
Trans. Nonferrous Met. Soc. China 28(2018) 1475-1483
Improvement of deformation capacity of gas-atomized hypereutectic Al-Si alloy powder by annealing treatment
Zhi-yong CAI1,2, Chun ZHANG2, Ri-chu WANG2, Chao-qun PENG2, Xiang WU2, Hai-pu LI1, Ming YANG2
1. School of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China
Received 16 May 2017; accepted 27 October 2017
Abstract:
Gas-atomized pure metal or alloy powders are widely used as raw material in the preparation of high performance materials by powder metallurgy route (compaction and sintering). However, cold compactibility of gas-atomized Al-Si alloy powder is inhibited due to the high strength as a result of the refined Si phases and the supersaturated Al matrix. The effect of annealing on improving the compactibility of Al-Si alloy powder was studied. The densification was investigated by the HECKEL compaction equation in terms of deformation capacity. Moreover, the microstructures and bending fracture surfaces of the green compacts were examined to clarify the densification behavior. The results show that a maximum relative density of 96.1% is obtained when the powder is annealed at 400 ��C. The deformation capacity is significantly improved by annealing treatment due to the softening of Al matrix, precipitation of supersaturated Si phases, dissolution of needle-like eutectic phase, and spheroidization of Si phases.
Key words:
powder compaction; gas atomization; Al-Si alloy; annealing; microstructure;
1 Introduction
Aluminum-silicon (Al-Si) alloys have been a subject of research interests due to their excellent properties such as light weight, high specific strength, good wear resistance, and low coefficient of thermal expansion (CTE) [1-3]. Al-Si alloys exhibit enhanced strength and wear properties as the Si content increases above the eutectic composition, so-called hypereutectic alloys. Additionally, Al and Si are widely available, low-cost, environment-friendly, and the interface between Al and Si is well bonded due to the special solution ability between Al and Si. It is well known that, at a constant composition, the properties of Al-Si alloys are significantly determined by the size, morphology and distribution of Si phase [4]. However, it is difficult to obtain hypereutectic Al-Si alloys with high performance using conventional ingot metallurgy (IM) method due to the presence of large polyhedral shape of primary Si and coarse needle shape of eutectic Si.
Rapid solidification (RS) has the advantages of reduction of segregation, refinement of secondary phases or intermetallic compounds, and suppression or elimination of coarse primary phase [5]. Therefore, rapid solidification is an efficient route for fabricating hypereutectic Al-Si alloys with desirable microstructure and excellent performance. Atomization is a well- established rapid solidification technique for manufacturing pure or pre-alloyed powders [6]. HONG and SURYANATAYANA [7] indicated that the size and morphology of Si phase can be well controlled by using atomization process. Powder metallurgy (PM) is a near net-shape preparation method in which mixed or pre-alloyed powders are compacted and then sintered into high performance components [8]. It is generally known that compactibility of green compacts plays a vital importance in the economical powder metallurgy process [9,10]. Consequently, it is significant to understand the powder compaction behavior thoroughly in terms of densification.
Researches have been carried out in the forms of experiments and simulations to clarify the cold compaction behavior of metal, ceramic and composite powders [11,12]. KIM et al [13,14] investigated the compaction behavior of gas-atomized Al-Si alloy powders with different shapes prepared by three atomization techniques. They concluded that the irregular powders prepared by centrifugal atomization had the highest compactibility. PARK et al [15] also reported that the powder shape was an important material characteristic when the densification progressed through sliding and local plastic deformation at surface irregularities. Many studies were conducted with a comparison of Al alloy powders with and without reinforcements (particle or fiber), and the results were analyzed based on various compaction equations or models [16,17]. It was suggested that the densification behavior is strongly influenced by the characteristics of reinforcement, such as volume fraction, morphology, size and size distribution [18]. In particular, the densification is more limited when high volume fraction, small size, or high aspect ratio of reinforcement is presented [19,20].
In the previous work, it has been found that the compactibility of gas-atomized Al-Si alloy powders was significantly inhibited due to the high deformation resistance of Al matrix resulting from the large solidification rate [5,21]. The poor compactibility may result in insufficient strength to support secondary processing such as sintering, machining or extrusion [22]. Fortunately, annealing treatment of gas-atomized Al-Si alloy powders was beneficial for improving its compactibility [23]. In this work, the effect of annealing treatment on the deformation capacity of hypereutectic Al-Si alloy powder was studied through uniaxial cold compaction. Microstructures and bending strength of the green compacts were also investigated. Additionally, compaction equation was employed to clarify the powder deformation capacity as a function of the annealing temperature.
2 Experimental
Chemical composition of the Al-Si alloy is Al-27%Si (all compositions are in mass fraction) with impurity of <0.1%. The master alloy was prepared by induction melting at 950 ��C. High purity Al (99.995%) and monocrystalline Si (99.999%) were used. The molten melt was poured into a tundish and passed through a free-fall graphite melt delivery nozzle with an inner diameter of 2.5 mm. Atomization was operated at a pressure of 0.9 MPa by an annular N2 gas atomizer. The melt flow rate, as estimated from operating time and mass of atomized melt, was about 2 kg/min. The gas flow rate, derived from gas consumption rate, was about 0.8 m3/min. The as-atomized alloy powders were mechanically sieved to exclude the powders larger than 200 ��m. The Al-Si alloy powders with irregular morphology and refined microstructure are shown in Figs. 1(a) and (b), respectively.
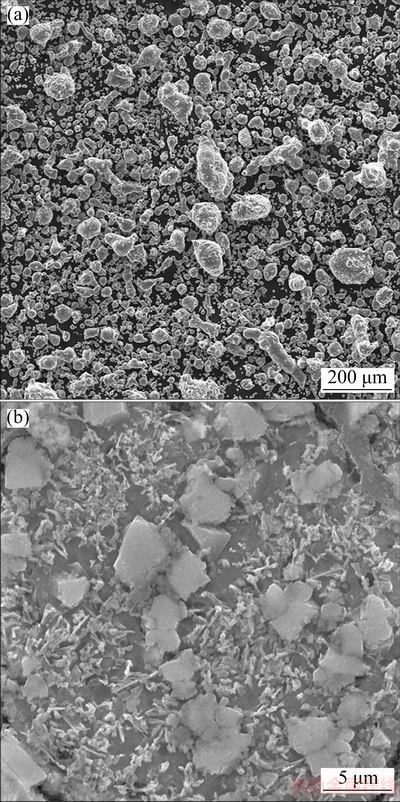
Fig. 1 Morphology (a) and cross-sectional microstructure (b) of gas-atomized Al-Si alloy powders
Annealing treatments of the sieved powders were performed from room temperature to 450 ��C with a heating rate of 10 ��C/min and held for 4 h under the atmosphere of argon gas. The annealed powders were cooled with a rate of 5 ��C/min to room temperature. Compaction of the annealed powders was carried out at room temperature in a steel die (20 mm inner diameter) by double action axial pressing. In each case, the applied pressure was varied in the range of 16-400 MPa. During the compaction, the pressure was slowly increased to the target value and held for 30 s before ejection from the die. The initial aspect ratios L0/�� (height/diameter) was lower than 0.5 to ensure a homogeneous pressure distribution on the green compacts. The die was not lubricated and no lubricant was mixed into the powders.
Relative densities of the compacts were measured by the volumetric methods via measuring the mass with an accurate balance (precision of 1 mg) and the dimension with a micrometer (precision of 0.1 mm). The relative densities were calculated according to the densities of each sample and the theoretical density which was obtained from the rule of mixture (2.589 g/cm3). The specimens for microstructural observations were prepared and etched with Keller��s reagent (1%HF-1.5%HCl-2.5%HNO3-95%H2O, volume fraction) for 10-15 s. Microstructures and fracture surfaces of the compacts were observed using a scanning electron microscope (SEM, FEI QUANTA-200). Vickers microhardness using pyramidal diamond was measured by applying a load of 4.9 N for 15 s (HVS- 1000) on the polished cross-section of powders. At least 20 powder samples with particle size in the range of 63-74 ��m were chosen randomly for the hardness tests. At least 5 measurements were carried out on the Al matrix of each powder particles. Three-point bending samples of 3 mm �� 4 mm �� 20 mm were cut from the green compacts and measured with as initial strain rate of 0.1 mm/min using an MTS 810 material test system. At least three parallel tests for each measurement were carried out to ensure good reproducibility of the data.
3 Results and discussion
3.1 Compaction behavior
Figure 2 shows the compaction curves of the hypereutectic Al-Si alloy powders annealed at various temperatures. The relative density related to the zero-applied pressure is the tap density of 45.6%. It can be seen that the relative density and densification increment depend on the applied pressure and the annealing temperature. Generally, the compaction curves are similar to those of conventional metallic powders, i.e., the relative density increases with the pressure but the densification increment decreases gradually [22]. The powder compactibility is identified by the extent of increased green density after applying a specific pressure. It can be seen from Fig. 2 that the compactibility of Al-Si alloy powder is significantly improved when the annealing temperature increases from 200 to 400 ��C, but it is limited at 450 ��C. After annealing at 400 ��C, the relative density of compacts under 400 MPa reaches a maximum average value of 96.1%, which is enhanced by about 13.7% compared with the as-atomized powder. Additionally, the deviation in compatibility of the powders annealed at different temperatures is more noticeable under the applied pressure of 175 MPa; while the effect of annealing temperature on densification rate is more obvious in the temperature range of 200-250 ��C.

Fig. 2 Cold compaction curves of hypereutectic Al-Si alloy powders at different annealing temperatures
The difference in compactibility of the Al-Si alloy powders annealed at different temperatures is further displayed in Fig. 3 which shows the relative density and the ratio of density increment under a pressure of 400 MPa. It can be seen that the relative density increases from 84.5% to 96.1% as the annealing temperature increases from room temperature to 400 ��C. On the other hand, greater densification extent (density increment from 85.5% to 110.9%) is obtained. However, the density increment ratio decreases slightly to 109.4% after annealing at 450 ��C. Additionally, more obvious density increment is observed as compared with the powders annealed at temperatures between 200 ��C and 300 ��C. Therefore, the powders annealed at a relatively high temperature have the great tendency to obtain high relative density after the pressure is applied. This phenomenon is attributed to the evolution of microstructure and Al matrix hardness of the hypereutectic Al-Si alloy powders.

Fig. 3 Variation of relative density and density increment ratio under 400 MPa with annealing temperature
3.2 Compact microstructure and bending strength
Figure 4 presents the microstructures of green compacts with Al-Si alloy powders annealed at various temperatures. It can be seen that the powder particles are deformed at different scales and show different shapes. Therefore, the powders are heavily deformed to fill the gaps among the particles as the annealing temperature increases. Accordingly, the inter-particle pores (as marked in Figs. 4(a) and (b)) in the compacts decrease in size and amount simultaneously. The particle boundaries demonstrate a mechanical interlocking (a kind of cold welding) due to the large applied pressure. The severe plastic deformation results in the flattening of particles which present as polyhedral grains with linear boundaries. The flattening is more obvious as the annealing temperature increases. It is also interesting to find in Figs. 4(c) and (d) that the compacts are in near full density, and this is consistent with the high relative densities (96.1% and 95.4%, respectively). Additionally, more homogeneous deformation is also observed in the powders annealed at high temperatures.
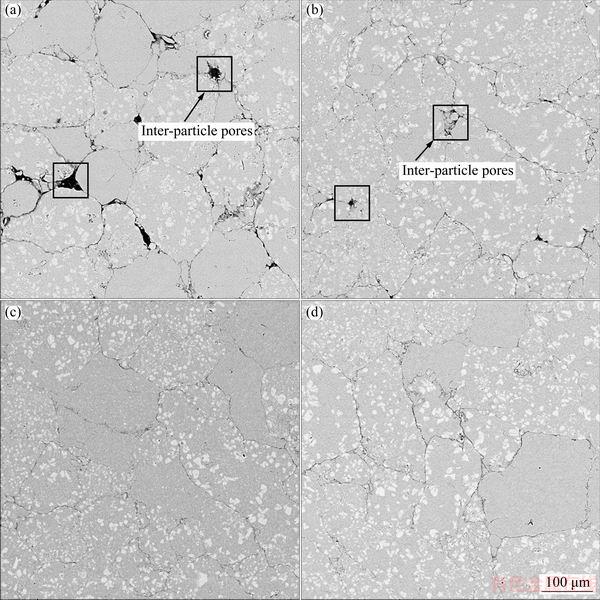
Fig. 4 Cross-sectional microstructures of green compacts with powders annealed at room temperature (a), 250 ��C (b), 400 ��C (c) and 450 ��C (d)

Fig. 5 Magnified images of green compact microstructures with powders annealed at 400 ��C
More careful observation is conducted on the microstructure of the compacts with powders annealed at 400 ��C, and the results are displayed in Fig. 5. It can be seen from Fig. 5(a) that the inter-particle areas (as marked) are well filled by the soft Al matrix. Although only a mechanical interlocking exists among the powders, the gap among the powders is significantly shortened, which results in unclear boundaries. Such kind of powder compacts is favorable for the diffusion of Al and Si atoms during solid state sintering and then properties of the consolidated material. While the inter- particle pores with high density and size of about 1 ��m are found in the compact (as marked in Fig. 5(b)). Therefore, in order to eliminate the residual pores in the compacts, sintering of hypereutectic Al-Si alloy powders is always performed with the assistance of pressure, such as hot pressing or hot extrusion.
High-strength powder compact is commonly favor for engineering applications. The mechanical property of the investigated Al-Si alloy powder compacts is studied via three-point bending tests, and the results are plotted in Fig. 6. The bending strength increases obviously from 15.6 to 47.0 MPa when the annealing temperature increases from room temperature to 300 ��C. Above 300 ��C, the strength decreases with increasing the temperature. This result is reasonable by considering the enhanced deformation capacity of powders with reduced Al matrix hardness and favorable Si phase characteristics (e.g., larger size and rounder surface). The abrupt increase of bending strength indicates that the high density of annealed powders greatly contributes to the high bending strength. It is reported that the strength of compact is proportional to the contact area among the powder particles, which results from plastic deformation during compaction [24]. However, the coarsening of Si phase may lead to the decrease of strength when the annealing temperature is higher than 350 ��C. Therefore, it is important to choose an appropriate annealing temperature not only for higher compact density but also strength of the compact.

Fig. 6 Three-point bending strength of green compacts as function of annealing temperature
Figure 7 shows the bending fracture surfaces of the compacts and the fragmentation of single powder particles. Figure 7(a) shows little evidence of gross plastic deformation of the particles or particle-particle bonding. The deformation trace, i.e., flattening of the contact areas, is more obvious as the annealing temperature increases. Additionally, the density and size of the pores decrease obviously. Such pore characteristic is consistent with the compact microstructures shown in Fig. 4. These images also show fragmentation of individual particles which have typical ductile fracture with dimples (magnified images in the corners of Figs. 7(b)-(d)). This phenomenon indicates that, regardless of the mechanical interlocking, the strength of the compacts is greatly enhanced by annealing treatment at high temperatures.
3.3 Densification behavior
The compaction mechanism is usually considered as follows [25,26]: 1) Some sliding, rearrangement, or deformationless restacking of the powder particles and some collapsing of arches or very weak aggregates during the initial stage of compaction with low applied pressures. 2) Fragmentation of brittle reinforcement and porous aggregates depending on the particle size, deformation of powders in contact with each other at the neck areas. 3) Elastic deformation of the bulk compacted powders at low porosity and high pressures. 4) Plastic flow or deformation of matrix and plastic aggregates.
These mechanisms may occur simultaneously depending on the powder characteristics and the pressure level. The relationship between relative density and applied pressure can be studied using compaction models and simulated equations. These models provide useful information about the behavior of metallic or composite powders during densification processes quantitatively. Additionally, they facilitate the prediction of compact densities in a wide range of pressures [27]. It is reported that the linear compaction equations offer the advantage of studying the role of plastic deformation on densification during cold compaction. One of the most commonly-used model is provided by HECKEL [28]:
 (1)
(1)
where R is the relative density of compact, P is the applied pressure, and K and B are fitting parameters.
The parameter K is termed as densification coefficient, since a material with high K-value achieves higher density at a constant applied pressure, and can be expressed as
 (2)
(2)
The parameter K can be achieved by fitting the applied pressure-relative density relationship, and the results are depicted in Fig. 8. It can be seen that the equation fits well with the experimental data other than a minor discrepancy at the high pressures.
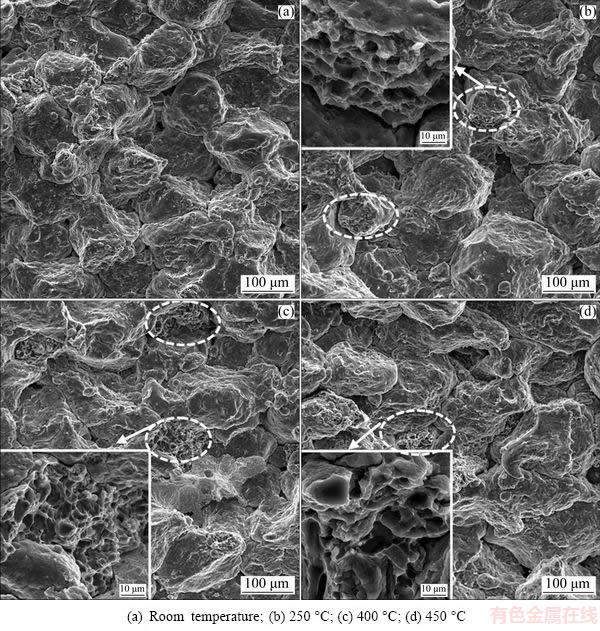
Fig. 7 Bending fracture surface morphologies of green compacts as function of annealing temperature
Figure 9 displays the densification coefficient (K) of the Al-Si alloy powders as a function of the annealing temperature. This coefficient is obtained by linear fitting according to the data in Fig. 8 and Eq. (2). It can be seen from Fig. 9 that the densification coefficient increases gradually with the temperature. This means a better ability of the powders to perform plastic deformation [16,26]. In other words, there is less resistance against the Al matrix plastic deformation under a constant pressure. The powders with low microhardness and favorable Si phase characteristics have low deformation resistance, and consequently high densification coefficient. It is known that most powders are of similar compaction behavior with and without reinforcement phase, but lower densification increment of the composite powders results in lower green density.
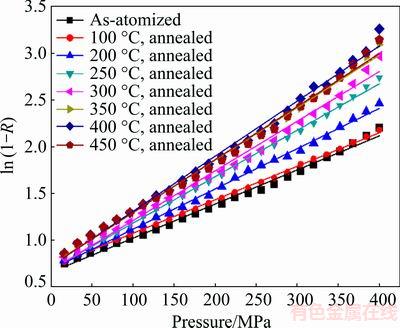
Fig. 8 Evaluation of densification behavior of Al-Si alloy powders annealed at various temperatures by HECKEL compaction equation
It is also noticed from Fig. 9 that there is a little decrease in the densification coefficient after the powder is annealed at 450 ��C. This is consistent with the experimental compactibility order shown in Fig. 2. The hard and brittle Si phase is typically non-deformable under normal compaction pressures. When the Si-Si clusters (clustering of Si particles [23,29]) are presented, the deformation capacity of Al matrix is more hindered, and thus the influence of the clustering on densification coefficient is more obvious. Therefore, larger strain is required in deforming powders in order to attain fractional densities, resulting in lower deformation capacity of the Al-Si alloy powders.
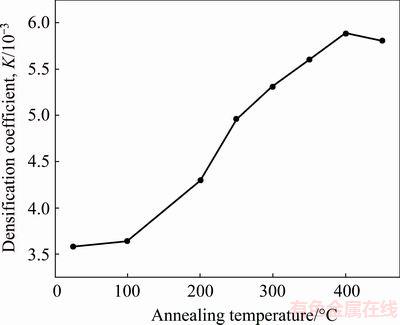
Fig. 9 Densification coefficient of Al-Si alloy powders annealed at various temperatures
It has been reported that there is an empirical relationship between the densification coefficient (K) and the yield strength (��0) for various metal powders as K=1/3��0 [25]. Thus, the parameter K is related to the ability of material to deform plastically. Figure 10 shows the measured microhardness and the calculated yield strength as a function of the annealing temperature. The yield strength decreases gradually as the temperature increases. It is generally known that the strength of particle reinforced metal matrix composites decreases as the size of reinforcement phase increases. Although minor discrepancy is found in the temperature range of 250-350 ��C, there is an obvious agreement between the yield strength obtained in this work and the microhardness. This result reveals that the powders annealed at a relatively high temperature possess more potential to deform plastically and fill the voids. It is reported that the powders of low stiffness or high work hardening capacity should be densified more efficiently [12]. Therefore, at the same level of applied pressure, the powders annealed at a relatively high temperature obtain higher compactibility.
Microstructural evolution shows that, as the annealing temperature increases to 200 and 250 ��C, the dissolution of small needle-like eutectic phase contributes to the densification [23,30]. However, the precipitated Si phase with small size and the primary Si with sharp edges (angularity) have a large specific area, and therefore, the powders experience more friction during compaction [9]. Such friction limits the deformation capacity, thus hindering the densification process. The improved compactibility is limited when the powders are annealed at these temperatures. The spheroidization of the primary Si and growth of the precipitated Si phase further improve the deformation capacity after the powder is annealed at 400 ��C because large and spherical reinforcements are favorable for densification [29,31]. Additionally, coarsening of the primary Si and precipitates also favor the densification [30]. Therefore, the cold compactibility is improved greatly as the temperature is increased from 300 to 400 ��C. The clustering of Si phases contributes to the rapid coarsening during annealing at high temperatures, and the size of Si crystals increases obviously with the temperature. However, the complicated Si phase with high surface area due to the extensive clustering of Si-Si phase after being annealed at 450 ��C blocks the further densification process.
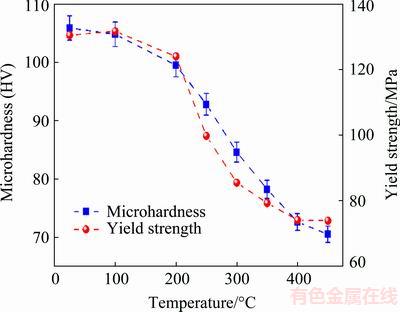
Fig. 10 Measured microhardness and calculated yield strength of Al-Si alloy powders against annealing temperature
The reduced microhardness can be directly attributed to the increased annealing temperature. As the rapidly solidified Al-Si alloy is heated, diffusion occurs, residual stresses relax, and metastable phases revert to equilibrium structures, all resulting in lower hardness. Therefore, the cold compactibility is greatly improved and the relative density increases to a large extent when the powder is annealed at 400 ��C. Due to the strength deviation between the Al matrix and the Si phase, the powders densify through deformation of the soft Al matrix but not the hard Si phase. Densification progresses through the deformation of particle surfaces as they contact with each other. It is reported that warm compaction reduces the yield pressure and enhances the plastic capacity of metal powders, and high compactibility is achieved [22].
During compaction, the powders deform plastically, the pores decrease in both size and amount, and the yield stress of Al matrix increases due to the work hardening. The primary Si with irregular shape and sharp edges together with the eutectic phase with needle-like and dense distribution become detrimental factors in the compatibility at high applied pressures. It has been indicated that the matrix should be more deformed when the inclusions have irregular shape [19,32]. At the low applied pressures, the influence of microstructural characteristics on the compactibility is relatively small because the particle re-arrangement is the dominant mechanism for densification. As the pressure increases, this effect is enhanced due to the work hardening of Al matrix and results in the total deformation of the powders. This phenomenon is similar to that of conclusions about compaction behavior of composite powders [16,20,25]. However, it is difficult to display the morphology and size distribution of Si phase more clearly due to its complexity, which develops gradually with the annealing temperature.
The evolution of Si phase volume fraction may also contribute to the deformation capacity. The as-atomized Al-Si alloy has lower Si volume fraction because of the high supersaturation of Si atoms in Al matrix. As the annealing treatment is conducted, precipitation of Si atoms results in higher volume fraction of Si phase. With a high volume fraction of reinforcement, the matrix should conduct extra plastic deformation at high applied pressures [26,32]. Consequently, the powders annealed at high temperatures have large deformation resistance due to the complete precipitation of Si crystals, resulting in slight decrease of relative density (450 ��C).
Therefore, an appropriate annealing treatment of rapidly-solidified hypereutectic Al-Si alloy powder is beneficial for improving its deformation capacity or compactibility. Furthermore, according to the pre-aging effect on inhibiting coarsening rate of precipitates in rapidly-solidified alloy [33], a proper annealing treatment may also favor for obtaining final products with fine microstructure and improved mechanical properties. This is important for achieving materials with excellent mechanical performance. The effect of annealing process on inhibiting coarsening rate of precipitates in rapidly-solidified alloy at high temperatures needs further investigation.
4 Conclusions
1) Cold compactibility of the gas-atomized hypereutectic Al-27%Si alloy powders is improved significantly as the annealing temperature increases from 200 to 400 ��C. Powders annealed at 400 ��C show excellent compactibility and reach a maximum relative density of 96.1%, with an increment of 13.7%, as compared with the as-atomized powder.
2) Higher densification increment of the Al-Si alloy powders is obtained due to the better ability of Al matrix to perform plastic deformation when the powders are annealed at high temperatures. Softening of the matrix determines the compaction behavior at low applied pressures but the microstructural characteristics become key factor at high pressures.
3) Precipitation of the supersaturated Si crystals and dissolution of the needle-like eutectic phase contribute to the densification after the powder is annealed at the low temperatures. Spheroidization of the primary Si and growth of the precipitates further improve the deformation capacity as the annealing temperature increases. However, complicated Si phases and a little higher volume fraction of Si phase inhibit the deformation capacity.
4) An appropriate annealing treatment is beneficial for cold compaction of rapidly-solidified powders, and may also result in final product with excellent mechanical performance.
References
[1] KANG N, CODDET P, CHEN C, WANG Y, LIAO H, CODDET C. Microstructure and wear behavior of in-situ, hypereutectic Al-high Si alloys produced by selective laser melting [J]. Materials & Design, 2016, 99: 120-126.
[2] ZHANG Y, MIAO X, SHEN Z, HAN Q, SONG C, ZHAI Q. Macro segregation formation mechanism of the primary silicon phase in directionally solidified Al-Si hypereutectic alloys under the impact of electric currents [J]. Acta Materialia, 2015, 97: 357-366.
[3] MUELLER M G, FORNABAIO M,  G, MORTENSEN A. Microscopic strength of silicon particles in an aluminium�Csilicon alloy [J]. Acta Materialia, 2016, 105: 165-175.
G, MORTENSEN A. Microscopic strength of silicon particles in an aluminium�Csilicon alloy [J]. Acta Materialia, 2016, 105: 165-175.
[4] XU C L, JIANG Q C. Morphologies of primary silicon in hypereutectic Al-Si alloys with melt overheating temperature and cooling rate [J]. Materials Science and Engineering A, 2006, 437(2): 451-455.
[5] CAI Z Y, WANG R C, ZHANG C, PENG C Q, FENG Y, Inhibited cold compactibility of rapidly solidified Al-Si alloy powder with large solidification rate [J]. Advanced Powder Technology, 2015, 26(5): 1458-1464.
[6] LEE T H, HONG S J. Microstructure and mechanical properties of Al-Si-X alloys fabricated by gas atomization and extrusion process [J]. Journal of Alloys and Compounds, 2009, 487(1-2): 218-224.
[7] HONG S J, SURYANARAYANA C. Mechanical properties and fracture behavior of an ultrafine-grained Al-20 wt pct Si alloy [J]. Metallurgical and Materials Transactions A, 2005, 36(13): 715-723.
[8] HEARD D W, DONALDSON I W, BISHOP D B. Metallurgical assessment of a hypereutectic aluminum-silicon P/M alloy [J]. Journal of Materials Processing Technology, 2009, 209(18-19): 5902-5911.
[9] HAAR J H, DUSZCZYK J. Cold compaction of an aluminium/short fibre alumina powder composite [J]. Journal of Materials Science, 1992, 27(23): 6495-6505.
[10] AKBARPOUR M R, SALAHI E, HEASARI F A, SIMCHI A, KIM H S. Microstructure and compressibility of SiC nanoparticles reinforced Cu nanocomposite powders processed by high energy mechanical milling [J]. Ceramics International, 2014, 40(1): 951-960.
[11] MARTIN C L, BOUVARD D. Study of the cold compaction of composite powders by the discrete element method [J]. Acta Materialia, 2003, 51(2): 373-386.
[12] MORENO M F, OLIVER C J R G. Densification of Al powder and Al-Cu matrix composite (reinforced with 15% Saffil short fibres) during axial cold compaction [J]. Powder Technology, 2011, 206(3): 297-305.
[13] KIM H S. Yield and compaction behavior of rapidly solidified Al-Si alloy powders [J]. Materials Science and Engineering A, 1998, 251(1-2): 100-105.
[14] KIN H S, LEE H R, WON C W, CHO S S, CHUN B S, KIM S J. Compaction behavior of rapidly solidified Al-Si-Fe-Cr alloy powders [J]. Scripta Materialia, 1997, 37(11): 1715-1719.
[15] PARK S J, HAN H N, OH K H, LEE D N. Model for compaction of metal powders [J]. International Journal of Mechanical Sciences, 1999, 41(2): 121-141.
[16] ASGHARZADEH H, SIMCHI A, KIM H S. A plastic-yield compaction model for nanostructured Al6063 alloy and Al6063/Al2O3 nanocomposite powder [J]. Powder Technology, 2011, 211(2-3): 215-220.
[17] SRIDHAR I, FLECK N A. Yield behaviour of cold compacted composite powders [J]. Acta Materialia, 2000, 48(13): 3341-3352.
[18] BOUVARD D. Densification behaviour of mixtures of hard and soft powders under pressure [J]. Powder Technology, 2000, 111(3): 231-239.
[19] DELIE F, BOUVARD D. Effect of inclusion morphology on the densification of powder composites [J]. Acta Materialia, 1998, 46(11): 3905-3913.
[20] RAZAVI-TOUSI S S, YAZDANI-RAD R, MANAFI S A. Effect of volume fraction and particle size of alumina reinforcement on compaction and densification behavior of Al-Al2O3 nanocomposites [J]. Materials Science and Engineering A, 2011, 528(3): 1105-1110.
[21] CAI Z Y, WANG R C, PENG C Q, ZHANG C. Effect of particle size on microstructure and cold compaction of gas-atomized hypereutectic Al-Si alloy powder [J]. Metallurgical and Materials Transactions B, 2014, 46(2): 824-830.
[22] HAFIZPOUR H R, SIMCHI A, PARVIZI S. Analysis of the compaction behavior of Al-SiC nanocomposites using linear and non-linear compaction equations [J]. Advanced Powder Technology, 2010, 21(3): 273-278.
[23] CAI Z Y, ZHANG C, WANG R C, PENG C Q, QIU K, WANG N G. Effect of pre-annealing on microstructure and compactibility of gas-atomized Al-Si alloy powders [J]. Transactions of Nonferrous Metals Society of China, 2016, 26(9): 2355-2362.
[24] POQUILLON D, BACO-CARLES V, TAILHADES P, ANDRIEU E. Cold compaction of iron powders��Relations between powder morphology and mechanical properties: Part II. Bending tests: Results and analysis [J]. Powder Technology, 2002, 126(1): 75-84.
[25] DENNY P J. Compaction equations: A comparison of the Heckel and Kawakita equations [J]. Powder Technology, 2002, 127(2): 162-172.
[26] TAVAKOLI A H, SIMCHI A, SEYED REIHANI S M. Study of the compaction behavior of composite powders under monotonic and cyclic loading [J]. Composites Science and Technology, 2005, 65(14): 2094-2104.
[27] MOAZAMI-GOUDARZI M, AKHLAGHI F. Effect of nanosized SiC particles addition to CP Al and Al-Mg powders on their compaction behavior [J]. Powder Technology, 2013, 245(8): 126-133.
[28] HECKEL R W. Density-pressure relationship in powder compaction [J]. Transactions of the Metallurgical Society of AIME, 1996, 221: 671-675.
[29] BIEOL Y. Microstructural evolution during annealing of a rapidly solidified Al-12Si alloy [J]. Journal of Alloys and Compounds, 2007, 439: 81-86.
[30] CAI Z Y, ZHANG C, WANG R C, PENG C Q, QIU K, WANG N G. Effect of solidification rate on the coarsening behavior of precipitate in rapidly solidified Al-Si alloy [J]. Progress in Natural Science: Materials International, 2016, 26: 391-397.
[31] OGRIS E, WAHLEN A, LUCHINGER H, UGGOWITZER P J. On the silicon spheroidization in Al-Si alloys [J]. Journal of Light Metals, 2002, 2: 263-269.
[32] HAFIZPOUR H R, SANJARI M, SIMCHI A. Analysis of the effect of reinforcement particles on the compressibility of Al-SiC composite powders using a neural network model [J]. Materials & Design, 2009, 30(5): 1518-1523.
[33] CHUNG S C, HAN S Z, LEE H M, KWON H S. Coarsening phenomenon of Li2 precipitates in rapidly solidified Al-3 at%(Ti, V, Zr) system [J]. Scripta Metallurgica et Materialia, 1995, 33(5): 687-693.
�˻������������������Al-Si�Ͻ��ĩ�ı�������
��־��1,2���� ��2�����ճ�2������Ⱥ2���� ��2�����1���� ��2
1. ���ϴ�ѧ ��ѧ����ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083
ժ Ҫ����������������Ͻ��ĩ�Ƿ�ĩұ��(ѹ�ƺ��ս�)�Ʊ������ܲ��ϵij���ԭ�ϡ�Ȼ��������ϸС��Si������ͻ��嵼��ǿ�Ƚϸߣ�������Al-Si�Ͻ��ĩ��ѹ�������ܵ��ܴ����ơ��о��˻��������Al-Si�Ͻ��ĩѹ�����ܵ����á�����Heckelѹ�Ʒ����о��˻��ĩ�����ܻ���Ϊ�����������������ͨ������ѹ��������֯�Ϳ���Ͽڣ��о�ѹ�ƹ����з�ĩ�����ı�����Ϊ�������������ĩ����400 ��C�˻���96.1%���������ܶȡ�����Al����������������Si����������״�������ܽ��Լ�Si�����˻��������������Al-Si��ĩ�ı���������
�ؼ��ʣ���ĩѹ�ƣ���������Al-Si�Ͻ��˻�����֯
(Edited by Bing YANG)
Foundation item: Project (CXZZ20140506150310438) supported by the Science and Technology Program of Shenzhen, China; Project (2017GK2261) supported by the Science and Technology Program of Hunan Province, China
Corresponding author: Chun ZHANG, Tel: +86-731-88836638, E-mail: zchun614@163.com; Hai-pu LI, Tel: +86-731-88876961, E-mail: lihaipu@qq.com
DOI: 10.1016/S1003-6326(18)64795-8
Abstract: Gas-atomized pure metal or alloy powders are widely used as raw material in the preparation of high performance materials by powder metallurgy route (compaction and sintering). However, cold compactibility of gas-atomized Al-Si alloy powder is inhibited due to the high strength as a result of the refined Si phases and the supersaturated Al matrix. The effect of annealing on improving the compactibility of Al-Si alloy powder was studied. The densification was investigated by the HECKEL compaction equation in terms of deformation capacity. Moreover, the microstructures and bending fracture surfaces of the green compacts were examined to clarify the densification behavior. The results show that a maximum relative density of 96.1% is obtained when the powder is annealed at 400 ��C. The deformation capacity is significantly improved by annealing treatment due to the softening of Al matrix, precipitation of supersaturated Si phases, dissolution of needle-like eutectic phase, and spheroidization of Si phases.
