
���±�ţ�1004-0609(2016)-03-0623-07
Cu/Al���ϴ���-Һ������-�������ֵģ�⼰���渴�ϻ���
�ƻ��� �ߣ����������ŷ�ɽ
(��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ػʵ� 066004)
ժ Ҫ��
˫������״���ϴ���-Һ���������Ǽ��������������Ƹ���Ϊһ��Ķ������¹��գ�Ϊ��ʾ���า��������������������˫���������ڵĸ��ϻ�������d160 mm��150 mm˫��ʵ��������Ϊ��������Fluent������������Cu/Al��-Һ�������Ϲ��̶�ά��-����ϼ���ģ�ͣ��о������ٶȡ���ע�¶ȡ�ͭ����Ⱥ�Ԥ���¶ȶ��۳�������KISS��λ���븴�Ͻ����¶ȷֲ���Ӱ����ɡ�Cu/Al��-Һ��������ʵ�����������������ڹ�-Һ�Ӵ�������-���̬ճ��������-�����Ƹ�����������Ч�����ֵݽ�ʽǿ�����ɣ���ʾ���¶Ⱥ�����ѹ���Խ��渴�ϵ���Ҫ���ã��Գ��ι����ƶ�������Ҫ��ָ�����塣
�ؼ��ʣ�
��-Һ����������Cu/Al���ϴ���˫����������-����������Ͻ�����
��ͼ����ţ�TG335���� ���ױ�־�룺A
Cu/Al���ϴ������ͭ�ĵ����ʸߡ������Ժá��Ӵ�����ͺ������ᡢ��ʴ�;��õ��ŵ㣬���㷺Ӧ���ڽ���װ�Ρ��������ӡ�װ��ɢ�ȡ�����������������[1-4]������ҹ�ͭ��Դ�ѷ������������ع�ʣ�� ��״����������ͭ���ѳ�Ϊ��������ʣ���ܡ���Լ���������Ч;��֮һ��
��-Һ�������ϳ��μ���[5]�ǽ�������չ������һ�ֶ������¹��գ��������า�����������Һ̬�������ͬʱι��˫���������������ᾧ���䣬�������̺��ڸ��º�ѹ��������ֱ���������ϳ��Ρ��봫ͳ�ľ�Һ��ѹ�������Ƹ��Ϸ����������ӷ���[6-8]��ȣ��ù��ո��߸�Ч�������ƣ�����ܵ��˹�����ѧ�ߵĹ㷺��ע������ѧ��BAE��[9]���ø÷���������þ�Ͻ�ʹ����ĸ���ʵ�飬�õ���-þ-�������μв㸴�ϰ壬������õ���ʴ�ԣ�GRYDIN��[10]�Ʊ�����ɢ����Ϊ3 ��m�ĸ�/�����ϰ壬�о����临�Ͻ���ijɷּ����Ӱ�죬�����Լ������˳�ѹ�������Լ���������ʵ�飬���˵���˹�-Һ������������˫�������ϰ����Խ�ԣ��ػ�[11]�ڹ�Һ���ϻ����ϣ������һ��˫����������������������Ϲ��գ�����Marc����������ο�����������Cu/Al���Ƶ��������ģ�ͣ����ҳɹ����Ƴ���Ϊ400 mm�Ĵ���/���Ͻϰ�����
Ŀǰ��Χ��þ�Ͻ����Ͻ��ֵ�˫����������-�¶ȳ�����о����д������ױ�����BAE��[12]��������Ԫ������ַ���ϵ���ֵ�������о���þ�Ͻ����������в�ͬ���١��۳ظ߶ȶ��۳��������¶ȳ���Ӱ�졣SAHOO��[13]�ڿ��������Լ�������ģ�͵�ǰ���£��о������Ͻ�������������в�ͬ���١����ȶȶ����������ٶȵ�Ӱ�죬��ͨ������֦������ʵ����֤������ѧģ�͵���ȷ�ԡ�Ȼ�������ڹ�-Һ�������Ϲ����������˹��า��������ģ������������������ᾧ�����뿪�������½����������ഫ�ȱ߽粻һ�£�ؽ��Ū��ǶԳƴ��ȱ߽��������������۳��������¶ȳ��ı仯���ɣ��Լ�˫������Ͻ����¶ȷֲ����ɡ�
Ϊ�ˣ����������Զ���d160 mm��150 mm������Ϊ�о�����չCu/Al���ϴ���-Һ������-�������ֵģ���о���������ͬ�����ٶȡ�ͭ��Ԥ���¶ȡ�ͭ����Ⱥͽ�ע�¶ȶ�KISS��߶ȡ�ƫ�Ƽ���Ͻ����¶�Ӱ��ĺ�۹��ɣ���������Ϊ����ָ����չ��-Һ��������ʵ�飬�������ϻ�����
1 ��-Һ�������϶ೡ�����ֵģ��
1.1 ��-Һ�������Ϲ��ո���
��ͼ1��ʾ����ͭ������Һͬʱι��˫���������Ĺ����ڣ������������¹�-Һ�Ӵ��������ƹ�ͬ������ʵ�ָ��Ͻ����ұ���ϣ���ɲ�״˫�������ϴ��ĵĸ�Ч�������������У���������Ҫ����ͭ����ι��Ӵ��Ǻ�����������ƣ�ǰ�䡢�м���Ͳ��������ڽ���Һ�����������ھ��Ȳ�����
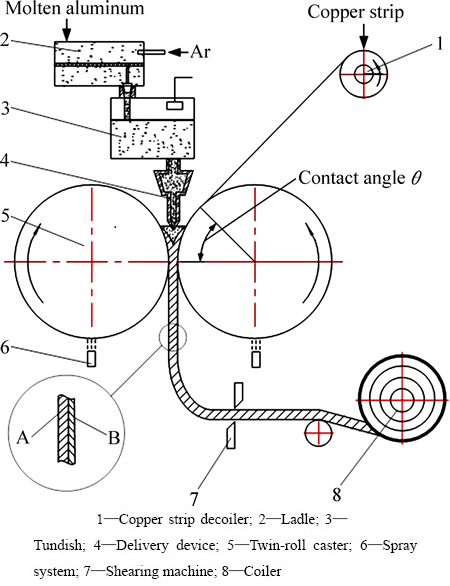
ͼ1 ��״�������ϴ���-Һ�������Ϲ���ʾ��ͼ
Fig. 1 Schematic diagram of laminated strip solid-liquid cast-rolling bonding
1.2 �������輰�������Ʒ���
���о�����ֵģ��Ķ���Ϊ��̬�������Ϲ����¶ȳ���������Ϊ����ѧģ�͡������ͱ߽��������������¼��裺1) ��������Ϊ���壬���������Ա��Σ���������������ת����2) ��Һ�����̬��Һ��Ϊ����ѹ����ţ�����壻3) ����ͭ�������������еı��Σ������۳��ڽ����Ӵ����ã�4) ��ϽӴ�������ƣ�5) Һ�����������ƣ�����ˮƽ�̶����۳���Һ����Ϊǿ������Ϊ����6) ֻ���Ƕ������Ⱥ��ȴ��������Է��任�ȶ��������������¶ȳ���Ӱ�졣
ģ�����������ʱ�������������������������̿�д����ʽ(1)��ʾ��ͨ����ʽ[13]��
 (1)
(1)
ʽ�У��״���������������x��y������ٶȷ���u��v���Ķ���k��������ɢ�ʦż�����h������S��������������ɢ�ʼ�Դ�
1.3 ���ϲ���
���ù�ҵ����(L2)����ͭ����Ϊ�о��������������ײ���Ϊ�Ͻ�֣���ز��������Բ���[14]���1���С�
��1 ���������Բ���
Table 1 Thermophysical parameters of the materials
���⣬��ҵ����(L2)����������Ϊ887~933 K������DZ��Ϊ393.56 kJ/kg��Һ̬ʱ��Ϊ1.18��10-3 kg/(m��s)��
1.4 ����ģ��
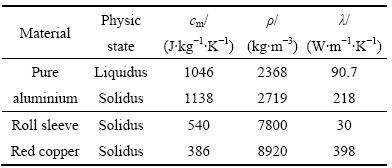
��ͼ2��ʾ�����������������жԳ��ԣ����յõ��ļ�ģ�Ͱ������������ס���Һ�۳ء�Ԥ��ͭ��������������4��������
ͼ2 ���ֽ��ʾ��ͼ
Fig. 2 Schematic diagram of meshing results
ģ���漰�IJ�������������ֱ��160 mm������30 mm���۳���ڿ���Ϊ3 mm���۳ظ߶�30 mm�����ڸ��ϴ�����Ԫ���ĺ��Ϊ2 mm�������ٶ�v�ֱ�Ϊ2.4 m/min��3.6 m/min��4.8 m/min��ͭ��Ԥ���¶�TCu�ֱ�Ϊ300 K��673 K��1073 K��ͭ����ں��HCu�ֱ�Ϊ0.2 mm��1 mm��2 mm����ע�¶�TAl�ֱ�Ϊ953 K��963 K��973 K��
Ϊ����㾫���������ٶȣ����۳غ�̬������������������ܣ��Ҽ��������ϱ߽�����ڵ����Ӧ��
1.5 �߽�����
��ͼ2��ʾ��ģ�ͱ߽�����������
1) �۳���ڱ߽�(BC)����Ϊ�ٶ���ڱ߽磬����ڷ���ʽ(2)���㣺
 (2)
(2)
ʽ�У�vinΪ��Һע���ٶ�(m/s)��TinΪ��Һ��ע�¶ȡ�����ٶȵĴ�С���������غ�����������ͳ�������һ�µó���
2) �۳س��ڱ߽�(KH)����Ϊ�ٶȳ��ڱ߽磬�س��ڷ����������ٶ�ȷ����
3) ������ڱ߽�(EF)�����ñ����¶ȣ���ͭ����Ԥ���¶Ⱦ�����
4) ���������ڱ��棬����ȴˮ�����������ȣ���Ϊ�������ȱ߽磬��ʽ(3)���㡣
 (3)
(3)
ʽ�У�TwΪ��ȴˮ�¶ȣ�kdΪ�������ĵ���ϵ����hwΪ�����������ڱ�������ȴˮ��Ķ�������ϵ����ȡ8 kW/(m2��K)��
5) ������Ի��Ƶļ��裬�����������۳ؽӴ��桢ͭ����������������������ٶ���ͬ��
6) ǣ���ٶ�ֻ�е�Һ����������С��1ʱ��ʹ�ã��ʿɶ�������Һ�۳ؼ�������������������ǣ���ٶȡ�
7) �������������ס����������ס�Ԥ��ͭ������ת���ٶȣ��������ٶ�ȷ����
8) �������Ľ�������Ϊ��ϱ��档�����������ڽ���Һ����������������ڷ�����Ӵ����Ӵ�����ɵ�ЧΪ����������϶���裬��ʵ������϶���Ϊ2 ��m��
9) ����߽������Ϊ���ȱ���߽�������
2 ģ��������
��̬��-Һ�������Ϲ��̵����¶ȷֲ�ģ������ͼ3��ʾ��������ͭ�����ͭ�����������Ӵ�����Ч����ͬ�������������¶ȳ���ͬ��KISS��λ��ƫ�ơ��������ͼ4~ͼ7��ģ���������������ٶ�v��ͭ��Ԥ���¶�TCu��ͭ�����HCu����Һ��ע�¶�TAl��Ӱ�졣
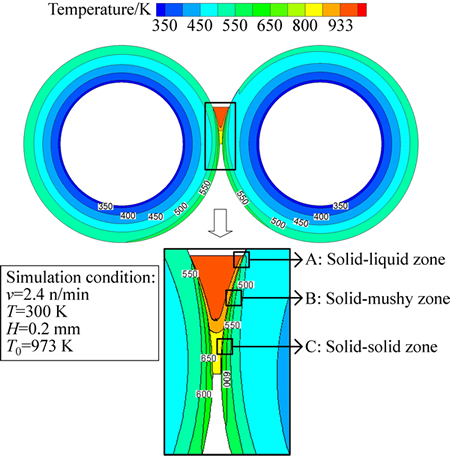
ͼ3 �����¶ȷֲ���ͼ
Fig. 3 Overall distribution of temperature contours
2.1 �����ٶȶ��������¶ȳ�Ӱ��
ͭ��Ԥ���¶�673 K��ͭ����1 mm����Һ��ע�¶�973 K�������ٶ�Ϊ����ʱ���������¶ȳ������������Ͻ����¶�������ͼ4��ʾ����ͼ4�п��Կ����������ٶ���ߣ��������������ڽӴ�ʱ�䣬KISS��λ�������½���ƫ��������(��ͼ4(a))�����۳��ڻ����������࣬��Χ���������������ԣ�DHĩ�ν����¶��������(��ͼ4(b))��
2.2 ͭ��Ԥ���¶ȶ��������¶ȳ�Ӱ��
�����ٶ�2.4 m/min��ͭ����1 mm����Һ��ע�¶�973 K��ͭ��Ԥ���¶�Ϊ����ʱ���������¶ȳ������������Ͻ����¶�������ͼ5��ʾ����ͼ5�п��Կ�����ͭ��Ԥ���¶�����ߣ�������ED������Һ�Ӵ���DH������ȴ����תΪ�������ã����KISS��λ�ý��Ͳ�����ƫ��ͭ���࣬����������©����(��ͼ5(a))���۳��ڻ����������࣬��Χ��������������ǿ��ED��DH�¶Ⱦ������������(��ͼ5(b))��
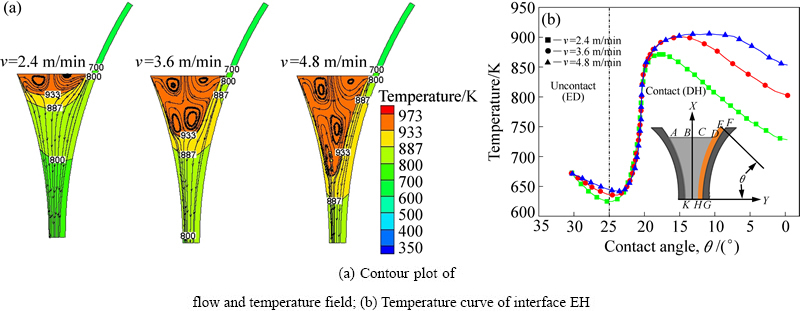
ͼ4 �����ٶ�v���������¶ȳ���Ӱ��(TCu=673 K��HCu=1 mm��TAl=973 K)
Fig. 4 Influence of cast-rolling speed v on flow and temperature field (TCu= 673 K, HCu=1 mm, TAl=973 K)
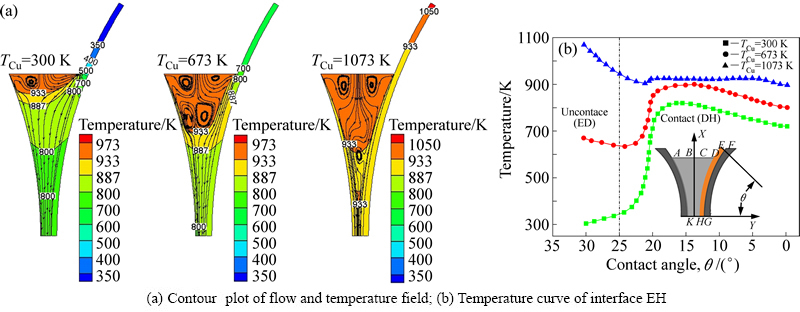
ͼ5 ͭ��Ԥ���¶�TCu���������¶ȳ�Ӱ��(v=2.4 m/min��HCu=1 mm��TAl=973 K)
Fig. 5 Influence of preheating temperature TCu on flow and temperature field (v=2.4 m/min, HCu=1 mm, TAl=973 K)
2.3 ͭ����ȶ��������¶ȳ�Ӱ��
�����ٶ�2.4 m/min��ͭ��Ԥ���¶�673 K����Һ��ע�¶�973 K��ͭ�����Ϊ����ʱ���������¶ȳ������������Ͻ����¶�������ͼ6��ʾ����ͼ6���Կ��������ź�ȵļ�������λ���ȵ�ͭ����ȴ�������������KISS��λ�ý��Ͳ���������ͭ��ƫ����ͭ��(��ͼ6(a))���۳��ڻ����������࣬��Χ��������������ǿ��ED����DHĩ�ν����¶��������(��ͼ6(b))��
2.4 ��ע�¶ȶ��������¶ȳ�Ӱ��
�������ٶ�2.4 m/min��ͭ��Ԥ���¶�673 K��ͭ����1 mm����Һ��ע�¶�Ϊ����ʱ���������¶ȳ������������Ͻ����¶�������ͼ7��ʾ����ͼ7�п��Կ�������ע�¶�������߲�������KISS��λ������ƫ�Ƽ���������������۳��ڽ�����������(��ͼ7(a))������DHĩ�ν����¶��������(��ͼ7(b))��
3 ��-Һ����ʵ�鼰�����ϻ�������
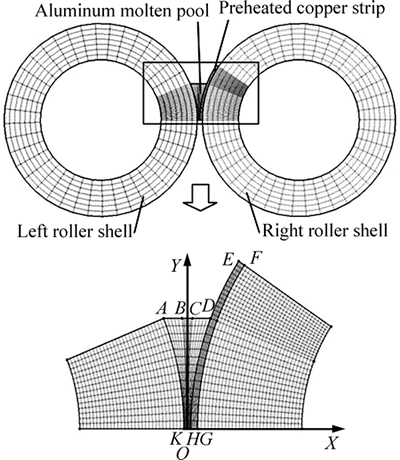
����-Һ������������-�¶ȳ������ֵģ������Ϊ����ָ������d160 mm��150 mm˫��ʵ��������(��ͼ8)Ϊƽ̨�����ù�ҵ������ҵ��ͭ����Ϊʵ����ϣ�ͨ����չCu/Al���ϴ���-Һ�������ϳ���ʵ�飬��һ����ʾ�¶Ⱥͱ������Խ�����Ч����Ӱ�������
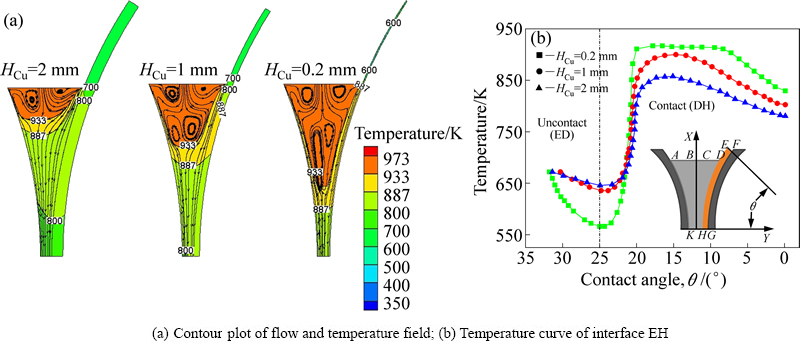
ͼ6 ͭ�����HCu���������¶ȳ�Ӱ�� (v=2.4 m/min��TCu=673 K��TAl=973 K)
Fig. 6 Influence of copper strip thickness HCu on flow and temperature field (v=2.4 m/min, TCu=673 K, TAl=973 K)
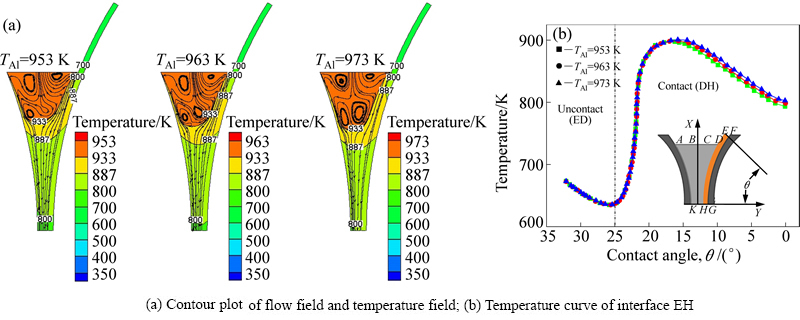
ͼ7 ��ע�¶�TAl���������¶ȳ�Ӱ�� (v=2.4 m/min��TCu=673 K��HCu=1 mm)
Fig. 7 Influence of pouring temperature TAl on flow and temperature field (v=2.4 m/min, TCu=673 K, HCu=1 mm)
ʵ�鹤��ȡͭ�����0.5 mm���¶�300 K�������ٶ�2.4 m/min����Һ��ע�¶�Ϊ973 K���������������м�ͣ�����Ϳ�����ȴ�ķ�ʽ���Ի����������Ƭ�����ڽ��������¹۲����������ò�������ͼ9��ʾ���ۺ���ֵģ�⼰��Ƭ������������ݽ����������״̬�����Ч�����ɽ���-Һ�������ϱ���������Ϊ����3������������ص����£�
1) ��-Һ�Ӵ�������(��ͼ9��A��)��ͭ������Һ�Ӵ����һ��ȣ�������������Һ��ͣʱ�������̶��������ס����ɵ�����ȱ�ݣ����Ͻ�������������ȴʱ�������ܲ�һ�³��ֿ��ѡ�
2) ��-���̬����ճ����(��ͼ9��B��)��������ͭ�����������������Ź�̬�����γɰ��̬����ͭ���������������¶ȣ�ͭ�������ɢ�õ��ٽ���ͭ����Ӧ��ɢ�γɽ����仯���PҺ̬��ɢ�㡢��ȴ�����н��������[15-16]�ȣ���λ��1���γɺ��ԼΪ10 ��m����ɢ�㡣�������Ϊ����ճ����������ͣ�������˺����
3) ��-�����Ƹ�����(��ͼ9��C��)����KISS�����£�����ͭ��������ʼ���������������Ϲ��̡���ʼ���Ͻ�����λ��2���ܸ����¾������ѹ�������Ա��Σ����Ͻ�������ѣ�¶�����ʽ�����ʼǶ�ϣ���ѹ���ﵽһ���̶ȣ�����ԭ�ӱ�����γ�ԭ�Ӽ���ϡ�������ѹ���������ӣ����γɱ��Ҿ��ȵĸ��Ͻ��棬��һ����߽���Ľ��ǿ��[17]��������λ��3�����5 ��m���ȸ��Ͻ��棬�γɸ�ǿ��ұ���ϡ�
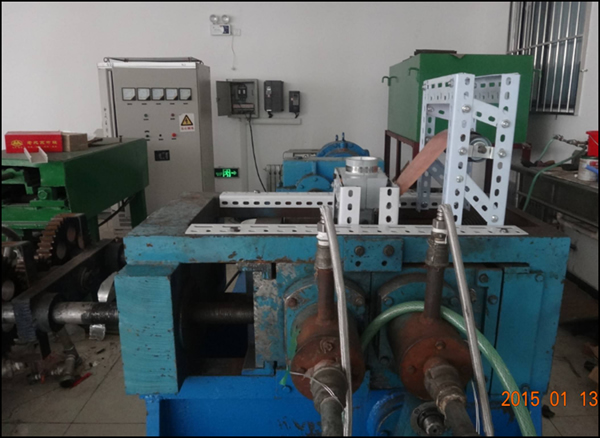
ͼ8 ˫��ʵ��������
Fig. 8 Experimental twin-roll caster
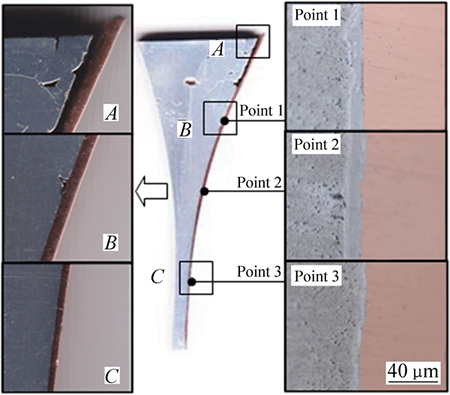
ͼ9 ��������Ƭ�����ò�����Ͻ���
Fig. 9 Macro-morphology of cast-rolling zone slices and scanned pictures of bonding interface
4 ����
1) ��������ٶȺ�ͭ��Ԥ���¶ȣ�����ͭ����ȣ��ɼ�СKISS������ͭ�����ƫ�Ʋ�������߶ȣ���߸��Ͻ����¶ȣ��۳���Һ̬����Χ�������������࣬������֯�ɷֵľ��Ȼ��������Һ��ע�¶ȣ��䲻��������߸��Ͻ����¶Ⱥı�KISS��λ�ã��������ڸ����������ڽ���Һ�����ԡ�
2) ��-Һ������������ɷ�Ϊ��-Һ�Ӵ�����������-���̬����ճ��������-�����Ƹ��������Ҵ�3�������ڸ��Ͻ��������ò�ݱ���Կ������¶Ⱥ����Ʊ�����(����ѹ��)�Խ�����Ч�����������á�
3) KISS��߶Ⱦ�����3������Ŀռ���䣬KISS��λ�ù��ߣ����γɳ�ֵĹ�-Һ������Һ��ͭ���Ӵ��������̣�������ͭ�������ɢ��������ϣ�������������������������������������֮��KISS�����ʱ���-����������������������©�¹ʣ���ʼ�γɵ�ͭ�����Ͻ��治�ܻ���㹻�����Ա��Σ��������γ�����������֯����ȵĸ��Ͻ��档ʵ����������KISS�����۳ظ߶ȵ�1/2~2/3Ϊ�ˡ�
REFERENCES
[1] PERRARD W. Strategies for optimizing cable design and performance through the use of bimetallic wire[J]. Wire Journal International, 2001, 34(7): 154-159.
[2] GIBSON A. The economics of copper clad aluminum bimetallic cables[J]. Wire & Cable Technology International, 2005, 33(4): 82-83.
[3] �� ��, �� ƽ, ������. ͭ��˫�������ϲ��ϵ��о���չ[J]. ���ϵ���, 2013, 27(10): 1-5, 22.
LIU Teng, LIU Ping, WANG Qu-dong. Research progress on copper/aluminum bimetal composite[J]. Materials Review, 2013, 27(10): 1-5, 22.
[4] �Ž���, Ҧ���, ������, ������, �ⴺ��. ͭ�������ϲ����о���չ[J]. �й���ɫ����ѧ��, 2014, 24(5): 1275-1284.
ZHANG Jian-yu, YAO Jin-jin, ZENG Xiang-yong, HAN Yan-qiu, WU Chun-jing. Research process of copper cladding aluminum composites[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1275-1284.
[5] HUDSON E B. Direct casting of sheetlike metal structures: U.S. Patent 2128941[P]. 1938-9-6.
[6] ��С��, ���ط, �� ƽ. �˻��¶ȶ��첽����ͭ/�����ϰ������֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(5): 1202-1207.
LI Xiao-bing, ZU Guo-yin, WANG Ping. Effects of annealing temperature on microstructure and mechanical properties of Cu/Al clad sheet fabricated by asymmetrical roll bonding[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(5): 1202-1207.
[7] ������, ���»�, ��ѩ��, л����. �˻��¶ȶ��侲Һ��ѹͭ�����߲���֯����ѧ���ܵ�Ӱ��[J]. ����ѧ��, 2008, 44(6): 675-680.
WANG Qiu-na, LIU Xin-hua, LIU Xue-feng, XIE Jian-xin. Effects of annealing temperature on the microstructures and properties of copper cladding aluminum wire prepared by cold hydrostatic extrusion[J]. Acta Metallurgica Sinica, 2008, 44(6): 675-680.
[8] LI Xiao-bing, ZU Guo-yin, WANG Ping. Microstructural development and its effects on mechanical properties of Al/Cu laminated composite[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(1): 36-45.
[9] BAE J H, RAO A K P, KIM K H, KIM N J. Cladding of Mg alloy with Al by twin-roll casting[J]. Scripta Materialia 2011, 64(9): 836-839.
[10] GRYDIN O, GERSTEIN G,  F, SCHAPER M, DANCHENKO V. Twin-roll casting of aluminum-steel clad strips[J]. Journal of Manufacturing Processes, 2013, 15(4): 501-507.
F, SCHAPER M, DANCHENKO V. Twin-roll casting of aluminum-steel clad strips[J]. Journal of Manufacturing Processes, 2013, 15(4): 501-507.
[11] �� ��. ˫�������ϰ��˫�����������Ʊ����չؼ������о�[D]. �ػʵ�: ��ɽ��ѧ, 2013.
CHI Hui. The research on the key technologies of cladding strip continuous casting process using a twin roll caster[D]. Qinhuangdao: Yanshan University, 2013.
[12] BAE J W, KANG C G, KANG S B. Mathematical model for the twin roll type strip continuous casting of magnesium alloy considering thermal flow phenomena[J]. Journal of Materials Processing Technology, 2007, 191(1): 251-255.
[13] SAHOO S, KUMAR A, DHINDAW B K, GHOSH S. Modeling and experimental validation of rapid cooling and solidification during high-speed twin-roll strip casting of Al-33 wt pct Cu[J]. Metallurgical and Materials Transactions B, 2012, 43(4): 915-924.
[14] ��ף��, �����. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1989: 153-154.
WANG Zhu-tang, TIAN Rong-zhang. Aluminum alloy and processing manual[M]. Changsha: Central South University Press, 1989: 153-154.
[15] ������, ���»�, л����. ����ֱ�ӳ��ξ��ζ���ͭ�������ϲ��Ͻ��漰���������еı仯[J]. �й���ɫ����ѧ��, 2013, 23(1): 191-200.
WU Yong-fu, LIU Xin-hua, XIE Jian-xin. Interface of copper cladding aluminum composite materials with rectangle section fabricated by horizontal core-filling continuous casting and its evolvement in rolling process[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 191-200.
[16] �ź찲, �� ��. ͭ/�����ϲ��ϵĹ�-Һ���Ϸ��Ʊ���������ϻ���[J]. �й���ɫ����ѧ��, 2008, 18(3): 414-420.
ZHANG Hong-an, CHEN Gang. Fabrication of Cu/Al compound materials by solid-liquid bonding method and interface bonding mechanism[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 414-420.
[17] CHEN C Y, CHEN H L, HWANG W S. Influence of interfacial structure development on the fracture mechanism and bond strength of aluminum/copper bimetal plate[J]. Materials Transaction, 2006, 47(4): 1232-1239.
Thermal-flow coupled numerical simulation and experimental research on bonding mechanism of Cu/Al composite strip by solid-liquid cast-rolling
HUANG Hua-gui, JI Ce, DONG Yi-kang, DU Feng-shan
(National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,
Yanshan University, Qinhuangdao 066004, China)
Abstract: Bimetallic layered composite strip with solid-liquid cast-rolling process is a new short flow technology which combined rapid solidification with composite rolling. Taking the d160 mm��150 mm experimental twin-roll caster as research object, a two-dimensional thermal-flow coupled model for Cu/Al solid-liquid cast-rolling process was established with commercial software Fluent to reveal the bonding mechanism between the solid copper strip and molten aluminum in twin roll casting zone. From the simulation results, the influences of cast-rolling speed, casting temperature, copper strip thickness and preheat temperature on the flow field in molten pool, KISS point location and the temperature distribution of bonding interface were studied. A Cu/Al solid-liquid cast-rolling bonding experiment was carried out. The experimental results indicate that the interface bonding effect is enhanced gradually from the solid-liquid contact zone to solid-mushy adhesion zone and solid-solid roll bonding zone, and the temperature and contact pressure play an important role on the metallurgical bonding effect of Cu/Al interface. It provides an important guidance to design this new forming process.
Key words: solid-liquid bonding by cast-rolling; Cu/Al composite strip; twin-roll casting; thermal-flow coupled; bonding interface
Foundation item: Projects (51474189, 51374184) supported by the National Natural Science Foundation of China; Project (QN2015214) supported by the Educational Commission of Hebei Province of China
Received date: 2015-06-29; Accepted date: 2015-12-08
Corresponding author: HUANG Hua-gui; Tel: +86-335-8077352; E-mail: hhg@ysu.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51474189��51374184)���ӱ�ʡ�ߵ�ѧУ��ѧ�����о���Ŀ(QN2015214)
�ո����ڣ�2015-06-29�������ڣ�2015-12-08
ͨ�����ߣ��ƻ����ڣ���ʿ���绰��0335-8077352��E-mail��hhg@ysu.edu.cn
ժ Ҫ��˫������״���ϴ���-Һ���������Ǽ��������������Ƹ���Ϊһ��Ķ������¹��գ�Ϊ��ʾ���า��������������������˫���������ڵĸ��ϻ�������d160 mm��150 mm˫��ʵ��������Ϊ��������Fluent������������Cu/Al��-Һ�������Ϲ��̶�ά��-����ϼ���ģ�ͣ��о������ٶȡ���ע�¶ȡ�ͭ����Ⱥ�Ԥ���¶ȶ��۳�������KISS��λ���븴�Ͻ����¶ȷֲ���Ӱ����ɡ�Cu/Al��-Һ��������ʵ�����������������ڹ�-Һ�Ӵ�������-���̬ճ��������-�����Ƹ�����������Ч�����ֵݽ�ʽǿ�����ɣ���ʾ���¶Ⱥ�����ѹ���Խ��渴�ϵ���Ҫ���ã��Գ��ι����ƶ�������Ҫ��ָ�����塣
[3] �� ��, �� ƽ, ������. ͭ��˫�������ϲ��ϵ��о���չ[J]. ���ϵ���, 2013, 27(10): 1-5, 22.
[4] �Ž���, Ҧ���, ������, ������, �ⴺ��. ͭ�������ϲ����о���չ[J]. �й���ɫ����ѧ��, 2014, 24(5): 1275-1284.
[5] HUDSON E B. Direct casting of sheetlike metal structures: U.S. Patent 2128941[P]. 1938-9-6.
[11] �� ��. ˫�������ϰ��˫�����������Ʊ����չؼ������о�[D]. �ػʵ�: ��ɽ��ѧ, 2013.
[14] ��ף��, �����. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1989: 153-154.
[16] �ź찲, �� ��. ͭ/�����ϲ��ϵĹ�-Һ���Ϸ��Ʊ���������ϻ���[J]. �й���ɫ����ѧ��, 2008, 18(3): 414-420.
