
HRB500E��ǿ�ȿ���ֽ������
��ΰ1, 3��������2������3��ʩ��1������ǿ3
(1. ����������ѧ ұ������Դ����ѧԺ������ ������650093��
2. ��ּ��� ���������ɷ�����˾������ ������650302��
3. ��ּ��� ���������ɷ�����˾�������ģ����� ������650302)
ժ Ҫ��
�ϽͿ��乤�տ�������HRB500E��ǿ�ȿ���ֽ���ý���������ά��Ӳ�ȼơ����⺸�ӡ�ƣ�����������ѧ���ܲ��ԣ���HRB500E�ֽ������ѧ���ܡ�HV5Ӳ�ȡ���������֯�����ӽ�ͷǿ�ȼ�ƣ��ǿ�Ƚ����������о����������������ǰ����ĸ��ǿ�ȱ仯С��5 MPa��ǿ�ȱ仯����������Ͽ�Զ�뺸�죬Ϊ���ԶϿڣ������������ã��ں�����ѭ�������£����ӽ�ͷ���졢��Ӱ��־�������Ӱ��ϸ�����ı����о�����������廯���ٽᾧ������֯��Ӳ�ȱ仯���쾧����ĸ�ı����о����������ȫ�����廯����ٽᾧ��ĸ��о����֯ΪF+P+B��������֯ΪS������Ӳ��HV5����о��Ӳ��30 HV5������֯��Ӳ�ȱ仯�ϴ��ӽ�ͷ�Ŀ����ϸ��ɴӺ��쵽�쾧����С���������Ӱ��־����Ŀ����ϸ��ɱ�ĸ�ĵĸߣ����ù��ʺ���ѧ���Ƽ���FAT75ƣ��������߶Ըֽ�ӽ�ͷƣ��ǿ������ǰ�ȫ�ġ�
�ؼ��ʣ�
HRB500E����ֽ����������������ӽ�ͷ��ƣ��ǿ����
��ͼ����ţ�TF762 ���ױ�־�룺A ���±�ţ�1672-7207(2012)07-2566-08
Welding properties for HRB500E high-strength and seismic steel bars
Chen Wei1, 3, YAN Xi-jiu2, Zhao Yu3, Shi Zhe1, ZHANG Wei-qiang3
(1. Faculty of Metallurgy and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China;
2. WuKun Steel Co. Ltd., Kunming 650302, China;
3. Technology Center of WuKun Steel Co. Ltd., Kunming 650302, China)
Abstract: HRB500E high-strength and seismic steel bars with Nb-microalloyed and controlled cooling process were produced in domestic steel plant. The mechanical properties, HV5 hardness, microstructure for weldment, strength and fatigue strength of welding joint were researched by using metallographic microscopy, vickers hardness tester, flash-butt welding, fatigue testing machine and mechanical properties testing. The results show that strength changes between weldment and base metal are less than 5 MPa before and after welding, strength change of steel bars is little; fracture of weldment is away from welded joints with ductile fracture, welding properties is better; in the welding thermal cycles, core and outer layer of welding gap of joint, heat affected zone with coarse grain, heat-affected zone with fine grain are experienced austenite recrystallization, changes of microstructure and hardness are little; core and outer layer of mixed grain zone, base metal are experienced incomplete austenite recrystallization, core and outer microstructure of base metal is F+P+B and S, hardness of outer layer is 30 HV5 higher than that of core, changes of microstructure and hardness are little; tensile breaking load of welded joints decreases from weld seam to mixed grain zone, tensile breaking load of welding seam and heat affected zone with coarse grain is higher than that of base metal; fatigue strength design of welded joint for rebars which adopts FAT75 fatigue design curve recommended by the International Institute of welding is safe.
Key words: HRB500E seismic steel bars; welding properties; welded joints; fatigue strength
�����ִ�������ҵ�ķ�չ����ľ���̶Ըֽ�����������Խ��Խ�ߵ�Ҫ�������Ǹ߲㽨�������Ȼ�������������ˮ�����̣��ֽ�ĺ���ֱ��Ӱ�칤�̽ṹ������������Ч�ʡ�HRB500E�ֽ����ǿ�ȸߡ���ȫ�������������ܺá���ʡ�ֲ�������ʩ���������Խ�ԣ������ڸ߲㡢���ȺͿ������ṹ����һ�ֽ�Լ����Ч�����ͽ�������[1-2]�����������Ҽ��ط���ز�����̳�̨��һϵ���ļ��ٽ�HRB500E��ǿ�ȿ���ֽ�����ƺ��ƹ�Ӧ��[3]��Ϊ��ַ���HRB500E�ֽ��ǿ�ȵ����ƣ�Ŀǰ������ø�ǿ�����ӷ��������е���ӻӡ�����о��� ��[4-7]������̼����CEnw��0.40%~0.60%�����ϵĴ�Ӳ�������ԣ���Ҫ�ʵ�Ԥ�Ȳ�����Ӧ�ĺ��ӹ淶���к��ӣ���̼�����ϸߵĸֽ����Ԥ�����⺸����ʹ��������ļ��ȷ�Χ�������¶ȷֲ��ݶȣ�������ȴ�ٶȣ����ٲ���δ�������ȱ�ݵĿ����ԡ����ݹ��ʺ���ѧ���Ƽ���̼����CEnw��ʽ����HRB500E��ǿ�ȸֽ�̼��������0.40%��ͬʱ����Ԥ������Ժ�����������Ч�ʸߡ��ɱ��͡������õ��ص㣬HRB500E��ǿ�ȸֽ�����ʱ��������Ժ�������Ϊ���ˡ�Ϊ�˽���HRB500E��ǿ�ȸֽ������ɱ������õشٽ����������ƹ�Ӧ�ã�2009�����ij�������Ͻ��乤��������HRB500E��ǿ�ȸֽΪ�˸��õؼ�����乤������HRB500E��ǿ�ȸֽ�����ܣ����������Ըó��Ͻ��乤��������HRB500E��ǿ�ȸֽ���Ϊĸ�ģ���������Ժ����ս��к��ӣ����亸������������ѧ���ܡ�HV5Ӳ�ȡ���������֯�����ӽ�ͷǿ�ȼ�ƣ��ǿ�������о���
1 ʵ��
1.1 �������
������õIJ���Ϊ����ij�������Ͻ��乤�����Ƶ�HRB500E��ǿ�ȸֱֽ��Ϊ20��25 mm���仯ѧ�ɷֺ���ѧ���ܼ���1��������ϸֽ�������3����֯��ɣ������Ϊ��Ӳ�㣬������֯Ϊ�����壻��Ӳ�����ڵ�о����֯Ϊ������+�����+���������壻��Ӳ����о��֮��Ϊ������������֯Ϊ������+�����+�����塣
1.2 ���ӽ�ͷ����
���ӽ�ͷʹ��UN-100�ͶԺ������������⣭Ԥ�����⺸��ʽ�����Ӿ�һ�����⣬��ƽ�����Ԥ�ȳ�֣�����������ȥ���Ƚ����Լ������ɣ��������ֽ���ȣ����ӹ����м�С���쳤�ȣ���ߺ��ӱ�ѹ�����������̼���ʱ�䣬���ٶ��ͣ��γɿ��ȿ���������ʹ��Ӱ�������ȿ����ڸֽ�ֱ����0.6����Χ֮�ڡ���������Ϊ180 kV��A�����쳤��(ǯ�ھ���)Ϊ30~40 mm, ���ӱ�ѹ������Ϊ����������Ϊ��ͨ��HJ431���������ӹ��ղ�������2��
1.3 ���鷽��
���ݹ��ұ�GB/T 228��2002���������������������鷽����������WE-2000���������������ֱ��20��25 mm HRB500E�ֽ��ϸ�ȡ����400 mm��10�����������������飻��ͬ�ĸֽ������ٸ�ȡ10����������������Ժ���������������ۼ��ϸ�����������顣����ֱ��20��25mm HRB500E�ֽ�ӽ�ͷ��ʪ��ӹ��ɳ���80 mm �����������١�ϳ��ʪĥ��ɰֽ��ĥ����4%����ƾ���ʴ���Ƴɽ��༰Ӳ������������Leica5000�ͽ���������IAS.6.0ͼ������ǹ۲�����֯������HVA-10A��ά��Ӳ�ȼƲ���ά��Ӳ��HV5�������غ�Ϊ50 N��Ӳ�Ȳ���������Ե�ƽ�����������ߣ�λ�ڴ�Ӳ��;���������1/4�ֽ�뾶����������Ե�ຸ��һ�����룬ƽ���ں���ֲ������ӽ�ͷHV5�����������μ�ͼ1��ʾ�����ӽ�ͷƣ��ǿ��������ȡ�Լ���ͼ2��ʾ�����Լ�����������Ժ�������ϸ�����ƽ�ͷ���������ӽ�ͷ����ĥƽ�����ƣ��ǿ�ȵĴ�ʩ����ȷ����ƣ��ǿ�Ȳ��������Խ�ͷ���Լ����ӽ�ͷ�ļ��Ϊ650 mm�����Բ�λδ�����κμӹ�������ƣ��������60 t�����������ƣ��������ϰ����ֽ�ӽ�ͷ���鷽������(JGJ/T 27��2001)�ڳ����½��С��Լ����˼гֲ��ֵ�����ϸ���������������ͷ������ϡ�ƣ��Ƶ��Լ110 Hz������Ӧ����R=0.2��������Ӧ��ѭ����N��2��106��ʱ����������Զ�ֹͣ��
��1 ������ϻ�ѧ�ɷ�����ѧ����
Table 1 Chemical composition (mass fraction) and mechanical properties of test materials

��2 HRB500E����ֽ�����Ժ����ղ���
Table 2 Main parameters of flash butt welding for HRB500E seismic steel bars


ͼ1 ����ֺ��ӽ�ͷHV5�����������ò
Fig.1 Appearance of HV5 test sample for welded joints of steel bars

ͼ2 ���ӽ�ͷƣ��ǿ�������Լ�ʾ��ͼ
Fig.2 Schematic geometry of specimen for fatigue testing of welded joints
2 ��������
2.1 ��ѧ����
��ֱ��20��25 mm HRB500E�ֽ�ĸ�ļ����Ӽ������������飬��������������Ժ��ٽ����������飬������ĸ��ǿ�Ȼ�������(����3)������ѧ��������GB/T 1499.2��2007��Ҫ��������Ͽھ���Զ�뺸�ӽ�ͷ�ۺ�������Ӱ������ĸ����(��ͼ3)���Ҿ��нϴ�ľ���������������Ͽ���òΪ��״�������Եļ��д���������Ϊ���ԶϿڣ��Ͻ������ļ��������ں������ܵĸ���[8]�����Ӽ���JGJ 18��2003���ֽ�Ӽ����չ�̡�5.1.7֮�涨��ȫ��Ϊ�ϸӽ�ͷ���ֽ�ĸ�ĵĻ�����֯Ϊ�����士����士���������壬����Ժ������ͷ������֯��8%~10%����״������ǿ���������ʹ��ͷ��λ�Ŀ���ǿ�ȸ���ĸ�ģ�ͬʱ��ͷ��λ�����Բ�û�����Խ��ͣ��Լ��������������ϸ�
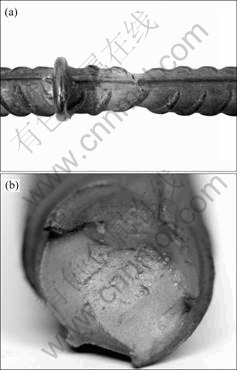
ͼ3 HRB500E (d=25 mm)��ǿ�ȸֽ������Ͽں����ò
Fig.3 Fractographys of weldment tensile fracture for HRB500E high-strength steel bars (d=25 mm)
2.2 ��������֯��HV5Ӳ�ȷ���
���乤��������HRB500E��ǿ�ȸֽ�ӽ�ͷ��֯�ɺ��졢��Ӱ��־�������Ӱ��ϸ�������쾧����ĸ����ɣ�������ʾ����ͼ4��ʾ����4��ʾΪ����ֺ��ӽ�ͷ��֯���������ij��ȡ��ӱ�4���Կ�������Ӱ����������ֽ�ֱ�������������Ҫԭ������Ӱ��־��������������¡�
���ӽ�ͷ�������о���ʹ�Ӳ������֯��ͼ5��ʾ����ͼ5���Կ��������졢��Ӱ��־���о����֯ΪB+F�����ɵ���Ӱ��ϸ�������쾧��о����֯ΪF+P��Զ�뺸���ĸ��о����֯ΪF+P+B�����졢��Ӱ��־���������֯ΪB+F����Ӱ��ϸ����������֯ΪF+P�����ɵ���Ӱ��쾧��������֯ΪS+F+P+B��Զ�뺸���ĸ�ı�����֯ΪS�����ӽ�ͷ������Ӳ��HV5�ֲ�����(��ͼ6)����������ĸ�ĵı���HV5����о��(Լ���30HV5)�������졢��Ӱ��־�������Ӱ��ϸ�����ı���HV5��о����Ϊ�ӽ����ӻ쾧����ʼ��ĸ��HV5Ӳ��������
�ں�����ѭ�������£����ӽ�ͷ���졢��Ӱ��־�������Ӱ��ϸ�����ı����о�������˰����廯���ٽᾧ��ת��Ϊ���Ƶ���֯����HV5�ӽ����쾧���ı����о�������˲���ȫ�����廯����ٽᾧ��������֯����Ӱ��ϸ������(������+�����)��֯���ɵ�ĸ�Ĵ�Ӳ�����������֯��о����֯����Ӱ��ϸ������(������+�����)��֯���ɵ�ĸ��о����(������+�����)��֯����ˣ��ӻ쾧����ĸ�ģ��������о����HV5��ֵ���
��3 HRB500E�ֽ����ĸ����ѧ����
Table 3 Mechanical properties of weldment and base material for HRB500E steel bars

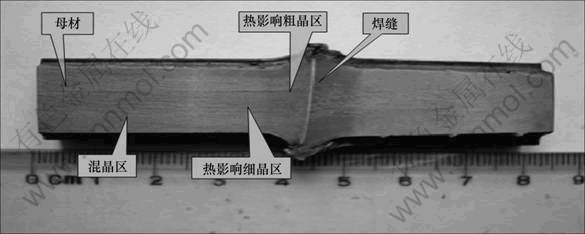
ͼ4 HRB500E��ǿ�ȸֽ������ʾ��ͼ
Fig.4 Schematic diagram of cross-section of weldment for HRB500E steel bars
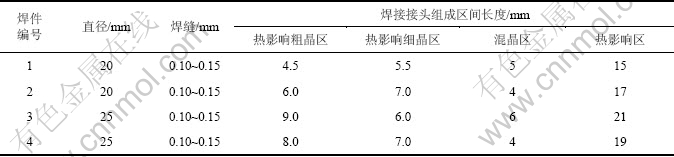
��4������ֺ��ӽ�ͷ��������䳤�ȷֲ�
Table 4 Length distribution in different structure regions for welded joints of test steel
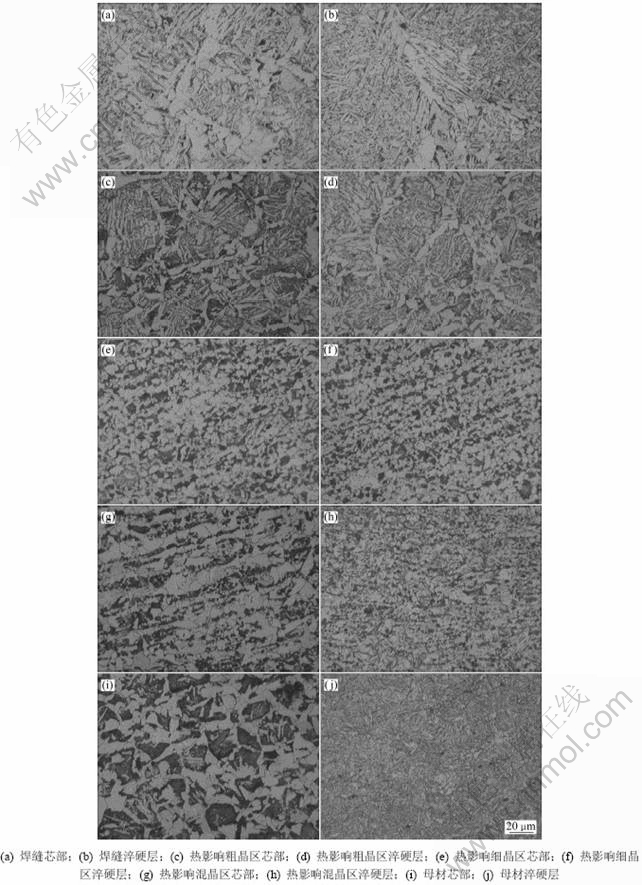
ͼ5 HRB500E��ǿ�ȸֽ�ӽ�ͷ�����������֯
Fig.5 Microstructures of different structure regions for welded joints of HRB500E high-strength steel bars
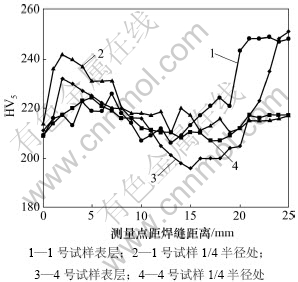
ͼ6 HRB500E��ǿ�ȸֽ�ӽ�ͷHV5�ֲ�����
Fig.6 Distribution curve of hardness HV5 for welded joints of HRB500E high-strength steel bars
�ں����������£����ӽ�ͷ���¶Ⱥ�����ߣ��Ӻ��쵽ĸ������[9-10]���ϸߵİ����廯�¶�ʹ�����в�������״���ȹ��������壬��ԭʼ�����徧�����״�����ֲ�������֯(������+������)��HV5���ں�����Ӱ��־�����֯(������+������)��HV5����������ĸ��о����HV5�����뺸��ԽԶ���ȹ������������Ͽ������ɵ���Ӱ��־�������֯�������+�������������࣬��״�����������٣�Ȼ������Ϊ��Ӱ��ϸ������������+�������֯��HV5���͡�����Ӳ�Ƚϵ͵���Ҫԭ��Ϊ������֯�д������ȹ�����������ԭ��������״����������[11-12]������Ϊ��״���������״�����彻���Ϸֲ����ۺ���Ӳ����Խϸߣ�����Ӱ�����У������ۺ��ߵĴ־���Ӳ����ߣ����ں�������ĸ�ģ���Ϊ��Ӱ��־�����֯��Ϊ�����״�����壬������������״�����塢��״�����弰�ʷ����Էֲ�����״������(��״�����зֽ�)�����ž��ۺ��߾��������Ӳ���������ͣ�������ĸ�ģ���������������
2.3 ���ӽ�ͷǿ�ȷ���
��GB/T 1172��1999����ɫ����Ӳ�ȼ�ǿ�Ȼ���ֵ���Ц�m��HV���������æ�m��HV��HV2�����Թ�ϵΪ����m=53.2+2.96��HV+0.000 37��HV2�����ϵ��R=0.98��
���ӽ�ͷ��Ч������ʾ���ͼ7��ʾ��ͼ�У�bΪ�ຸ��һ������L����HV���������ҳ���һ�룬rzΪ���ӽ�ͷĸ����Ч�뾶�����Ҹ�![]() ��
��
h������Ե�ຸ�����L�ı䣬HV���Ե㴦����b��Ӧ����Ч�뾶rΪ��![]() ��
��
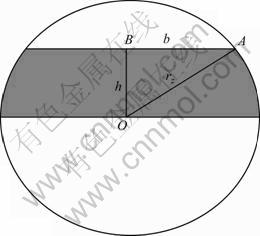
ͼ7�����ӽ�ͷ��Ч���������ʾ��ͼ
Fig.7 Schematic diagram of calculation of effective cross-sectional area for welded joints
1�ź�4�ź������ӽ�ͷ�����ϸ���F(kN)���ຸ�����L(mm)�仯����ͼ8��ʾ����ͼ8���Կ�������ͬ����ǿ�ȵĺ��ӽ�ͷ�������ϸ���F(kN)��ຸ�����L(mm)�ı仯���ƣ��俹���ϸ���F(kN)�Ӻ��쵽�쾧����С���ڻ쾧����С���������Ӱ��־����Ŀ����ϸ���F(kN)���Ը���ĸ�ġ���Ч�������ͬʱ���쾧�������ϸ��ɵ���ĸ�IJ�����8%�����ӽ�ͷ����λ���ڻ쾧����ĸ�ĵļ��ʽϸߡ�
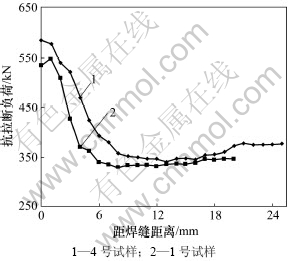
ͼ8��HRB500E�ֽ�ӽ�ͷ�����ϸ�����ຸ�����仯����
Fig.8 Change curve between tensile breaking load and distance which is away from welding seam for welded joints
of HRB500E high-strength steel bars
������������������Ժ��Ķ���������ôӺ��쵽��Ӱ��ϸ������С���������ʹ���ӽ�ͷ��Ч��������ӣ���С����ں������Ӱ�����ļ��ʡ�ͼ6~8�����������HV5Ӳ�ȵ���ĸ�ģ�ֻ��ͨ���������ʹ��Ч���������ĸ�ģ�����ʹ���ӽ�ͷ�����ں��졣
2.4 ���ӽ�ͷƣ��ǿ��
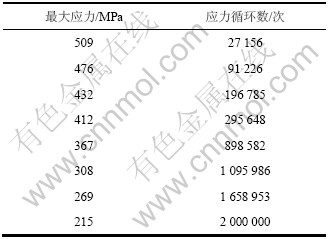
����Ժ����ӽ�ͷ��ƣ�����������5��ʾ���ӱ�5���Կ���������Ժ���ͷƣ��������27 156��ʱ�����Ӧ���غ�509 MPa��ƣ��������2��106��ʱ�����Ӧ���غ��½���215 MPa��
��5 HRB500E����ֽ�ӽ�ͷ��ƣ��������
Table 5 Fatigue test results of welded joints for HRB500E steel bars
Ϊ�о�HRB500E����ֽ�����Ժ��ӽ�ͷ��ƣ��ǿ���Ƿ��ܰ����ʺ���ѧ��(IIW)�Ƽ��ķ���[[13-14]������ƣ��������������˼��㴦����
ƣ�����߱���ʽΪ��
![]() (1)
(1)
ʽ�У�NΪӦ��ѭ����������ΪӦ������CΪ������ȡ����ƣ�����ߵ�λ�ã�mΪб�ʡ�
��ʽ(1)����ȡ���������У�
![]() (2)
(2)
�����֪m������ʽ(2)���������������![]() ����
����![]() ������ʽ��ã�
������ʽ��ã�
![]() (3)
(3)
ʽ�У�CkΪͨ���������ݴ�����õ�Cֵ��kΪ����������������n�йص�ϵ��������õ�k=3.7��
![]() (4)
(4)
![]() (5)
(5)
���������ݽ��д������õ����ӽ�ͷ��ƣ������(��ͼ9)�����߲��ù��ʺ���ѧ���Ƽ��淶��m=3�����ʺ���ѧ�Ὣ2��106 ��Ӧ��ѭ�������ض���ƣ��ǿ�ȶ�Ϊƣ�ͼ���FAT����ˣ�ͼ9�������ǹ��ʺ���ѧ���Ƽ���FAT75��ƣ���������[13,15]��
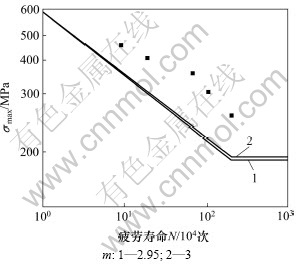
ͼ9 ����Ժ����ӽ�ͷƣ���������ݺ�S-N����(R=0.2)
Fig.9 Fatigue test data and S-N curve for flash butt welds (R=0.2)
����5��ͼ9����õ�����Ժ��ӽ�ͷƣ��ǿ�ȼ���ʽ��
![]() (6)
(6)
��ͼ9���Կ��������ù��ʺ���ѧ���Ƽ���ƣ��������߾��й㷺�Ժͷ����ԣ��������Ժ��ӽ�ͷ��ƣ��ǿ��ʱ����FAT75������������ƣ��������ߣ���HRB500E�ֽ�����Ժ����亸�ӽ�ͷ��ƣ��ǿ������ǰ�ȫ�ġ�
3 ����
(1) ����ij���������ϽͿ��乤��������HRB500E�ֽ�������õĺ������ܣ�����ǰ����ǿ�ȱ仯����������Ͽ�Զ�뺸�죬Ϊ���ԶϿڡ�
(2) �ں�����ѭ�������£����ӽ�ͷ���졢��Ӱ��־�������Ӱ��ϸ�����ı����о�������˰����廯���ٽᾧ������֯��ǿ�ȱ仯���쾧����ĸ��������о�������˲���ȫ�����廯����ٽᾧ��ĸ�ı���Ӳ�ȸ���о��Ӳ��30 HV5��ĸ��о����֯ΪF+P+B��������֯ΪS������֯��ǿ�ȱ仯�ϴ�
(3) ���ӽ�ͷ�Ŀ����ϸ��ɴӺ��쵽�쾧����С����ĸ����ȣ��������Ӱ��־����Ŀ����ϸ��ɽϸߣ�����HVӲ�Ƚϵͣ�ͨ������������ã�ʹ��Ч���������ĸ�ĵĽ����������ʹ���ӽ�ͷ�����ں��졣
(4) ���ù��ʺ���ѧ���Ƽ���FAT75ƣ��������߶Ըֽ�����Ժ����亸�ӽ�ͷƣ��ǿ������ǰ�ȫ�ġ�
�ο����ף�
[1] �����, ������. �ҹ������ֽ�ķ�չ����״[J]. ������ұ��ѧ��, 2005, 5(2): 141-145.
WANG Hou-xin, LI Zhen-bang. Status and development of hot ribbed bars in China[J]. Journal of Materials and Metallurgy, 2005, 5(2): 141-145.
[2] ��ΰ, ʩ��, ����. �������̡������Ͻ�����HRB500EE��ǿ�ȿ���ֽ�Ӧ���о�[J]. �ȼӹ�����, 2010, 39(4): 35-39.
CHEN Wei, SHI Zhe, ZHAO Yu. Applied research of HRB500E high-strength earthquake-proof bars produced by VN alloy and MnSiN12 process[J]. Hot Working Technology, 2010, 39(4): 35-39.
[3] ���ž�. ��ǿ�ֽ���о���ʹ����״[J]. �Ĵ�����, 2009, 29(3): 219-220.
WANG Xin-jun. Research and application of high strength reinforced rebars[J]. Sichuan Architecture, 2009, 29(3): 219-220.
[4] ������. ����ұ��ѧ[M]. ����: ��е��ҵ������, 2002: 20-23.
ZHANG Wen-yue. Welding metallurgy[M]. Beijing: Machinery Industry Press, 2002: 20-23.
[5] �ܷ���, ��Ǿ, ���ø�, ��. HRB400�ֽ�����Ͱ��Զ����⺸�����о�[J]. �纸��, 2007, 37(2): 59-61.
ZHOU Fang-long, LI Qiang, HU Jiu-fu, et al. Experimental study on welding of HRB400 rebars with a new automatic flash-butt welding equipment[J]. Electric Welding Machine, 2007, 37(2): 59-61.
[6] Farrar R G, Garrison P L. Acicular ferrite in carbon-manganese weld metals[J]. Journal of Materials, 1987(12): 3812-3820.
[7] Chambers H A. Principles and practices of study welding[J]. PCI Journal, 2001, 46(5): 32-41.
[8] ��ΰ, ʩ��, ����, ��. ���ϽͿ��乤�տ���HRB500E����ֽ�[J]. �����ȴ���ѧ��, 2010, 31(7): 82-87.
CHEN Wei, SHI Zhe, ZHAO Yu, et al. Development of Nb microalloyed HRB500E anti-seismic ribbled bars produced by controlled cooling process[J]. Transactions of Materials and Heat Treatment, 2010, 31(7): 82-87.
[9] Zhang Y M, Zhang S B. Double-sided arc welding increases weld joint penetration[J]. Welding Journal, 1998, 77(6): 57-61.
[10] Mochizuki M, Shintomi T, Toyada M, et al. Analytical study on deformation and strength in HAZ softened weld joints of fine-grained steels[J]. Weld World, 2004, 48: 5-12.
[11] �γ���, ����, ��־��, ��. 400 MPa����ϸ�����������߸ֽ�ӽ�ͷ����֯������[J]. �����о�ѧ��, 2004, 16(6): 56-60.
HE Chang-hong, PENG Yun, TIAN Zhi-ling, et al. Microstructure and properties of welded joint of 400 MPa ultra-fine grained hot rolled ribbed rebar[J]. Journal of Iron and Steel Research, 2004, 16(6): 56-60.
[12] Beretta S, Bernasconi A, Carboni M. Fatigue assessment of root failures in HSLA steel welded joints: A comparison among local approaches[J]. International Journal of Fatigue, 2009, 31: 102-110.
[13] XIII-1539-96/XV-845-96, Recommendations for fatigue design of welded joints and components[S].
[14] XIII-1819-00/XV-1090-01/XIII-WG3-O6-99, Structural stress approach to fatigue analysis of welded components[S].
[15] Costa J D M, Ferreira J A M, Abreu L P M. Fatigue behaviour of butt welded joints in a high strength steel[J]. Procedia Engineering, 2010, 2(1): 697-705.
(�༭ �°���)
�ո����ڣ�2011-09-21�������ڣ�2011-11-30
������Ŀ������ʡ�Ƽ��ƻ���Ŀ(2009BA008)
ͨ�����ߣ�ʩ��(1957-)���У����������ˣ���ʿ�����ڣ����¸���ұ���¼�����ұ��Ӧ����ѧ�о����绰��0871-5198154��E-mail: zheshi5@hotmail.com
ժҪ������ij��ͨ�����ϽͿ��乤�տ�������HRB500E��ǿ�ȿ���ֽ���ý���������ά��Ӳ�ȼơ����⺸�ӡ�ƣ�����������ѧ���ܲ��ԣ���HRB500E�ֽ������ѧ���ܡ�HV5Ӳ�ȡ���������֯�����ӽ�ͷǿ�ȼ�ƣ��ǿ�Ƚ����������о����������������ǰ����ĸ��ǿ�ȱ仯С��5 MPa��ǿ�ȱ仯����������Ͽ�Զ�뺸�죬Ϊ���ԶϿڣ������������ã��ں�����ѭ�������£����ӽ�ͷ���졢��Ӱ��־�������Ӱ��ϸ�����ı����о�����������廯���ٽᾧ������֯��Ӳ�ȱ仯���쾧����ĸ�ı����о����������ȫ�����廯����ٽᾧ��ĸ��о����֯ΪF+P+B��������֯ΪS������Ӳ��HV5����о��Ӳ��30 HV5������֯��Ӳ�ȱ仯�ϴ��ӽ�ͷ�Ŀ����ϸ��ɴӺ��쵽�쾧����С���������Ӱ��־����Ŀ����ϸ��ɱ�ĸ�ĵĸߣ����ù��ʺ���ѧ���Ƽ���FAT75ƣ��������߶Ըֽ�ӽ�ͷƣ��ǿ������ǰ�ȫ�ġ�
