu, DRDO Project Associate, Annamalai University for rendering helping hand to carry out the statistical analysis.
References
[1] GOULD J E, BAESLACK W A, WILLIAMS J C. Some aspects of welding on the structure and properties of titanium alloys [C]// HASSON D F, HAMILTON C H, Eds. Advanced Processing Methods for Titanium. Warrendale: The Metallurgical Society of AIME, 1982: 203-223.
[2] SIMPSON R P. Refinement of weld fusion zones in Alpha�CBeta titanium alloys [J]. Welding Journal, 1977, 56: 67s.
[3] PRASAD RAO K. Fusion zone grain refinement in GTA welds using magnetic arc oscillation and current pulsing [J]. RAMP, 2001: 176-196.
[4] RAVI VISHNU P. Modelling microstructural changes in pulsed weldments [J]. Weld World, 1995, 35: 214.
[5] GOKHALE A A, TZAVARAS A A, BRODY H D, ECER G M, ABBASCHIAN G J, DAVID S A. Grain refinement in castings and welds [C]// TMS-AIME, Warrendale: 1983: 223.
[6] HAN Z, ZHAO H, CHEN X F, LIN H C. Corrosion behavior of Ti-6Al-4V alloy welded by scanning electron beam [J]. Material Science and Engineering, 2000, A227: 38-45.
[7] MADHUSUDHAN REDDY G, GOKHALE A A, PRASAD RAO K. Weld microstructure refinement in a 1441 grade aluminium-lithium alloy [J]. Journal of Materials Science, 1997, 32: 4117-4126.
[8] YAMAMOTO H. Study of low-frequency pulsed MIG welding [J]. Welding International, 1993, 7(6): 456-462.
[9] MADHUSUDHAN REDDY G, GOKHALE A A, PRASAD RAO K. Optimization of pulse frequency in pulsed current gas tungsten arc welding of Al-Li alloy steels [J]. Journal of Material Science and Technology, 1998, 14: 61-66.
[10] SENTHIL KUMAR T, BALASUBRAMANIAN V, SANAVULLAH M Y. Effect of pulsed current TIG welding parameters on tensile properties of AA6061 aluminium alloy [J]. Journal of Indian Welding Society(IWS), 2005, 29-39.
[11] BALASUBRAMANIAN M, JAYABALAN V, BALASUBRAMANIAN V. Optimizing the pulsed current gas tungsten arc welding parameters [J]. Journal of Materials Science and Technology, 2006, 22(6): 821-825.
[12] BALASUBRAMANIAN M, JAYABALAN V, BALASUBRAMANIAN V. A mathematical model to predict impact toughness of pulsed current gas tungsten arc welded titanium alloy [J]. Journal of Advanced Manufacturing Technology, 2007.
[13] BOX G E P, HUNTER W H, HUNTER J S. Statistics for experimenters [M]. New York: John Wiley and Sons, 1978.
[14] Montgomery D C. Design and analysis of experiments [M]. 3rd Ed. New York: John Wiley, 1991.
[15] BARKER T B. Quality by experimental design [M]. Marcel Dekker: ASQC Quality Press, 1985.
[16] GARDINER W P, GETTINBY G. Experimental design techniques in statistical practice [M]. Albion: Horwood Press, 1998.
[17] MILLER I, FREUND J E, JOHNSON R. Probability and statistics for engineers [M]. New Delhi: Prentice Hall, 1996.
__________________________
Corresponding author: M. Balasubramanian; Tel: +91-44-32961584; Fax: +91-44-24819579; E-mail: manianmb@rediffmail.com
