
DOI��10.19476/j.ysxb.1004.0609.2019.06.16
���Ḵ�Ӻ�����Һ�������ȡ���չ���
���컪1, 2, 3���齨��1��������1���� ��1
(1. ���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083��
2. ��ɫ������Դѭ�����ú���ʡ�ص�ʵ���ң���ɳ 410083��
3. ��ɫ������Դѭ�����ú���ʡ�����о����ģ���ɳ 410083)
ժ Ҫ��
������Զ��������Һ�������������ѵ����⣬���������ȡ-����ˮ�ⷨ�������̸�Ч�ʵػ��ս���Һ�е��࣬�õ���ˮ����̽�����л�����ɡ����O/A����ȡʱ�䡢����ҺŨ�ȵ����ض���ȡ�������̵�Ӱ�졣�����������ѹ����������£���ȡ����Ϊ�л������50%TBP+50%�ǻ�ú��(�������)�����O/A 1:1�������¶�25 �桢��ȡʱ��30 min����Ƶ��120 Hz��������ȡ����������Ϊϡ������Һ0.25 mol/L������ʱ��30 min�����O/A 1:1���ڸ������´�������Һ��80.5%���������ˮ������С���600 ���¶Թ����������ȴ������õ�����ΪSbO2��Sb2O4���������
�ؼ��ʣ�
���Ḵ�Ӻ�����Һ���ܼ���ȡ������������������������
���±�ţ�1004-0609(2019)-06-1268-11���� ��ͼ����ţ�O631���� ���ױ�־�룺A
��Ժ������Խ���Һ����ͳ�Ĵ���������ͨ��ˮ�⡢�к�ת��������Ȼ�����Ʒ��������ĸ��ֻ�����Ʒ������������Ϊ��ף���ˮ�ⷨ������������������Ȼ�����Ʊ���Ĺ��̣�����������Ʊ����̣��ṩ��һ�ֺܺõ���ұ��˼·[1]�����ǣ��ڴ�����Ƚϸߵ���Һʱ���к�ת�����̻���ɴ����ķ�ˮ����������ʹ��������ѭ��ʹ�ã������Դ���˷ѣ����һ�����Ⱦ������
���ѧ����Դ�ͳ���������IJ�������˺ܶ��о��������õ�[2]��������������Ʒ�ķ������÷������жԿ���������ǿ�������Ѻõ��ص㣬�������ڸù������̽�Ϊ���ӣ����豸���Ҫ��ϸߣ����������ܺĽϸߣ���Щ���ϲ������á�������[3]���ֱ�ӵ�������������࣬���ˮ�ⷨ���÷���������Ч�ر������Է�ˮ�IJ��������ҿ���ֱ�ӵ���õ������࣬Ȼ����ʵ�����������У������������������һᱻ����Ϊ��ۣ�������ٴ��������һ�ԭ�������࣬�������ѭ�������ؽ��͵���Ч�ʣ��ҵ����̺����ײ������࣬�������̴��ڰ�ȫ��������������[4]���������ȡ���������ࡢ����Һ���õ��������ĸ����л��࣬���������������Ϊ���ͼ����з��ͣ���ʹ�ð�ˮ���ڷ���Һ�����ȣ�֮����й�Һ���벢�õ����������ĸ�����ù�����Ч������ͭ���Һ�е�����飬���ǹ��ո��ӣ����̳������ҵõ��IJ�ƷΪ�����ĸ��������������������Ʒ������Ҫ�����ಽ�ķ����ᴿ���գ������ѶȽϴ�
Ŀǰ����û�м����еĴӸ��Ḵ�Ӻ�����Һ��ѡ���Ի����Ʊ���������ķ��������о������һ������ṩһ���Ʊ���������ķ���������Ȼ�����λ�ܽ�-ˮ�����ƽ������ѧģ�ͣ�������ȡ-����ˮ�ⷨ�������Զ��������Һ�������Ե����÷���ˮ�ⷨ��ͨ����ȡ-������ֱ�ӵõ���ˮ�����������̶̣���ӦЧ�ʸߡ�������
1 ʵ��
1.1 ʵ��ԭ��
��ʵ�������Һ�DZ������������Ŷ��ڳ���Эͬ�����������ิ������о�[5-6]�еõ��ĸ��Ḵ�Ӻ�����Һ������Һ�еĽ�������Ũ�Ȳ��õ����ϵ������巢������ǽ��з�������ϵ��λ��pHֵ���õ�λpH�ƽ��в���������ҺpHֵΪ-0.5��H+Ũ��Ϊ3.16 mol/L������Ҫ��������Ũ�����1���С�
��1 ����Һ����Ҫ��������Ũ��
Table 1 Composition of leaching solution (g/L)

1.2 ʵ�鲽��
���о�������ȡ�л���Ϊ����������(TBP)��ǻ�ú�����ƶ��ɵ��л��Լ��������Լ�����ϡ������Һ��ʵ��ʱ�����Ȱ���һ����Ƚ�����������Һ����ȡ�л����ڷ�Һ©���л�ϣ�֮�����ˮԡ���������У�������һ���¶Ⱥ�һ�����ٶȣ���ʼ������ȡ�������趨ʱ�����Һ©��������©�����Ͻ��о��ã���������ӷ�Һ©���²��ų�����Һ���������������ȡ�ʣ������л������ڷ�Һ©���С�֮�����ͼ������Һ©����������Һ©�����з��ͣ�һ��ʱ���ͬ�����������Һ������������ķ���Ч�������������ȡ�л����ٴν�����ȡ����������ѭ�����á����о��ֱ���ȡ�л�����ɡ���ȡʱ�䡢��ȵ����ض���ȡЧ����Ӱ�죬ʵ��������̼�ͼ1��ʾ��
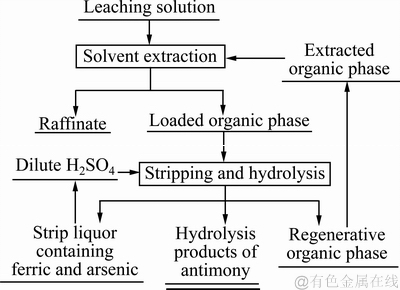
ͼ1 ��ȡ����������Һ����ͼ
Fig. 1 Flowsheet of extraction of antimony from solution
��ȡʵ������Ϊ���¶�25 �棬�л������50%TBP+50%�ǻ�ú��(�������)�����O/AΪ1:1(�����ʵ����)����Ƶ��120 Hz����ȡʱ��30 min(����ȡʵ����)��
����ʵ������Ϊ�������¶�25 �棬��ȡʵ�����ø����л���Ϊʵ��������O/AΪ1:1(�����ʵ����)����Ƶ��120 Hz������ʱ��30 min��������Һ���Ϊ0.25 mol/L(�����ʵ����)��
2 ���������
��ȡ������Ӱ���ࡢ��������ȡ����Ч����������Ҫ���л�����ɡ���ȡ���ȡ�ʱ���[7-8]�����о����ÿ��Ʊ���������һ�����˸����ض���ȡЧ����Ӱ�졣����������ȡ���ɷֺ�����Ϊ���������
2.1 ��ȡʵ��
2.1.1 ���ʼ�������Ӱ��
Ϊ�˱�����ȡ-�������в����黯������߲��������࣬������ȡ�л��༰����Ŀ������γ��ͺ�����ܽ�ȣ�ͨ�������л���������һЩ�߷��Ӵ����л����Щ�л��Լ�ͳ��Ϊ���ʼ�[9-10]�����о��⿼����������Ϊ���ʼ�����ȡ��Ӱ�졣����������Ϊ���ʼ�������������ֱ�Ϊ0%��10%��20%��30%��40%���Ը��Ḵ�Ӻ�����ҺΪ����Һ������ȡ�������ͼ2��ʾ��
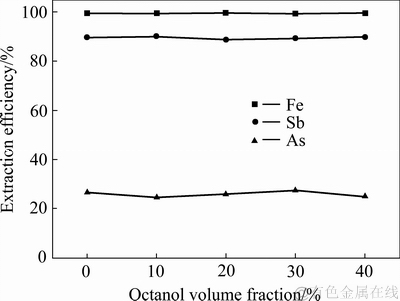
ͼ2 ���ʼ���������ȡ�ʵ�Ӱ��
Fig. 2 Effect of modifier volume fraction on extractions
��ͼ2�п��Կ�����������ȡ�ʸ���99%����Ϊ��ߣ������ȡ��Ϊ90%�������ȡ����ͣ�ֻ��25%��
��ʵ�������£����������������ĸı䣬�ࡢ���������ȡ�ʱ��ֻ����ȶ�������������ĺ�������ؽ���Ԫ�ص���ȡЧ��������Ӱ�졣ͬʱ�۲쵽������������ʱ���������ú��л����ˮ��ķ���Ч�����ã�û���黯������ߵ�����IJ�������˱�ʵ�������û�н��и��Եı�Ҫ���ں���ʵ����ѡ�����Ӹ��ʼ�����ȡ�ʿ��ԴӲ��淴ӳ��ȡ��������������������[11]��������Խǿ��Խ������ȡ���ӱ���ʵ����Ҳ���Գ�����Ϊ�����л�����ϵ���Ȼ�������������ǿ�����Ȼ������������֮���������������������
2.1.2 ����Һ��ȵ�Ӱ��
�л�������в������������Դ�ˮ��12 mol/LŨHCL��ҺΪ��ȵ��ڼ�����H+Ũ�ȿ�����1��2��3��4��5 mol/L���ҡ����첻ͬ����Һ���ʱ������Һ���ࡢ���������ȡ�ʵı仯���ɣ������ͼ3��ʾ��
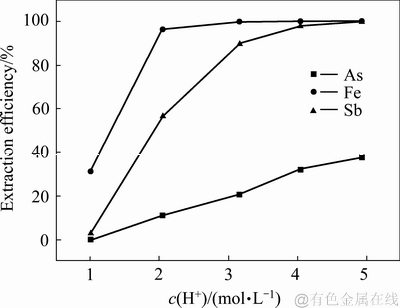
ͼ3 ����Һ��ȶ���ȡ��Ӱ��
Fig. 3 Effect of leachate acidity on the extractions
��ͼ3��֪�����Ž���Һ��ȵ����ӣ������ӵ���ȡ����֮��������������ȡ�ʵ��������������������Ũ��Ϊ2 mol/Lʱ�ﵽƽ������������ȡ����������Ũ��Ϊ4 mol/Lʱ�ﵽƽ��������������ȡ��������ȵ����ӳ���ƽ���������ơ�����������Һ���ࡢ�����Ȼ���������ʽ��������Һ�У��������������Ӻ���ȡ�л���֮��������������в�ͬ�����֮���ת�����緽��ʽ(1)~(4)��ʾ������������/������(�����/�������)��ʽ���ڣ�������ȵIJ�ͬ������һ������/�����������֮���ת�����緽��ʽ(5)��(6)��ʾ��������������������ȡ�ࡢ������ķ�Ӧʽ��(7)~(12)��ʾ��������ȵ����ӣ��ٽ��˷�Ӧʽ(1)~(6)��ת�����Ӷ�ʹ�����ӵ���ȡ�ʳ����������ơ�����ԭҺ��ȣ��ࡢ���������ȡ�ʣ�ѡ��ԭҺ��ȣ���H+Ũ��Ϊ3.16 mol/LʱΪ�Ż�ʵ�����������ܼ��ٳɱ�Ҳ�ܴﵽ����Ŀ�ģ���ʱ�ࡢ���������ȡ�ʷֱ�Ϊ89.9%��99.8%��20.4%��
 +3Cl-=SbCl3+(3-i)Cl- (1)
+3Cl-=SbCl3+(3-i)Cl- (1)
 +5Cl-=SbCl5+(5-i)Cl- (2)
+5Cl-=SbCl5+(5-i)Cl- (2)
 +2Cl-=FeCl2+(2-i)Cl- (3)
+2Cl-=FeCl2+(2-i)Cl- (3)
 +3Cl-=FeCl3+(3-i)Cl- (4)
+3Cl-=FeCl3+(3-i)Cl- (4)
H++ =HAsO2 (5)
=HAsO2 (5)
H++ =HAsO3 (6)
=HAsO3 (6)
SbCl3+ =
= ��
�� (7)
(7)
SbCl5+= �� (8)
�� (8)
FeCl3+= �� (9)
�� (9)
FeCl2+= �� (10)
�� (10)
HAsO2+= �� (11)
�� (11)
HAsO3+= �� (12)
�� (12)
2.1.3 TBP������Ӱ��
�л�������в�����������TBP��������ֱ�Ϊ30%��40%��50%��60%��70%��80%�����첻ͬTBP�������ʱ������Һ���ࡢ���������ȡ�ʵı仯���ɣ������������ķ���ϵ�����л�����ɵĹ�ϵ�������ͼ4��ʾ��
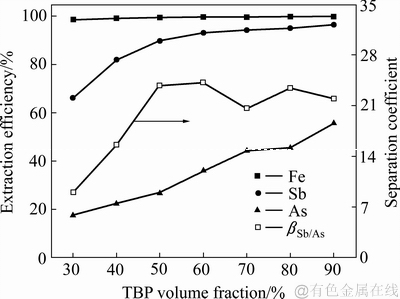
ͼ4 TBP�����������ȡ��Ӱ��
Fig. 4 Effect of TBP volume fraction on extractions
��ͼ4��֪������TBP������������ӣ���������ȡ����֮��������������ȡ�ʺ����98.6%������TBP���������30%���ߵ�50%ʱ�������ȡ��Ѹ�ٴ�66.1%������90.8%��֮������TBP������������������ȡ����������96.5%�����ͬʱ�������ȡ�ʴ�17.7%��ߵ�55.8%������TBP���������30%���ӵ�50%ʱ���������ϵ����9.0���ӵ�23.8��֮���ȶ�����˿��ǵ���������ķ��룬�����ں��������ȡ��ѡ��TBP�������50%Ϊ�Ż�ʵ����������ʱ�ࡢ���������ȡ�ʷֱ�Ϊ90.8%��99.4%��26.8%��
2.1.4 ��ȵ�Ӱ��
������ȷֱ�Ϊ1:1��1:2��1:3��1:4��1:5�����첻ͬ��������£��ࡢ��������ȡ�ʵı仯����,�����ͼ5��ʾ��

ͼ5 ��ȶ���ȡ��Ӱ��
Fig. 5 Effect of O/A on extractions
��ͼ5���Կ�����������ȵļ��٣�����Ԫ�ص���ȡ����֮�½���������ȡ�������½�������������ȡ���½��϶ࡣ����������ȡ��������һ���ģ�������ȵ����ӣ��Դ����������λ����Ը���[12]�������ȡ����֮�½���ͬʱ�������ࡢ��ķ���ϵ������ȵĹ�ϵ���֣�������ȵļ��٣�����ϵ�������Ӻ����[13]��Ϊ�˸��õ���ȡ��Ԫ�ز�������룬ѡ�����1:1Ϊ�Ż�ʵ��������
2.1.5 ��ȡʱ���Ӱ��
������ȡʱ��Խ���Һ���ࡢ���������ȡЧ����Ӱ�졣�����ͼ6��ʾ��
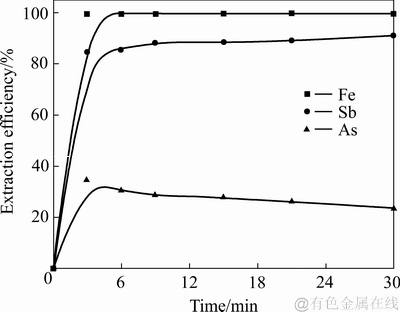
ͼ6 ����������ȡ����ʱ��Ĺ�ϵ
Fig. 6 Relationship between extraction efficiencies of metal ions and time
��ͼ6�п��Կ�����������ȡʵ��Ŀ�ʼ���ࡢ���������ȡ���ڶ�ʱ���ڴﵽ�ϴ�ֵ������ʱ������ӣ���ȡ���̲��Ͻ��У��ڴﵽ��̬ƽ��Ĺ����У�������ȡ���벻ͬ�������������֮��IJ�࣬������ȡ�ʱ����ȶ��������ȡ�������������������ȡ�������½����ﵽƽ�⡣����ʵ��Ҫ��������ȡ����࣬��ʹ�龡�������������Һ�У����ѡ����ȡʱ��30 minΪ�Ż�ʵ�����������Ͽɵ���ȡʵ����Ż�ʵ������Ϊ�������Ӹ��ʼ����л������Ϊ50%TBP+50%�ǻ�ú�͡����O/AΪ1:1�������¶�25 �桢��ȡʱ��30 min����Ƶ��120 Hz��������ȡ���ڴ������£��ࡢ���������ȡ�ʷֱ�Ϊ90.8%��99.4%��26.8%��
2.1.6 ��ȡ�����ߵĻ���
��һ�������£��������������ķ���ﵽ��̬ƽ�⣬����������ˮ����л�������ȡƽ��Ũ�ȹ�ϵ��ͼ�����Եó�����ȡ�����ߡ�������ȡ�����ߣ����Եó���ͬ������Ũ��ʱ�ķ���ȣ�����ȷ����ȡ�л������������ȡ�����ȡ��ʶ���ȡ�����߶�����ȡ��Ϊ���о��������۷������м�Ϊ��Ҫ�ļ�ֵ������[14-15]��
���о��в��øı���ȷ��ⶨ�л������Ϊ50%TBP+50%�ǻ�ú����ϵ�Ը��Ḵ�Ӻ�����Һ����ؽ���Ԫ�ص���ȡ�����ߡ��������£����¶�25 ��ʱ����ʵ�ʴ���Һ�ò�ͬ����ȷֱ������ȡ���飬������Һ����ؽ���Ԫ�ص�Ũ�Ȳ��ٱ仯����ʱ��Ϊ����ȡ��ϵ�Խ���Ԫ�ص���ȡ�ﵽ��̬ƽ��״̬��������һԭ���������Ƶij�������ȡ��������ͼ7��ʾ��
������ȡ�����߿��Եó�������ϵ�µ���ȡ�����������������Ϊ22.5 g/L��������������Ϊ5.05 g/L������������Ϊ0.42 g/L�����Ż�ʵ�������£��ࡢ���������ȡ�ʷֱ�Ϊ90.8%��99.4%��26.8%���ֱ�ﵽ���������81.3%��39.5%��90.9%����ͼ7���Կ�����������Ϊ��ȵĵ��������ݲ���������McCaBe-Thieleͼ�ⷨ[16]����ͼ7(a)����֪��1:1��Ƚ�������������ȡ���ɽ�ˮ���е�����ȫ��ȡ��
2.2 ����ʵ��
2.2.1 H2SO4Ũ�ȶԷ��͵�Ӱ��
�������л�����з��ʹ������������е������ӣ�ͨ���ı�H2SO4Ũ�ȣ����췴��Ч����������Ԫ��������Һ���ܽ��ʽ����ͼ8��ʾ��
���ŷ���ʵ��Ľ��У���ϵ�п�ʼ���ְ�ɫ������ʵ��������о��÷��룬�ɵ���ɫ������ȡ�л���ͺ��������ϡ������Һ�����ݸ�Ԫ���ڷ��ͼ���ˮ������еĺ������м����ܽ��ʣ����ݷ����������ͽ�������������Ļ����ʡ�
��ͼ8�н����֪��������ȵ����ӣ�������������������Һ�е��ܽ�����֮���ߡ��������������еķ����������������ȡ������������й�[16-17]����������ȡ-����Ч��������нϴ��ϵ����������������Ҫ��λ���ñ����ȶ���������������ȡ�л����п����ȶ����ڣ�����������Һ�лᷢ��ˮ���������������Һ�����Ϊ0.25 mol/Lʱ������������Һ�е��ܽ���Ϊ5.5%�������ˮ�������Ӧ���õ���ˮ�����������ͬʱ����������ܽ���Ϊ93.4%��26.7%����Ȼ����ʱ��������ܽ���Խ��Խ�ߣ���������������Һ���ܽ��ҲԽ��Խ�ߣ������ں���������ա��Գ����������Ԫ�سɷַ����������Ӧ�����������ɵó���Ӧ��Ļ����ʣ��������2��
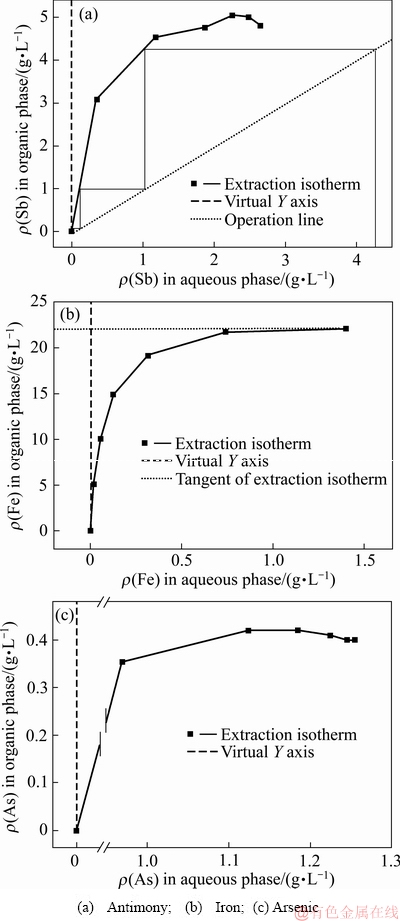
ͼ7 ��ȡ������
Fig. 7 Extraction isotherm

ͼ8 ���Ũ�ȶԷ��͵�Ӱ��
Fig. 8 Effect of H2SO4 concentration on stripping
��2 ����ˮ�ⷨ����������Ҫ�ɷּ���Ļ�����
Table 2 Composition of precipitates
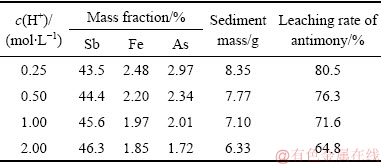
�ӱ�2�п�֪��������ȵ����������������Խ��ԽС����������Ĵ���Խ��Խ�ߡ�������Ϊ��Ƚϴ���Һ���ܽ���ࡢ��������࣬ͬ�����������������ӵ�������Ҳ������������Һ�С���Ƚϴ�ʱ����������Ը�Ϊ���������Ǵ�ʱ��Ļ����ʽϵͣ����ѡ�����Ϊ0.25 mol/LΪ�Ż�ʵ��������
2.2.2 ��ȶԷ���Ч����Ӱ��
���첻ͬ����µķ���Ч���������ͼ9��ʾ��
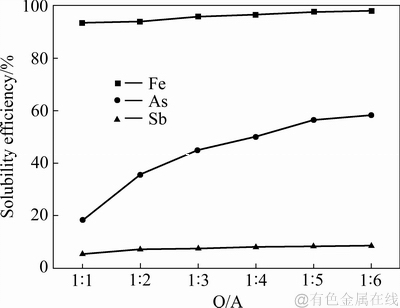
ͼ9 ��ȶԷ��͵�Ӱ��
Fig. 9 Effect of O/A on stripping process
��ͼ9���Կ�����������ȵļ��٣�������ķ����ܽ�����������������ܽ���ά����8.6%�������ܽ��ʴ���93.4%��������ܽ��ʴ�18.4%������58.3%���ۺϿ��ǣ�Ϊ��֤һ������ˮ����Ч����ά�ֽ��ٵķ���Һ����������O/AΪ1:1���к�������ʵ�顣Ϊ��ʹ���ͼ���Ӧ��Ч����ߣ��ɲ�ȡ���������Ȼ��߶��ѭ�����ͣ������ͼ�����������ﵽһ���̶�ʱ�����п�·����[18-19]��
2.2.3 ����ˮ��������
������ʱ��30 min�����O/A 1:1�������¶�25 �桢�����л��ࡢ��Ƶ��120 Hz�����Ϊ0.25 mol/L��������Һ�����µõ��ij����������XRD������SEM-EDS�������ֱ��ͼ10��11��ʾ��
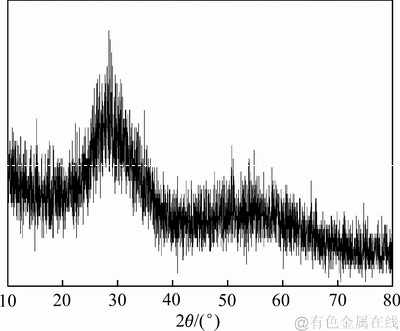
ͼ10 ����ˮ�����XRD��
Fig. 10 XRD pattern of precipitate obtained in stripping process
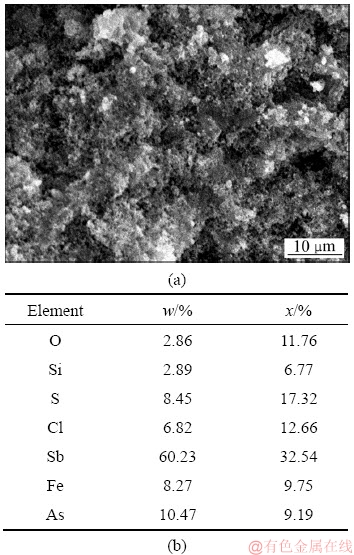
ͼ11 ����ˮ�����SEM���EDS����
Fig. 11 SEM image(a) and EDS analysis(b) of precipitate
��XRD����(��ͼ10)��֪��ˮ�����Ϊ����̬��ij��������SEM��(��ͼ11)��֪����������Ϊ���ɶ�׳������EDS������ICP�ɷַ�����һ�£���������Ϊ��������ǰ���塣��ǰ����������ط������¶����䳣�µ�950 �棬��������10 ��/min����ΧΪ�����������ͼ12��
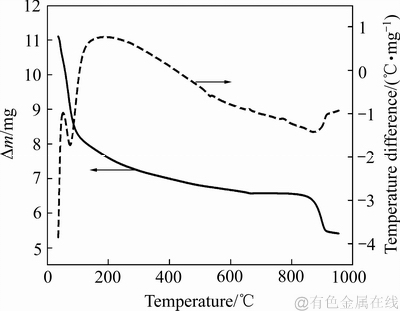
ͼ12 ����ˮ�����DSC-TGA����
Fig. 12 DSC-TGA curves of precipitate
���ط���(��ͼ12)������������100 ��֮ǰ����ʼ����һ�����ȷ岢������һ����������ʧ����������е�ˮ�������¹��������������йء�����Sb2O5�����ʿ�֪���䲻�ӷ����Ǽ��ֽ⣬��70 ��ʱ����ʼ�ֽ⣬��ʽ(13)��ʾ�������������£�������ֽ⣬��ʽ(14)��ʾ�������ط��������У���������¶ȣ����������������ȶ���ֱ����900 �濪ʼ����һ�����ȷ岢�������Ե�������ʧ�����������Sb2O4����ط�Ӧ���Ӧ����900 ������ʱ��Sb2O4��ֽ�ΪSb2O3��һ���������1030 ��ʱ��ɷֽⷴӦ�����ݳ�������DSC-TGA��������������600 �������´���8 h��Ȼ�������������������ͼ13��
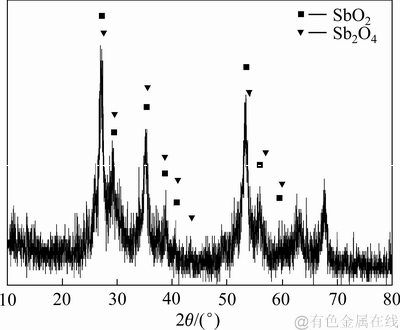
ͼ13 600 �������´�������XRD��
Fig. 13 XRD pattern of precipitate treated at 600 �� for 8 h
3Sb2O5=Sb6O13+O2�� (13)
Sb6O13=3Sb2O4+0.5O2�� (14)
���Ŵ����¶ȵ����ߣ�����Խ��Խ�ã��ӷ�Խ��Խ�١���������������600 �洦��������ΪSbO2��Sb2O4���������ӷ塣Sb2O4������Ϊ��Sb2O3��Sb2O5��϶��ɵ�������侧�����������������������ȷ���������ۺ����������������Ͽ�֪������ˮ����̵���ˮ������п���Ϊ����̬��Sb2O5��Sb2O3��
2.3 ����Һ����ȡ�л���ѭ������ʵ��
2.3.1 ��ȡ-����ѭ���ظ�ʵ��
������ʵ�������ȡ-����ѭ���ظ�ʵ�顣��ȡʵ���������£���ȡʱ��30 min�����1:1���¶�25 �棬�л������Ϊ50%TBP+50%�ǻ�ú�͡��ֱ����2��3��4��5��ѭ����ȡ��ÿ����ȡ��ֱ����ࡢ���������ȡ�ʣ�������ѭ������ȡ�л������ȡЧ�ʣ�������3���С�
��3 ���ѭ����ȡЧ��
Table 3 Extraction efficiencies after several times
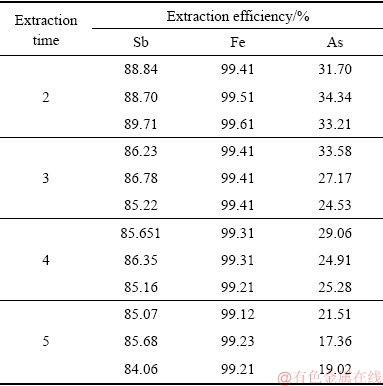
����ȡ-����ѭ��ʵ�������Կ������������ѭ����ȡ-���ͣ������ȡ�ʴ���84%�����нϺõ��ȶ��ԡ�
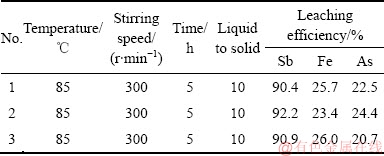
2.3.2 ����Һ(����)��������
����ȡ�������Һ������һ���Ľ��������С�ʵ���������ࡢ������Ľ����ʼ��±�4���С��ӱ�4���Կ����������ٴν��н���ʵ��ʱ�����Ż�ʵ�������£���ؽ���Ԫ�صĽ��������������ʱ�Ľ����ʼ���û�в����ˣ�������ȡ��ķ���ͬ������������ĸ�Ч�������ɹ�ʵ��������Һ��ѭ�����á�
��4 ����������ʵ�����������
Table 4 Leaching experiments with regenerative acid liquor
2.3.3 ����Һѭ���ظ�ʵ��
�����ͼ����з���ѭ��ʵ�顣����ʵ���������£�����ʱ��30 min�����1:1���¶�25 �棬�л���Ϊ��ȡ����ĸ����л��ࡣ�ֱ����1��2��3��4��5�η��ͼ�ѭ�����ͣ�ÿ�η��ͺ�ֱ��ⷴ��Һ���ࡢ������ĺ�����ÿ�η��Ͳ���ɷֺ����������η��ͺ��ͼ��ķ���Ч�ʣ������ͼ14�ͱ�5��ʾ��
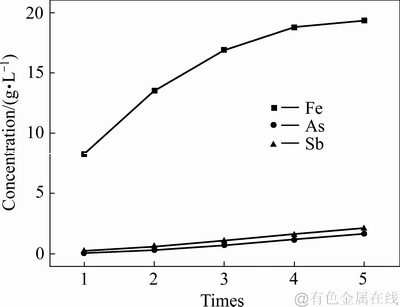
ͼ14 ���ʹ����Է��ͼ���Ӱ��
Fig. 14 Effect of stripping times on stripping agent
��5 ����ˮ�ⷨ����������Ҫ�ɷּ���Ļ�����
Table 5 Composition of precipitates
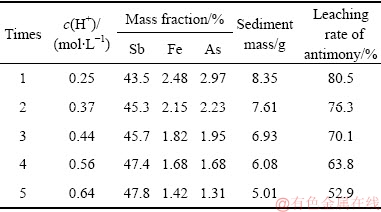
��ͼ14�ͱ�5��֪������Һ�������ࡢ������Ũ�Ⱥ�������ŷ��ʹ��������Ӷ�������������Ļ�����Ҳ���ŷ��ʹ��������Ӷ������½����������ھ�������ˮ�⣬���ͼ��л���������ᣬͬʱ����ʱҲ����������Ӻ������ӣ����ͺ�����������ӡ������̷�Ӧ����������ʾ��
2��+3H2O=Sb2O3+6HCl+2 (15)
2��+5H2O=Sb2O5+10HCl+2 (16)
��=Fe3++3Cl-+ (17)
��=Fe2++2Cl-+ (18)
��=AsO2-+H++ (19)
��=AsO3-+H++ (20)
��+��+4H2O=Sb2O4+8HCl+2 (21)
���ͺ���ȵ����ӻᵼ����Һ���ܽ���ࡢ��������ౣ������Һ�У��������ӵ��������Һ�������Ӳ�����λ����Ҳ��������ܽ�ȣ��������ˮ���ʴӶ�Ӱ����Ļ����ʡ�����3�η���ѭ����������ʵ���70%�����ͼ���Ҫ���п�·���������ڷ��ͼ���ǿ����ϵ�����Բ��������ᾧ��[20]���������鷴��Һ���������ͼ������Ӽ�Һֱ�ӽ���ˮ��������������[21]��
2.3.4 ��ȡ/����ˮ�������Ԫ����Ϊ����
���ڽ���ҺΪ������ϵ��������������λ��ϵ����������Ӻ����������Ȼ����������ʽ��������Һ�У����Կ��������Ի��š������л�����ȡʱ�������Ȼ�����Ȼ�������ʽ����ȡ��������Ӧ����������ȡ�л�����ȡ�����л��ࡣ�����������������ϵ�д���һ������ƽ�⣬Ҳ������������(��������������)֮��Ķ�̬ת���������������Ϊ���Ի��ţ��������л�������ý����л��࣬����ʵ����Ԫ������Һ���л���֮��ķ���ƽ�⡣
�ڷ������У���ȡ�л����е��Ȼ�������ϡ������Һ������������ʽ��������Һ�У��������ӽ�����Һ������ϡ������Һ��ȱ�������ӵ����壬�Ȼ�����λ-�ܽ�ƽ�ⱻ���ƣ�����ˮ���������ɹ���������Һ�з��롣��ȡ�л����е���������������ϡ������Һ�����µĵ���ƽ�⣬�Ӷ�ʵ������Һ���л���֮����ٷ��䡣
���Ż������£�������ȡ���̣�����Һ��90.8%�������ȡ�л��࣬������ȡ��99%���ϣ������ȡ��Ϊ26.8%����������ˮ�������һ��������뷴��Һ�������ܽ���Ϊ93.4%������ܽ���Ϊ18.4%��������ˮ�ⷴӦת��Ϊ����������Һ��80.5%���������ˮ������С����Ͽ�֪����ȡ����һ����ȡ�����O/AΪ1:1���л������Ϊ50%TBP+50%�ǻ�ú�ͽ��У���ȡ��������0.25 mol/L ��ϡ������Һ���ͣ�����ʱ���O/AΪ1:1����������Ԫ�ص�����ͷ�����ͼ15��ʾ��
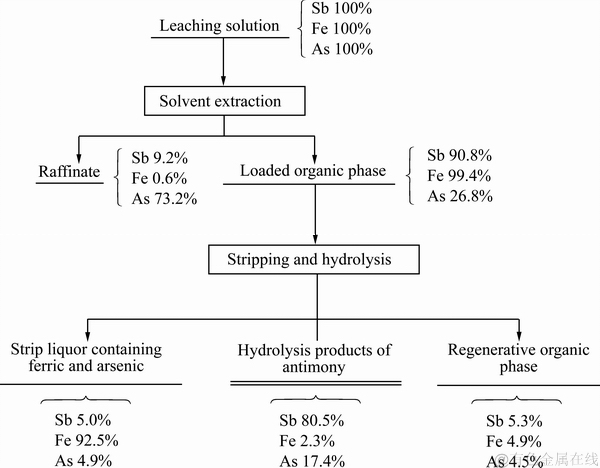
ͼ15 Ԫ��������ͼ
Fig. 15 Elements flow in process
3 ����
1) ͨ������������ʵ�飬ȷ������ѵ���ȡ���빤�����£������Ӹ��ʼ���������pH���ڼ����л������Ϊ50%TBP+50%�ǻ�ú�͡����O/AΪ1:1�������¶�25 �桢��ȡʱ��30 min����Ƶ��120 Hz��������ȡ���ڴ˹��������£�����ȡ��Ϊ99.4%�������ȡ��Ϊ90.8%���������ȡ��Ϊ26.8%��ͬʱ����ȡ����ʱ������٣��ֲ����������黯�������������ij��֡�
2) ���øı���ȷ��ⶨ�˱���ϵ���л������Ϊ50%TBP+50%�ǻ�ú����ϵ����ȡ��������ʵ�ʱ���������������ı�������Ϊ4.8 g/L�����ı�������Ϊ22.5 g/L������ı�������Ϊ0.42 g/L��
3) �������ȡ�����£������˸����л��෴�������������ӵķ��ͻ����о����õ��Ż�ʵ������Ϊ���£����Ϊ0.25 mol/L��ϡ������Һ������ʱ��30 min�����O/AΪ1:1��������������Ż�ʵ����������£������ܽ���Ϊ93.4%������ܽ���Ϊ18.4%��������ˮ�ⷴӦת��Ϊ�������Һ�з��룬����Һ��80.5%���������ˮ������С�ͬʱ������ȡ����ʱ������٣��ֲ�������
4) ͨ����ȡ-�����̵�ѭ���ظ�ʵ�飬����5��ѭ���������ȡ�ʴ���84%��������ȡ�ʴ���99%��������ȡ�����Һ���ڳ���Эͬ��������ʵ�飬��������Ż�ʵ����������Ľ����ʴ���90%��
REFERENCES
[1] ������. �ҹ���ұ������״����չ����[J]. ��ұ, 2017, 26(5): 50-54.
DENG Wei-hua. Current status and development direction of antimony metallurgy technology in China[J]. Mining and Metallurgy, 2017, 26(5): 50-54.
[2] ������, ������, �Ƴ���, ΤԪ��. AC���������������Ǧ������-ͭ����Ļ���[J]. ���Ϲ�ҵ��ѧѧ��(��Ȼ��ѧ��), 2003, 34(5): 499-501.
TANG Mo-tang, YANG Sheng-hai, TANG Chao-bo, WEI Yuan-ji. Recovery of copper and bismuth from lead anode slime with high antimony and low silver by AC process[J]. Journal of Central South University of Technology (Natural Science Edition), 2003, 34(5): 499-501.
[3] ����, ���, ��ʤ��, ��С��, �� ��, ������. ���ྫ��ʪ�����ұ���¹���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(1): 30-39.
GAO-Liang, YANG Jian-guang, CHEN Sheng-long, LIU Xiao-wen, LI Jing, TANG Mo-tang. New process of wet metallurgical cleaning for antimony sulfide concentrate[J]. Journal of Central South University (Science and Technology), 2012, 43(1): 30-39.
[4] ������, ������, ������, ������, ���, ���, �� ��. ͭ���Һ�������Ļ��չ���: �й�, CN103849902A[P]. 2014-06-11.
SONG Xiu-ming, DAI Sheng-hong, LI Ming-zhou, WU Wen-ming, LI Jing-zhong, LI Jun-biao, ZHOU Zhong. Recovery of antimony and bismuth from copper electrolyte: China, CN103849902A[P]. 2014-06-11.
[5] TIAN Q H, WANG H L, XIN Y T, LI D, GUO X Y. Ozonation leaching of a complex sulfidic antimony ore in hydrochloric acid solution[J]. Hydrometallurgy, 2016, 159: 126-131.
[6] GUO X Y, XIN Y T, WANG H, TIAN Q H. Leaching kinetics of antimony-bearing complex sulfides ore in hydrochloric acid solution with ozone[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(9): 2073-2081.
[7] WIKEDZI A, AWE S A. Selective extraction of antimony and arsenic from decopperization slime using experimental design[J]. Journal of Sustainable Metallurgy, 2017, 3(2): 362-374.
[8] GUO X Y, XIN Y T, WANG H, TIAN Q H. Mineralogical characterization and pretreatment for antimony extraction by ozone of antimony-bearing refractory gold concentrates[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(8): 1888-1895.
[9] �� һ, ��һ��, �� ��, �� ��, �� ��, �Ź���. ʯú����ᷰ����Һ��ȡ�����о�[J]. ������ɽ, 2013, 43(3): 100-103.
WANG Yi, ZHANG Yi-ming, HUANG Jing, LIU Tao, ZHANG Guo-bin. Experimental study on extraction of acid leaching vanadium from stone coal[J]. Metal Mine, 2013, 43(3): 100-103.
[10] GALACTION A I, KLOETZER L, CASCAVAL D. Separation of p-aminobenzoic acid by reactive extraction in the presence of 1-octanol as phase modifier[J]. Chemical & Biochemical Engineering Quarterly, 2010, 24(2): 149-157.
[11] KALIDHASAN S, GANESH M, SRICHARAN S, RAJESH N. Extractive separation and determination of chromium in tannery effluents and electroplating waste water using tribenzylamine as the extractant[J]. Journal of Hazardous Materials, 2009, 165(1/3): 886-892.
[12] ������, ������, �δ���, �ƽ��, ͯ����. Cl-����������N235��ȡ�ѳ�ͭ���Һ������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(8): 2584-2590.
HUANG Xi-lin, LI Liang-xing, LIAO Chun-fa, HUANG Jin-ti, TONG Chang-ren. Removal of antimony and bismuth from copper electrolyte by N235 extraction assisted by chloride ion extraction[J]. Journal of Central South University (Science and Technology), 2016, 47(8): 2584-2590.
[13] ʩѧ��, �� ��, ��Ԫ��. TBP��ȡ����Һ�е���[J]. ��ұ, 2015, 24(1): 35-38.
SHI Xue-jin, ZHU Yun, LI Yun-long. Extraction of antimony from bismuth electrolyte by TBP[J]. Mining and Metallurgy, 2015, 24(1): 35-38.
[14] Ī�˵�, Ф����, �Ź���, ����. HBL110�Ӻ��������ѹ����Һ����ȡ�����о�[J]. ��ɫ����(ұ������), 2014(6): 30-33.
MO Xing-de, XIAO Liao-sheng, ZHANG Gui-qing, CAI Xu-dong. Study of nickel extraction from sulfuric acid pressure leaching lixivium of laterite with HBL110. Nonferrous Metals (Smelting Part), 2014(6): 30-33.
[15] AGARWAL V, SAFARZADEH M S, GALVIN J. An extension of Free��s extraction isotherm for the solvent extraction of cations using acidic extractants[J]. International Journal of Mineral Processing, 2017, 167: 86-94.
[16] TRUONG H T, MAN S L, SENANAYAKE G. Separation of Pt(��), Rh(��) and Fe(��) in acid chloride leach solutions of glass scraps by solvent extraction with various extractants[J]. Hydrometallurgy, 2018, 175: 232-239.
[17] ������, ���ﶫ. ���м����û�����Ĺ�ҵӦ��[J]. ������ɫ����, 2016, 32(2): 47-48.
GONG Fu-bao, LI Xu-dong. Industrial application of replacement of bismuth by indium residual plates[J]. Hunan Nonferrous Metals, 2016, 32(2): 47-48.
[18] ͯ����, �����, ���, �� ��, �� ��. TBP��N1923Эͬ��ȡͭ���Һ�е�������[J]. ��ɫ����(ұ������), 2012(5): 17-20.
TONG Chang-ren, WU Jin-peng, LI Jun-chao, ZHANG Peng, LIU Xiu. Synergistic extraction of arsenic, antimony and bismuth in copper electrolyte by TBP and N1923[J]. Nonferrous Metals (Smelting Part), 2012(5): 17-20.
[19] JIANG X M, WEN S P, XIANG G Q. Cloud point extraction combined with electrothermal atomic absorption spectrometry for the speciation of antimony(��) and antimony(��) in food packaging materials[J]. Journal of Hazardous Materials, 2010, 175(1/3): 146-150.
[20] �����, �½���, ������, �� ��, �� ��, �δ�ԣ. ���������ˮ�����о���״[J]. �������������, 2018(1): 129-132.
ZUO Hao-en, WEN Jian-kang, CUI Xing-lan, WU Biao, LI Xu, REN Chuan-yu. Research status of treatment of wastewater containing arsenic and high iron[J]. Protection and Utilization of Mineral Resources, 2018(1): 129-132.
[21] ������, ������, �� ��, ����, �� ��. �������-����������ͭұ����ˮ�е���[J]. ��ҵˮ����, 2011, 31(5): 31-34.
LI Xin-zheng, XU Xiao-jun, ZHANG Jin, LUO Fa-sheng, WANG Pan. Treatment of arsenic from copper smelting wastewater by aeration microelectrolysis and flocculation process[J]. Industrial Water Treatment, 2011, 31(5): 31-34.
Recover process of antimony from antimony-bearing complex solution with high acidity by extraction
TIAN Qing-hua1, 2, 3, HONG Jian-bang1, XIN Yun-tao1, WANG Hao1
(1. School of Metallurgy and Environment, Central South University, Changsha 410083;
2. Hunan Key Laboratory of Nonferrous Metal Resources Recycling, Changsha 410083;
3. Hunan Engineering Research Center of Nonferrous Metal Resources Recycling, Changsha 410083)
Abstract: In order to solve the problem of antimony recovery in acid multimetallic leachate, the extraction-stripping hydrolysis was proposed to recover the antimony in the leachate, and antimony hydrolysates were obtained efficiently. The effects of organic phase composition, volume ratio between liquor and origanic phase, extraction time and the concentration of stripping solution on extraction and stripping process were explored. The results show that the optimum extraction conditions are as follows: the organic phase consists of 50% TBP+50% sulfonated kerosene (volume fraction), the operating temperature of 25 ��, O/A of 1:1 the extraction time of 30 min, the oscillation frequency of 120 Hz and single stage extraction. The conditions of dilute sulfuric acid solution is 0.25 mol/L, stripping time is 30 min, O/A is 1:1. After treatment under this condition, 80.5% of the antimony in the leachate is enriched in antimony hydrolysates. The solid product is heat-treated at 600 �� to obtain antimony oxide with SbO2 and Sb2O4 phases.
Key words: antimony-bearing complex solution with high acidity; solvent extraction; tributyl phosphate; antimony oxide
Foundation item: Project(51474257) supported by the National Natural Science Foundation of China; Project (2019JJ20031) supported by the Distinguished Young Scholar Foundation of Hunan Province, China
Received date: 2018-11-30; Accepted date: 2019-03-11
Corresponding author: TIAN Qing-hua; Tel: +86-731-88877863; E-mail: qinghua@csu.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51474257)������ʡ�ܳ������ѧ����������Ŀ(2019JJ20031)
�ո����ڣ�2018-11-30�������ڣ�2019-03-11
ͨ�����ߣ����컪�����ڣ���ʿ���绰��0731-88877863��E-mail��qinghua@csu.edu.cn
ժ Ҫ��������Զ��������Һ�������������ѵ����⣬���������ȡ-����ˮ�ⷨ�������̸�Ч�ʵػ��ս���Һ�е��࣬�õ���ˮ����̽�����л�����ɡ����O/A����ȡʱ�䡢����ҺŨ�ȵ����ض���ȡ�������̵�Ӱ�졣�����������ѹ����������£���ȡ����Ϊ�л������50%TBP+50%�ǻ�ú��(�������)�����O/A 1:1�������¶�25 �桢��ȡʱ��30 min����Ƶ��120 Hz��������ȡ����������Ϊϡ������Һ0.25 mol/L������ʱ��30 min�����O/A 1:1���ڸ������´�������Һ��80.5%���������ˮ������С���600 ���¶Թ����������ȴ������õ�����ΪSbO2��Sb2O4���������
