
���±�ţ�1004-0609(2016)-07-1383-08
7075-T6���Ͻ��³��������ݻ�ʵ�������
ӯ ��1������Ȩ2������ͮ1���� ƽ1���� ��3
(1. ����������ѧ ��������ѧԺ������ 116024��
2. ����������ѧ ������ѧϵ������ 116024��
3. ���ִ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ 130022)
ժ Ҫ��
����GTN����ģ�ͣ�����ʵ��������Ԫ�������ϵķ�ʽ�Ը�ǿ��7075-T6���Ͻ����³���HFQ���չ����е������ݻ������о���ͨ��ɨ��羵�۲�����Ͻ����ڱ����е������ݻ����Ͽ������κˡ��ۺϺ����ն��ѵĹ��ɣ��������ĸ���������Ʒ������������߹ؼ���������GTN���˲�������Ӧ����ģ�ͣ���������Ŵ��㷨ȷ�����Ͻ��ĵ����˲�����ͨ������Ԫ����ABAQUS����Ԥ�ⲻͬ�¶������Ͻ���������е����˷ֲ�����������������߳����¶ȿ�ʹ�����Ͻ��ĵij����Եõ���Ч���ƣ�ʵ��۲�İ�Ŀ�����Ϊ�Ϳ���λ��������Ԥ������һ�£�֤����GTN����ģ�������Ͻ��³�ѹ�����Է�������е������ԡ�
�ؼ��ʣ�
7075-T6���Ͻ����³�����GTN����ģ��������ʶ������ֵģ����
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
��������������������Ӧ������ʹ�����Ͻ��ѹ�ṹ�������������е�Ӧ�����վ���[1]��7075���Ͻ������������ᡢ��ǿ�ȸߡ����ԡ����Ժõ��ص㱻����Ӧ���ں��պ��켰����������[2]��Ȼ����ǿ��7075-T6���Ͻ��ڳ����³����Խϲ����ʹ�����ѹ���ճ��νṹ���ӵij����ṹ��[3]������������⣬��Ͻ�����ҵ�������һ���������Ͻ������ȳ��ι��գ������ܴ���-�ȳ���-���һ�廯HFQ����[4]�����Ƚ�7075-T6���Ͻ���ϼ���������ܴ����¶����䣬����һ��ʱ��ʹ���ֹ��ܣ��������ģ���н��г�ѹ���β���ɿ�����ȴ���ʹ��7075-T6���Ͻ���ڽϸ��¶Ⱥ�Ӧ�����»�ó������������ĸ��ӽṹ����
7075-T6���Ͻ��ĵij����������¶�Ӱ��dz����ԣ�����ι��������˿�����Ϊ�Dz��ɻرܵ����⣬����һ������к����ķ���Ԥ����ָ�������Ż�����Ҫ�ֶΡ������ô�ͳ�ĵ��������۲�����ȷ������һ���̡�����ѧ�߳��Բ���������ѧ�ķ���������������ij��ι��̵�ʧЧ��Ϊ��LIN��[5]������������������ѧ����������AA5754���Ͻ��³��ι��̵�������Ϊ�������һ���µ�ƽ��Ӧ�����������˱���ģ�����ڲ�ͬ��״�����Ͻ��³�ѹ���μ���Ԥ�⣻ׯε����[6]�������鲢��ϵ��������������˱�������Ԥ����7075-T6���Ͻ����ڲ�ͬ�¶Ⱥ�Ӧ�����µij��μ������ߣ���Ⱥ���[7]���AZ31þ�Ͻ������ȳ��ι����е������������⣬���������¶�ЧӦ�İ�����ȳ��������ƻ����������[8]��AA6082���Ͻ��ڲ�ͬ�¶ȡ�Ӧ�����µ��ȱ�����Ϊ������ʵ���о�����������AA6082���Ͻ��ȱ���ͳһճ�������˱���ģ�͡������о����������������������˷����Һ����漰��������ڳ��ι����е����˷ֲ�Ԥ�⡣��һ���棬ϸ��������ѧ�ڽ�����ij����Է����еõ��˹㷺��Ӧ��[9-10]����ϸ�����˲�����ȷȷ���Ǻ�����������������Ϊ�Ĺؼ�[11]���������[12]��������Ԫ����������ʵ�����ϵķ�ʽȷ��AZ31þ�Ͻ��Gursonģ�����˲�������þ�Ͻ������ȳ�ѹ���ι����еIJ��������ݻ���Ϊ������Ԥ�⣬�������о����Ӳ�ͬ�¶ȶ����˲�����Ӱ�졣��ˣ����7075���Ͻ��ڲ�ͬ�¶ȳ��ι����е������ݻ���Ϊ�����о���ʵ�ַ���Ԥ�⣬����ʵ�ֶ���������ܸ���ȷ�����ۡ�
����������7075-T6���Ͻ���Ϊ�о������������ڲ�ͬ�¶��±��ι����е������ݻ����ɣ���չ�����Ͻ����ڲ�ͬ�¶��µķ����������ʵ�飬�����Ӧ���淨���Ŵ��Ż��㷨ȷ����7075-T6���Ͻ�GTNϸ��������������������һ������GTN����ģ�Ͷ�7075-T6���Ͻ��ij������ܽ��з����о�����һ�����ʵ��Ա�����Ԥ���ȷ�ԡ�
1 GTN����ģ��
GURSON[13]�������������к��������ģ�Ͳ��Ƶ��������������ģ�ͣ�֮����TVERGARRD��[14]��NEEDLEMAN��[15]��������������õ����ܸ���ȷ�������������Ա��ι����������ӻ���Ϊ��Gurson-Tvergarrd-Needleman(GTN)����ģ�͡���ģ�Ϳ����˿����������Լ����ۺϵļ����ݻ����̣����㷺����Ԥ�����Խ��������������ƻ������ں����ο��Ļ�����ϣ�GTNģ��(![]() )�������¾�����ʽ��
)�������¾�����ʽ��
![]() (1)
(1)
ʽ�У�![]() Ϊ���Von Mises��ЧӦ����
Ϊ���Von Mises��ЧӦ����![]() Ϊ��۾�ˮӦ����
Ϊ��۾�ˮӦ����![]() Ϊ������ϵ�����Ӧ����q1��q2��q3ΪTVERGARRD��[14]���������������f *Ϊ��Ч��������������Խ��Ϳ��ۺ϶����²��ϳ�������Ѹ���½�������f *=0ʱ��GTNģ���˻�Ϊ�����von Mises��������f *Ϊ
Ϊ������ϵ�����Ӧ����q1��q2��q3ΪTVERGARRD��[14]���������������f *Ϊ��Ч��������������Խ��Ϳ��ۺ϶����²��ϳ�������Ѹ���½�������f *=0ʱ��GTNģ���˻�Ϊ�����von Mises��������f *Ϊ
 (2)
(2)
ʽ�У�fΪ�����������kΪ������������ӣ�![]() ��fCΪ���ϵ��ٽ�����������fF�Dz��Ϸ�������ʱ�Ŀ����������fu��ʾӦ����������Ϊ��ʱ�ļ������������
��fCΪ���ϵ��ٽ�����������fF�Dz��Ϸ�������ʱ�Ŀ����������fu��ʾӦ����������Ϊ��ʱ�ļ������������![]() ��
��
���ڻ�����ϵ�������Ϊ����ͨ��������Թ�����ϸ�����Թ�����Ƚ���ȷ������
![]() (3)
(3)
ʽ�У�![]() Ϊ������ϵĵ�Ч����Ӧ��������
Ϊ������ϵĵ�Ч����Ӧ��������![]() Ϊ�������Ӧ��������
Ϊ�������Ӧ��������![]() ��
��![]() �ֱ�Ϊ���Ӧ������������Ӧ���������һ�����ѭӲ������
�ֱ�Ϊ���Ӧ������������Ӧ���������һ�����ѭӲ������
![]() (4)
(4)
ʽ�У�HΪ������ϵ�ǰӦ��Ӳ��ϵ����
���������ڱ��ι����е������ݻ��ɶ���Ϊ�����֣�һΪԭ�п��ij���Ϊ�¿��κˣ���
![]() (5)
(5)
ʽ�У�![]() ���ɿ���������Ŀ���������仯�����������ϲ���ѹ�������������غ㶨�ɣ��ɵ�
���ɿ���������Ŀ���������仯�����������ϲ���ѹ�������������غ㶨�ɣ��ɵ�
![]() (6)
(6)
ʽ�У�IΪ����λ������
����Ӧ����Ƶ��κ˷�ʽ���¿����κ�����Ķ���������仯![]() �ɱ�ʾΪ[16]
�ɱ�ʾΪ[16]
![]() (7)
(7)
![]() (8)
(8)
ʽ�У�AΪ���κ�������fNΪ���κ����ӵ������������NΪ���ɺ�ʱ��ƽ��Ӧ�䣻sNΪ�κ�Ӧ��ı��
2 7075-T6���Ͻ��³���ʵ�����
2.1 ʵ�����
�������߲��ú��Ϊ2mm������Kaiser��ҵ7075-T6��Ľ������ʵ�飬���ϻ�ѧ�ɷ����1���С�
��1 7075-T6���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of 7075-T6 alloy (mass fraction, %)

2.2 ��������ʵ��
���������Ʊ��ο����ұ�GB/T 4338��2006���������ϸ����������鷽������ع涨�����ȡΪ50mm�������ߴ���ͼ1��ʾ��ʵ����WDW-100�������ģ��ʵ����Ͽ�չ��ʵ����̲�������ƶ��Լ�������ν��м�¼��ͬʱ����K���ȵ�ż���Լ��¶Ƚ���ʵʱ��ء�ʵ��Ӧ����Ϊ0.1s-1���¶ȷֱ�Ϊ200��300��400�档
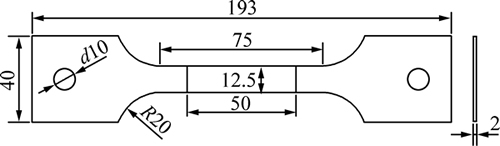
ͼ1 �����Լ����γߴ�
Fig. 1 Dimension of thermal tensile test specimen (Unit: mm)
2.3 �����³���ʵ��
7075-T6���Ͻ����ڳ����µ���չ�Խϲ��Ҳ��ܱ�֤���μ��ijߴ羫��Ҫ�����������¶ȿ�ʹ���Ͻ�����Եõ���Ч��ߣ�ͬʱ���Ƴ����ԡ�Ϊ�о���ǿ��7075-T6���Ͻ������ȳ����еij������ܣ���չ�Ե��ͷ�������Ϊʵ������7075-T6���Ͻ��³��γ�ѹʵ���о���
�ο�HFQ���һ�廯���գ��������ͼ2��ʾ��ʵ�鹤�����̡����Ƚ������ڼ���¯�м�����7075-T6���Ͻ�Ķ�����¶�475�棬������30min��ʹ���ֹ��ܡ����Ѹ�ٽ�����ת�Ƶ�����ģ���У���ȴ����ͬ��ʼ�¶���(300��400��450��)���г�ѹ���β���ѹ���ʵ���ṩѹ����Ϊ10kN�������г�ͳһ����Ϊ23mm��
7075-T6���Ͻ��ij��κ�����ͼ3��ʾ����ͼ3���Կ�������300���¶��³��Σ��Լ������˴�������ѣ���400���¶��³��Σ��Լ�����Բ�Ǵ����������������������¶�������450��ʱ���Լ��������ò��ﵽ��������ȡ����������������һ���¶ȷ�Χ��(300~450��ʱ)�������¶ȵ����ߣ�7075-T6���Ͻ����³�ѹ�����Կɵõ���Ч���ơ�
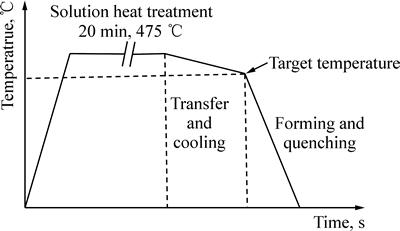
ͼ2 ���Ͻ��³���HFQ��������ͼ
Fig. 2 Schematic diagram for warm forming HFQ process of aluminum alloy
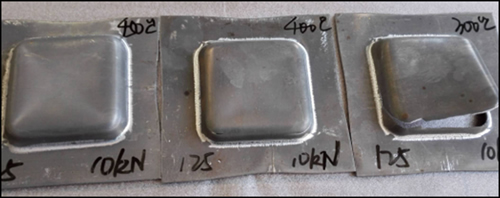
ͼ3 ��ͬ�����¶���7075-T6���Ͻ�ʵ����
Fig. 3 Square box experimental results of 7075-T6 alloy at different forming temperatures
2.4 ���ѻ�������
Ϊ�˸��������о�7075-T6���Ͻ��ڱ��ι����е������ݻ�ֱ�����ѵ��ۻ�������2.2��200�������Լ��ڲ�ͬ���νε�����ò������ɨ��羵�۲⡣ʵ��ֱ��ȡ�������Լ��ڱ���ǰ����������ʱ�Ͷ��Ѻ��SEMɨ��羵ͼƬ����ͼ4��ʾ����ͼ4�п��Կ��������Ͻ����ڱ���ǰ(��ͼ4(a))����������С��ȱ�ݣ����������ƹ��յ�ԭ����ɵģ����ű��εķ������Լ��ڷ�������ʱ��ԭ�п����������Եij���ͬʱ�ڶ���������Χ�������¿����κˣ����ֿ��䷢���˾ۺ�����(��ͼ4(b))�������Լ����Ѻ��ѷ�����Χ�ľۺϲ����չᴩ������������(��ͼ4(c))���ɴ˿ɼ������Ͻ��ĵĶ��ѹ��̿ɽ���Ϊԭ�п��ij����¿����κˡ�����ľۺϵ��°�����ն��ѹ��̵ķ�����
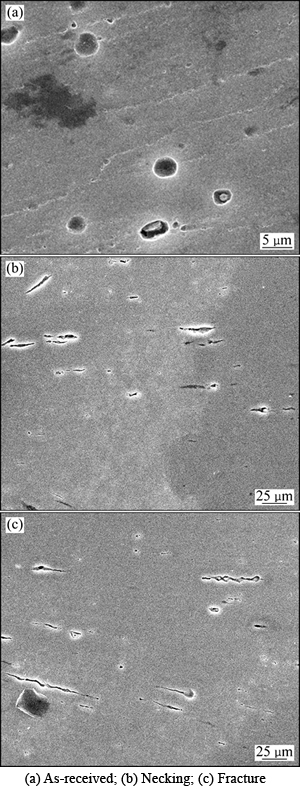
ͼ4 7075-T6���Ͻ��IJ�ͬ���νο�������ò
Fig. 4 Damage morphologies of 7075-T6 alloy at different deformation phases:
3 GTN�������˲���ʶ��
GTN ϸ������ģ�Ϳ���ʵ�ʲ����ڲ���������Ϊ��ʹ��ģ���е����˲���������ȷ���������塣���˲�����ȷȷ������ȷ�����³��ι��������ݻ���Ϊ�ı�Ҫ���������˲�����ʶ��ͨ���������ַ�����1) ����ѧ�۲ⷨ��2) ����Ԫ����궨����ǰ����ķѴ�����������������ͬʱ���������Ʊ��Ͳ������ȶ��кܸߵ�Ҫ��һ������ڶ��Ե��о�����ڱ��ι����е������ݻ���������ˣ��������߲�������Ԫ����궨�������˲�������ȷ����
GTN ����ģ������9���������������������ڴֽ�������q1=1.5��q2=1��q3=q12�������õ�[11]�����Ц�N��sN���ٶ�Ϊ������N=0.1��sN=0.1[17]��f0��fN��fC��fN����ͨ������Ԫ�����������ȷ������������Ӧ��-��Ӧ�����ߵ������ؼ���(��ֵ�㡢���ѵ�)��4���ؼ���(�������߷�ֵ����Ӧ��ֵR1��Ӧ��ֵR2���������߶��Ѵ���Ӧ��ֵR3�Լ�Ӧ��ֵR4)��Ϊ�궨ָ�꣬��ͼ5��ʾ�����������߹ؼ�����ʵ�����߹ؼ������غ�ʱ�����������õ����˲�����Ϊ���ϵ���ʵ���˲���ֵ����7075-T6���Ͻ���400�����˲���ʶ��Ϊ��������ʵ�ֲ������¡�
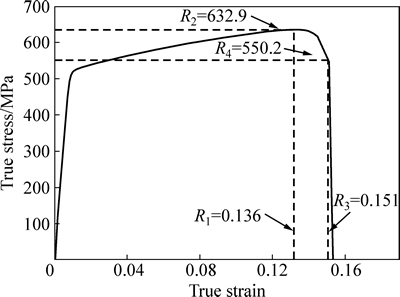
ͼ5 ������Ӧ��-Ӧ�����߲ⶨ�������������Ĺؼ���
Fig. 5 Key points to determine feature damage parameters from true stress-strain curve of test alloy
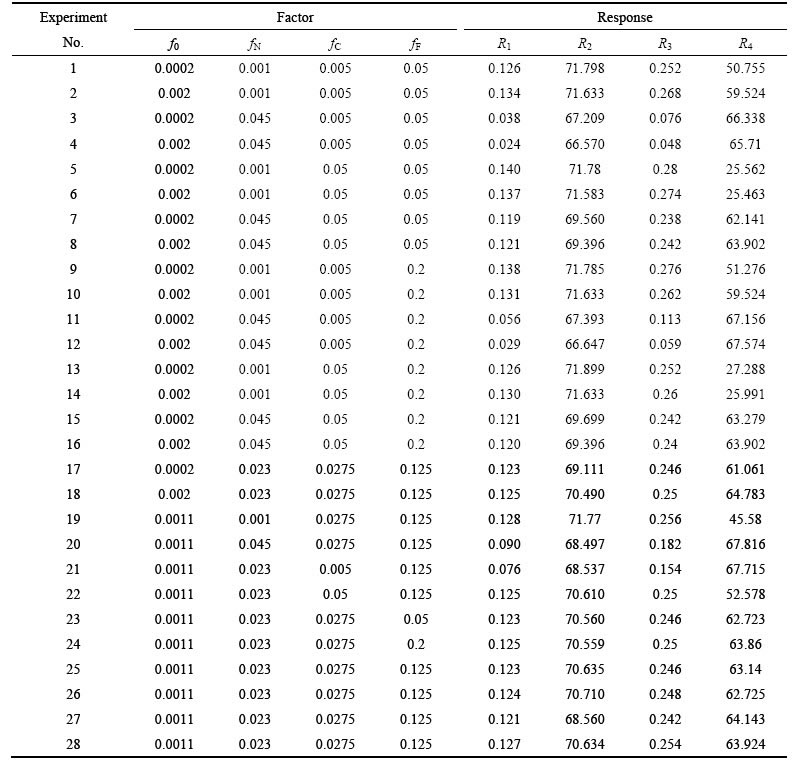
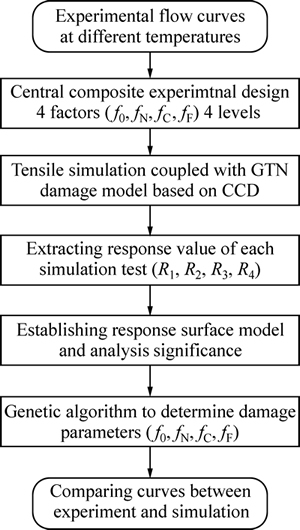
1) �������ĸ���������Ʒ�(CCD)���4����3ˮƽ��28�����ʵ�飬��4���ؼ���Ϊ��Ӧֵ�ֱ�����Ӧ����ģ�͡�CCDʵ��������3���У����ν���28���������ʵ�飬��ȡ��Ӧ��4����Ӧֵ(����2)��
��Ӧֵ�����˲�����Ĺ�ϵ���ö��ζ���ʽģ�ͽ��лع��������һ����ʽ�ɱ�ʾΪ
![]() (9)
(9)
ʽ�У�YΪ��Ӧ�������ֱ�ΪR1��R2��R3��R4��b0��bi��bii��bij�ֱ�Ϊ�ع鷽�̵����ϵ����Xi��Xj�ֱ����4��������������f0��fN��fC��fF��
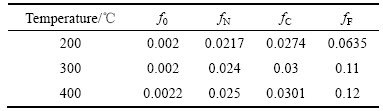
2) �����Ŵ��㷨������ʵ����ʵ���ȡ��Ӧ��-Ӧ�����ߵ�4���ؼ���R1��R2��R3��R4ΪĿ��ֵ�������Ŵ��㷨�����������ȡ����Ӧģ�ͽ�������Ի�ȡ���ϵ����˲���f0��fN��fC��fF��ͨ����3���Ի�ȡ���Ͻ����ڲ�ͬ�����¶��µ����˲���ֵ��
3) ����ȡ�����˲�����������Ԫ����ģ�ͣ��ٴζԵ���������̽�����ֵģ�⣬��һ����֤���˲�����ȷ�ԡ�
��������ʵ������������2.2�������ߴ���ͬ������Ԫģ�ͣ���������ʵ�鹤����ͬ�ı߽�������ʵ��������ȡ�ĵ���������Ӧ��-Ӧ�����߶ԱȽ����ͼ6��ʾ����ͼ6�п��Կ�����ʵ��������������߾��нϸߵ�ƥ��ȣ���֤���о��������˲���ȷ�������Լ�����ģ�͵ĺ����ԡ�ͼ7���������˲���ʶ�����̽������ܽᡣ
4 �����³�����ֵ���漰����
Ϊ�����о�7075-T6���Ͻ����ڸ����³��ι����е����˿�����Ϊ�����ڶ�2.3�����������Ͻ�������ι��̽�������ֵ�����о�������Ϊ���2mm���߳�125mm�����Ͻ塣Ϊ��ʡ����ʱ�䣬ģ�ߺͰ��Ͼ����ÿ��彨ģ�����dz��ι��̵�˲ʱ�ԣ�ͬʱ��Ϊ���о����¶�Ϊ��һ������ij������ܵ�Ӱ�죬��������а����¶ȱ��ֺ㶨������4���οǵ�Ԫ�������֣�ģ��ͬ�����ÿǵ�Ԫ���ֲ�����Ϊ��ϸ��塣����ABAQUS������ʽ��������з���������������˲����Ͳ������Էֱ��������ĵ�ʶ��������ʵ�飬����Ԫģ�ͼ��ߴ���ͼ8��ʾ��
��2 ���ĸ���ʵ�����(CCD)��������Ӧֵ
Table 2 Central composite experimental design (CCD) arrangement and responses
��3 7075-T6���Ͻ����������������
Table 3 Thermal damage feature parameters of 7075-T6 alloy
�����¶�200�棬������0.098sʱ�Ŀ��ֲ������ͼ9��ʾ����ͼ9���Կ������ڷ���������ι����У��Լ������˷ֲ��Dz����ȵģ�����Ҫ�������Լ����������ص�Բ�Ǵ����뷽��ʵ��Ŀ��Ѳ�λ��һ�¡���ˣ�������Ԫ����Ԥ���У��ɽ����ķֲ������Ϊ���۰���Ƿ��ѵı���ͬʱ��Ϊ��һ���о���IJ�ͬλ�õ������ݻ�������ֱ���ȡ���μ�Բ�Ǵ����������ĺͶ�����Ե������3����Ԫ������ֵ�Ŀ�������������ʱ��ı仯���ɲ�����ͼ10����ͼ10���Կ������ڳ��γ��ڣ����ڰ����������Ա��ν�С������Ԫ�Ŀ�����������������ڳ�ʼֵf0�����3�����߿�ʼ����(0.05s)����Բ�Ǵ���Ԫ�Ŀ��ݻ��ٶ����Կ�������������Ԫ�������ɱ�����Ҫ������Բ�Ǵ�����ɵģ��������ٽ�����ʱ(0.1s)������ľۺϳ�����Բ�Ǵ���Ԫ�Ŀ������������ͻ�䣻���Ϸ������Ѻ���Ԫ����������������ֲ��䡣
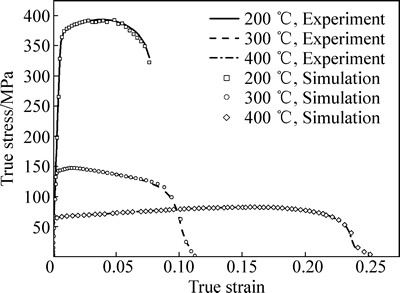
ͼ6 ʵ����GTN����ģ�ͷ���Ԥ��Ӧ��-Ӧ�����߶Ա�
Fig. 6 Comparison between experimental true stress-strain curves and predicted curves obtained by GTN model
ͼ7 GTN���˲���ʶ������
Fig. 7 Identification schedule of GTN damage parameters
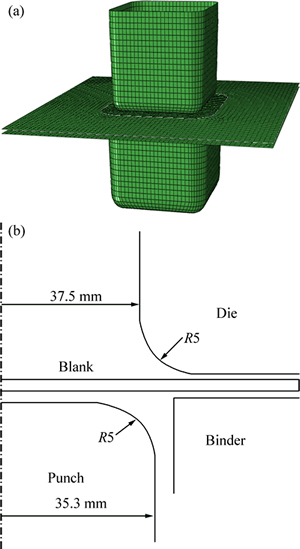
ͼ8 ���г�ѹģ������Ԫģ�ͼ����γߴ�
Fig. 8 FEM model and geometric size of square box stamping tool
ͼ11�Ա�300~400�����ʱʵ���IJ�������λ����ABAQUS����ԪԤ��Ŀ����˷ֲ������ͨ���۲���Է��֣���������ͬ���ʱ�� 300���Ŀ������أ���Ӧλ�õ����˾ۼ���Ϊ���ԣ���400����Բ�Ǵ�ֻ����������ʵ����������ԪԤ������Ǻϡ�
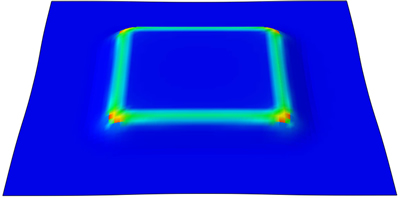
ͼ9 200��ʱ�����³���0.098sʱ���ֲ�
Fig. 9 Void distribution of square box under warm forming process at 0.098s and 200��
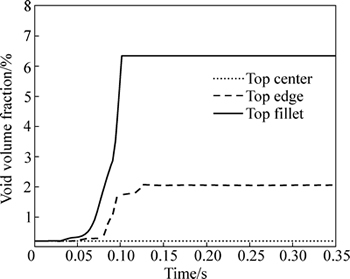
ͼ10 200��ʱ���ϲ�ͬλ�õ�Ԫ�Ŀ��ݻ����
Fig. 10 Void evolution condition of different positions of blank at 200��
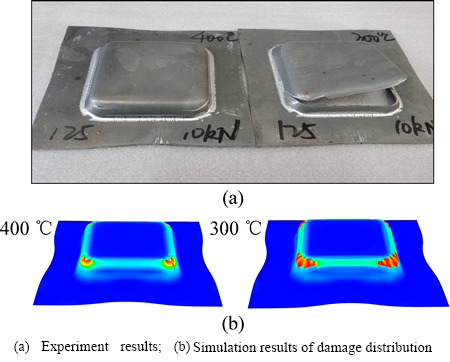
ͼ11 300��400��ʱ����ʵ��������Ԫ����Ԥ��Ƚ�
Fig. 11 Comparison between experiment and simulation results at 300 and 400��:
5 ����
1) ͨ���۲�7075-T6���Ͻ��Լ��ڲ�ͬ���νε�����֯��ò����������ѻ������Թ��Ϊ��ʼ��ȱ�ݵij����¿����κ˺Ϳ���ľۺ�������˵ļ����ݻ���������ɰ�ķ��������ƻ�����һ������GTN����ģ�������Ŀ������ݻ���һ�¡�
2) GTN����ģ�������Ͻ��³��η���Ԥ���е�Ӧ���ѵ�������������������ȷ�����������ĸ���ʵ����ƹ���������Ӧ����ģ�ͣ���������Ԫ����궨��������Ŵ��㷨��7075-T6���Ͻ��ij��ι��̵�������������������ȷʶ���ȷ�����������������ʵ��ԱȽ����һ������֤�˸÷�������ȷ�ԡ�
3) ��չ7075-T6���Ͻ������³���ʵ�飬�����о��¶ȶ����Ͻ�������ܵ�Ӱ�죬�����������ʵ���¶ȷ�Χ�ڣ����Ͻ�ij������������¶ȵ����߶����ơ�����GTN����ģ�Ͷ�7075-T6���Ͻ��³��ι��̽����˷���������������������Բ�Ǵ��������׳���ȱ�ݻ���ѵ�������ʵ������һ�£�֤����GTN����ģ����������ij��ι����������ݻ��ĺ����ԡ�
REFERENCES
[1] ӯ ��, ������, �� ƽ, ������. 6061-T6 ���Ͻ���±���ģ�ͼ��³�����ֵģ��[J]. �й���ɫ����ѧ��, 2015, 25(7): 1815-1821.
YING Liang, DAI Ming-hua, HU Ping, YAN Qiao-yun. Thermal constitutive model and numerical simulation of hot forming for 6061-T6 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1815-1821.
[2] WANG H, LUO Y, FRIEDMAN P, CHEN M, GAO L. Warm forming behavior of high strength aluminum alloy AA7075[J].Transactions of Nonferrous Metals Society of China, 2012, 22(1): 1-7.
[3] ZHOU J, WANG B, LIN J, FU L, MA W. Forming defects in aluminum alloy hot stamping of side-door impact beam[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(11): 3611-3620.
[4] FAKIR O E, WANG L, BALINT D, DEAR J P, LIN J G, DEAN T A. Numerical study of the solution heat treatment, forming, and in-die quenching (HFQ) process on AA5754[J]. International Journal of Machine Tools and Manufacture, 2014, 87(2014): 39-48.
[5] LIN J, MOHAMED M, BALINT D, DEAN T. The development of continuum damage mechanics-based theories for predicting forming limit diagrams for hot stamping applications[J]. International Journal of Damage Mechanics, 2014, 23(5): 684-701.
[6] ׯε��, �ܵ´�, Ҷ ��. ������������������ѧԤ��7075���Ͻ��ȳ�ѹ���μ���ͼ[J]. ���ִ�ѧѧ��(��ѧ��), 2014, 44(2): 409-414.
ZHUANG Wei-min, CAO De-chuang, YE Hui. Prediction of FLD for AA7075 under hot stamping based on continuum damage mechanics[J]. Journal of Jilin University (Engineering and Technology Edition), 2014, 44(2): 409-414.
[7] ��Ⱥ��, ��ӱ��, �ų���. þ�Ͻ������ȳ�������������[J]. ��е����ѧ��, 2009, 45(10): 294-299.
CHANG Qun-feng, PENG Ying-hong, DU Zhao-hui. Ductile fracture criterion for warm deep drawing of magnesium alloy sheet[J]. Journal of Mechanical Engineering, 2009, 45(10): 294-299.
[8] ������, ������, �� ��, ��ѧ��. AA6082 ���Ͻ��ȱ������˱���ģ��[J]. �й���ɫ����ѧ��, 2015, 25(3): 591-601.
MA Wen-yu, WANG Bao-yu, ZHOU Jing, TANG Xue-feng. Damage constitutive model for thermal deformation of AA6082 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 591-601.
[9] ��־Ӣ, ���滳. ���� GTN ϸ������ģ�͵İ��ϳ��ι������˷���[J]. ������ѧ, 2009, 26(7): 238-244.
CHEN Zhi-ying, DONG Xiang-huai. Ductile damage analysis for fracture in sheet metal forming based on GTN mesoscopic damage model[J]. Engineering Mechanics, 2009, 26(7): 238-244.
[10] TENG Bu-gang, YUAN Shi-jian, CHEN Zeng-tao, JIN Xue-run. Plastic damage of T-shape hydroforming[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S2): s294-s301.
[11] BENSEDDIQ N, IMAD A. A ductile fracture analysis using a local damage model[J]. International Journal of Pressure Vessels and Piping, 2008, 85(4): 219-227.
[12] ������, ���»�, � ��. ����Gursonģ�͵�þ�Ͻ������ȳ�ѹ�����о�[J]. �����Ƽ���ѧѧ��, 2014, 36(4): 459-466.
WANG Rui-ze, CHEN Zhang-hua, ZHANG Yong. Thermal stamping formability of magnesium alloy sheet based on the Gurson model[J]. Journal of University of Science and Technology Beijing, 2014, 36(4): 459-466.
[13] GURSON A L. Continuum theory of ductile rupture by void nucleation and growth: Part I��Yield criteria and flow rules for porous ductile media[J]. Journal of Engineering Materials and Technology, 1977, 99(1): 2-15.
[14] NEEDLEMAN A, TVERGAARD V. An analysis of ductile rupture in notched bars[J]. Journal of the Mechanics and Physics of Solids, 1984, 32(6): 461-490.
[15] TVERGAARD V, NEEDLEMAN A. Analysis of the cup-cone fracture in a round tensile bar[J]. Acta Metallurgica, 1984, 32(1): 157-169.
[16] CHU C C, NEEDLEMAN A. Void nucleation effects in biaxially stretched sheets[J]. Transactions of the ASME. Journal of Engineering Materials and Technology, 1980, 102(3): 249-256.
[17] HE M, LI F, WANG Z. Forming limit stress diagram prediction of aluminum alloy 5052 based on GTN model parameters determined by in situ tensile test[J]. Chinese Journal of Aeronautics, 2011, 24(3): 378-386.
Experimental and simulation of damage evolution behavior for 7075-T6 aluminum alloy in warm forming
YING Liang1, LIU Wen-quan2, WANG Dan-tong1, HU Ping1, WANG Qi3
(1. School of Automotive Engineering, Dalian University of Technology, Dalian 116024, China;
2. Department of Engineering Mechanics, Dalian University of Technology, Dalian 116024, China;
3. College of Materials Science and Engineering, Jilin University, Changchun 130022, China)
Abstract: Based on GTN damage model, both experimental and FEM method were used to research the damage evolution of high strength 7075-T6 aluminum alloy during warm forming HFQ process. Through the microstructure observation, the damage evolution within tested material corresponds to the process of void growth, nucleation, coalescence and subsequent fracture. The response surface model between GTN parameters and critical points of tensile curve was built based on central composite design. Then, the genetic algorithm was adopted to determine damage parameters of this aluminum alloy. After that, damage distribution during square cup deep-drawing process was predicted by finite element software ABAQUS. The results show that the formability of aluminum alloy can be improved significantly with the temperature increasing. The fracture behavior and location obtained by experiment consist with those by prediction. So, it demonstrates the applicability of GTN damage model in analyzing formability of aluminum alloy during warm forming.
Key words: 7075-T6 aluminum alloy; warm forming; GTN damage model; damage identification; numerical simulation
Foundation item: Project(11272075) supported by the Key Project of the National Natural Science Foundation of China; Project(2014M561223) supported by China Postdoctoral Science Foundation; Project (DUT16RC(4)28) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2015-10-12; Accepted date: 2016-01-20
Corresponding author: HU Ping; Tel: +86-411-84702775; E-mail: pinghu@dlut.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(11272075)���й���ʿ���ѧ����������Ŀ(2014M561223)�������У��������ҵ���ר���ʽ���Ŀ��������(DUT16RC(4)28)
�ո����ڣ�2015-10-12�������ڣ�2016-01-20
ͨ�����ߣ��� ƽ�����ڣ���ʿ���绰��0411-84702775��E-mail��pinghu@dlut.edu.cn
ժ Ҫ������GTN����ģ�ͣ�����ʵ��������Ԫ�������ϵķ�ʽ�Ը�ǿ��7075-T6���Ͻ����³���HFQ���չ����е������ݻ������о���ͨ��ɨ��羵�۲�����Ͻ����ڱ����е������ݻ����Ͽ������κˡ��ۺϺ����ն��ѵĹ��ɣ��������ĸ���������Ʒ������������߹ؼ���������GTN���˲�������Ӧ����ģ�ͣ���������Ŵ��㷨ȷ�����Ͻ��ĵ����˲�����ͨ������Ԫ����ABAQUS����Ԥ�ⲻͬ�¶������Ͻ���������е����˷ֲ�����������������߳����¶ȿ�ʹ�����Ͻ��ĵij����Եõ���Ч���ƣ�ʵ��۲�İ�Ŀ�����Ϊ�Ϳ���λ��������Ԥ������һ�£�֤����GTN����ģ�������Ͻ��³�ѹ�����Է�������е������ԡ�
