
DOI: 10.11817/j.issn.1672-7207.2018.08.011
7056���Ͻ������Ʊ��β������Ե�ʵ���о�����ֵģ��
������1��������1, 2���¿���1, 2, 3������1��Ԭ����1
(1. ���ϴ�ѧ ��Ͻ��о�Ժ������ ��ɳ��410083��
2. ���ϴ�ѧ ��ɫ�����Ƚ��ṹ����������Эͬ�������ģ����� ��ɳ��410083��
3. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
��֯����������ѧ�����Լ�DEFORM����Ԫ�����ȷ������Է����о�7056���Ͻ���Ϊ20 mm���ں�ȷ������֯��֯���������Լ����Ʊ��ι��ɣ��ص��ʾ��ȷ���1/4�����Ʊ�����֯�������ܵĹ�ϵ���о�����������Ӻ����㵽о���ٽᾧ�̶������ӣ����о��������֯��(Brass{011}<211>��S{123}<634>��Copper{112}<111>)����������������ٽᾧ֯��Cube{001}<100>���������С������֯��(r-Cube{001}<110>��{112}<110>)��Ҫ�ֲ��ں��ı����1/4�㣬����1/4��������������ǿ���غ�ȷ���ʡ�W���ͷֲ����ں�ȷ���1/4��ǿ����͡�����Ҫԭ�������ƹ����к��1/4��ļ���Ӧ�������ȱ�����о���Ĵ��Ҹò��Ӧ�䡢Ӧ���ٶȺͽ��������ٶȱȱ���ĸߣ��������Ʊ��β����ȡ�
�ؼ��ʣ�
7056���Ͻ�����������������ֵģ��������Ӧ����֯����
��ͼ����ţ�TG146 ���ױ�־�룺A ���±�ţ�1672-7207(2018)08-1914-08
Numerical simulation and experimental investigation of rolling deformation inhomogeneity of 7056 aluminum alloy thick plate
CHANG Jiangyu1, CHEN Songyi1, 2, CHEN Kanghua1, 2, 3, ZHOU Liang1, YUAN Dingling1
(1. Light Alloy Research Institute, Central South University, Changsha 410083, China;
2. Nonferrous Metal Oriented Advanced Structural Materials and Manufacturing Cooperative Innovation Center,
Central South University, Changsha 410083, China;
3. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The microstructure, texture, property and deformation law of 7056 aluminum alloy thick plate with a thickness of 20 mm were investigated by optical microscopy, electron back-scattered diffraction(EBSD) technique, tensile tests and DEFORM finite element technology. The relationship among rolling deformation, texture and property was revealed. The results show that the fraction of recrystallization increases from the surface to the center layer, the volume fraction of rolling textures of the center is the highest, such as Brass{011}<211>, S{123}<634> and Copper{112}<111>, the volume fraction of recrystallization textures of the surface is the lowest, such as Cube{001}<100>, and the volume fraction of shear textures of the 1/4 layer is the highest, such as r-Cube{001}<110> and {112}<110>. The distribution shape of strength is ��W�� along the thickness direction, and the strength of 1/4 layer is the lowest. The main reason is that the shear stress of 1/4 layer is higher than that of the surface and center layer during the rolling process, and the strain, strain rate and metal flow velocity of 1/4 layer have similar changes, which can cause the uneven distribution of rolling of 7056 aluminum alloy thick plate along the thickness direction.
Key words: 7056 aluminum alloy thick plate; inhomogeneity; numerical simulation; shear stress; texture
Al-Zn-Mg-Cu ��ǿ���Ͻ�����г�ǿ�����͡���ʴ���ص㣬�㷺Ӧ���ڷɻ������ڰ�Ƚṹ[1-2]��Ϊ����ɻ����ͻ����ṹ���������廯�о�Ҫ����Ҫ��һ����߳�ǿ���Ͻ�����֯�����ܵľ�����[3]����ǿ���Ͻ����ȷ�����֯���ܲ����������2�����ӷֲ����Ͻ�ɷ��Լ�֯��״̬��ء�HENK��[4]�о���7075-T651̬���Ͻ�����ѧ���ܡ�Ӳ�ȺͶ��������ں�ȷ���ľ����ԣ����ְ�ĺ�����ܲ�������֯����ɡ��Ͻ�ɷ��Լ��ִ��2�����ӵIJ����ȷֲ��йأ�ͬʱ���ְ�ĺ��1/4��ǿ����ͣ���δ��������1/4��������͵ĸ���ԭ��CHEN��[5]�о���7055-T7751���Ͻ��壬���ִӰ�ı��㵽о���ٽᾧ�ٷ������ͣ�ǿ����ߣ��ٽᾧ֯��ת��Ϊ����֯��������1/4���֯��Ϊ���֯����������ò�֯���ı仯ȡ�����������γߴ硣MISHIN��[6]�о��˲�ͬѹ����ʱ���Ͻ����֯���ݱ䣬���ֺ�ȷ�����֯���ı仯�����ƹ����в�ͬ��ļ���Ӧ���йأ������ѹ������Сʱ��1/4��ļ���Ӧ����������¸ò���֯֯���쳣������SCHOENFELD��[7]���о�������������������7150��7050��7B04��7A55���Ͻ��ĺ�ȷ���ͬ����֯��֯�����ݱ䡢�ɷ��Լ��ִ��2��ķֲ�������[8-11]��Ҳ���ְ�ĺ�ȷ����1/4��������͡���������Գ�ǿ���Ͻ������ȷ�������֯���ܵIJ������������ƹ����н����������ɵĹ�ϵû�н��������о���Ϊ�ˣ�����������7056��ǿ���Ͻ�Ϊ�о��������о���ĺ�ȷ�������֯��֯�������ܵĻ����ϣ�����DEFORM����Ԫģ�����Ƴ��ι��̣�����7056��ǿ���Ͻ����������к�ȷ����Ͻ������ι�������֯��֯�������ܲ������ԵĹ�ϵ���Ա�Ϊ��߳�ǿ���Ͻ�����֯���ܾ������ṩ�������ݡ�
1 ʵ�鷽��������Ԫģ�͵Ľ���
���ð��������췽���Ʊ����Ϊ65 mm��7056���Ͻ����Ͻ�ɷ�(����������%)���£�Zn 9.190 0��Mg 1.900 0��Cu 1.520 0��Zr 0.140 0��Si 0.019 0��Fe 0.011 0��Ti 0.005 6������ΪAl�����������ع���18 kN LG500�����������������к������ʵ�顣����������430 �汣��3 h�����ƹ���7���ν��У����μ��¯����30 min����20 mm���������465 ��/1 h+470 ��/1 h���ܴ����Լ�120 ��/24 h+155 ��/8 h+120 ��/24 h����ʱЧ�ȴ�����
�غ�ȷ���ķ�Ϊ���㡢1/4������IJ㣬��ĥ�������Graff Sergent��Һ (3g CrO3+16 mL HNO3+1 mL HF+83 mL H2O) ��ʴ���ù�ѧ�����۲첻ͬ�㾧����ò�;����ȡ������䱸��EBSD̽ͷ��ZEISS EVO MA10ɨ���������������ͬ��Ȳ��֯������������ǰ����е��͵���⣬�����Ʊ��ĵ��ҺΪ10%(�����������ͬ)�������90%��ˮ�Ҵ������ѹΪ20 V����ʱ��Ϊ15 s������GBT 16865��2013���غ�ȷ����ƽ����Ϊ8�㣬�Ƴ�������������������ڵ�������ʵ����Ͻ���������ѧ���ܲ��ԡ�
����Ԫģ�������Ͻ��峤��������Ϊ162 mm��145 mm��65 mm���������ΰ뾶Ϊ210 mm���������������ĶԳ��ԣ�ȡ��1/4��ģ���㣬���ó���������Ϊ4.5 mm��4.0 mm��4.0 mm�ij����嵥Ԫ����������Ϊ���ϸ����������ģ���н������ڿ����е���Ȼ�½���������������ĽӴ��ȴ���������Ħ�������Լ������ڱ���ʱ�Ĺ���ת�����������ȴ��ݡ������Ķ�������ϵ��ԼΪ0.02 kW/(m2����)�����Ͻ���ģ�Ͳ�����ʫ����[12]�о���7056���Ͻ�300~450 �����ȱ��ε�����Ӧ���������̣�Ħ������ȡ0.4���Ӵ��ȴ���ϵ��ȡ38 kW/(m2����)[13-15]��
2 ����
2.1 ���ƺ���ȷ��������֯
ʱЧ�ȴ�����7056���Ͻ������ȷ���Ľ�����֯��ͼ1��ʾ�������������ȴ�����ĸ��㷢�������ٽᾧ�����о���Graff Sergent�Լ���ʴ���Ǿ���������ɫ���ٽᾧ�����dz��ɫ���ٽᾧ���������Ʒ��������ʱ�ƽ״�������������쳣������ٽᾧ��������ȷ����ϰ�ĸ������֯���ֲ����ȷֲ���������ҪΪ�������Ǿ���֯�;����Ƚ�С���ٽᾧ������1/4���ٽᾧ���������ӣ����������쳣������ٽᾧ���������IJ���ٽᾧ�����������࣬���쳣������ٽᾧ���������������ӡ�����ImageJ����ͳ�ư�ĸ�����ٽᾧ�ٷ�������ı����ٽᾧ�ٷ���Ϊ2.1%��1/4���ٽᾧ�ٷ���Ϊ4.9%�����IJ��ٽᾧ�ٷ���Ϊ7.2%��
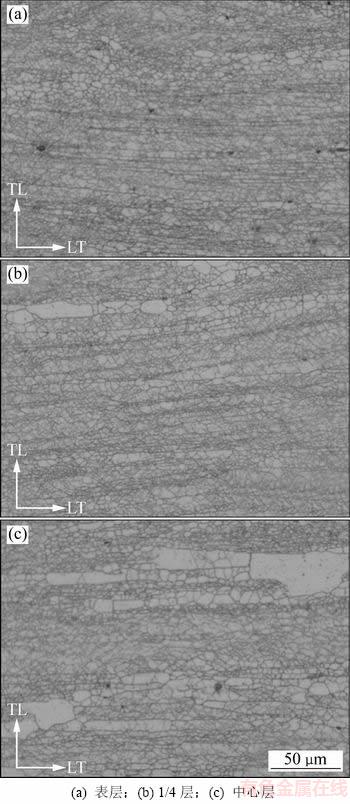
ͼ1 7056���Ͻ������ȷ���Ľ�����֯
Fig. 1 Optical micrographs of 7056 aluminum alloy plate
2.2 ���ƺ���ȷ������ѧ����
7056���Ͻ������غ�ȷ����ǿ�ȷֲ���ͼ2��ʾ��ͼ2�У��������ʾ���ı���ľ��롣��ͼ2�ɼ����Ӱ�ı��㵽���IJ㣬����ǿ��������ǿ�Ⱦ����Ƚ��ͺ����ߵ����ƣ���1/4�㸽������ǿ��������ǿ�ȴﵽ���ֵ�����б��㿹��ǿ��Ϊ625 MPa������ǿ��Ϊ612 MPa��о���Ŀ���ǿ��Ϊ603M Pa������ǿ��Ϊ589 MPa����͵�Ŀ���ǿ��Ϊ592 MPa������ǿ��Ϊ568 MPa��
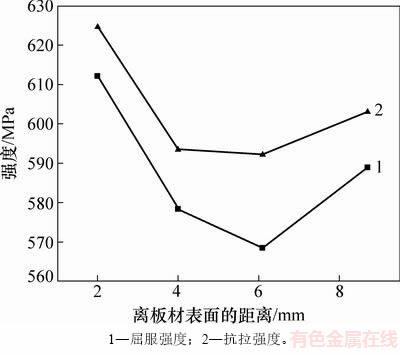
ͼ2 7056���Ͻ������ȷ����ϲ�ͬ�����ѧ����
Fig. 2 Mechanical properties of different layers of 7056 aluminum alloy plate
2.3 ���ƺ���ȷ����֯��
ͼ3��ʾΪ7056���Ͻ����岻ͬ��Ȳ��и�֯������������仯����ͼ3���Կ���7056���Ͻ���������Ҫ��3�����͵�֯��������֯��(Brass{011}<211>��S{123}<634>��Copper{112}<111>)������֯��(r-Cube{001}<110>��{112}<110>)���ٽᾧ֯��Cube{001}<100>����������㵽о��������֯�������������������֯����Ҫ�ֲ�������ı����1/4�㣬����1/4��������������ٽᾧ֯��Cube�ں���������������С����0.518%����Ҫ�ֲ���1/4���о��������1/4����ࡣ
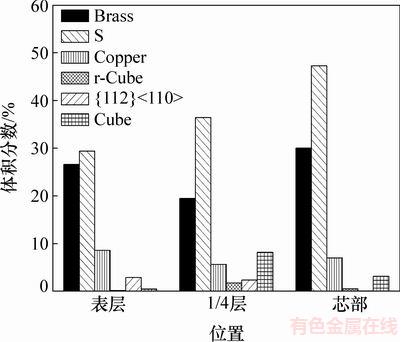
ͼ3 7056���Ͻ������ȷ����ϸ�֯�����������
Fig. 3 Volume fraction of texture of 7056 aluminum alloy plate along thickness direction
2.4 ����Ԫ�������ȷ���ı��γ�
ͼ4��ʾΪ7056���Ͻ���������Ԫģ�����ƹ��̡�����ijһ�������P1��P2��P3������ı��㡢1/4�㡢���IJ㣬ÿ���������иú���涼����ҧ��������ʼ����������������ͼ4�У�������X��ĸ�����Ϊ����ǰ��������ˣ�����������Ԫ����һ������治ͬ����ݱ���̣��о����Ʊ��β������ԡ�
�����ı����������Ӵ�����Ҫ�ܽӴ�Ħ�������ö���ǰ�˶���1/4���Լ����IJ�Ľ������ܱ�Ӱ��������������˶�����ˣ��������������Ʒ���(X����)�����ʲ����ȷֲ���ͬʱ�ܰ�ĺ��Ӱ����������Z�᷽�������������Ҳ�ʲ����ȷֲ���ͨ������Ԫģ�������к���治ͬ��XZ�����Ӧ�����ݱ䣬�о�������γ��ı仯���ơ�
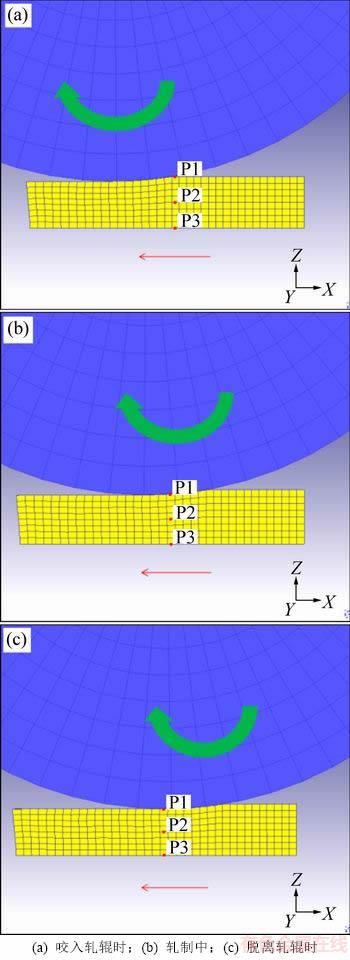
ͼ4 ��һ����澭�������ƹ���
Fig. 4 Rolling processes of any thick section
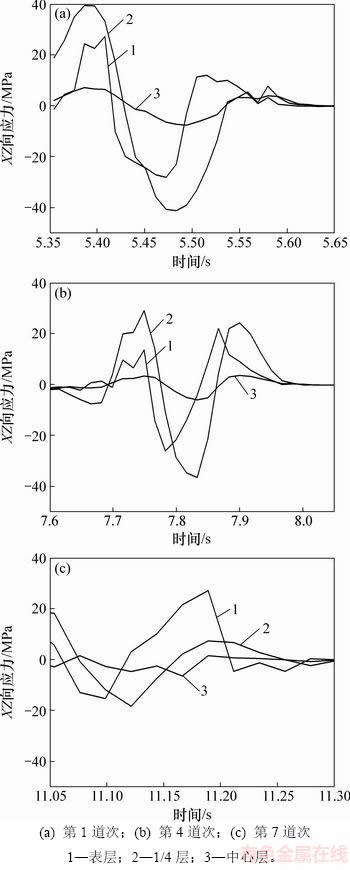
ͼ5(a)~(c)��ʾΪ7056���Ͻ����岻ͬ���Ƶ��κ�����ϱ��㡢1/4�㡢���IJ�XZ�����Ӧ�������ƹ��̵��ݱ���ɡ����ܵ��������˶�����һ�µ�Ӧ��ʱ��Ӧ��Ϊ�������ܵ��������˶������෴��Ӧ��ʱ��Ӧ��Ϊ����ͼ5(a)��ʾΪ��1�������ƹ��̡���ͼ5(a)�ɼ���5.40 sʱ�ú����ҧ���������������ܵļ���Ӧ����Ϊ����1/4�����ܼ���Ӧ���ȱ���Ĵ�������Ӧ��Ѹ�ټ�С������ת������Խ����о����Ӧ���仯�ٶ�Խ�����Ӷ��������ܵ��ļ���Ӧ����Ϊ-10 MPaʱ��1/4�����Ӧ��Ϊ17 MPa�����IJ����Ӧ��Ϊ6 MPa����ˣ���ȷ����1/4�����Ӧ����������ľ��Բ�ֵ���5.45 sʱ��1/4�����ܼ���Ӧ���ٴγ����������Ӧ��������5.49 sʱ1/4����������Ӧ����ֵ�ﵽ���ʱ1/4�����Ӧ��Ϊ-39 MPa������Ϊ-3 MPa����5.50 s�𣬸ú��������������ֱ���õ��ν����������Ӧ��Ϊ0 MPa��ͼ5(b)��ʾΪ��4����XZ�����Ӧ���ı仯���仯�������1���ε���ͬ��ͼ5(c)��ʾ�ĵ�7�����У��ú���������ʱ��Ϊ11.1~11.2 s����ͼ5(c)���Կ����������Ƶ������ӣ�������ȼ�С���ڸõ��θ������Ӧ���ı仯����̶���С������������XZ�����Ӧ���仯��������ǰ�������ε����ơ�
ͼ6(a)~(c)��ʾ�ֱ�Ϊ��ͬ���Ƶ���������ij������ϱ��㡢1/4�㡢���IJ�X��Ӧ��ı仯���ơ���ͼ6���Կ������ú����ҧ����������Ӧ������������轵��5.45 sʱ1/4���Ӧ�䳬�������Ӧ�䣬��ʱ������ͼ5(a)~(c)��1/4���XZ�����Ӧ��Ϊ��ֵʱ���������ʱ�̡������Ƶ����յ��Σ�ͼ6(c)��ʾ��ȷ�����1/4���X��Ӧ�����
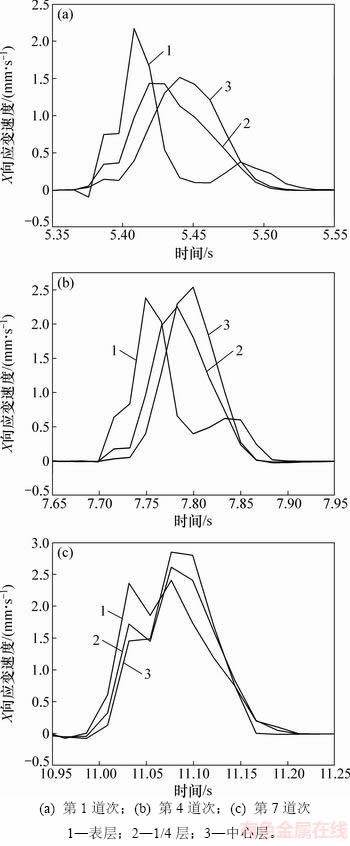
ͼ7(a)~(c)��ʾΪ����治ͬ��X��Ӧ���ٶ��ڶ���������еı仯��ͨ��Ӧ���ٶȵ��ݱ�������ֱ�۵��˽����Ӧ����������ȷ����ϲ�ͬ����ε�Ӱ�졣��ͼ7(a)�ɼ���5.40 sʱ���ú����ҧ����������ȷ����ϱ����X��Ӧ���ٶ����������X��Ӧ���ٶȶ�����1/4������IJ�X��Ӧ���ٶ����ӣ��ﵽ�����������5.45 sʱ��1/4�����Ӧ����X��Ӧ��ȱ���Ĵ�1/4��������X��Ӧ���ٶȲ�ֵ�ﵽ�����Ȼͼ7����ʾ�������IJ��X��Ӧ���ٶ�����������IJ�Ӧ����Ӧ���С�����ԣ��Ա��β������Ե�Ӱ���1/4���С��
ͼ5 ������ϲ�ͬ��XZ��Ӧ�����ı仯
Fig. 5 Variation of stress in XZ direction in different layers on simulation
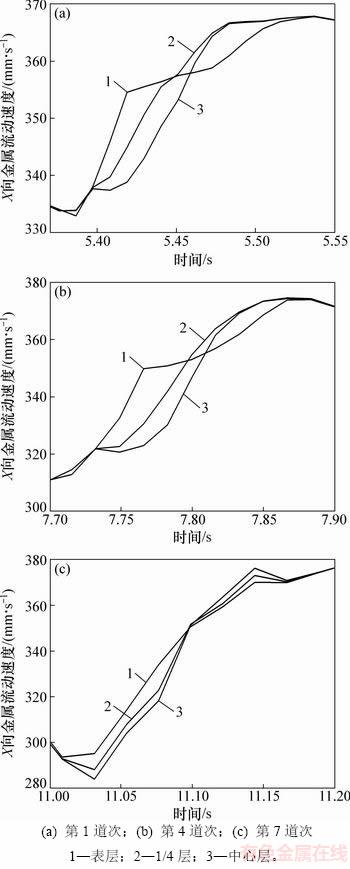
ͼ8(a)~(c)��ʾ�ֱ�Ϊ����治ͬ���X����������ٶ��ڶ�����еı仯����ͼ8��֪����������Ӧ���ı仯Ӱ�첻ͬ��Ľ��������ٶȳ���ͼ8(a)�У�5.4 sʱ�����ҧ����������ȷ�����Խ����������������ٶ�Խ�죬������ͼ8(a)�б������Ӧ�����ӷ��ȱ�С��������������ٶȵ���������Ҳ�轵������һ�ν�ƽ���ı仯�ڣ���ʱ�����������������ȣ�����ı��ν��ѷ�������1/4��Ľ��������ٶ���Ȼ���Ӳ��ȱ���ĸߣ�������IJ�Ľ��������ٶ�Ҳ�ȱ���ĸߣ�������ף�õ�[16]���о����Ʋ����ȱ��������ý��һ�¡�

ͼ6 ������ϲ�ͬ��X��Ӧ�䳡�ı仯
Fig. 6 Variation of strain in X direction in different layers on simulation
ͼ7 ������ϲ�ͬ��X��Ӧ���ٶȳ��ı仯
Fig. 7 Variation of strain rate in X direction in different layers on simulation
ͼ8 ������ϲ�ͬ��X����������ٶȳ��ı仯
Fig. 8 Variation of metal flow velocity in X direction in different layers on simulation
3 ����������
Al-Zn-Mg-Cu�Ͻ��ĺ�ȷ����ϸ����֯���仯�����Ʊ����й�[17-18]����ͼ3��ʾ���Ӻ����㵽о��������֯�������������������֯����Ҫ�ֲ�������������1/4�㡣��DEFORM����Ԫ������֪�������ƹ����У����ڰ��о������Ӧ��С�����������ƽ��Ӧ��״̬����ˣ����о��������֯������������[19]��ͬʱ�������������ȷ����ϴӱ��㵽���IJ㣬����Ӧ���ı仯���Ʋ��dzʵݼ��ֲ�����(��ͼ5(a)~(c)��ʾ)��1/4��ļ���Ӧ���仯����������ܼ���Ӧ��Ϊ��������IJ�����������ڼ���Ӧ��������ʹ���������Ӧ�䡢Ӧ���ٶȺͽ��������ٶ��������Ƽ���������1/4��ĵͣ�ʹ����������1/4���γɼ���֯��������1/4��������������
���������ǿ����֯��������֯�й�[20]��һ����̩������M����֯��������ǿ�ȵ�Ӱ�졣��ͬ�����֯����̩������M��ͬ��MԽ������֯���������������ǿ�ȡ���Al-Zn-Mg-Cu�Ͻ���Ϊ�ྦྷ���ϣ������Ա���ʱ����HUTCHINSON����Ǣģ�ͷ���[21]����ʱ����֯��(r-Cube��{112}<110>)��MΪ2.6���ٽᾧ֯��(Cube)��MΪ2.45������֯��Brass��S��Copper��M�ֱ�Ϊ2.94��2.97��3.44[22]���ɼ�����֯��(r-Cube��{112}<110>)���ٽᾧ֯��(Cube)��M��������֯��(Brass��S��Copper)�ĵͣ���ˣ�������֯����ȣ�����֯�����ٽᾧ֯������������ǿ�ȵ���ߡ����⣬Al-Zn-Mg-Cu�Ͻ�ľ�����òҲӰ��Ͻ�ǿ�ȡ�������Խ��������о���ڶ������ӵ�����̶�Խ�ͣ��Ӷ��ڰ��о���ֲ��ִ�ĵ�2�����ӣ����ܴ���ʱ���շ��ٽᾧ[8, 11, 23]�������ٽᾧ���������ٽᾧ�ٷ������ӣ��Ǿ���ǿ��������ϸ��ǿ�����ô�ͣ��Ӷ����ͺ��ǿ��[24-25]����Ϊ��ȷ����ϰ�ĸ������Ӧ���ı仯Ӱ��֯���ķֲ�����֯����������У����1/4���γɵļ���֯�������������ٽᾧ֯��Ҳ��Ҫ�ֲ���1/4���о�������°��1/4���ǿ����ʧ�����ء����о�����ٽᾧ���������ٽᾧ�ٷ����������ٽᾧ�̶����(��ͼ1��ʾ)����°�ı����ǿ�ȱ�о���ߣ���ˣ���ȷ����ϰ�ĵ�ǿ�ȳʡ�W���Ͳ����ȷֲ���
���Ӱ���������б��ξ����Եĸ����أ��ı����Ƹ�����ѹ�����������������ء�������������Ħ�������ȶ���ʹ�����ȷ����ϵļ���Ӧ�������仯��Ϊ�������Ʊ��β��������Լ���ǿ���Ͻ��ĺ�ȷ������ܲ������Դ���������������
4 ����
1) 7056���Ͻ������ں�ȷ�������֯��֯�������ܳʲ����ȷֲ����ӱ��㵽���IJ��ٽᾧ�̶�����1/4��ļ���֯������������ȷ���ǿ�ȳʡ�W���ͷֲ�����1/4��ǿ����ʧ�����ء�
2) �����ڼ����Ͻ������غ�ȷ�����1/4��ļ���Ӧ��������Ӧ�䡢����Ӧ���ٶ���������������ٶȱȱ�����������Ƽӹ��ı��β����ȡ�
3) ������ȷ���1/4��ļ���Ӧ���仯ʹ�ò����֯���ֲ���࣬���ǵ�������1/4��������͵���Ҫԭ��
�ο����ף�
[1] WILLIAMS J C, STRAKE E A. Progress in structural materials for aerospace systems[J]. Acta Materialia, 2003, 51(19): 5775-5799.
[2] ��ף��. A380�����з�·��ͼ[J]. ��ɫ�����ӹ�, 2014, 43(5): 5-9.
WANG Zhutang. Development roadmap of aluminum alloys for A380 airplane[J]. Nonferrous Metals Processing, 2014, 43(5): 5-9.
[3] DIXIT M, MISHRA R, SANKARAN K K. Structure-property correlations in Al 7050 and 7055 high-strength aluminum alloys[J]. Materials Science and Engineering A, 2008, 478(1/2): 163-172.
[4] HENK F, DE J. Thickness direction inhomogeneity of mechanical properties and fracture toughness as observed in aluminum 7075-T651 plate material[J]. Engineering Fracture Mechanics, 1980, 13(1): 175-192.
[5] CHEN J Z, ZHEN L, ZHANG B Y, et al. Through-thickness microstructure, texture and strength gradients in AA 7055 rolled plate[J]. Materials Science Forum, 2007, 546/547/548/549: 957-960.
[6] MISHIN O V, BAY B, WINTHER G, et al. The effect of roll gap geometry on microstructure in cold-rolled aluminum[J]. Acta Materialia, 2004, 52(20): 5761-5770.
[7] SCHOENFELD S E, ASARO R J. Through thickness texture gradients in rolled polycrystalline alloys[J]. International Journal of Mechanical Sciences, 1996, 38(6): 661-683.
[8] �Ը���, �Ը�, ����, ��. 7150-T7751���Ͻ������ܵIJ�������[J]. �����о�ѧ��, 2013, 27(2): 145-148.
CONG Fuguan, ZHAO Gang, TIAN Ni, et al. Inhomogeneity of properties of 7150-T7751 aluminum alloy thick plate[J]. Chinese Journal of Materials Research, 2013, 27(2): 145-148.
[9] ������, ����÷, ��ʤ��, ��. 7050���Ͻ���֯�����������ܼ��������ԵIJ�������[J]. �й���ɫ����ѧ��, 2010, 20(2): 203-208.
ZHANG Xinming, HAN Nianmei, LIU Shengdan, et al. Inhomogeneity of texture,tensile property and fracture toughness of 7050 aluminum alloy thick plate[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(2): 203-208.
[10] ���ǻ�, ������, �����. 7B04���Ͻ���غ�ȷ�������֯��֯������ѧ���ܵ��о�[J]. ��������ѧ��, 2011, 10(4): 323-326.
ZHANG Zhihui, ZUO Yuting, LIU Shufeng. Study on microstructure, texture and tensile property of 7B04 aluminum alloy plate along thickness direction[J]. Journal of Chinese Electron Microscopy Society, 2011, 10(4): 323-326.
[11] ���, ������, ��ʤ��, ��. 7A55���Ͻ��������֯�����ܲ�������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(8): 2825-2830.
FENG Di, ZHANG Xinming, LIU Shengdan, et al. Inhomogeneity of microstructure and properties of 7A55 aluminum alloy thick plate[J]. Journal of Central South University (Science and Technology), 2015, 46(8): 2825-2830.
[12] ��ʫ��, ������, ����Ƽ, ��. 7056���Ͻ������ѹ������Ӧ����Ϊ[J]. �����ȴ�������, 2009, 38(24): 27-29.
LIU Shian, MENG Xianna, JIN Nengping, et al. Flow stress behavior of 7056 aluminum alloy during hot compression deformation at elevated temperature[J]. Material & Heat Treatment, 2009, 38(24): 27-29.
[13] MIRZA M S, SELLARS C M, KARHAUSEN K. Multipass rolling of aluminium alloys: finite element simulations and microstructural evolution win-roll strip casting of iron-base amorphous alloys[J]. Materials Science and Technology, 2001, 17(7): 874-879.
[14] BAGHERIPOOR M, BISADI H. Effects of rolling parameters on temperature distribution in the hot rolling of aluminum strips[J]. Applied Thermal Engineering, 2011, 31(10): 1556-1565.
[15] DUAN X, SHEPPARD T. Prediction of temperature evolution by FEM during multi-pass hot flat rolling of aluminium alloys[J]. Modelling and Simulation in Materials Science and Engineering, 2001, 9(6): 525-538.
[16] ��ף��, ��ʥ��. ���Ͻ�������������Ӧ���ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2015: 73-76.
WANG Zhutang, DAI Shenglong. Handbook of aluminum plate production and application[M]. Changsha: Central South University Press, 2015: 73-76.
[17] ë����. �������ϵľ���ѧ֯�����������[M]. ����: ��ѧ������, 2002: 47-53.
MAO Weimin. Metal materials of crystallographic texture and anisotropy[M]. Beijing: Science Press, 2002: 47-53.
[18] CHEN M B, LI J, ZHAO Y M, et al. Comparison of texture evolution between different thickness layers in cold rolled Al-Mg alloy[J]. Materials Characterization, 2011, 62(12): 1188-1195.
[19] CHOI C, KON J, OH K H, et al. Analysis of deformation texture inhomogeneity and stability condition of shear components in FCC metals[J]. Acta Materialia, 1997, 45(12): 5119-5128.
[20] �¾���, ����, ��ʥ��, ��. ������ò��֯����AA7055���Ͻ��IJ�ͬ��Ȳ�����ǿ�ȵ�Ӱ��[J]. ϡ�н��������빤��, 2008, 37(11): 1967-1969.
CHEN Junzhou, ZHEN Liang, DAI Shenglong, et al. Effects of grain shape and texture on the through-thickness yield strength of AA7055 aluminum alloy plate[J]. Rare Matel Materials and Engineering, 2008, 37(11): 1967-1969.
[21] HUTCHINSON J W. Elastic-plastic behaviour of polycrystalline metals and composites[J]. Proceedings of the Royal Society of London, 1970, 1537(319): 247-272.
[22] STARINK M J, WANG S C. A model for the yield strength of overaged Al-Zn-Mg-Cu alloys[J]. Acta Materialia, 2003, 51(17): 5131-5150.
[23] ����ʤ. ���κ��ȴ�����Al-Zn-Mg-Cuϵ��ǿ���Ͻ���֯�����ܵ�Ӱ��[D]. ��ɳ: ���ϴ�ѧ��ĩұ���о���, 2011: 4-6.
PENG Guosheng. The effect of deformation and heat treatment on microstructure and properties of the super-strength Al-Zn-Mg-Cu aluminium alloy[D]. Changsha: Central South University.Powder Metallurgy Research Institute, 2011: 4-6.
[24] ����, ������. ���ƹ��ն�7050���Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. ����ѧ��, 2008, 44(1): 49-54.
WANG Dong, MA Zongyi. Effects of rolling process on microstructure and mechanical property of 7050 aluminum alloy[J]. Acta Metallurgica Sinica, 2008, 44(1): 49-54.
[25] ������, �¿���, ����ʤ, ��. �ȱ����¶Ⱥʹ�����ʶ�7085���Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(4): 1034-1038.
CHEN Songyi, CHEN Kanghua, PENG Guosheng, et al. Effect of hot deformation temperature and quench rate on microstructure and property of 7085 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(4): 1034-1038.
(�༭ �²ӻ�)
�ո����ڣ�2017-08-10�������ڣ�2017-10-22
������Ŀ(Foundation item)�������ص��з��ƻ���Ŀ(2016YFB0300801)�������ص�����о���չ�滮(973�ƻ�)��Ŀ(2012CB619502)��������Ȼ��ѧ�����ش���������豸����ר��(51327902)��������Ȼ��ѧ����������Ŀ(51201186)(Project(2016YFB0300801) supported by the National Key Research and Development Program of China; Project(2012CB619502) supported by the National Basic Research Program(973 Program) of China; Project(51327902) supported by the Major Research Equipment Development Program of National Natural Science Foundation of China; Project(51201186) supported by the National Natural Science Foundation of China)
ͨ�����ߣ��¿�������ʿ�����ڣ����������������ϲ����о���E-mail��khchen@csu.edu.cn
ժҪ�����ý���������֯����������ѧ�����Լ�DEFORM����Ԫ�����ȷ������Է����о�7056���Ͻ���Ϊ20 mm���ں�ȷ������֯��֯���������Լ����Ʊ��ι��ɣ��ص��ʾ��ȷ���1/4�����Ʊ�����֯�������ܵĹ�ϵ���о�����������Ӻ����㵽о���ٽᾧ�̶������ӣ����о��������֯��(Brass{011}<211>��S{123}<634>��Copper{112}<111>)����������������ٽᾧ֯��Cube{001}<100>���������С������֯��(r-Cube{001}<110>��{112}<110>)��Ҫ�ֲ��ں��ı����1/4�㣬����1/4��������������ǿ���غ�ȷ���ʡ�W���ͷֲ����ں�ȷ���1/4��ǿ����͡�����Ҫԭ�������ƹ����к��1/4��ļ���Ӧ�������ȱ�����о���Ĵ��Ҹò��Ӧ�䡢Ӧ���ٶȺͽ��������ٶȱȱ���ĸߣ��������Ʊ��β����ȡ�
[2] ��ף��. A380�����з�·��ͼ[J]. ��ɫ�����ӹ�, 2014, 43(5): 5-9.
[8] �Ը���, �Ը�, ����, ��. 7150-T7751���Ͻ������ܵIJ�������[J]. �����о�ѧ��, 2013, 27(2): 145-148.
[12] ��ʫ��, ������, ����Ƽ, ��. 7056���Ͻ������ѹ������Ӧ����Ϊ[J]. �����ȴ�������, 2009, 38(24): 27-29.
[16] ��ף��, ��ʥ��. ���Ͻ�������������Ӧ���ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2015: 73-76.
[17] ë����. �������ϵľ���ѧ֯�����������[M]. ����: ��ѧ������, 2002: 47-53.
[23] ����ʤ. ���κ��ȴ�����Al-Zn-Mg-Cuϵ��ǿ���Ͻ���֯�����ܵ�Ӱ��[D]. ��ɳ: ���ϴ�ѧ��ĩұ���о���, 2011: 4-6.
[24] ����, ������. ���ƹ��ն�7050���Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. ����ѧ��, 2008, 44(1): 49-54.
