
���±�ţ�1004-0609(2010)S1-s0325-06
Ti2AlNb�Ͻ��ĵĵ���������
��������¬ ������������ ��
(�й���ѧԺ �����о���������110016)
ժ Ҫ��
���õ��������ӹ����о�Ti-22Al-24Nb-1Mo�Ͻ���Ϊ0.6 mm������ĺ����ԣ��õ���̽��۲캸�ӽ�ͷ���ĺϽ�Ԫ�طֲ������ͨ����ѧ����������ɨ��羵������������ԵȶԺ������ȴ����ĺ��ӽ�ͷ��������֯�ݱ������ɵı仯�����˷���������ά����Ӳ�ȼƲ��Ժ������ȴ����ĺ��ӽ�ͷ�������Ӳ�ȡ�������֣��úϽ��ľ������õĺ������ܣ����ӽ�ͷδ��������ȱ�ݣ�AlԪ����һ���̶ȵ����𣬺����ۺ�������״B2�ྦྷ����ɣ��������ȴ������ۺ�����֯ת��Ϊ(O+��)������֯���������ȴ�����Ϊ��Ӱ������Ӳ��ֵ��ߣ��������ȴ��������ӽ�ͷ��Ӳ��������ߡ�
�ؼ��ʣ�
Ti2AlNb�Ͻ�����������������ͷ����֯��
��ͼ����ţ�TG456.3���� ���ױ�־�룺A
Electron beam welding of Ti2AlNb based alloy sheet
YIN Jian-ming, LU Bin, LI Yu-lan, YANG Rui
(Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: The weldability of the Ti-22Al-24Nb-1Mo alloy cold rolled sheet with thickness of 0.6 mm was investigated by electron beam welding, and the element distribution was observed across the weld joint using electron probe micro-analyzer (EPMA). The microstructure of the joints and its phase evolution characterization after heat treatment were investigated by optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The Vickers microhardness across the as-weld and heat treated joints was tested. The results indicate that this alloy sheet has good weldability and no defect forms in the joints. The aluminum depletion is observed in the bulk of the fusion zone. The fusion zone (FZ) of the as-weld joints is composed of metastable ordered �� phase (namely B2 phase), and after heat treatment, the B2 phase decomposes to O phase and disordered �� phase, a basket wave microstructure forms. The microhardness of the heat-affected zone is higher than the base metal and fusion zone, and after heat treatment, the microhardness is elevated significantly.
Key words: Ti2AlNb alloy; electron beam welding; joints; microstructure
��20����80����Ԧ�2�Ͻ��о��Ļ����ϣ�90������ڿ�����������б��ϵ����������Ti2AlNbΪ���ĺϽ��ֳ�O��Ͻ�[1]���úϽ���нϸߵĸ�������ǿ�ȡ��߶������ԡ�����俹�����͵�������ϵ�������Ժ���ȼ���ܺõ��ŵ㣬�ں��պ�������Խ��Խ�ܵ����ӡ������乹����������У������Dz���ȱ�ٵģ�������Ϊ������϶��ڸ��»�����ʹ�ã���ʹ�ڸ����±�¶�϶̵�ʱ�䣬���ӽ�ͷ����֯Ҳ�ᷢ���ı䣬����Ӱ������ѧ���ܣ���˶ԸúϽ�ĺ��ӹ��պ���֯���ܽ����о��Ƿdz���Ҫ�ġ�
���������о�Ti-22Al-24Nb-1Mo�Ͻ�0.6 mm���������ĵ��������ӹ��գ����ۺ��Ӽ������ȴ����Ժ��ӽ�ͷ��֯����Ӳ�ȵ�Ӱ�졣
1 ʵ��
ʵ�����Ϊ����ɷ�ΪTi-22Al-24Nb-1Mo��O��Ͻ�������ģ���ĺ��Ϊ0.6 mm����ǰ������ͪ��ϴ���͡����ӹ��ղ������£����ٵ�ѹ120 kV������������3 mA�������ٶ�1.2 m/min�������ȴ�������������½��У��ȴ����ƶȷֱ�Ϊ800 ��, 2 h�� 850 ��, 2 h, ��Ϊ¯�䡣
�������и��ش�ֱ�ں��ӷ�����ȡ����������ͨ����˾Axiovert 200MAT��������������SSX-550��˿ɨ�����������Tecnai G2 20������羵�۲��˺��ӽ�ͷ������֯������EPMA-1610����̽�������Ƿ��������Ԫ�طֲ�������FM-700e����ά��Ӳ�ȼƲ��Ժ��ӽ�ͷ����Ӳ�ȡ�
2 ���������
ͼ1��ʾΪ������0.6 mm��Ti-22Al-24Nb-1Mo��ĵ�ԭʼ��֯��ò��XRD�ס���ͼ1(a)���Կ���,�����Ҫ��B2��͵���O����ɣ����������Ħ�2����Ƕ��O���С��ڰ�ĵ����ƹ����У����ѱ��ε�O���һ���̶ȵľۼ����У��γ����ƴ�״�ṹ�� ��֯��
�Ͻ��ľ������������Ӻ��亸�ӽ�ͷ������֯��ͼ2��ʾ��ͼ2(a)��ʾΪ�úϽ��ĺ��ӽ�ͷ�ڹ�ѧ�����¹۲쵽����֯����ͼ2(a)�ɿ��������ӽ�ͷδ������ȱ�ݣ����Կ����������������㺸�����ɣ�������Ϊ����������������ĺ��ӹ��ա����Բ��ô˹����ǿ��ǵ�����ĵ����Խϲװ��Ҫ��ϸߣ��ں��ӹ������׳�������[2]��Ӱ�죬ͬʱ���˹��ջ��ܸ��ƺ��ӹ����в����ĽDZ��Ρ���ͼ2(a)�л����Կ������ۺ���Ϊ����Ӱ�������������ijߴ�ϴ����״����ɡ���ͼ2(b)��ͼ2(c)�п��Կ�������״���ڴ������ۺ��ߴ�ֱ���������İ�״�����ֲ���������֦��,����FENG��[3]���о�Ti3Al-Nb�ĵ���������ʱ�������������������ӣ��ۺ�������֦�������״�����ɵ��������ơ�ͬʱ��֦���Ķ��ξ��������������ֱ�������侧��ṹ������������ϵ[4]��ͬʱͨ��TEM�۲���֤��һ�²⡣��ͼ2(a)��(b)�пɼ����ԵIJ�״���ƣ����о���Ϊ��Щ�ֲ������ڽᾧ�����зų��ᾧDZ�Ⱥ��������������Ա仯�Լ���ѧ�ɷֲַ���������ɵ�[5]����ͼ2(b)�п�����Ŀ����ӹ����۳�Һ��IJ���������IJ�״�����а�״���ߴ�IJ��졣ͼ2(d)��ʾΪ�ۺ�����֯��TEM����������仨������ͼ2(d)�п��Կ��������仨���г����˳�����ߵ㡣��������ͨ�����仨���еij�����ߵ��ã������п��Կ�����ϸС�ķ���롣��˵���ۺ����������B2����ɣ���˵���ۺ�������ȴ�ٶȽϿ죬ʹB2��δ���ļ�����ת�����ȫ����������
������������ͨ�����Ӷ���ת��Ϊ���ܶ�ʹ���ֽ����ۻ��Ӷ��ﵽ���ϵ�Ŀ�ġ���ˣ��ں��ӹ������п��ܻ�ʹ���ֵ��۵��Ԫ��������ͨ������̽���������ǶԺ��ӽ�ͷ��Ԫ�طֲ�������й۲죬��ͼ3��ʾ�������ۺ����е��۵��Al����һ���̶ȵ���ģ�����δ���ֲ�״����֮��������Եijɷֲ��AlԪ�ص���ʧҲһ���̶��Ͻ������ۺ���B2����2���㣬�ں�����ȴ���������Ʀ�2���������
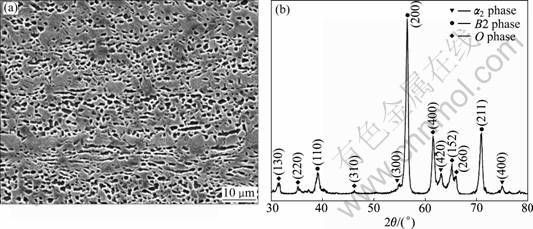
ͼ1 Ti-22Al-24Nb-1Mo��ĵ���ò��XRD��
Fig.1 Morphology (a) and XRD pattern (b) of Ti-22Al-24Nb-1Mo alloy sheet
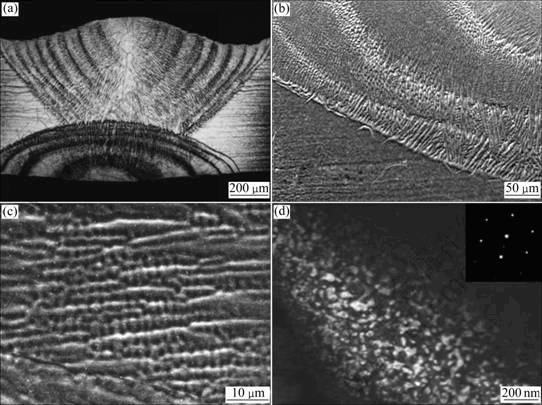
ͼ2 ���������ӽ�ͷ����֯
Fig.2 Microstructures of as-weld EBW joint: (a) OM image of joints profile; (b), (c) SEM image of joints profile; (d) Dark field TEM image of joints profile
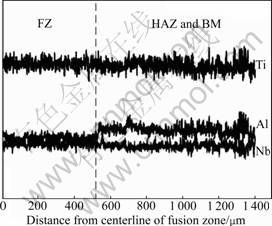
ͼ3 ���ӽ�ͷԪ�طֲ�
Fig.3 Electron microprobe profile of elements obtained across weld joint
Ϊ���������ӹ����в����IJ���Ӧ��������֤���ӽ�ͷ�ڸ��»�����ʹ�õ��ȶ��ԣ�һ���������к����ȴ�����ͼ4��ʾΪ�ֱ�800 �桢850 �汣��2 h��¯��ȴ��ĺ����ۺ���(FZ)����Ӱ����(HAZ)����֯��ò��
��ͼ4������Ŀ��������������ȴ������ӽ�ͷ��֯�ı仯���������ȴ������ں����ۺ����Ϳ����ۺ����Ͻ�����Ӱ������B2���������˴����Ĵ����������γ�������֯������Ӱ��������ĸ�ĵ�������״��O/��2���ĸ�Ľ��٣��γ�˫̬��֯����850 ����ȴ����¶��£����������ijߴ�ϴ�ͼ5��ʾΪ�ȴ������ۺ�����TEM�µ�����������仨����ͨ���Ի���������İ�����ѡ�������������������״������ΪO�ࡣ�����ѡ�����仨���г�����ߵ���ʧ��˵��B2�������ת�䣬�γ�����Ħ½ṹ��
Ϊ�˷����������ȴ����ԺϽ����ܵ�Ӱ�죬�Ժ������ĵ�ĸ�ĶԺ��ӽ�ͷ����Ӳ�Ƚ��в��ԣ�������ͼ6��ʾ����ͼ6�п��Կ�������δ�ȴ����ĺ����У���Ӱ������Ӳ����ߣ�ĸ�Ĵ�֮���ۺ�����Ӳ��ֵ��ͣ��������ȴ��������ӽ�ͷ��Ӳ�Ⱦ�������ߣ�������Ӱ������Ӳ����Ȼ��ߣ��ۺ�����Ӳ�ȴ�֮��ĸ�ĵ�Ӳ����͡�

ͼ4 �������ȴ����Ľ�ͷ������������֯
Fig.4 Microstructures of joints after heat treatment: (a), (c) FZ and HAZ with 850 ��, 2 h, furnace cooling; (b), (d)FZ and HAZ with 800 ��, 2 h, furnace cooling
���Ӻ�δ�����ȴ����ĺ��ӽ�ͷ�У�������ȴ�ٶȽϴ�B2�ౣ�������������ƴ������������ͬʱ�ۺ������ȶ�Ԫ��Al���ڲ��ֵ���ģ����Ӳ��ֵ�ϵ͡������ۺ����Ͻ���������Ҫ��B2�࣬�����侧���ߴ���ۺ����ľ���ҪС��������ɢʱ��̣���O(��2)��B2��������ȴ�����гɷ����������Ȼ������ڳɷ�ƫ��[6]�����Ӳ�ȸ����ۺ��������ž����ۺ��߾�������ӣ��ں��ӹ�������Ӱ�������ﵽ���¶�ֵҲԽ��Խ�ͣ�����B2+��2�����������У�����״O��ĺ�����Ӧ���٣�������ȴ�ٶ�ҲҪ�Եͣ�����ȴ�����У�����B2������ϸС��״��O�࣬����Ӳ�Ȼ�ϸߡ�����ĸ����B2+��2+O����ɣ����Ц�2���٣���B2�д��������Ĵ���O�࣬Ӳ�ȱ���ҪΪB2����ۺ���Ӳ��ֵҪ�ߡ�����850 ��, 2 h¯�䴦�������ۺ�������Ӱ��������Ϊ���ٽϿ����������������B2�����������İ���״O�࣬��ʹǰ��ת���(O+B2)������֯�������ۺ��ߵ���Ӱ��������Ҫ�ɱ��ۺ��������ߴ��С��B2�ྦྷ����ɣ���������O�������Ӧ��ϸ����Զ����Ӱ����ת��Ϊ(����)˫̬��֯���ںܶ�Ti3Al���Ͻ��У�����ǿ��ЧӦ��Ӱ��ǿ�ȵ�����������Ҫ����[7]��������O����������ִ�������磬��˻ᵼ�¸��������Ӳ�Ⱦ�����������KUMPFERT��KAYSSER[8]Ҳ����B2����������ϸС��O�ཫ����������Ӳ�����ۺ�����������O�����������Խϴ����Ӳ����ߵķ���Ҳ�ϸߡ�����800 ��, 2 h¯�䴦������ΪʱЧ�¶Ƚϵͣ�O��������Ķ����ϴ��κ��ʽϸߣ�����������O���ϸС����������Ӳ��ֵ��850 �洦��ʱ��Ӳ��ֵҪ�Ըߡ����ȴ������ĸ���У������B2���еĴ���O���������ӣ��Ӷ�ʹ��Ӳ��Ҳ�������ӡ�
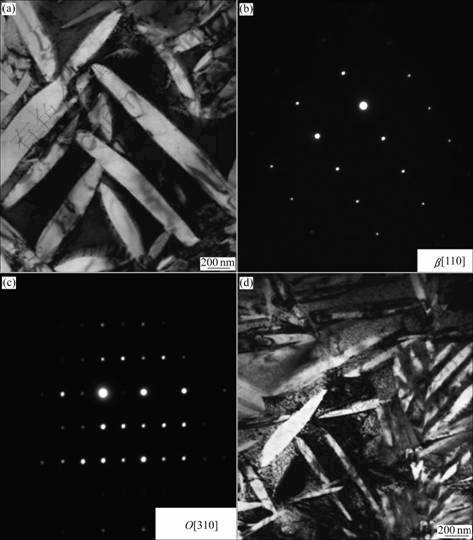
ͼ5 �������ȴ����Ľ�ͷ��������TEM��
Fig.5 TEM images and diffraction patterns of FZ area of joints after heat treatment: (a) TEM image, 850 ��; (b), (c) Diffraction pattern, 850 ��; (d) TEM image, 800 ��
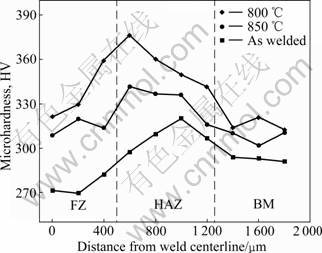
ͼ6 ��ͬ״̬�º��ӽ�ͷ��Ӳ�ȷֲ�
Fig.6 Microhardness distribution of weld joints under different states
3 ����
1) �����ۺ�����֯Ϊ�Ժ�����Ӱ����������������״B2������ɣ���״���ڵİ�״������֦�����ۺ��ߵĴ�ֱ�����������ں��ӹ����У��ۺ����ڵ���Ԫ�ش���һ���̶ȵ���ʧ��
2) ���������ȴ������ں�����ۺ����е�B2�����������˴�����O����������800 �桢2 h¯���ȴ�������850 �桢2 h¯���ȴ���������������O������ߴ�ϴ�
3) ������δ�ȴ���ʱ���ۺ�������Ӳ��ֵ��ͣ��������ȴ��������ӽ�ͷ���������Ӳ�Ⱦ�������ߣ�������Ӱ������Ӳ��ֵ�����Ⱦ�850 �桢 2 h¯���ȴ�����ĺ���Ӳ��ֵ������800 �桢2 h¯���ȴ�����ĺ���Ӳ��ֵ�ϸߡ�
REFERENCES
[1] KUMPFERT J. Intermetallic alloys based on orthorhombic titanium aluminide [J]. Advanced Engineering Metals, 2001, 3(11): 851-857.
[2] ���ǽ�, �� ��, �� ��. ���ֺ��Ӽ�����Ӧ��[M]. ����: ��ѧ��ҵ������, 2004: 58-59.
LI Ya-jiang, WANG Juan, LIU Peng. special welding technique and application [J]. Beijing: Chemical Industry Press, 2004: 58- 59.
[3] FENG Ji-cai, WU Hui-qiang, HE Jing-shuan, ZHANG Bin-gang. Microstructure evolution of electron beam welded Ti3Al-Nb joints [J]. Materials Characterization, 2005, 54: 99-105.
[4] ABASZADEH H, KASHANI BOZORG S F. Mechanical assessment of autogenous gas tungsten arc weldments of a super alpha-2 alloy [J]. J Mater Sci, 2008, 43: 4001-4008.
[5] ���ǿ, �뼪��, �ξ�ɽ, �ű���. ���ӹ��նԸ���Ti3Al �Ͻ���������ӽ�ͷ����֯����Ӳ�ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(8): 1313-1317.
WU Hui-qiang, FENG Ji-cai, HE Jing-shan, ZHANG Bin-gang. Microstructure evolution of high Nb containing Ti3Al based alloy electron beam welding joints [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1313-1317.
[6] MARTIN G S, ALBRIGHT C E, JONES T A. An evaluation of CO2 laser beam welding on a Ti3Al-Nb alloy [J]. Welding Journal, 1995(s): 80s-81s.
[7] KUMPFERT J, LEYENS C. Microstructure evolution, phase transformations and oxidation of an orthorhombic titanium aluminide alloy. Structural intermetallics [C]// NATHAL M V, DAROLIA R, LIU C T, MARTIN P L, MIRACLE D B, WAGNER R, YAMAGUCHI M. Pennsylvania: The Minerals, Metals & Materials Society, 1997: 899-891.
[8] KUMPFERT J, KAYSSER W A. Othorhombic titanium aluminides: Phase, phase transformation and microstructure evolution [J]. Z Metallkd, 2001, 92(2): 128-134.
(�༭ ����)
ͨ�����ߣ�¬ ��; �绰: 024-23971961; E-mail: blu@imr.ac.cn
