
DOI��10.11817/j.ysxb.1004.0609.2020-37479
Ti2AlNb�Ͻ������ܼ��IJ�����ṹ���ܳ���/��ɢ���ӹ���
���1, 2��������1
(1. ��������ҵ��ѧ ���������ȼӹ����Ҽ��ص�ʵ���ң������� 150001��
2. �������ǻ�����������˾������ 100013)
ժ Ҫ��
��Ti-22Al-27Nb�Ͻ��IJ�ṹ��SPF/DB��Ϲ��ս��������о�����Ti-22Al-27Nb�Ͻ�ij������ܼ���ɢ�������ܽ���̽��������ʵ��������������¶�Ϊ960 �桢Ӧ������Ϊ1��10-4 s-1ʱ�������쳤�ʴﵽ���Ϊ230%�����¶ȡ�����ʱ�����ɢѹ����Ti-22Al-27Nb�Ͻ��ͷ������Ӱ������о����������Ti-22Al-27Nb�Ͻ���ɢ���ӵ���ѹ��ղ���Ϊ(960 �棬10 MPa��2 h)�����ݸ�����������������������Ԫģ���������п��IJ�ṹ�����ܳ��ι��̽���ģ�⡣ͨ��SPF/DB��Ϲ��ճ��εõ�����������õ�Ti-22Al-27Nb�Ͻ��п��IJ�ṹ�������ι����ں�ֲ����ȡ�
�ؼ��ʣ�
Ti-22Al-27Nb����ɢ���������ܳ������IJ�ṹ��
���±�ţ�1004-0609(2020)-01-0103-09���� ��ͼ����ţ�TG301���� ���ױ�־�룺A
���ź��պ�����������ʽṹ������������ӣ�Ti2AlNb���Ͻ�ƾ��������ĸ���ǿ�ȣ��ϵ͵��ܶȡ����õĿ������Զ������ܵ����պ�������ҵ��������Ti2AlNb���Ͻ���ָNb��Ħ��������25%���ҵ�Ti-Al-Nbϵ�Ͻ���Nb�����ϵ͵�Ti3Al-Nb�Ͻ���Ⱦ��и��õ���ѧ����[1]��Ti2AlNb���Ͻ�ijɷ�ͨ����Ti-(18%~30%)Al-(12.5%~30%)Nb(Ħ������)�������������������Ͻ�Ԫ�أ���V��Ta�ȡ�����Nb�����IJ�ͬ���ɽ�Ti2AlNb���Ͻ��Ϊ��һ��O��Ͻ�͵ڶ���O��Ͻ�һ����Ϊ��һ��O��Ͻ�ΪNb��������25%(Ħ������) Ti2AlNb���Ͻ����������ȴ�����õ���֯Ϊ��2+B2+O���࣬��һ��O��Ͻ�Ĵ�����Ʒ��Ti-25Al-17Nb��Ti-21Al-22Nb��Ti-22Al-23Nb���ڶ���O��Ͻ�ΪNb����������25%�ĺϽ����������ȴ�����õ���֯ΪB2+O���࣬������ƷTi-22Al-25Nb��Ti-22Al-27Nb���о��������ڶ���O��Ͻ������Ҫ���Ե����ڵ�һ��O��Ͻ𣬵ڶ���O��Ͻ��Ǹ���Ͻ��о����ص�[2]��
����һЩ��״���ӵĽṹ����Ti2AlNb���Ͻ�ij�����Ҫ��900 �����ϵĸ��������½��С����ʳ��ι��յ�ѡ����ڴٽ�Ti2AlNb���Ͻ���ƹ�Ӧ�þ�����Ҫ���塣���ڳ����ѱ��β���(��Ti�Ͻ�)���ӽṹ����ͨ�����ó����Գ��ι��ճ���[3]�����������ڳ��ܳ��������²��Ͼ������õ����Ժ͵�����Ӧ����������Ĺ����ص���ȱ��[4]������������Գ��ι������ʺ���Ti2AlNb���Ͻ��������ι��ա������Գ��ι��ճ�������˲��ϵij����ԣ��о�Ti2AlNb���Ͻ��ܳ��ι��յ�ǰ�ἴΪ�о�Ti2AlNb���Ͻ�ij������ܡ�Ŀǰ��������ܶ�ѧ�߶�Ti2AlNb���Ͻ�ij������ܽ������о�[5-13]���о�������Ti2AlNb���Ͻ���г����Ե��¶ȷ�Χ��Ӧ�����ʷ�Χ�ֱ�Ϊ900~980 ���1��10-5~1��10-3 s-1���������о���ʹ�õ�Ti2AlNb���Ͻ�ɷֺ�����ѧ���������IJ�ͬ��ʹ���Ʊ���Ti2AlNb���Ͻ������쳤�ʴӸոմﵽ������������217%���������ó����Ե�1570%����[11-12]���ɴ˿�֪��ͬ�ɷֺ�����ѧ������Ti2AlNb���Ͻ�ij����������쳤���ϲ��ܴ���Ӧ��Ti2AlNb���Ͻ�ij�����ʱ��Ҫ����ȷ����ʹ�õ�Ti2AlNb���Ͻ�ij������ܡ�
Ϊ�˴ٽ�Ti2AlNb���Ͻ�����νṹ�����ƹ�Ӧ�ã�������Ҫ�������õij�������֮�⣬����Ҫ�������õĺ������ܡ����õĺ������ܲ���ָ���ϱ����Ŀɺ������ã�Ҳ����Ti2AlNb���Ͻ���������Ŀǰ���õ����ʸ��½ṹ����Ti�Ͻ�TiAl���Ͻ��Լ�Ni�����ºϽ���γ����õ����ӣ���������ʹ��Ti2AlNb���Ͻ��Ϊ��Ӧ�ü�ֵ�����ʸ�ǿ�ṹ���ϡ�Ŀǰ�����кܶ�ѧ�߶�Ti2AlNb���Ͻ������Լ����������ϵĺ������ܽ������о�����Щ���ӷ�������������������̬��ɢ���ȶ��ֺ��ӷ���������Ti2AlNb���Ͻ�������ɢ���Ӽ�����Ŀǰ��Ҫ�ǹ��ڵ�ѧ�߽������о���������[14]��Gleeble 1500Dģ����������о���Ti-22Al-25Nb�Ͻ����м���ֱ����ɢ���ӣ��о������������¶Ȧȡ�970 �桢����ѹ��p��7MPa������ʱ��t��0.5 hʱ����õĽ�ͷǿ�Ƚϸ�(����ͷǿ�ȴﵽĸ��ǿ�ȵ�91%)�ҽ��������á��������¶ȸ���1000 ��ʱ����Ȼ��ͷ��ǿ������ˣ���ʹ��B2��ֻ���O����١������[15-16]�������ѹ���������о���Ti2AlNb���Ͻ�Ĺ�̬��ɢ���ӣ����ֽϺõ���ɢ���ӹ��ղ���Ϊ��=950 �棬p=10~15 MPa��t=120 min����ʱ���洦������á�
Ti-22Al-27Nb�Ͻ���������IJ��ṹ���㷺Ӧ���ں��պ����������ǵĴ�ͳ���췽����ͨ��í�ӻ������Σ�����������Ժ�����ǿ�Ⱦ�δ�ﵽ��ѳ̶�[17]�����ܳ��μ�������ɢ���Ӽ�����SPF/DB��ϼ������ѳ��ܳ��κ���ɢ���ӵ��ŵ㼯����һ���������������ӵĶ��ṹ��������SPF/DB��������Ķ��ṹ���ڼ���ṹ���������������ɱ�������м������Խ��[18-19]��
������Ҫ��Ե��͵Ķ��ṹ�ȷ����ṹ�͵����������º����ʻ���˫��Ҫ�����з�Ti2AlNb���Ͻ��ܳ���/������ϼ���Ϊ�����������������Գ���/������Ϲ��������±��μ���֯�ݱ���ɣ�ʵ������ϵ�Ͻ���ṹ����֯����ѧ���ܺ���ά���澫ȷ���ƣ��ƶ�������������Ƚṹ���е�Ӧ�á�
1 ʵ��
ʹ�õ�Ti2AlNb���Ͻ����ɸ���Ժ�ṩ�ĺ��Ϊ1 mm��������ģ�����ɷ�ΪTi-22Al-27Nb(Ħ��������%)����1����ΪTi-22Al-27Nb�Ͻ�ľ��廯ѧ�ɷ֡�
��1 Ti2AlNb���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Ti2AlNb based alloy (mole fraction, %)

Ti2AlNb���Ͻ��������������Instron 5569R������������������Ͻ��У�ͨ��������������ں������ƶ��ٶȿ�������Ӧ�����ʡ�����Ti2AlNb���Ͻ�������죬����������Ϊ18 mm������6 mm�������¶�Ϊ920 �桢940 �桢960 �棬��ʼӦ����������Ϊ1��10-3 s-1��5��10-4 s-1��1��10-4 s-1�����췽��Ϊ��ĵ����Ʒ���
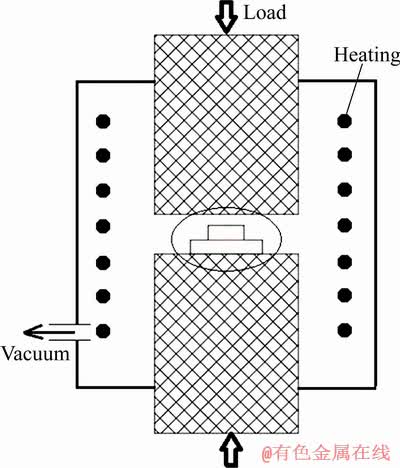
Ti2AlNb�Ͻ����ɢ���ӹ����������ѹ�ս�¯�ڽ��У���ͼ1��ʾ�����ӹ�������ն�Ϊ5��10-3 Pa��������ɢ���ӵ������ߴ�ֱ�Ϊ8 mm��40 mm��3 mm��5 mm��40 mm��3 mm����Щ�����ı��澭��240#~1200# SiCɰֽ���δ�ĥ��Ȼ���ڱ�ͪ�г�����ϴ5 min�����ȹ�����������Ϊ15 ��/min����ɢ���ӹ��յ�ʾ��ͼ��ͼ2��ʾ�����Ti-22Al-27Nb�Ͻ����ɢ���ӣ���ɢ�����¶�Ϊ940 ���960 �棬��ɢ����ѹ��ѡ��10 MPa��15 MPa������ʱ��Ϊ1 h��2 h��

ͼ1 ZRY55�������ѹ�ս�¯
Fig. 1 ZRY55 vacuum hot pressing sintering furnace
ͼ2 ��ɢ����ʾ��ͼ
Fig. 2 Schematic illustration of diffusion bonding devices
��ɢ����������������ϵļ���ǿ�Ȳ���ͬ����Instron 5569R����������������Ͻ��У���������Ϊ���£�ѹͷ�½����ٶ�Ϊ0.5 mm/min��Ϊ�˱�֤������ͷ����ǿ�ȵ�ȷ�ԣ�ÿ�������µ���ɢ���ӽ�ͷ���ٲ���3������ƽ��ֵ����Ϊ���ӽ�ͷ������ǿ�ȡ�
Ti-22Al-27Nb�Ͻ����IJ�ṹ�ij��ܳ���/��ɢ���ӹ���������2000 kN���ܳ���������Ͻ��У�ѹ�����ṩ���ε�ѹ��������ɢ���ӵ�ѹ����ʵ����ͨ��FEI Quanta 200F��ɨ��羵�Բ��ϵ���ɢ���ӽ�����б�����
2 ���������
2.1 Ti2AlNb�Ͻ�ij�������
ͼ3��ʾΪTi-22Al-27Nb�Ͻ�ͬ�¶Ȳ�ͬӦ�������µ��������ߡ���ͼ3���Կ�����Ti-22Al-27Nb�Ͻ�����960 �棬Ӧ������Ϊ1��10-4 s-1�����µ�����쳤��Ϊ230%�������¶ȵ����ߣ��Ͻ������Ӧ�����͡����ο�ʼ�Σ����ϵ�����Ӧ��������������ʱ�����ڲ�λ�������������ᡢ���������ļӹ�Ӳ�����������ã������ڲ������Ķ�̬�ظ��Ͳ��ֶ�̬�ٽᾧ����������Զ����Ӳ�����á���������̵Ľ��У���̬�ظ��Ͷ�̬�ٽᾧ������������ǿ����Ӧ����������б�����͡���ͼ3���Կ���������Ӧ�����ʵĽ��ͣ��Ͻ������Ӧ�����͡�
�������Backofen���������ͣ�
 (1)
(1)
ʽ�У� Ϊ����Ӧ����MPa��KΪ������
Ϊ����Ӧ����MPa��KΪ������ ΪӦ�����ʣ�s-1��mΪӦ������������ָ����
ΪӦ�����ʣ�s-1��mΪӦ������������ָ����
ͼ4��ʾΪ�쳤�����¶ȼ�Ӧ�����ʹ�ϵ��920 ��ʱ���쳤��С�������ڸ��¶�����ʾ�������ԡ������¶ȵ����ߣ����ϵ��쳤��Ҳ���������ƣ���Ҫ����Ϊ�¶����߿��Խ����ٽ��б�Ӧ�������ԭ�ӵ������ܣ��ٽ�����Ļ��ơ���940 �桢960 ��ʱ���쳤������Ӧ�����ʽ��Ͷ����ӣ���960 ���Ӧ�����������죬�����Ӧ�����ɴﵽ230%��
2.2 ��ɢ���ӽ�ͷ�ļ���ǿ�Ⱥ�����ò
��ɢ����ʱ�������¶ȡ�����ѹ��������ʱ�䡢����ֲڶ��Լ���նȾ�����ɢ��������������Ӱ�졣�ڱ�����ɢ���������У�������ɢ�������������������ͬ�Ļ�е��������ɢ���ӹ����ھ�����ͬ��նȵ���ѹ�ս�¯�ڽ��У���˱���ֲڶ��Լ�����նȶ���ɢ���ӵ�Ӱ����Ժ��ԡ���ˣ����ڱ�ʵ�������¶ȡ�����ѹ��������ʱ������ҪӰ�����ǿ�Ⱥ����ӽ�������֯����Ҫ���ء���ǰ����֪��Ti-22Al-27Nb��940~960 �棬Ӧ������1��10-4 s-1�±��ֳ����õ����ԡ�ͨ������£��ڳ��ܳ���/��ɢ���ӹ�������ɢ�����¶��볬�ܳ����¶���ͬ����ˣ������ص��о��úϽ���940 ���960 ���µ���ɢ�������ܡ�
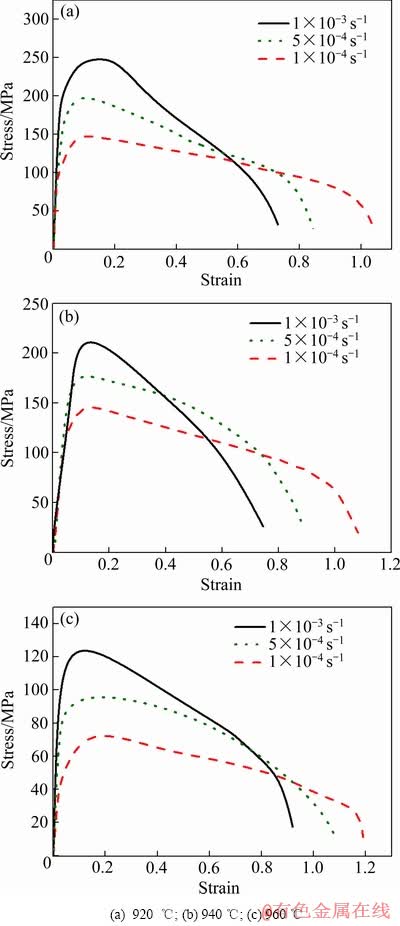
ͼ3 Ti-22Al-27Nb�Ͻ���Ӧ��-��Ӧ������
Fig. 3 True stress-strain curves of Ti-22Al-27Nb alloy at strain rates ranging from 1��10-4-1��10-3 s-1: (a) 920 ��; (b) 940 ��; (c) 960 ��
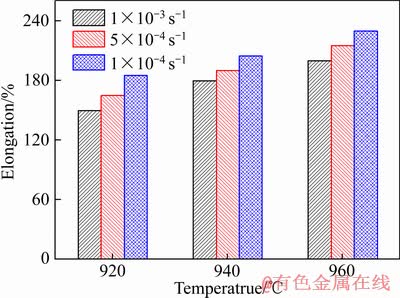
ͼ4 Ti-22Al-27Nb�Ͻ���쳤�����¶Ⱥ�Ӧ�����ʵĹ�ϵ
Fig. 4 Elongation of Ti-22Al-27Nb alloy at different temperatures and strain rates
�����������²��������ӽ�ͷ�Ŀ�����ǿ�ȣ�����ǿ�������Ӳ���֮��Ĺ�ϵ��ͼ5��ʾ�������¶ȡ�����ѹ��������ʱ��Ӱ���ͷ�Ŀ�����ǿ�ȡ�������ѹ��������ʱ����ͬʱ����960 �������µõ��Ľ�ͷ�ļ���ǿ��Ҫ����940 ��ʱ�õ��Ľ�ͷ����ǿ�ȡ����⣬�ߵ�����ѹ���ͳ�����ɢ����ʱ�����������Ӧ��ͷ����ǿ�ȵ����ӡ�ÿ��ʵ��������Ӧ������֯�����ӽ�����ͼ6��ʾ������������ͨ������ǿ�Ȳ������ۡ�
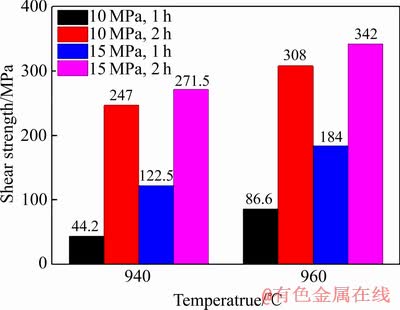
ͼ5 ��ͬ���Ӳ����»�ý�ͷ�ļ���ǿ��
Fig. 5 Shear strength of alloy under different diffusion bonding conditions
�¶�Ӱ��Ӵ�����ľֲ����Ա��κ���ɢ��Ϊ���ڵ��������������Ա��β���֣���Ӱ����ɢ���ӵ��������Ա�ͼ6(a)��6(e)�У����Կ��Կ������ӽ�����ͼ6(e)���������������ǿ�ȸ��ߣ����´ٽ���ɢ���ӹ��ա�
������ɢ����ѹ��������߾ֲ����Ա��μ��ٽ��洦���ۿ���������ѹ����10 MPa���ӵ�15 MPaʱ������֮��������������960 ���¼���ǿ�ȴ�88.6 MPa����184 MPa���ߵ�����ѹ�����Եõ���ǿ�ȵĽ�ͷ��������ѹ���������ɻ������صı���Ӱ�����չ����ľ��ȡ���ˣ�����ѹ����ѡ��Ҫ���ʡ�
�ӳ�����ʱ�������Ч�����Ԫ�ص���ɢ��������������Լ�������ǿ�ȡ��Ա�ͼ6�����Է��ֺ����ڽ��洦���ۿ�������ʧ������ʱ��2 h���ڻ�����õĽ�ͷ�Ǻ��б�Ҫ�ġ���(960 �棬10 MPa��2 h)��(960 �棬15 MPa��2 h)�����µõ��Ľ�ͷ����ǿ�ȳ���300 MPa��������ɢ����ʵ�飬��ɢ���ղ���ѡ��Ϊ(960 �棬10 MPa��2 h)��
2.3 �IJ�ṹ������Ԫģ��
���������IJ�ṹ��Ϊ����Ԫ����Ŀ�꣬���ϵijߴ�Ϊ175 mm��350 mm��1 mm������Ԫģ�Ͱ�������ģ��ģ���Լ�����ģ�ͣ�ģ��ģ�ͺͰ���ģ�;������ֱ����MSC.MARC�н��������ڱ�������о��������IJ�ṹ�Լ����������ģ�ߣ��ṹ�����жԳ��ԣ��ڱ�֤��Ӱ���������ǰ���¶�����Ԫģ�ͽ���һ���ļ��Ա�֤����Ԫ��������ɸ�ֱ�۵ij��ֺͼ����ٶȵļӿ졣���������1/4ģ�ͽ�������Ԫ��������Ϊ������ϼ�ͬ��ģ�ߵ�һ����Ϊ����Ԫ������ģ�͡�
ͼ7��ʾΪ�����ε����պ�ȷֲ�ͼ����ͼ7���Կ��������������Σ����λ�ĺ����0.79 mm���ң����ϵ������ܹ��������ֺ�ȱ仯��
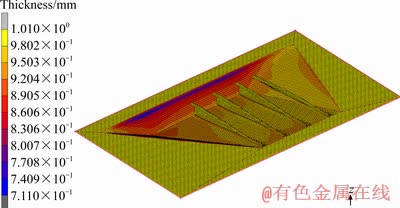
����ģ�ͳߴ缰Ҫ����������ߴ����Ϊ50 mm����ɢ���ӿ���Ϊ4 mm������Ԫ�������õ����յĺ�ȷֲ������ͼ8��ʾ�����ڳ��ε�������Ƚ�С���Ҹ߶����IJ�λΪ�����β�λ����ֱ���λ�������أ����Ȳ���0.1 mm����������Ŀ��ȣ�ͼ9��ʾΪ�������80 mmʱ�ij��κ�ȷֲ������ͼ9��Ϊ���ι����а�IJ�����ģʱ�ĺ�ȷֲ�����С���Ҳ��0.12 mm������ʱֱ����λ�ij��β�δ��ȫ��ɣ�����ĿǰTi2AlNb�Ͻ�ü����������������ѡ�
���ݷ������������ȷ������Ŀǰ�IJ������ܣ��������ֽṹ�ij��������ܵ����θ߶ȵ����ƣ��ṹ���ij��μ��׳������ѣ���ɽṹ����ʧЧ����Ը���������Խṹ���ij��η������иĽ��������ڲ�����ֱ�����Դ���о����εķ�����ʵ�ָ��ֽṹ���ij��Σ����÷���ֱ����ij��η�����ֱ���λ����Ҫ����Ϊ�������Σ������κ���ɢ�����ǹؼ����Ѿ��������ν��з�����������С�����ڳ��Σ�����ֱ����ij���ʾ��ͼ����ͼ10��ʾ��
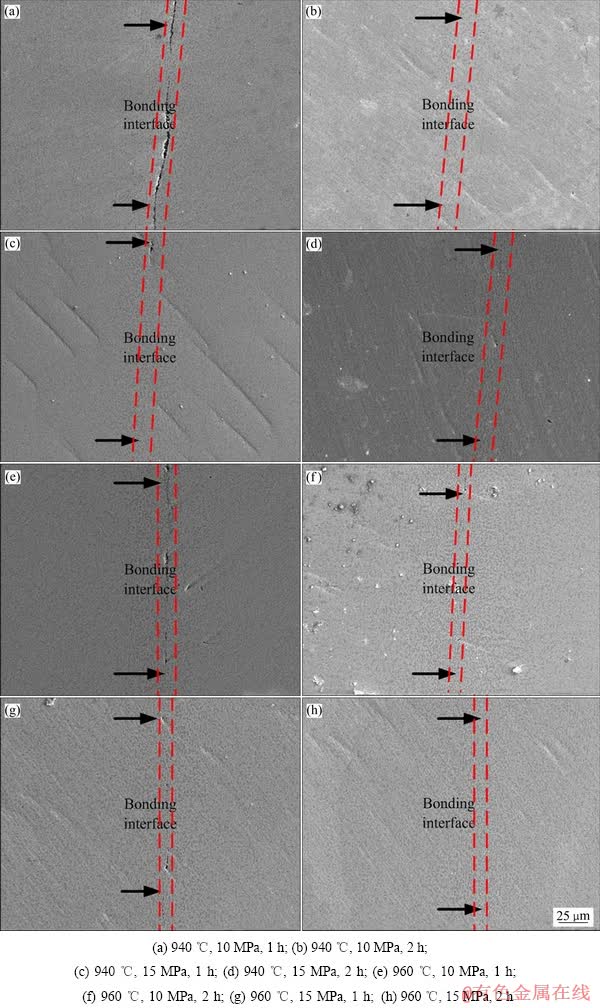
ͼ6 ���Ӳ��������ӽ�������֯��Ӱ��
Fig. 6 Microstructures of diffusion bonding interfaces under different conditions
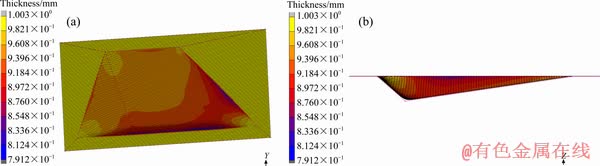
ͼ7 �����κ�ȷֲ�ͼ
Fig. 7 Thickness values of face-sheet
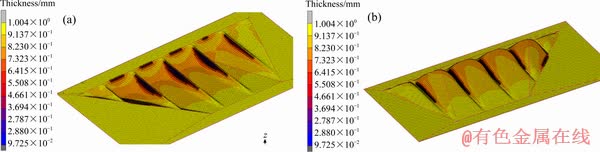
ͼ8 о����κ�ȷֲ�(����50 mm)
Fig. 8 Thickness distribution of core sheet (mesh 50 mm)
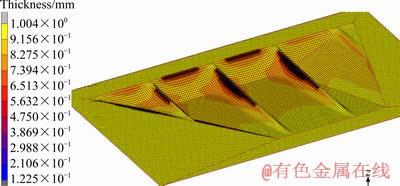
ͼ9 о����κ�ȷֲ�(����80 mm)
Fig. 9 Thickness distribution of core sheet (mesh 80 mm)
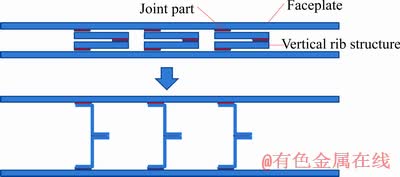
ͼ10 ֱ����ṹ����ʾ��ͼ
Fig. 10 Schematic diagram of forming process of cross- section profiles for vertical rib structure
��ԭʼģ��ģ�͵Ļ����ϣ���ģ�ߵ��м䲿λ����4��ֱ�������һ��ֱ����Ҫ��������ͬ��ƽ����ɢ���ӣ����β�ͬ������3��ֱ���ֱ����IJ��ü����ճ��ν����ͼ11��ʾ����ͼ11���Կ��������ĺ���Ծ���0.7 mm���ϣ���ֱ����ĺ�Ȼ����������仯��ֱ�������Ҫ����Ϊ�������Ρ�3��ֱ�����ڴ�ֱ��������ֱЧ�������ԣ���������ƽ�������ӵ�ֱ����������״�ߴ������3����ͬ��
2.4 �п��IJ�ṹSPF/DB����
�����IJ�ṹо����״��ͼ12��ʾ��
��Ԥ��ɢ�������Ƚ��л�е��ĥ�����Ȳ��ô�ɰֽ��о�����������д�ĥ�������ϸɰֽ800#��1000#��ɰֽ���д�ĥ����ѧ����������ϴ����ϴҺ�ɷ������ȣ�V(HF):V(HNO3):V(H2O)=1:3:7����ϴʱ��10 min���ң�����ϴ������ʹ��ëˢ����ˢȥ��ϴ���淴Ӧ���ɵIJ������ϴ�����þƾ���ϴ��ĵı��棬�ڸ���ͨ�紦����ϴ���о���������ɡ�
ͼ11 ֱ����ij��ܳ���ģ����
Fig. 11 Simulation results of vertical ribs by superplastic forming process

ͼ12 ����ṹо��ʵ��ͼ
Fig. 12 Picture of vertical ribs structure
���ڽӴ������о���Լ�о����о��֮�����ɢ��λͿĨֹ�����������IJ�ṹ���躸����ҪͿĨ������о����ϡ��±��棬����ڱ���ɲ�ͿĨֹ������
�����IJ�ṹ������о�壬о��ijߴ�ͬ������С�ܶ࣬���˵������������ϵױߴ�Ϊ�IJ���ϣ������������Ͼ�ֻ���������������о��ṹ�������Ҫ�ڱ�Ե��λ����������о������ͬ��Ti2AlNb�Ͻ���ϣ������������ߵı�Ե���ã���֤��ߺ������Ϊ4��ṹ��
��ߺ���֮���ڼ���֮ǰ����ʼ����գ���ն���2��10-2 MPa����������յ���ɢ����ʵ���������ɢ����ǰ�ڰ�����·���������С�����ĸ��ºϽ��(2 mm����)�����ڷ�ߺ������������ڲ������뺸��Ӵ�����֤��ɢ������ѹ���ֲ��ľ��Ⱥ�ѹ���������ɢ���ӣ�����ֹ������һ����ȣ��ڶ��ṹ����ɢ��λ����ϡ��¸�����һ�������Ti��������ֹ���������ĺ�Ȳ
��ɢ���ӹ����г�������գ�����о��ijߴ�С�����ߴ磬����о�����������ܵ��ⲿѹ����������һ���̶ȵ����ڱ��Σ��ò�������������һ���ĽӴ����ӣ�������Ti2AlNb�Ͻ���ɢ���������ѹ���ϴӴ����Ӳ������������ι�����һ����ѹ�����»�ֿ���
���ȵ��¶Ⱥ���1 h���Ա�֤ģ�ߺͰ��ϵ��¶ȴﵽ�趨�¶ȡ����¹����м���ʩ��һ����ѹ����ģ������ʹ��ѹ���ڱ��¹�������������ɢ���Ӳ���Ϊ(960 �棬10 MPa��2 h)��ѹ����ָʾ��50 t���ң����Ѳ������ԼΪ12000 mm2������ƽ��ѹ����40 MPa���ҡ���ʵ��Ti2AlNb���Ͻ��IJ�ṹ�����о���Լ�о����������ɢ���ӡ�
���¶��½���ȡ������ģ�ߣ�����ģ�߳ߴ���С�ڰ��ϣ����ΰ������µױߵĺ������ģ����࣬¶��2 mm���ң�֮��װ¯���ȡ�
�����¶�ѡ��970 �棬���¶�������ָ���¶Ⱥ�ͨ������������ij��ܳ��Σ�����ѹ���������ӣ���Լ5 min����ѹ������0.1 MPa������ѹ��ֵ1 MPa֮�ɼӿ���ѹ�ٶȣ�20~30 min��������2~2.5 MPa����ѹ1 h���ҡ�ͼ13��ʾΪ���κ��Ti2AlNb�Ͻ���ṹ������������ģ���ã����������Ϻá�
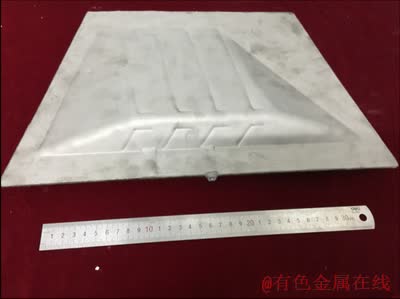
ͼ13 ���κ��Ti2AlNb�Ͻ���ṹ
Fig. 13 Hollow four-layer structure of Ti2AlNb alloy
���κ�����ں�ֲ�������ͼ14��ʾ������ں����Ҫ��������Ϊֱ����������λ֮��������˴��ں�ֲ�����0.7 mm���ϡ���ͼ14�п��Կ������������������Ϊ25%���ң�ͬģ������Ϊ�Ǻϡ�
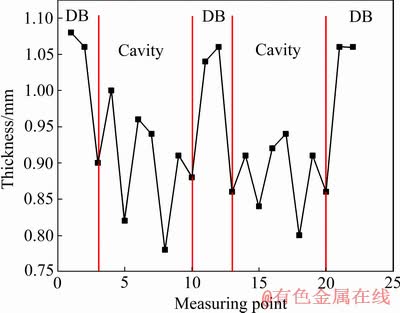
ͼ14 �IJ�ṹ�ں�ֲ�����
Fig. 14 Thickness distribution of four-layer structure
ͼ15��ʾΪ���κ��Ti2AlNb�Ͻ���ṹ�ʿ���Ƭ���ɼ�ֱ������ε�λ�������ѣ�����Ч���Ϻá�

ͼ15 �ʿ���Ķ��ṹ�ڲ�����
Fig. 15 Cross-section of hollow four-layer structure
3 ����
1) �������¶�Ϊ960 �棬Ӧ������Ϊ1��10-4 s-1ʱ�������쳤�ʿ��Դﵽ���ֵ��Ϊ230%�����ֳ������ԡ�
2) Ti-22Al-27Nb��ɢ���ӽ�ͷ�ĺ����������¶ȡ�����ʱ�䡢����ѹ�������Ӷ����ӣ���(960 �棬10 MPa��2 h) ��(960 �棬15 MPa��2 h)�����µõ��Ľ�ͷ����ǿ�ȳ���300 MPa��
3) ��960 �棬����SPF/DB��Ϲ��տ��Գ��γ�����������õ�Ti-22Al-27Nb�Ͻ��п��IJ�ṹ����������Ƥ�ں�ֲ����ȣ���ֱ�����Ȼ����������仯��
REFERENCES
[1] �� ��, ������, �� ��, ������. ����������� Ti2AINb ���Ͻ����֯����ṹ[J]. �й�����, 2010(2): 593-598.
CHEN Jing, JIAN Guo-zheng, LIN Xin, HUANG Wei-dong. Microstructure and phase structure of laser solid forming Ti2AlNb-based alloy[J]. Chinese Journal of Lasers, 2010(2): 593-598.
[2] ˾���, ������, ������. Ti2AlNb���Ͻ���о���չ[J]. ����Ϲ���, 2006: 10-13.
SI Yu-feng, MENG Li-hua, CHEN Yu-yong. Progress in the study of Ti2AlNb-based alloy[J]. Aerospace Materials and Technology, 2006: 10-13.
[3] SIENIAWSKI J, MOTYKA M. Superplasticity in titanium alloys[J]. Journal of Achievements in Materials and Manufacturing Engineering, 2007, 24(1): 123-130.
[4] ��, �ױ���. �ҹ��ѺϽ������о�����״����չ[J]. ��ѹ����, 1991, 16(3): 33-37.
DOU Jian-min, BAI Bin-zhe. Progress in the study of titanium superplasticity in China[J]. Forging & Stamping Technology, 1991, 16(3): 33-37.
[5] LIU Y, YAO Z, LUO X, CAO L. Superplastic properties and microstructural evolution during superplastic tension of Ti-24Al-15Nb-1.5 Mo alloy[J]. Rare Metal Materials and Engineering, 2008, 37(1): 14-18.
[6] ROSENBERG Y, MUKHERJEE A K. The superplastic properties of a Ti AlNb alloy[J]. Materials Science and Engineering A, 1995, 192: 788-792.
[7] SHAGIEV M R, GALEYEV R M, VALIAKHMETOV O R. Improved mechanical properties of Ti2AlNb-based intermetallic alloys and composites[C]// Advanced Materials Research. Spain: Trans Tech Publications, Ltd., 2008: 105-108.
[8] PENG J, MAO Y, LI Shi-qiong. Microstructure controlling by heat treatment and complex processing for Ti2AlNb based alloys[J]. Materials Science and Engineering A, 2001, 299(1/2): 75-80.
[9] ZHU H L, LI Z Q, SHANG B S. Superplasticity of a Ti-24A1-14Nb-3V-0.5 Mo intermetallic alloy[J]. Journal of Materials Science & Technology, 2001, 17(1): 119-120.
[10] ������, ����ȫ, �� Ϊ, �Ž�ΰ. Ti-23Al-17Nb �Ͻ��ij������о�[J]. ����ѧ��, 2014, 50(8): 955-961.
FU Ming-jie, HAN Xiu-quan, WU wei, ZHANG Jian-wei. Superplasticity Researchof Ti-23Al-17NbAlloy Sheet[J]. Acta Metallurgica Sinica, 2014, 50(8): 955-961.
[11] LIN P, HE Z, YUAN S. Tensile deformation behavior of Ti-22Al-25Nb alloy at elevated temperatures[J]. Materials Science and Engineering A, 2012, 556: 617-624.
[12] WANG C, ZHAO T, WANG G. Superplastic forming and diffusion bonding of Ti-22Al-24Nb alloy[J]. Journal of Materials Processing Technology, 2015, 222: 122-127.
[13] �ž���, �¹���, ������, ����ƽ, ��־ǿ. ����̬ Ti2AlNb�Ͻ����Ա�����Ϊ���о�[J]. �������켼��, 2007(z1): 449-453.
ZHANG Jiu-wen, CHEN Guo-qing, ZHOU Wen-long, GUO He-ping, LI Zhi-qiang. Superplastic behavior of hot rolled Ti2AlNb sheets[J]. Aeronautical Manufacturing Technology, 2007(z1): 449-453.
[14] ����, ����, л����. O��Ͻ�Ti-22Al-25Nb��̬��ɢ����[J]. �й���ɫ����ѧ��, 2008, 18(4): 577-582.
ZOU Gui-sheng, BAI Hai-ling, XIE Er-hu. Solid diffusion bonding of Ti-22Al-25Nb O phase alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 577-582.
[15] ���, �� ��, �� Ƽ. Ti2AlNb ���Ͻ��̬��ɢ���ӹ���[J]. �й���ɫ����ѧ��, 2015, 25(3): 662-667.
LI Bei-bei, WANG Bin, LI Ping. Solid diffusion bonding of Ti 2AlNb-based alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 662-667.
[16] ���. Ti2AlNb���Ͻ��̬��ɢ���ӹ����о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2015.
LI Bei-bei. Study on solid diffusion bonding of Ti2AlNb alloy[D]. Hefei: Hefei University of Technology, 2015.
[17] �ſ���, ������. �Ƚ����ϳ��ܳ��μ���[M]. ����: ��ѧ������, 2012.
ZHANG Kai-feng, WANG Guo-feng. Superplasticity in advanced materials[M]. Beijing: China Science Press, 2012.
[18] KAIBYSHEV O A. Superplasticity in metals and ceramics[J]. Materials Science Forum, 2001, 357/359: 73-82.
[19] ������, Ԭ ��, ������. �����÷��Ѽв�ṹ�����칤��[J]. �������켼��, 2015, 476(7): 94-98.
CHENG Wen-li, YUAN Chao, QIU Qi-yan. Honeycomb sandwich structure and manufacturing process in aviation industry[J]. Aeronautical Manufacturing Technology, 2015, 476(7): 94-98.
Superplastic forming/diffusion bonding of Ti-22Al-27Nb alloy hollow four-layer structure
LI Bao-yong1, 2, JIANG Shao-song1
(1. Harbin Institute of Technology, National Key Laboratory for Precision Hot Processing of Metals, Harbin 150001, China;
2. Beijing Hangxing Machine Manufacturing, Beijing 100013, China)
Abstract: The hollow four-layer structure of Ti-22Al-27Nb alloy was fabricated by SPF/DB process. The characteristics and mechanism of Ti-22Al-27Nb alloy with respect to superplasticity and diffusion bonding were investigated. Tensile tests show that the optimal elongation of tensile specimens is 230% at the temperature of 960 �� and the strain rate of 1��10-4 s-1. Effect of the bonding pressure, bonding temperature and bonding time to determine the microstructure and mechanical properties of diffusion bonding joints was investigated, and the optimum bonding parameters are (960 ��, 10 MPa, 2 h). Through the finite element simulation, it could be found that the SPF/DB process of hollow four-layer structure is feasible. The hollow four-layer structure of Ti-22Al-27Nb alloy is manufactured, showing that the thickness distribution of the bonding area is uniform.
Key words: Ti-22Al-27Nb; diffusion bonding; superplastic forming; four-layer structure
Foundation item: Projects(51775135, 51675125) supported by the National Natural Science Foundation of China
Received date: 2018-12-07; Accepted date: 2019-06-24
Corresponding author: JIANG Shao-song; Tel: +86-13936690628; E-mail: jiangss600_2005@163.com
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51775135; 51675125)
�ո����ڣ�2018-12-07�������ڣ�2019-06-24
ͨ�����ߣ������ɣ������ڣ���ʿ���绰��13936690628��E-mail��jiangss600_2005@163.com
ժ Ҫ����Ti-22Al-27Nb�Ͻ��IJ�ṹ��SPF/DB��Ϲ��ս��������о�����Ti-22Al-27Nb�Ͻ�ij������ܼ���ɢ�������ܽ���̽��������ʵ��������������¶�Ϊ960 �桢Ӧ������Ϊ1��10-4 s-1ʱ�������쳤�ʴﵽ���Ϊ230%�����¶ȡ�����ʱ�����ɢѹ����Ti-22Al-27Nb�Ͻ��ͷ������Ӱ������о����������Ti-22Al-27Nb�Ͻ���ɢ���ӵ���ѹ��ղ���Ϊ(960 �棬10 MPa��2 h)�����ݸ�����������������������Ԫģ���������п��IJ�ṹ�����ܳ��ι��̽���ģ�⡣ͨ��SPF/DB��Ϲ��ճ��εõ�����������õ�Ti-22Al-27Nb�Ͻ��п��IJ�ṹ�������ι����ں�ֲ����ȡ�
[1] �� ��, ������, �� ��, ������. ����������� Ti2AINb ���Ͻ����֯����ṹ[J]. �й�����, 2010(2): 593-598.
[2] ˾���, ������, ������. Ti2AlNb���Ͻ���о���չ[J]. ����Ϲ���, 2006: 10-13.
[4] ��, �ױ���. �ҹ��ѺϽ������о�����״����չ[J]. ��ѹ����, 1991, 16(3): 33-37.
[10] ������, ����ȫ, �� Ϊ, �Ž�ΰ. Ti-23Al-17Nb �Ͻ��ij������о�[J]. ����ѧ��, 2014, 50(8): 955-961.
[14] ����, ����, л����. O��Ͻ�Ti-22Al-25Nb��̬��ɢ����[J]. �й���ɫ����ѧ��, 2008, 18(4): 577-582.
[15] ���, �� ��, �� Ƽ. Ti2AlNb ���Ͻ��̬��ɢ���ӹ���[J]. �й���ɫ����ѧ��, 2015, 25(3): 662-667.
[16] ���. Ti2AlNb���Ͻ��̬��ɢ���ӹ����о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2015.
[17] �ſ���, ������. �Ƚ����ϳ��ܳ��μ���[M]. ����: ��ѧ������, 2012.
[19] ������, Ԭ ��, ������. �����÷��Ѽв�ṹ�����칤��[J]. �������켼��, 2015, 476(7): 94-98.
