
���±��: 1004-0609(2006)05-0811-06
��бʽ��ȴ���м����Ʊ�Al-3%Mg���̬�Ͻ�����
���ʹ�, ������, �ź���, �¾���, ����
(������ѧ ������ұ��ѧԺ, ���� 110004)
ժ Ҫ��
Ӧ�����������бʽ��ȴ����ʵ��װ��, ���Ʊ�Al-3%Mg���̬�Ͻ����Ͻ����о�, ���������������̬�Ͻ���֯��Ӱ��, �Լ����̬�Ͻ����ϵĶ��μ�����֯�����Ŷ��μ��ȹ��ա� �������, ������бʽ��ȴ���м��������Ʊ�����������֯��Al-3%Mg�Ͻ���̬���ϡ� ������Ʊ����̬Al-3%Mg�Ͻ����ϵ����Ź�������: ��ע�¶�660~680��; ���40��~60�㡣 �ں����Ķ��μ��ȹ���������, �ɻ�����������ڽ��д�����εİ��̬�Ͻ���֯�� ���μ��ȵ����Ź�������Ϊ: �����¶�620~630��; ����ʱ��90~120min��
�ؼ���: Al-3%Mg�Ͻ�; ���̬; ��бʽ��ȴ����; ����֯ ��ͼ�����: TG111.4; TG244.1
���ױ�ʶ��: A
Preparing semisolid billet of Al-3%Mg alloy by sloping cooling/shearing process
GUAN Ren-guo, KANG Li-wen, DU Hai-jun, WEN Jing-lin, CUI Jian-zhong
(School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China)
Abstract: By using the self-designed experimental setup of sloping cooling/shearing, preparing semisolid billet of Al-3%Mg alloy was studied. The effects of technological conditions on the microstructures of the semisolid alloy were analyzed. The microstructures of the remelted semisolid billet were observed and the optimal remelting process was investigated. The results show that the semisolid billet of Al-3%Mg alloy with good microstructures can be obtained by the sloping cooling/shearing process. The optimal process conditions for preparing semisolid billet of Al-3%Mg alloy were obtained: pouring temperature is in the range of 660-680��, sloping angle is in the range of 40��-60��.Under the proper remelting conditions, the excellent semisolid microstructures that are suitable for semi-solid forming can be obtained. The optimal conditions of remelting process are: remelting temperature range of 620-630��, holding time range of 90-120min.
Key words: Al-3%Mg alloy; semisolid; sloping cooling/shearing; microstructure
���̬���μ�������30�������ʷ��, ��Ӧ������Ҳ�������� �ڹ���, �����봥����ι����Ѿ��ɹ�Ӧ���������ͺ��պ������������, ����Ӧ���ڵ���������ṹ����������[1-4]�� ��Ȼ��20����80�����ʼ�ҹ���ʼͶ���������̬��������ѧ���ۼ����칤�ս���������Ӧ�ý����о�, ȡ����������Ҫ�ɹ��� Ȼ��, ���ҹ����̬���μ����Բ�����, ������Ĺ�ҵ��Ӧ��[3-10]�� ��бʽ��ȴ���м�����ұ��ѧ������Ϊ�Ʊ�ϸ�����ϵ���Ч�ֶζ������۹�, ����Ϊһ���µİ��̬���μ����������ű���������, �ֳ�Ϊ��б����ȴ����, �����Ʊ����Ͻ���þ�Ͻ���̬���ϡ� Ŀǰ�ü������ձ��Ѿ�����ʵ�������Ͻ𱡴�����������, ������ŷ���Ѿ��걨�˷���ר��[11-14]�� �����й��ռ��, �豸�ɱ�����, ����ʵ��, ���Ʊ����۵���̬���ϵ��ص�, ����������̬���εĹ�ҵ��Ӧ���Լ����۵���̬���ϵ��Ʊ�������, ������Ҫ���о����塣 ���������������ʵ��װ��, ��б������˸Ľ�, ���ô��в����α������б�����ʵ��, ����бʽ��ȴ���м����Ʊ�Al-3%Mg���̬�Ͻ����Ͻ�����̽��, ���Զ��μ��ȹ��ռ����μ�����֯������������ܽ������о���
1 ʵ��
ʵ�����Ϊ��������������Al-3%Mg�Ͻ�, ��Һ�����¶�Ϊ640��, �������¶�Ϊ600�档
����ʵ��װ����ͼ1(a)��ʾ�� ��Ҫ�ɽ�עϵͳ�� ��бʽ��ȴ����ϵͳ������ϵͳ��������ɡ� ���Խ��Ʊ�װ��������豸���Ϊһ��, �Ա���а��̬�������, ��ͼ1(b)��ʾ�� Ϊ��ǿ��ȴ����Ч��, ��ԭ�л����϶���ȴ������˸���, ����ȴ�����ӹ��ɾ���һ�������ε���ȴ����, ��ͼ1(b)��ʾ�� ��ȴ�������ͭ����, ��ȴ����ͨ����ȴˮ, ��ȴ�峤��Ϊ640mm�� ͨ��������Ǧ������ƺϽ�������ٶ�, �ֱ�����Ǧ�Ϊ30�㡢 45�㡢 60����н�ע�� ��ע�¶ȿ�����660~700�档 ���Ͻ���Ԥ����ע�¶������½��н�עʱ, �Ͻ��ھ�����ȴ�����ʱ, ���ܵ���ȴ������������ļ�����ȴ����, �Ӷ��γ���֯�����İ��̬�Ͻ��ϡ� ͨ������ϵͳ���Խ����̬�������ɹ���������õ�����, Ҳ��ֱ�ӽ���������Ρ� Ϊ���жԱȹ۲�, ���ճ������칤�ս�����ˮ��ͭģ���졣 ���Ʊ��õ��İ��̬�Ͻ�����ˮ��ͭģ�н�������, ȡ��������۲�����֯��
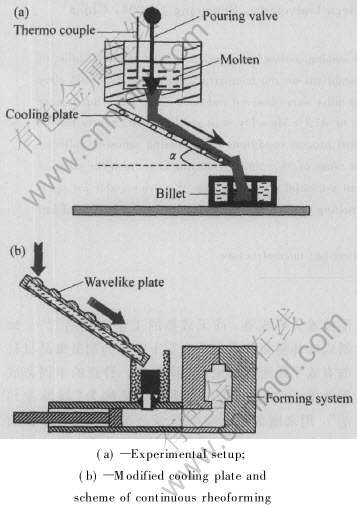
ͼ1 ��бʽ��ȴ���а��̬���μ���ʾ��ͼ
Fig.1 Schematic of sloping cooling/shearing process for semisolid forming
�������Ʊ��İ��̬Al-3%Mg�Ͻ�����ȡ��, ���������ڱ���¯�н��к���ʽ���μ���, ����۲�����μ�����֯�� ���μ����¶�Ϊ600~630��, ����ʱ��Ϊ30~120min�� ͬʱȡd8mm��15mm��������Gleeble1500��ģ��������Ͻ��а��̬ѹ��ʵ��, �Կ����Ʊ��İ��̬���ϴ����������, �����¶�Ϊ610, 615, 620��, ����ʱ��Ϊ3min, �������ʦ�[DD(-*2]��[DD)]Ϊ0.1s-1��
2 ��������
2.1 ���̬Al-3%Mg�Ͻ����ϵ�����֯
ͼ2��ʾΪ700����680�潽ע, �ֱ���ó���ˮ��ͭģ��������бʽ��ȴ���м����Ʊ���Al-3%Mg�Ͻ���֯�� ��������Ͻ���֯��Ҫ�ɴִ��֦���������, �����̬�Ͻ����ϵ���֯��Ҫ��ϸС�ĵ��ᾧ�����������ξ���ɡ� ���ֺϽ���֯���γ���Ͻ���ȴ�����ʱ���ܵ�����ȴ��������������ء�
���Ͻ�Һ����ע����ȴ�����ʱ, ���źϽ������ƶ�, �ܵ���ȴ�����ȴ����, �Ͻ���Ҫ��������ȴ����淢���Ǿ����κ�, ���ֻ��������Һ����������̺Ͻ���κ˹�������, ��֮ͬ�����ںϽ�����������ȴ������κ�, ���Ǿ����κˡ� Motegi��[12]��Ϊ��������ȴ���������Ĵ������˱�������ģ��, �Ӷ�ʹ�Ͻ���ϸ������ ���ֻ����봫ͳ�����屬���κ��������Ǻϡ�
����, ��һ�����û��Ʋ��ݺ���, �Ͻ����������������������ε���ȴ�����ʱ�ᷢ�����ҵ������˶�, �Ͻ��γɵ�֦�����벨������ȴ�������ײ�Ĺ�����, ֦���ۻᷢ������, ��ȻĿǰ����֦���۵Ķ��ѻ��ƹ۵㲻һ, ֦���ۿ��ܷ����Ķ��ѷ�ʽ�д����о�, �������ֶ��ѹ����DZ�Ȼ���ڵ�, ������ͬ���о���Ҳ�Ըù��̽���������, ��Ϊ֦���۵Ķ�����֦���ۻ�е�۶����۶϶��й�ϵ[15, 16]�� ֦���۵Ķ���Ҳ��������ֳ�뾧����ĥԲ��, �Ӷ�ʹ�Ͻ�ϸ������ ��ע�¶Ƚϸ�ʱ, ���������д���Һ��, ����ģ�����̺��γ���ϸС�ĵ��ᾧ, �����������������ξ���

ͼ2 Al-3%Mg�Ͻ���������̬���ϵ�����֯
Fig.2 Microstructures of conventional casting and semisolid billet of Al-3%Mg alloy
2.2 �����������̬Al-3%Mg�Ͻ�������֯��Ӱ��
��ע�¶ȶ�Al-3%Mg���̬�Ͻ�������֯��ϸ����������ҪӰ��, ���Ž�ע�¶Ƚ���, �Ͻ���֯��һ������ϸ������(��ͼ2(c)�� (d)��ʾ)�� ������Ϊ��ע�¶Ƚ���ʱ, �Ͻ�����ȴ������γɵľ��˻�����, �Ӷ�ʹ�Ͻ���֯ϸ��, ͬʱ�����¶Ƚϵ�, �Ͻ�����ȴģ�з������̵�ʱ��϶�, �Ͻ�֦��״����ʱ��϶�, ���, �Ͻ���֯�е�֦���۽��١� ��ͼ2(d)�ɹ۲쵽��680�潽עʱ, �õ��Ͻ���֯�Ķ���֦���ۼ�����ȫ��ʧ�� ��Ȼ, ��ע�¶Ȳ���̫��, ʵ��֤��, �ڽ�ע�¶ȵ���660��ʱ, �Ͻ������ȴ����������ȴ���γ����̿�, Ӱ���Ʊ����̡� ���, �ڱ�ʵ��������, �ȽϺ����Ľ�ע�¶ȷ�ΧΪ660~680�档
��Ǧ�(��ͼ1(a)��ʾ)ֱ��Ӱ��Ͻ�Һ�������ٶ�����ȴ��ƽ�з���ķ���, �Ӷ�Ӱ�쵽�Ͻ����ܼ������Ĵ�С�� ���, ���ʵ���Χ��������ǻ���ߺϽ����ܵ��ļ���ǿ��, �Ӷ�ʹ�Ͻ���֯��ϸС�� �� ��45������±���30������������Ʊ��ĺϽ���֯��ϸС(��ͼ3��ʾ)�� ����, ��ǹ���, ��ʹ�Ͻ�����ȴ�����פ��ʱ��̫��, �Ͻ�Һ�����������ȴ�����, ��ȴ���������ȴ���ò�������, �Ͻ𱬷��κ˵�����ʱ��̫��, ���յõ��ĺϽ���֯�������롣 �ۺ�����, �ȽϺ�������Ƿ�ΧӦΪ40��~60��[12-16]��
2.3 ���̬Al-3%Mg�Ͻ����ϵĶ��μ�����֯�봥������
ͼ4�� 5��ʾΪ660�潽ע�Ʊ��İ��̬Al-3%Mg�Ͻ����Ͼ����μ��Ⱥ������֯�� ���Կ�������֯��Ҫ��ϸСԲ���Ľ����εij�����(Al)�����뾧��Һ�����, ͬʱ�����������ξ�����, ��(Al)�����ڲ���������Һ�ࡣ �����¶��뱣��ʱ����Ӱ����μ��Ⱥ���̬�Ͻ���֯����Ҫ���ء�ͼ4��ʾΪ�ڱ���ʱ��Ϊ30minʱ, ��ͬ�����¶�������õĶ��μ�����֯�� ��ͼ�ɼ�, ���ֱ����¶��µ���֯��������ͬ�̶ȵ��� ���μ��ȱ����¶�Ϊ620��ʱ(ͼ4(a)), �����������Ҧ������Գ���, ���������Ե����ֿ�, ���ֵط�����һ������Һ����֡� �ڶ��μ����ڼ�, ��֯�ڲ��ѷ������־��������, �����ֵľ��紦�Ĺ�����֯�ͦ����ܽ��Һ��ֲ��ڦ��ྦྷ����, �ۻ��Ĺ�����֯����������ɢ, ʹ����֯�ڲ�������������Һ��ۼ����� �����ڲ��ij��������״��Һ�ࡣ ����ͬ�ı���ʱ����, ���μ��ȱ����¶���ߵ�630��ʱ, ����֯��ͼ4(b)��ʾ�� �����(Al)�����������һ���½�, ����Һ�������������һƬ, �����ڲ���Һ�����ࡣ 630�汣�±�620���±��º�Ĺ������һ����ϸ���� ��, �ߴ�Ҳ����һ�� �������ڱ����¶ȵ����, �Ͻ��ڵ�������ɢ�ٶȼӿ�, ��һ����������Һ�����������������, �����(Al)����һ����, ʹ�����������⻬�� �����¶�Խ��, ����Һ��������ʱ��ҲԽ�̡� ��620�汣��ʱ, �ʵ����ӱ���ʱ��, ��Ԫ����ɢ�� �ܽ⡢ ����������������, �Ͻ���֯���� ����(��ͼ5��ʾ)��

ͼ3 660�潽עʱ��ͬ��ȴ������������Ʊ��İ��̬Al-3%Mg�Ͻ����ϵ�����֯
Fig.3 Microstructures of semisolid billets of Al-3%Mg alloy prepared by cooling plate with different sloping angles at 660��

ͼ4 Al-3%Mg���̬�Ͻ��ڲ�ͬ�����¶�ʱ������֯
Fig.4 Microstructures of Al-3%Mg semisolid alloy at
different remelting temperatures (holding time: 30min)

ͼ5 Al-3%Mg���̬�Ͻ���620�汣�²�ͬʱ�������֯
Fig.5 Microstructures of Al-3%Mg semisolid alloy held at 660�� for different times
���, �ں����Ķ��μ��ȹ���������, ���Ի�������ι��������ɡ� �ֲ����ȵİ��̬�Ͻ���֯, ���ڽ��а��̬������Ρ� ͨ��ʵ���Ż�, ��Al-3%Mg���̬�Ͻ����϶��μ��ȵ����Ź�������Ϊ: �����¶�620~630��, ����ʱ��90~120min��
ʵ��֤��, �ڱ����¶�Ϊ620��ʱ, ����Һ����̫��, ���ںϽ��е����ݵ�ż�Ử������, ����ʵ��ʧ�ܡ� ��610�� 615�治ͬ�����¶��°��̬�����ڰ��̬��ѹ������Ӧ������Ӧ��������ͼ6��ʾ�� ��ѹ�����ο�ʼ, ��Ӧ��ֵ��0���ӵ�Լ0.01����ʱ, ����Ӧ�������, Ӧ���Ǽ������ӵ�, ����������ֵ, ����Ӧ�������, Ӧ��ֵˮƽά��һ��ʱ��, Ӧ����ֵƽ̨����, Ӧ���漴��ʼ�������½�, ��һ�γ�Ϊ���̬�Ͻ�ľ��ȱ��νΡ� ��Ӧ��ﵽ0.28����ʱ, Ӧ��ֵ��ʼ����, �Ⲣ�������ڰ��̬�Ͻ������Ӧ��������ɵ�, ��������������ѹ����̫��, ���ֲ෭, ��ͷ�������ĽӴ����Ѹ������, ������ɼ�ͷ���������Ħ������Ѹ������, �ı��������ڲ���Ӧ��״̬, ����Ϊ��Ӧ�������� ���, �ھ��ȱ��ν�, Al-3%Mg���̬�Ͻ����ϱ��ֳ����õĴ�������, ���������������, ���ű����¶ȵ�����, ����Ӧ��ֵ�������͡�
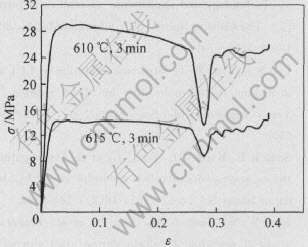
ͼ6 Al-3%Mg���̬����ѹ������Ӧ������Ӧ������
Fig.6 True stress��true strain curves of compressing semisolid billet of Al-3%Mg alloy (��[DD(-*2]��[DD)]=0.1s-1)
3 ����
1) ������бʽ��ȴ���м��������Ʊ�����������֯�İ��̬Al-3%Mg�Ͻ����ϡ�
2) ��ע�¶ȡ� ��ȴ����ǶԺϽ���֯������ҪӰ�졣 �ڱ�ʵ��������, �Ʊ����̬Al-3%Mg�Ͻ����ϵ����Ź�������Ϊ: ��ע�¶�660~680��, ���40��~60�㡣
3) �ں����Ķ��μ��ȹ���������, �ɻ����������ڽ��д�����εİ��̬�Ͻ���֯�� Al-3%Mg���̬�Ͻ����϶��μ��ȵ����Ź�������Ϊ: �����¶�620~630��, ����ʱ��90~120min��
4) �Ʊ��İ��̬Al-3%Mg���̬�Ͻ������ھ��ȱ��να��ֳ����õĴ�������, ���ű����¶ȵ�����, ����Ӧ��ֵ�������͡�
REFERENCES
[1]Flemming M C. Behavior of metal and alloys in the semi-solid state [J]. Metal Trans A, 1991, 22: 957-969.
[2]Fan Z. Semisolid metal processing[J]. International Materials Reviews, 2002, 47(2): 49-189.
[3]Chino Y, Kobata M, Iwasaki H, et al. An investigation of compressive deformation behavior for AZ91 Mg alloy containing a small volume of liquid [J]. Acta Materialia, 2003, 51: 3309-3318.
[4]���ؾ�, ����ͮ, лˮ��, ��. ���̬�ӹ�������Ӧ�� [J]. �й���ɫ����ѧ��, 2000, 10(6): 765-769.
LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng, et al. Technology and applications of semi-solid forming [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765-769.
[5]Luo S J, Tian W T. Structure evolution of LC4 alloy in making thixothropic billet by SIMA method [J]. Trans Nonferrous Met Soc China, 2001, 11(8):547-550.
[6]Song R B, Kang Y L, Sun J L, et al. Investigation of the microstructure of rolled semisolid steel [J]. Journal of Mater Sci Tech, 2002, 18(2): 281-282.
[7]Mao W M, Zhao A M, Yun D, et al. Preparation study of semisolid 60Si2Mn spring steel slurry[J]. Acta Metallurgica Sinica (English Letters), 2003, 16(6): 483-488.
[8]Chen Z H, Zhang H, Kang Z T, et al. Thixoforming of 6066 aluminum alloy by multi-layer spray deposition[J]. Trans Nonferrous Met Soc China, 2001, 11(1): 108-114.
[9]Liu C M, He N J, Li H J. Structure evolution of AlSi6.5Cu2.8Mg alloy in semisolid remelting processing[J]. J of Mate Sci, 2001, 36: 1-5.
[10]Xu X M, Zheng H X, Yuan S, et al. Recrystallization of preformed AZ91D magnesium alloys in the semisolid state[J]. Materials and Design, 2005, 26: 343-349.
[11]Kaufmann H, Mundi A, Uggowitzer P J. An update on the new rheocasting development work for Al- and Mg- alloys[J]. Die Casting Engineer, 2002, 4: 16-19.
[12]Motegi T, Yano E, Nishikawa N. New semisolid process of magnesium alloys[A]. Proceedings of the 2th Inter Conf on Light Materials for Transportation Systems, LiMAT-2001, CAAM[C]. Pusan, South Korea: CAAM, 2001. 185-190.
[13]Haga T. Semisolid strip casting using a twin roll caster with a cooling slope[J]. J of Mater Proc Tech, 2002, 130: 558-561.
[14]Haga T, Kenta T, Masaaki I. Twin roll casting aluminum alloy strips[J]. J of Mater Proc Tech, 2004, 153: 42-47.
[15]���ʹ�, ���, ������, ��. ��ȴ���������Al-Mg�Ͻ���֯��Ӱ��[J]. ��Ͻ�ӹ�����, 2004, 32(11): 15-18.
GUAN Ren-guo, LI Jun-peng, XU Yong-chang, et al. Effect of rheocasting by inclined cooling and shearing on microstructures of Al-Mg-based alloy[J]. Light Alloy Fabrication Technology, 2004, 32(11): 15-18.
[16]���ʹ�, ���, ʯ·, ��. ��бʽ��ȴ���������Ʊ����̬Al-Mg�Ͻ�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2005, 26(5): 448-451.
GUAN Ren-guo, LI Jun-peng, SHI Lu, et al. Preparation of Al-Mg-based semisolid alloy by inclined cooling/shearing[J]. J Northeastern University (Natural Science), 2005, 26(5): 448-451.
������Ŀ: ����ʡ��Ȼ��ѧ����������Ŀ(20041006); ������Ȼ��ѧ�����뱦������������Ŀ(50274020); ��������ѧ�������������Ŀ
�ո�����: 2005-09-08; ������: 2005-12-09
ͨѶ����: ���ʹ�, ������; �绰:024-83686459, 024-83681463; E-mail: guanrenguo@126.com
