
���±�ţ�1004-0609(2015)08-2243-08
���¼����������븻��ͭ�������е��м۽���
��ѧ��1, 2����־��1, 2�����컪1, 2���� ��1, 2
(1. ���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083��
2. �й���ɫ������ҵ���ұ���о����ģ���ɳ 410083)
ժ Ҫ��
���õ��¼�����������ͭ������(CAS)���о������������̸��м۽����ķ��븻����Ϊ���������ϱȡ������¶ȡ�����ʱ�䡢�����¶ȡ�����ʱ���Һ�̱ȵ�6�����ضԽ��������ʵ�Ӱ�졣����������Ż�����Ϊ���ϱ�Ϊ0.5�������¶�Ϊ600 �棬����ʱ��Ϊ60 min�������¶�Ϊ70 �棬����ʱ��Ϊ60 min��Һ�̱�Ϊ12.5 mL/g���ڴ��Ż������£�Se��As �Ľ����ʷֱ��95.79%��96.83%��Cu��Pb��Sb��Te�Ľ����ʷֱ�Ϊ0.16%��3.36%��1.02%��0.05%��ʵ����ͭ���������м۽�������Ч���������
�ؼ��ʣ�
���¼���������ͭ���������м۽�����������������
��ͼ����ţ�TF83 �� �� ���ױ�־�룺A
Valuable metals separation from copper anode slime by low-temperature alkaline smelting process
GUO Xue-yi1, 2, XU Zhi-peng1, 2, TIAN Qing-hua1, 2, LI Dong1, 2
(1. School of Metallurgy and Environment, Central South University, Changsha 410083, China;
2. Cleaner Metallurgical Engineering Research Center, Nonferrous Metal Industry of China, Changsha 410083, China)
Abstract: The valuable metals were separated from copper anode slime (CAS) by low-temperature alkaline smelting process. The effects of the mass ratio of NaOH, smelting temperature, smelting time, leaching temperature, leaching time and liquid-solid ratio on the leaching efficiency of metals were investigated. The results show that the optimum conditions are determined as follows: m(NaOH)/m(CAS) is 0.5, smelting temperature is 600 ��, smelting time is 60 min, leaching temperature is 70 ��, leaching time is 60 min and liquid-solid ratio is 12.5 mL/g. Under the optimum conditions, leaching efficiencies of Se and As are 95.79% and 96.83%, while the leaching efficiencies of Cu, Pb, Sb and Te are 0.16%, 3.36%, 1.02% and 0.05%, respectively, leading to the separation and enrichment of valuable metals from copper anode slime relatively.
Key words: low-temperature alkaline smelting; copper anode slime; valuable metal; separation; enrichment
ͭ��������ͭ��⾫�������в�����һ����Ҫ����Ʒ������������ͭ�ڵ�⾫�������в����ڵ��Һ�ĸ������������[1-2]��ͨ������Au��Ag��Cu��Pb��Se��Te��As��Sb��Ni��Bi��S��Sn��Fe��SiO2��Al2O3�����������ˮ�֣�����ȡϡ���������Ҫԭ��[3]��ͭ������Ĵ���Ӧ�����ѳ����ּ�������Ȼ�����û�ʪ���ܽ�ļ�������������������Ͻ���ĩ��������������������Ʒ[4]����Щ�������̻�����ۣ�����һ�������������ദ�����գ������˵Ԥ���������Ǿ���ͭ�����ദ���������ӵ���Ϊ��Ҫ�Ļ���[5]��Ԥ�������̵�Ŀ���Ǿ������ѳ�Cu��Se��Te�Ƚ�������һ��������������б�����������Ԥ���������ܶ࣬�紿��շ�[6]�����ữ���շ�[7]���������շ�[8]����ѹ���������[9-10]�ͼ�ѹ���������[11-12]������շ����ŵ��Ǵ��������ܽϺõؽ����������������롢�����ڻ��չ�������Ҳ������豸��ʴ���⣬ȱ���Dz������ӡ���Ⱦ�ϴ����ʵͣ����ữ���շ����б����¶ȵ͡�����ͭ�ѳ��ʸߵ��ŵ㣬���豸��ʴ�졢��������������Ⱦ���ء����ɢ����ͻ�����������շ���Ҫ�ŵ������Ļ����ʽϸߡ���ʵ���ں����ķ��룬���������ڳ����ܺĽϸߣ���ѹ������������ŵ���ͭ�ѳ��ʸߡ����չ��̶̣��������豸��ʴ�������ѳ��ʵ͡����ɢ����ͻ����ȱ�㣻��ѹ����������ŵ����������ѳ��ʸߡ����չ��̶̣��������豸Ҫ��ߡ��������ӡ��ڻ����ʵ͵�ȱ�㡣��ˣ������Ч�������ط��븻��ͭ���������м۽����ǵ�ǰؽ����������⡣
���¼�������[13]���ڼ��Խ����С�����Ե͵������¶������£���ijЩ�ѻ��ս���Ԫ����̬ת��Ϊ���ں���������ȡ�Ľ�����̬�����������¶��µ���������ԭ���̻����ȣ��Ӷ�Ӧ���ڷֽ⺬�����ο��Լ��Ӿ����β���з������Ի����������ʵķ�Ӧ���̣��ڴ���������Դʱ���ֳ�����ֱ���ʸߡ���ȾС���ܺĵ͵�����ŵ㣬��һ�־��й㷺Ӧ��ǰ���ĵ�̼�ؽ������ұ��[14-17]��Ϊ��ѡ���Է���ͭ�������е��顢���Լ�����ͭ��Ǧ���ࡢ�ڼ�������������м۽�����ɢ�������Դ�������Լ������������������߲��õ��¼���������Ԥ����ͭ�����࣬���������������̵Ľ�����Ϊ�����빤����������ϵͳ�о�������Ϊͭ��������������ṩ���ۺ������ݡ�
1 ʵ��
1.1 ʵ��ԭ��
ʵ��ԭ��Ϊ����ijͭұ������ͭ�����࣬��110 ���¸���24 h���������Ϊ180 mmɸ����1����Ϊ����Ҫ�ɷ֡�
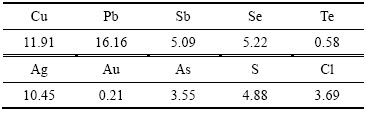
�ɱ�1��֪�������������ؽ���Cu��Pb��Sb��ϡɢ����Se��Te�Լ������Au��Ag�������ϸߣ����нϸߵĻ��ռ�ֵ��
Ϊ������ͭ�������и�Ԫ�صĴ�����̬��������XRD������ͼ1��ʾΪͭ�������XRD�ס���ͼ1���Կ�����ͭ����������Ҫ������ΪPbSO4��Ag2Se��Cu2Se��Sb4O6��
��1 ͭ������Ļ�ѧ�ɷ�
Table 1 Chemical composition of copper anode slime (mass fraction, %)
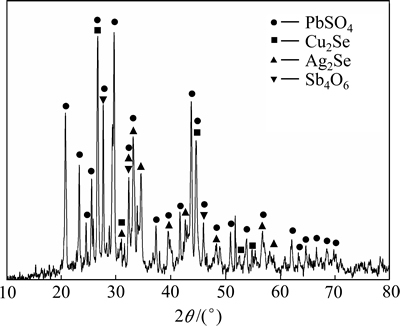
ͼ1 ͭ������XRD��
Fig. 1 XRD pattern of copper anode slime
1.2 ʵ�鷽��
��4 gͭ��������һ������NaOH��ֻ�Ϻ����ڵ���¯�к�������һ��ʱ�䣬��ȴ����飬��ȥ����ˮ��������һ��ʱ��(��Ƶ��Ϊ2~3 s-1)�����˺�ȡ��Һ���м�⣬ͼ2��ʾΪʵ������ͼ��ͨ���ⶨ��Һ�н�������Ũ���жϽ����Ľ�����(R)�����㹫ʽ��ʽ(1)��ʾ��
 (1)
(1)
ʽ�У�RΪ�����Ľ����ʣ�%�� Ϊ��������Ũ�ȣ�g/L��VΪ��Һ�����L��mΪͭ������������g��wΪ�ý�����ͭ����������ռ����������%��
Ϊ��������Ũ�ȣ�g/L��VΪ��Һ�����L��mΪͭ������������g��wΪ�ý�����ͭ����������ռ����������%��
���ñ�����������������˾������WEX120��ԭ�ӷֹ��ȼƼ����Һ�е�Cu��Pb��SbŨ�ȣ����õ����ϵ�������-ԭ�ӷ��������(Optimal 5300DV��Perkin-Elmer��˾����)���Se��As��Te Ũ�ȡ�
1.3 ʵ��ԭ��
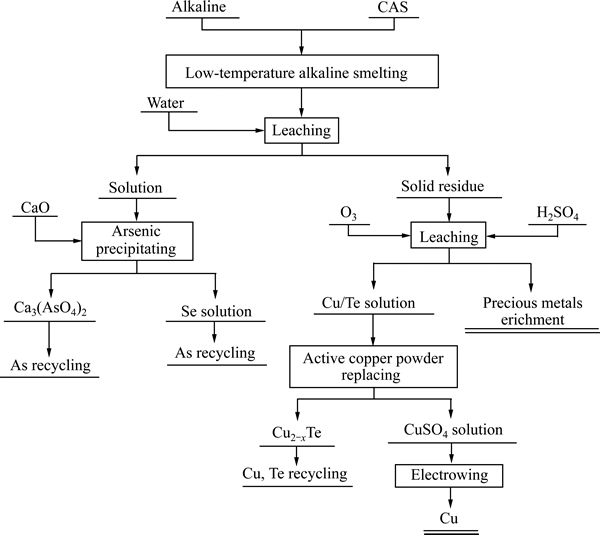
ͼ2 ʵ������ͼ
Fig. 2 Schematic diagram of experimental flow sheet
ͭ�������ڵ��¼������������У����е�Ag2Se��Cu2Se�������е�������������������ΪAg2O����Ag2O����Ӧ���ڸ��������¼��ֽ�Ϊ������ˮ��������[18]��Cu2Se�ױ�����ΪCuO��SeO2��CuO�ڵͼ�������»�������Ӧ����SeO2�ױ���������NaOH������������ˮ��Na2SeO3��PbSO4��������ڼ�NaOH��Ӧת��ΪPbO��PbO�ڼ�ȵ�ʱ�������ڼ���Һ��Sb4O6��As2O3���������NaOH��Ӧ���ɲ�����ˮ��Na2Sb4O7�Ϳ��ܵ�NaAsO2�����������У�������ֽ������Һ����ͭ��Ǧ���ࡢ�ڼ������ȹ�������������������Ч��ʵ��ͭ���������м۽����ķ����������Ҫ�Ļ�ѧ��Ӧ����ʽ��ʽ(2)~(7)��ʾ��
2Ag2Se+4NaOH+3O2=2Ag2O+2Na2SeO3+2H2O (2)
2Ag2O=4Ag +O2�� (3)
Cu2Se+2O2+2NaOH=Na2SeO3+2CuO+H2O (4)
PbSO4+2NaOH=PbO+Na2SO4+H2O (5)
Sb4O6+2NaOH=Na2Sb4O7+H2O (6)
As2O3+2NaOH=2NaAsO2+H2O (7)
2 ���������
2.1 ��������ʵ��
2.1.1 ���ϱȶԽ��������ʵ�Ӱ��
�������¶�Ϊ500 �桢����ʱ��Ϊ60 min�������¶�Ϊ40 �桢����ʱ��Ϊ60 min��Һ�̱�(�������/ͭ����������)Ϊ12.5 mL/g�������£��о��˼��ϱ�(m(NaOH)/m(CAS))�ֱ�Ϊ0��0.25��0.5��0.75��1.25ʱCu��Pb��Sb��Te��Se��As�Ľ����ʡ�ͼ3��ʾΪ���ϱȶԽ��������ʵ�Ӱ�졣
��ͼ3��֪��������Ľ������ڼ��ϱ�С��0.5ʱ�����ż��ϱȵ���������������������ڼ��ϱ�����Ӧ��ϵ��OH-�Ļ����ǿ���ٽ�������ת��Ϊ�����ڼ���Һ��Na2SeO3��NaAsO2���ڼ��ϱ�0.5ʱ������������ʷֱ�ﵽ���90.28%��86.27%�������ϱȴ���0.5ʱ��������Ľ����ʻ��������ȶ�����ͭ��Ǧ�ڼ��ϱ�С��ʱ������������������ż��ϱȵ����ӻ���������������ΪCu2Se��PbSO4�ڷ�Ӧ�������ɵ�CuO��PbO�����Ũ�ȵ�OH-��Ӧ�����������ڼ���Һ��Cu(OH)42-��PbO22-���ڼ��ϱ�1.25ʱ��ͭ��Ǧ�ﵽ���5.70%��15.94%������ڵĽ����ʼ���Ϊ0���������������ϱ�ѡ0.5Ϊ�ˡ�
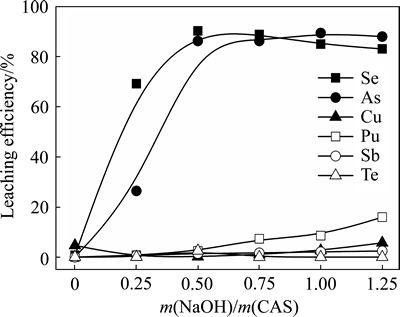
ͼ3 ���ϱȶԽ��������ʵ�Ӱ��
Fig. 3 Effect of mass ratio of NaOH on leaching efficiency of metals
CuO��PbO�ܽ��ڸ�����Һ�ķ�Ӧʽ��ʽ(8)��(9)��ʾ��
CuO+H2O+2OH-=Cu(OH)42- (8)
PbO+2OH-=PbO22-+H2O (9)
2.1.2 �����¶ȶԽ��������ʵ�Ӱ��
�ڼ��ϱ�Ϊ0.5������ʱ��Ϊ60 min�������¶�Ϊ40 �桢����ʱ��Ϊ60 min��Һ�̱�Ϊ12.5 mL/g�������£��о��������¶ȷֱ�Ϊ25��200��300��400��500��600��700 ��ʱCu��Pb��Sb��Te��Se��As�Ľ����ʡ�ͼ4��ʾΪ�����¶ȶԽ��������ʵ�Ӱ�졣
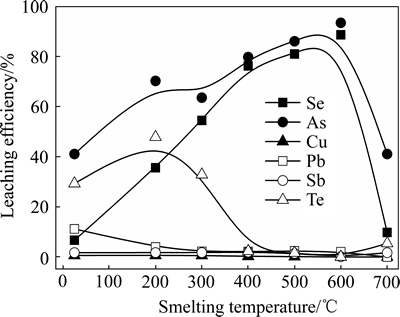
ͼ4 �����¶ȶԽ��������ʵ�Ӱ��
Fig. 4 Effect of smelting temperature on leaching efficiency of metals
��ͼ4��֪��������Ľ������������¶ȵ���600 ��ʱ�����������������¶�600 ��ʱ���ֱ�ﵽ���88.84%��93.66%�����������¶ȸ���600 ��ʱ�������ʼ����½����ڵĽ��������������¶ȵ��������������½�����������¶ȸ���500 ������ʼ���Ϊ0��Ǧ�Ľ��������������¶ȵ����ߣ����½�Ȼ�����ά����2.15%���ң�ͭ����Ľ����ʼ���Ϊ0�������������Ŀ���ԭ���ǣ������¶����ߣ������Ƚ��ͣ���������ǿ����ѧ��Ӧ���ʼ���Ӧ��������ɢ���ʲ��ϼӿ죻ͬʱ�������¶����ߣ�������O2�ܽ�ȼ�С[19]���Ը�Ԫ���������ü��������������Լ�����������£���Ԫ�ؽ����ʳ��������ߺ͵����ơ���ˣ����˵������¶�Ϊ600 �档
2.1.3 ����ʱ��Խ��������ʵ�Ӱ��
�ڼ��ϱ�Ϊ0.5�������¶�Ϊ600 �桢�����¶�Ϊ40 �桢����ʱ��Ϊ60 min��Һ�̱�Ϊ12.5 mL/g�������£��о�������ʱ��ֱ�Ϊ10��20��30��45��60��90��120 minʱCu��Pb��Sb��Te��Se��As�Ľ����ʡ�ͼ5��ʾΪ����ʱ��Խ��������ʵ�Ӱ�졣
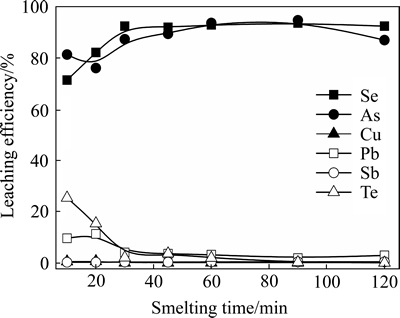
ͼ5 ����ʱ��Խ��������ʵ�Ӱ��
Fig. 5 Effect of smelting time on leaching efficiency of metals
��ͼ5��֪����������ʱ����ӳ������Ľ����ʿ���������������ʱ��Ϊ30 minʱ�ﵽ���92.43%����Ľ�������������ʱ����ӳ��Ȼ���������������ʱ��Ϊ60 minʱ�ﵽ���91.55%��������������ʱ����ӳ��������������������ڼ���Һ��Na2SeO3��NaAsO2ת����������ʱ��ﵽ60 min���������Ѿ���Ӧ��ȫ����ˣ������ʱ��ֲ��䣻����������ʱ����ӳ����ں�Ǧ�Ľ��������½���������ʱ��Ϊ60 min�ֱ�ﵽ���1.89%��3.15%��ͭ�����������ɲ����ڼ���Һ��CuO��Na2Sb4O7����ˣ������ʼ���Ϊ0����������ʱ��仯���������������˵�����ʱ��Ϊ60 min��
2.1.4 ��������XRD����
ͼ6��ʾΪ�����������������ò����XRD�ס���ͼ6��֪��ͭ������������������Ҫ������ΪAg��Cu2O(SeO3)��Na2Sb4O7��CuO��CuSeO3��NaAsO2����ˣ�ͭ�����������������У�Ag2Seת��ΪAg2O��Cu2Se������ΪCu2O(SeO3)��CuSeO3��CuO��Sb4O6ת��ΪNa2Sb4O7��As2O3ת��ΪNaAsO2��
CuO��Na2Sb4O7���������������ˮ����NaAsO2������ˮ����Cu2O(SeO3)��CuSeO3��ˮ�������л���NaOH��Ӧ���õ�CuO�Ϳ����ڼ���Һ��Na2SeO3����ˣ��������������ˮ����������������Һ����ͭ��Ǧ���ࡢ�ڼ������ȹ�����������������ʵ��ͭ���������м۽����ķ��������
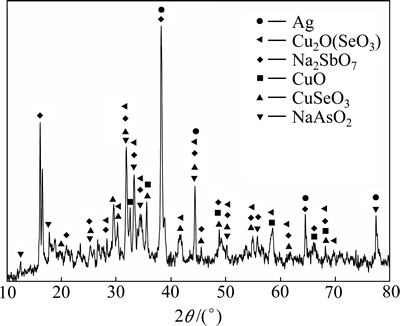
ͼ6 ��������XRD��
Fig. 6 XRD pattern of smelting product
2.2 ��������ʵ��
2.2.1 �����¶ȶԽ��������ʵ�Ӱ��
�ڼ��ϱ�Ϊ0.5�������¶�Ϊ600 �桢����ʱ��Ϊ60 min������ʱ��Ϊ60 min��Һ�̱�Ϊ12.5 mL/g�������£��о��˽����¶ȷֱ�Ϊ25��40��50��60��70��80 ��ʱCu��Pb��Sb��Te��Se��As�Ľ����ʡ�ͼ7��ʾΪ�����¶ȶԽ��������ʵ�Ӱ�졣
��ͼ7��֪�����Ž����¶ȵ����ߣ�As�Ľ����������ߣ��ڽ����¶�Ϊ80 ��ʱ�ﵽ��ߣ�������Ϊ���Ž����¶ȵ����ߣ�NaAsO2���ܽ��������ˣ�����������ߣ���Se��Cu��Pb��Sb��Te�Ľ����ʻ�
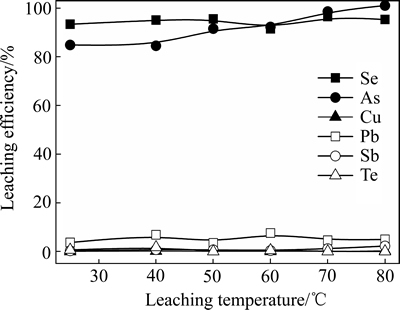
ͼ7 �����¶ȶԽ��������ʵ�Ӱ��
Fig. 7 Effect of leaching temperature on leaching efficiency of metals
�����䣬�ֱ�Ϊ95%��0.05%��5%��1.0%��0��˵�������¶ȶԸ�Ԫ�صĽ�����Ӱ�첻���ۺϿ����ܺĺͽ����ʣ����˵Ľ����¶�Ϊ70 �档
2.2.2 ����ʱ��Խ��������ʵ�Ӱ��
�ڼ��ϱ�Ϊ0.5�������¶�Ϊ600 �桢����ʱ��Ϊ60 min�������¶�Ϊ70 �桢Һ�̱�Ϊ12.5 mL/g�������£��о��˽���ʱ��ֱ�Ϊ10��20��30��45��60��120 minʱCu��Pb��Sb��Te��Se��As�Ľ����ʡ�ͼ8��ʾΪ����ʱ��Խ��������ʵ�Ӱ�졣
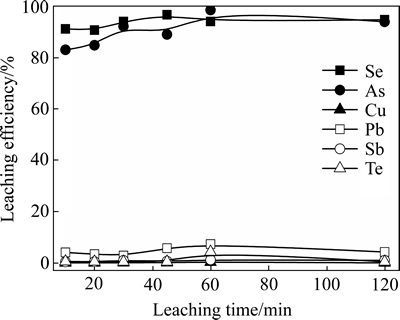
ͼ8 ����ʱ��Խ��������ʵ�Ӱ��
Fig. 8 Effect of leaching time on leaching efficiency of metals
��ͼ8��֪�����Ž���ʱ����ӳ���NaAsO2���ܽ���ӳ�֣���Ľ����������ߣ�ͬʱ��Cu2O(SeO3)��CuSeO3ת��ΪNa2SeO3��Ϊ���ף����Ľ�����������ߣ��ڽ���ʱ��Ϊ60 minʱ��������Ľ����ʷֱ�ﵽ���96.50%��98.59%����ͭ��Ǧ������ڵ����������˲����ڼ���Һ�����ʣ���ˣ�����ʱ���������ʻ���û��Ӱ�졣�ۺϿ��ǣ����˵Ľ���ʱ��Ϊ60 min��
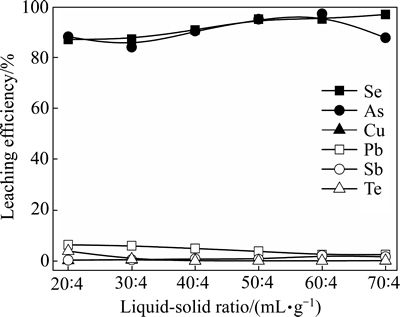
2.2.3 Һ�̱ȶԽ��������ʵ�Ӱ��
�ڼ��ϱ�Ϊ0.5�������¶�Ϊ600 �桢����ʱ��Ϊ60 min�������¶�Ϊ70 �桢����ʱ��Ϊ60 min�������£��о���Һ�̱ȷֱ�Ϊ20:4��30:4��40:4��50:4��60:4��70:4 mL/gʱCu��Pb��Sb��Te��Se��As�Ľ����ʡ�ͼ9��ʾΪҺ�̱ȶԽ��������ʵ�Ӱ�졣
��ͼ9��֪������Һ�̱ȵ����ӣ�����������Һ���и���ɢ����Ӧ���ϸ����ȣ������ڷ�Ӧ�����ɢ�����Ҽ���Һ��NaAsO2��Na2SeO3���ܽ��������ӣ����������Ľ������������ߣ�����Һ���������Ũ�ȴﵽƽ�������ʻ������ֲ��䣬��Һ�̱�Ϊ50:4 mL/gʱ���ﵽ���95.07%��95.07%��Һ�̱ȶ�ͭ��Ǧ������ڵĽ����ʻ���û��Ӱ�졣һ��������Һ�̱����ӣ����μ��ͬ����ЧӦ�������ܽⷴӦ�����ף������������ߣ�Ϊ�������������Ľ����ʣ�ͬʱ�ּ��ٺ��������Һ�������ѡҺ�̱�50:4 mL/gΪ�ˡ�
ͼ9 Һ�̱ȶԽ��������ʵ�Ӱ��
Fig. 9 Effect of liquid-solid ratio on leaching efficiency of metals
2.3 �Ż�����ʵ��
ͨ�����ϵ�ϵ��ʵ���о����ɵó�ͭ��������¼����������Ż������������£����ϱ�Ϊ0.5�������¶�Ϊ600 �桢����ʱ��Ϊ60 min�������¶�Ϊ70 �桢����ʱ��Ϊ60 min��Һ�̱�Ϊ12.5 mL/g���ڴ��Ż������½�����֤ʵ�顣��2����Ϊ�Ż�������ʵ������
��2 �Ż�����ʵ����
Table 2 Experiment results of optimum experiment
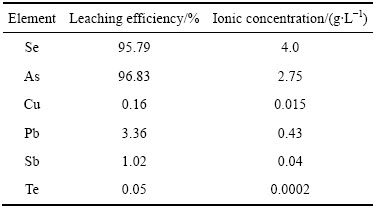
�ɱ�2��֪���ڴ��Ż������£�ͭ�������д�������������Һ�У�������Ľ����ʷֱ�Ϊ95.79%��96.83%����������ļ���Һ������ʯ�Ҷ����е�����й̶���ʹ��������Ч���룬Ȼ��������й��տɶ���������л��գ���ͭ��Ǧ������ڼ���ȫ������������У�������ʷֱ�Ϊ0.16%��3.36%��1.02%��0.05%����ˣ����õ��¼�����������ͭ��������ʵ��ͭ���������м۽����ķ��������
ͼ10��ʾΪ�������µõ��Ľ�������XRD�ס���ͼ10���Կ���������������Ҫ����ΪAg��Na2Sb4O7��PbO��CuO����As��Se���ڷ�Ӧ��֣����������еĺ����ͣ���XRD����δ����ʾ���ý��������Բ���������н�����ʹ���е�Cu��Te�������Һ��������ϡ�������������������У��Ӷ���һ��ʵ��ͭ���������м۽�������Ч���������
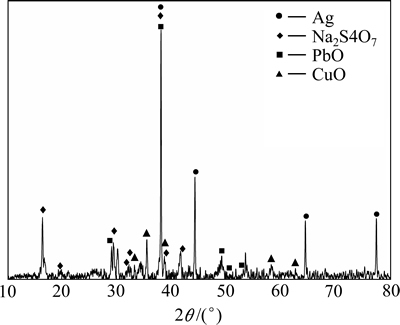
ͼ10 ��������XRD��
Fig. 10 XRD pattern of leaching residue
3 ����
1) ���õ��¼�����������ͭ�����࣬�ܱ��ͳ�������м۽����ķ�ɢ��ʹ���е�������ֽ������Һ�У���ͭ��Ǧ���ࡢ�ںͽ����Ƚ�������ȫ�������ڽ������У���ʵ��ͭ���������м۽�������Ч���������
2) ���¼�����������ͭ������������������£����ϱ�Ϊ0.5�������¶�Ϊ600 �桢����ʱ��Ϊ60 min�������¶�Ϊ70 �桢����ʱ��Ϊ60 min��Һ�̱�Ϊ12.5 mL/g���ڴ������£�Se��As��Cu��Pb��Sb��Te����Һ���н����ʷֱ�Ϊ95.79%��96.83%��0.16%��3.36%��1.02%��0.05%��
3) ���¼�����������ͭ�����࣬��������ռ�������ã������������У�������ת��Ϊ�������벻�������Σ���������ʵ�ֿ������벻�������εķ��롣
4) ���¼�����������ͭ���������õĺ����������Һ��������ʯ�Ҷ����е�����й̶���ʹ��������Ч���룬Ȼ��������й��տɶ���������л��գ����������ɲ�����������������ʹ���е�Cu��Te�������Һ��������ϡ�������������������У���һ��ʵ��ͭ���������м۽�������Ч���������
REFERENCES
[1] ������, ����ƽ. ͭʪ��ұ����״����չ����[J]. ���ջ���, 2011, 37(2): 13-14.
HUANG Wang-yin, SU Qing-ping. The situation and development of copper hydrometallurgy[J]. Anhui Chemical, 2011, 37(2): 13-14.
[2] �¹���, ���Ӣ, �� ��, ��ѩ��. ͭ������ѡұ���������Ĵ�ѡ�о�[J]. �����, 2013, 34(3): 32-33.
CHEN Guo-bao, YANG Hong-ying, GUO Jun, LI Xue-jiao. The rougher flotation process of copper anode slime for collecting gold and silver[J]. Precious Metals, 2013, 34(3): 32-33.
[3] ��ѩ��, ���Ӣ, ١����, �¹���. ͭ������Ĺ��տ���ѧ[J].������ѧѧ��(��Ȼ��ѧ��), 2013, 34(4): 560-561.
LI Xue-jiao, YANG Hong-ying��TONG Lin-lin��CHEN Guo-bao. Technological mineralogy of copper anode slime[J]. Journal of Northeastern University (Natural Science), 2013, 34(4): 560-561.
[4] ��ΰ��. ��������������ͭ/Ǧ��������о�[D]. ��ɳ: ���ϴ�ѧ, 2011: 120-128.
LIU Wei-feng. Study on copper/lead anode slimes treated by alkaline oxidative leaching[D]. Changsha: Central South University, 2011: 120-128.
[5] ��ѧ��, Ф��÷, �Ӿ�ѿ, ���컪. ͭ�����ദ�������й��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(5): 990-998.
GUO Xue-yi, XIAO Cai-mei, ZHONG Ju-ya, TIAN Qing-hua. Behaviors of precious metals in process of copper anode slime treatment[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 990-998.
[6] л����, ������, �º���, ����ƽ. �ڵ���Դ, ��;����ȡ���뼼���о���״[J]. �Ĵ���ɫ����, 2005(1): 5-8.
XIE Ming-hui, WANG Xing-ming, CHEN Hou-xing, LUO Xian-ping. Resources, applications and up-to-date development of extraction separation technology of Te[J]. Sichuan Nonferrous Metals, 2005(1): 5-8.
[7] л����, ������, · ��. ��ͭ�������л������о���״[J]. ʪ��ұ��, 2010, 29(3): 143-146.
XIE Hong-yan, WANG Ji-kun, LU Hui. Recovery of tellurium from copper anode slime research status[J]. Hydrometallurgy of China, 2010, 29(3): 143-146.
[8] ���˸�. ʪ������ͭ��������о�(��): ͭ�������ڵĽ� ��[J]. ʪ��ұ��, 2000, 19(3): 41-45.
LI Yun-gang. Study on hydrometallurgical processing for copper-bearing anode mud(��): Selective leaching of Cu, Se and Te[J]. Hydrometallurgy of China, 2000, 19(3): 41-45.
[9] ������, ������, ������, ����ǿ. ͭ��������ѹ���Ԥ���������о�[J]. ��ɫ����(ұ������), 2014, 7: 5.
ZHONG Qing-shen, HE Xiu-zhen, MA Yu-tian, LIU Yu-qiang. Study of oxygen pressure acid leaching pretreatment technology for copper anode slime[J].Nonferrous Metals (Extractive Metallurgy), 2014, 7: 5.
[10] SCHLESINGER M E, KING M J, SOLE K C, DAVENPORT W G I. Extractive metallurgy ofcopper[M]. UK: Elsevier, 2011: 304-308
[11] ��ΰ��, ������, ������, �� ��, �Ŷų�, �� ��. �ѳ�ͭ�������м�������Ԥ��������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(4): 1332-1333.
LIU Wei-fen, YANG Tian-zu, LIU You-nian, CHEN Lin, ZHANG Du-chao, WANG An. Pretreatment process for removing base metals from copper anode slime[J]. Journal of Central South University (Science and Technology), 2013, 44(4): 1332-1333.
[12] LIU Wei-feng, YANG Tian-zu, ZHANG Du-chao, CHEN Lin, LIU You-nian. Pretreatment of copper anode slime with alkaline pressure oxidative leaching[J]. International Journal of Mineral Processing, 2014, 128: 48-54.
[13] ���ɲ�, �ų���, ���ҳ�. �����ʪ��ұ����[M]. ����: ұ��ҵ������, 2009: 10-16.
ZHAO You -cai, ZHANG Cheng- long, JIANG Jia- chao. Hydrometallurgy technology in alkaline medium[M]. Beijing: Metallurgical Industry Press, 2009: 10-16.
[14] ������, �Ƴ���, ������, ���, ������, �� ��, ŷ ��. һ�ֺ���ǰ;�ĵ�̼���ұ�������ؽ�����������ұ��[J]. �й���ɫұ��, 2010(4): 49-53.
TANG Mo-tang, TANG Chao-bo, CHEN Yong-ming, YANG Jian-guang, YANG Sheng-hai, HE Jing, OU Zhao. A promising low carbon clean metallurgical method: Low-temperature molten salt metallurgy of heavy metal[J]. China Nonferrous Metallurgy, 2010(4): 49-53.
[15] �����, �Ƴ���, ������, ���, ������, ������, �� ��.һ������Ǧ�������ұ�����ɫ����[J]. ��ɫ����(ұ������), 2013, 8: 1-4.
HU Yu-jie, TANG Chao-bo, TANG Mo-tang, YANG Jian-guang, CHEN Yong-ming, YANG Sheng-hai, HE Jing. A clean and green process of low-temperature for smelting of secondary lead[J]. Nonferrous Metals (Extractive Metallurgy)2013, 8: 1-4.
[16] ��ѧ��, ������, ���컪. ������·��������ĩ���¼����������̵�Ԫ����Ϊ[J]. �й���ɫ����ѧ��, 2013, 23(6): 1757-1763.
GUO Xue-yi, LIU Jing-xin, TIAN Qing-hua. Elemental behavior of multi-component metal powders from waste printed circuit board during low-temperature alkaline smelting[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6): 1757-1763.
[17] ������, ��ѧ��, ���컪, �� ��. ���¼�������������ȡ������·���ĩ�����Խ���[J]. �����Ƽ���ѧѧ��, 2014, 36(7): 875-879.
LIU Jing-xin, GUO Xue-yi, TIAN Qing-hua, LI Dong. Separation and extraction of amphoteric metals from waste printed circuit board powders by low-temperature alkaline smelting[J]. Journal of University of Science and Technology Beijing, 2014, 36(7): 875-879.
[18] �� ��. �Ӹߺ������ں���������з�����ȡ�����ڵ��о�[D]. ����: ����������ѧ, 2008.
ZHONG Yong. Research of Selenium and tellurium separation and extraction from high selenium, tellurium and precious metal-rich compound[D]. Kunming: Kunming University of Science and Technology, 2008.
[19] �� ��, ������, ������, ֣ʫ��, �� ��, �� ܲ. NaOH��Һ�м�Ũ�ȡ�����ѹ���Լ��¶ȶ�Pt�缫��������ԭ��Ӧ��Ӱ��[J]. ������ѧѧ��, 2014(1): 67-74.
PENG Zhong, YAN Wen-yi, WANG Shao-na, ZHENG Shi-li, DU Hao, ZHANG Yi. Effect of alkali concentration, oxygen partial pressure and temperature on oxygen reduction reaction on Pt electrode in NaOH solution[J]. Acta Physico-Chimica Sinica, 2014(1): 67-74.
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ�����ص���Ŀ(51234009)��������Ȼ��ѧ����������Ŀ(51074190)������ʡ��Ȼ��ѧ�����������������Ŀ(14JJ3017)����������ʿ�����������Ŀ(20110162110049)
�ո����ڣ�2014-09-22�������ڣ�2015-05-07
ͨ�����ߣ��� ������ʦ����ʿ���绰��0731-88876255��E-mail: yejin013_18@163.com
ժ Ҫ�����õ��¼�����������ͭ������(CAS)���о������������̸��м۽����ķ��븻����Ϊ���������ϱȡ������¶ȡ�����ʱ�䡢�����¶ȡ�����ʱ���Һ�̱ȵ�6�����ضԽ��������ʵ�Ӱ�졣����������Ż�����Ϊ���ϱ�Ϊ0.5�������¶�Ϊ600 �棬����ʱ��Ϊ60 min�������¶�Ϊ70 �棬����ʱ��Ϊ60 min��Һ�̱�Ϊ12.5 mL/g���ڴ��Ż������£�Se��As �Ľ����ʷֱ��95.79%��96.83%��Cu��Pb��Sb��Te�Ľ����ʷֱ�Ϊ0.16%��3.36%��1.02%��0.05%��ʵ����ͭ���������м۽�������Ч���������
[1] ������, ����ƽ. ͭʪ��ұ����״����չ����[J]. ���ջ���, 2011, 37(2): 13-14.
[2] �¹���, ���Ӣ, �� ��, ��ѩ��. ͭ������ѡұ���������Ĵ�ѡ�о�[J]. �����, 2013, 34(3): 32-33.
[3] ��ѩ��, ���Ӣ, ١����, �¹���. ͭ������Ĺ��տ���ѧ[J].������ѧѧ��(��Ȼ��ѧ��), 2013, 34(4): 560-561.
[4] ��ΰ��. ��������������ͭ/Ǧ��������о�[D]. ��ɳ: ���ϴ�ѧ, 2011: 120-128.
[5] ��ѧ��, Ф��÷, �Ӿ�ѿ, ���컪. ͭ�����ദ�������й��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(5): 990-998.
[6] л����, ������, �º���, ����ƽ. �ڵ���Դ, ��;����ȡ���뼼���о���״[J]. �Ĵ���ɫ����, 2005(1): 5-8.
[7] л����, ������, · ��. ��ͭ�������л������о���״[J]. ʪ��ұ��, 2010, 29(3): 143-146.
[8] ���˸�. ʪ������ͭ��������о�(��): ͭ�������ڵĽ� ��[J]. ʪ��ұ��, 2000, 19(3): 41-45.
[9] ������, ������, ������, ����ǿ. ͭ��������ѹ���Ԥ���������о�[J]. ��ɫ����(ұ������), 2014, 7: 5.
[13] ���ɲ�, �ų���, ���ҳ�. �����ʪ��ұ����[M]. ����: ұ��ҵ������, 2009: 10-16.
[18] �� ��. �Ӹߺ������ں���������з�����ȡ�����ڵ��о�[D]. ����: ����������ѧ, 2008.
