

J. Cent. South Univ. (2019) 26: 779-786
DOI: https://doi.org/10.1007/s11771-019-4047-1

Effect of temperature on formability of glass mat reinforced thermoplastic sheets with ductile dummy sheets
WANG Jian(����)1, FU Chang-yun(������)1, YU Yue(��Ծ)1, YANAGIMOTO Jun2, ZHU Wei(��ΰ)1
1. National Engineering Research Center for Equipment and Technology of Cold Rolling Strip,Yanshan University, Qinhuangdao 066004, China;
2. Institute of Industrial Science, The University of Tokyo, Tokyo 153-8505, Japan
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract:
Given the increasing use of glass mat-reinforced thermoplastic (GMT) composites, the formability of GMT sheets is currently a topic of research. A new sheet forming process for solidified GMT was developed. In this process, a GMT sheet was sandwiched by dummy metallic sheets during deep drawing. The dummy metallic sheets acted as protective materials and media for heating the GMT sheet. In this study, tensile tests of GMT specimens were carried out under different temperature conditions. The effect of temperature on the tensile deformation was analyzed. The effect of temperature on the deep drawing process of GMT sheets with dummy sheets was further investigated. Finite element method (FEM) was conducted to simulate the deep drawing process. In the drawing force rising stage, the law of drawing force with the depth of the drawing was analyzed using FEM and experiments.
Key words:
sheet forming; glass mat-reinforced thermoplastic; finite element method; temperature; dummy sheets��
Cite this article as:
WANG Jian, FU Chang-yun, YU Yue, YANAGIMOTO Jun, ZHU Wei. Effect of temperature on formability of glass mat reinforced thermoplastic sheets with ductile dummy sheets [J]. Journal of Central South University, 2019, 26(4): 779�C786.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-019-4047-11 Introduction
Lightweight components of vehicles, construction machines, and airplanes have been increasing because of the need of energy conservation and emission reduction. In terms of metal materials, aluminum and high-strength steels are used in vehicles, but steels are still employed as the main material in the mass production of vehicles [1]. Compared with the traditional materials, such as metals and alloys, fiber composites possess low density, low weight, high strength, and other advantages. Therefore, they are used in the aerospace, vehicles, and other fields [2]. In the automotive industry, 90% of deformation of the blank is usually performed in the initial stamping operation and so has the highest impact on part quality [3]. To obtain successful high production of fiber reinforced composite parts using stamp forming, an understanding of the drawing behaviour is essential.
In recent years, many researchers have dealt with forming process of textile reinforcement and textile composite. YONEYAMA et al [4] investigated the deformation of carbon fiber fabrics and die clearance for press forming using a carbon- fiber-reinforced thermoplastic composite sheet. ISOGAWA et al [5] provided a basic result of formed carbon fiber reinforced thermoplastic parts including the fiber deformation behavior and formability. The mechanical properties of the composites were improved by adding calcium carbonate and hollow glass microspheres into the glass mat-reinforced thermoplastic as described by WANG et al [6]. Wrinkling as one of the most common flaws was investigated in both dry textile reinforcement forming [7�C9] and prepreg fabric forming [10, 11]. Many studies have been done about the textile composite forming of hemispherical [4, 5, 12], double-dome [13�C15], tetrahedral shapes [7, 8, 15], and square box [16, 17]. GONG et al [18] proposed a simple anisotropic hyperelastic constitutive model. The application of the proposed anisotropic hyperelastic model on numerical simulation of a benchmark double dome forming demonstrates its applicability and validness for forming simulation of thermoplastic woven composite prepregs.
From the latest studies of forming and its effective parameters of fiber-metal laminates can be pointed out as follows. RAJABI et al [19] studied the influences of four primary process variables of deep-drawing and the effects of two types of composite cores on the thermoplastic metal- composite structures experimentally. And drawing behaviors of laminates are investigated by using FE simulation of deep-drawing process for some cases. SEXTON et al [20] investigated the room temperature formability of a fiber metal laminate system comprised of aluminum and a self- reinforcing polypropylene composite. PAKRAVAN et al [21] reported that adding PP fibers increases the energy capacity of the hybrid composite with respect to the material containing only PVA fibers under tensile loading, and PP-fiber geometry is a key factor in enhancing the strain capacity. DOU et al [22] conducted finite element analyses of surface strain evolutions to understand behavior of fiber-metal laminates as they undergo stamp forming processes. The simulation results indicated that high stiffness of the reinforcement constrains flow of the matrix in the composite layer, which can be attributed to the distinguishing behavior of the FMLs compared to the monolithic aluminum alloy. BEHRENS et al investigated a one-step deep drawing process to combine organic sheet metal with GMT, which is conducive to large-scale manufacturing [23].
In this study, we investigated the effects of temperature on the tensile test and deep drawing process of GMT sheets. A GMT sheet was sandwiched by dummy metallic sheets during deep drawing process. In previous studies, this method was used to realize the sound forming of CFRP sheets [24, 25]. The cause of fracture in the drawing process was analyzed. FEM was performed to simulate the deep drawing process. In the drawing force rising stage, the law of drawing force with the change of the depth of drawing was analyzed by FEM and experiments.
2 Cold and warm tensile test
2.1 Machine and parameters of tensile test
Cold and warm tensile tests were carried out using glass mat-reinforced polypropylene (GMT-PP) and glass mat-reinforced polyamide 6 (GMT-PA6). Table 1 shows the parameters of GMT-PP and GMT-PA6 in the experiment. The ply structure of GMT-PP and GMT-PA6 is shown in Figure 1.
Table 1 Parameters of GMT-PP and GMT-PA6 sheets
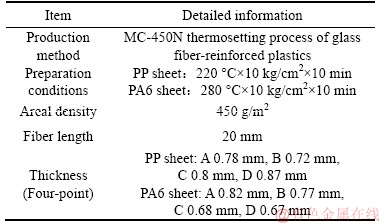
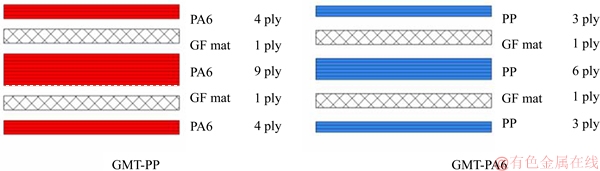
Figure 1 Ply structure of GMT-PP and GMT-PA6
Tensile test was based on the ASTM D3039 standard. The tensile test specimens��shape was rectangular, and the length, width, and thickness were 165 mm, (12.5��0.2) mm, and (0.8��0.15) mm, respectively. Considering the glass transition temperature of PA sheet is 50 ��C, tensile test was carried out on an 810 Test System Material at room temperature (RT=25 ��C), 55 ��C, and 80 ��C. The tensile rate of specimens was 1 mm/min.
2.2 Results of tensile test
In the tensile process of GMT-PP, the middle part of the specimen was narrowed but not directly fractured with increasing tensile force. By contrast, GMT-PA6 specimen was directly fractured with increasing tensile force. All specimens were tested under the same conditions and the displacement recorded by MTS load frame is very close to that measured by the extensometer, so displacement recorded by test machine was used as the deformation of specimens for strain calculation [26]. NAN et al [27] found that the elastic modulus and yield strength of the specimen have obvious temperature dependence. Figure 2 shows the relationship between stress and strain of GMT-PP specimens and GMT-PA6 specimens at different temperatures during the tensile process. As observed in Figure 2, both the tensile strengths of GMT-PP and GMT-PA6 are reduced with increasing temperature. The deformation temperature of GMT-PP specimen increases from RT to 55 ��C, and the tensile strength decreases about 10%. The deformation temperature of GMT-PP specimen increases from RT to 80 ��C, and the tensile strength decreases about 65%. The deformation temperature of GMT-PA6 specimen increases from RT to 55 ��C, and the tensile strength decreases about 15%. The deformation temperature of GMT-PA6 specimen increases from RT to 80 ��C, and the tensile strength decreases about 25%. The tensile properties of GMT-PP material are affected by temperature changes more than the tensile properties of GMT-PA6 material. Meanwhile, the stress of the GMT specimen under the same deformation is evidently decreased with increasing temperature.
In the tensile test, the matrix transfers the load between fibers. When the temperature was increased, the matrix material softened, and the bonding strength between the fibers was reduced. Before the GMT-PP specimen reached the limit of tensile, the internal fiber was fractured, and the specimen was damaged but did not fail. Thus, the middle part of the large deformation had no evident section of fracture. GMT-PA6 was directly fractured after reaching the tensile limit, which is the reason for the higher shrinkage rate of polypropylene than nylon.
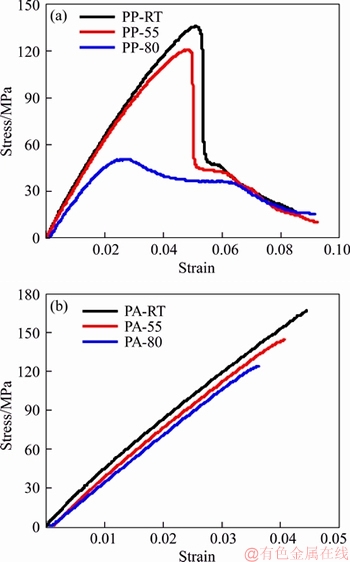
Figure 2 Stress�Cstrain curves of GMT-PP (a) and GMT-PA (b) in tensile test
3 Cold and warm deep drawing test
3.1 Machine and parameters of deep drawing test
GMT-PP and GMT-PA6 sheets were tested for deep drawing. Deep drawing test was conducted using a 50 kN hydraulic servo press. The specimen size was 30 mm��30 mm��0.6 mm. The speed of deep drawing was 1 mm/s. The drawing depth parameters were 5, 8, 10 and 12 mm. In the deep drawing process, GMT sheet was sandwiched by two dummy aluminum l060 sheets. The thickness of the specimen was 0.6 mm, and the thickness of the dummy aluminum sheet was 0.2 mm. Specimens were compounded by means of embossing forming to obtain optimal thickness as the thickness of normal automotive panel was 1 mm. Dummy aluminum sheets could effectively reduce the fracture of GMT sheet and play the role of GMT plate heat evenly. Here, the dummy sheets were heated by an induction heating unit and held at the target temperature. Deep drawing test of GMT-PP was carried out at RT, 55 ��C, 80 ��C, 160 ��C, and 200 ��C. Figure 2 shows that the cold and warm tensile properties of GMT-PA6 specimens and GMT-PP specimens are different; thus, the temperature parameters of GMT-PA6 are different from GMT-PP. Deep drawing tests of GMT-PA6 were carried out at RT, 55, 80, 160, 200, 220 and 260 ��C.
Figure 3 shows the size of the mold for the deep drawing test. The mold for the experiment was a double hemisphere mold. The double hemisphere mold can be divided into circular arc and straight edge areas. The forming of the arc area can be regarded as the stamp forming of the sphere, and the forming of the straight edge area can be approximated by sheet bending.
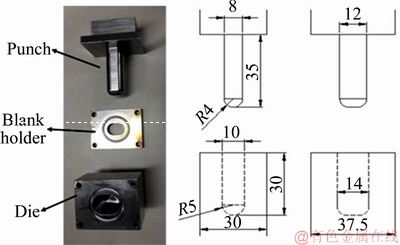
Figure 3 Dimensions of dies used for deep drawing (Unit: mm)
3.2 Mechanism of enhanced formability of sandwiched GMT sheet
In previous investigations, dummy sheets were used in embossing forming tests of CFRP sheet [24]. Figure 4 shows the mechanism of the dummy sheet that was used to reinforce the GMT sheet during the forming process, the use of dummy sheets was attempted to change the location of the neutral plane and the stress state of the CFRP during forming. The mechanism is based on the assumption of Kirchhoff [25]. The interaction between the dummy and GMT sheets can satisfy the principle that no slip and shear force is sufficiently small to be ignored. The distribution of strain gradient in thickness direction is uniform. The formability of GMT is strengthened in the mentioned process.
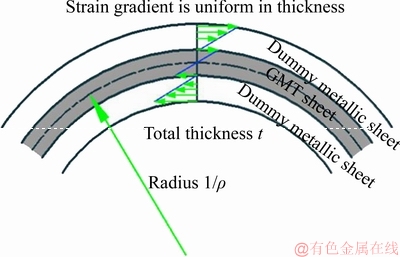
Figure 4 Mechanism of enhanced formability of sandwiched GMT sheet by deep drawing
3.3 Results of deep drawing test
Figure 5 shows the results of deep drawing. The fracture occurred mainly at the end and sidewall areas of the specimen in the deep drawing of GMT-PP sheet. The fracture of the end area is due to the extremely large tensile stress. In the sidewall area, the material flows along the weft direction. When the specimen was not enough to resist the compressive stress, an obvious phenomenon of delamination and failure occurred. Delamination failure was easy to occur in the outer surface of the specimen. The fracture of the sidewall was decreased with increasing temperature. The fracture of the end area was also decreased, and the surface of the specimen was smoother. Drawing 12 mm at 120, 160 and 200 ��C exhibited no fracture. In a certain range, smoother surface of the specimen could be obtained with increasing temperature. The failure of GMT-PA6 sheet mainly occurred at the end of the straight side section. No obvious fracture existed in the sidewall area. This phenomenon was caused by the tensile stress of the sheet��s straight section. When the temperature rose to a certain degree about 200 ��C, the formability of GMT-PA6 sheet was improved. When the temperature reached 260 ��C, the depth of 12 mm could also be formed without fracture during deep drawing process.
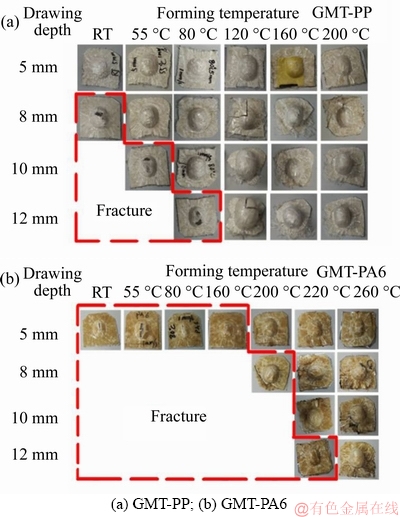
Figure 5 Profiles of GMT sheets after deep drawing process:
4 Comparison of finite element simulation and experimental results
Temperature evidently influences the drawing force in the deep drawing process of GMT sheets. The law of drawing force along with the change of drawing depth at different temperatures should be investigated. Based on the finite element analysis software ABAQUS/Explicit 6.13, the 3D deformation of GMT-PP with dummy aluminum sheets during deep drawing process was simulated. The law of drawing force with the change of the drawing depth obtained by simulation was compared with the results obtained by the experiment in the drawing force rising stage.
4.1 Basic parameters of FEM
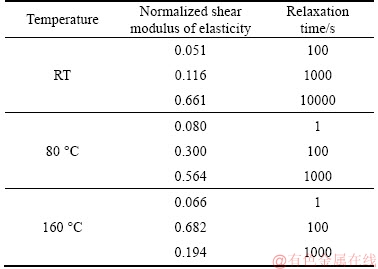
The 1/4 model of the molds was modeled by considering the geometry of the drawing die for the experiment to reduce the computation time and save the computational cost. The thickness of the specimen was set to 0.6 mm, dummy aluminum sheet was 0.2 mm according to the actual condition. The drawing speed was consistent with the experiment using a constant velocity of 1 mm/s. The face to face contact was applied to the model, optimal contact parameters such as friction coefficient were achieved by comparing the simulation results and experimental results. The element type of GMT-PP sheet was solid element C3D8R. Figure 6 shows the FE mesh for the molds and GMT-PP sheet during deep drawing process. GMT-PP sheet was made using the viscoelastic material model. The deep drawing forming process of GMT-PP was simulated and analyzed at RT, 80 and 160 ��C. The relaxation moduli at different temperatures were obtained by relaxation experiments [28]. The relationship between relaxation master curves and time was obtained by the time temperature equivalence principle Wimbledon equation. Using Matlab least squares method for curve fitting, the required Prony series data were obtained. And put the data into the material attributes of the finite element software. Table 2 shows some data on the material properties.
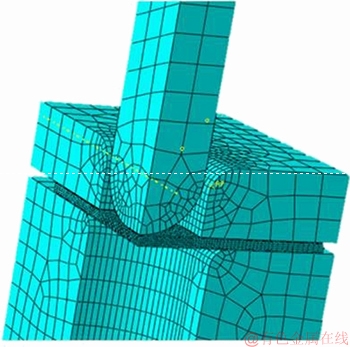
Figure 6 FE mesh for molds and GMT-PP sheet
Table 2 Normalized shear modulus and relaxation time
4.2 Results of comparison
Figure 7 presents the graph of the relationship between the drawing force and drawing depth at 200 ��C during deep drawing of GMT-PP sheet. In the drawing process, the drawing force was produced when the punch contacted with the specimen. A large impact force was not immediately produced because of the hysteresis of the material. With the increasing deep drawing depth, the drawing force increased gradually. After the depth of the drawing increased to a certain extent, the depths of the drawing continue to grow but the drawing force began to decrease. With the change of the deep drawing, the drawing force in the increasing stage was more stable than the drawing force of descent stage.
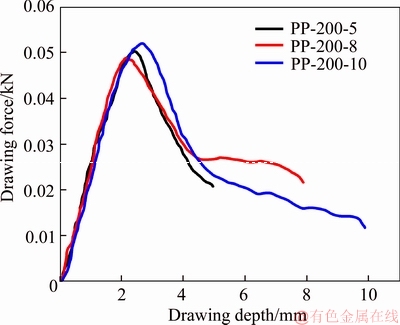
Figure 7 GMT-PP drawing depth and drawing pressure curve at 200 ��C
During the deep drawing process, the fibers may fracture damage to the matrix of the material and interlaminar fracture in material. The damage of the material is not considered in the simulation as its slightly negative effects can be ignored. In this paper, the formability of GMT-PP material was mainly studied. In order to represent the relation curve of drawing force and drawing depth at different temperatures from the FEM and experiment, only the curve before damage occurs is shown in Figure 8. In the case of different temperatures and different drawing depths from the flowing (a), (b) and (c), the curve obtained by simulation exhibited good consistency with the curve obtained from the experiment. At the same temperature, the drawing force of the experiment was different from that of the simulation results. This difference was caused by the error of the experiment and the simplification of the model in the finite element simulation. The law of the finite element simulation results and the experimental results were similar to each one. The same depth of the drawing force was significantly reduced with increasing temperature. This phenomenon occurred because the increase in temperature corresponds to faster motion of the particles and distance enlargement between molecules of polymer materials, it also leads to the reduction of the entanglement of molecular chains and a sharp drop of viscosity, on the other hand, the fibers slipped against the resin as the drop of viscosity. The results show that the viscoelastic model selected is suitable for the GMT material, which provides a reference for the theoretical study of similar materials and the model selection of finite element simulation analysis. More deformation behaviors will be investigated in future work.
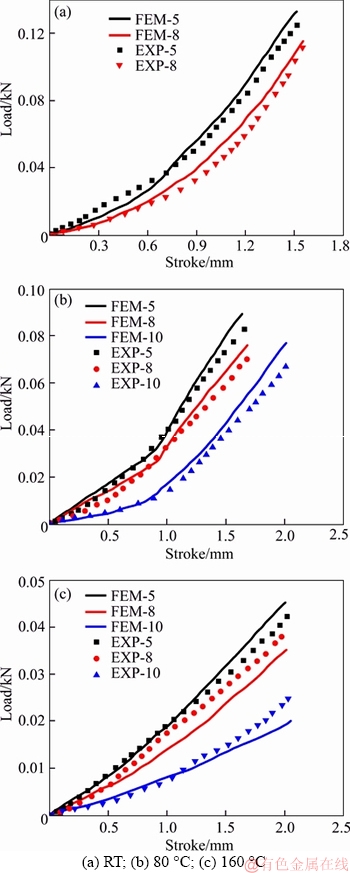
Figure 8 Relation curve of drawing force and drawing depth at different temperatures from FEM and experiment for GMT-PP:
5 Conclusions
The effect of GMT-PP and GMT-PA6 temperatures on the tensile deformation was investigated by ASTM D3039 tensile test. The tensile strength of GMT-PP was significantly decreased with increasing temperature. Before reaching the tensile limit, the middle part of GMT-PP showed large deformation, but exhibited no evident section of fracture. GMT-PA6 was directly fractured after reaching the tensile limit.
The double hemisphere��s deep drawing experiment in different depth parameters was carried out. The dummy metallic sheets were used as protective layers and heating medium during the deep drawing process. The products formed with dummy sheets at different temperatures were investigated by observation. The increase in temperature in a certain range could effectively increase the maximum drawing depth and the specimen��s surface became smoother.
Based on the experiment and FEM, the curves of the relationship between the deep drawing depth and the drawing force of GMT-PP sheet at different temperature parameters were analyzed. The finite element analysis of the GMT-PP sheet model showed the right trend of the drawing force��s change along with the depth of drawing.
In this study, the wrinkling defects of the flange that appeared in forming have not been considered; these defects will be discussed in our future investigation.
References
[1] KLEINER M, GEIGER M, KLAUS A. Manufacturing of lightweight components by metal forming [J]. CIRP Annals - Manufacturing Technology, 2003, 52(2): 521�C542.
[2] WAKEMAN M D, ZINGRAFF L, BOURBAN P E, M NSON J, BLANCHARD P. Stamp forming of carbon fiber/PA12 composites�DA comparison of a reactive impregnation process and a commingled yarn system [J]. Composites Science & Technology, 2006, 66(1): 19�C35.
NSON J, BLANCHARD P. Stamp forming of carbon fiber/PA12 composites�DA comparison of a reactive impregnation process and a commingled yarn system [J]. Composites Science & Technology, 2006, 66(1): 19�C35.
[3] GRESHAM J, CANTWELL W, CARDEW-HALL M J, COMPSTON P, KALYANASUNDARAM S. Drawing behaviour of metal�Ccomposite sandwich structures [J]. Composite Structures, 2006, 75(1): 305�C312.
[4] YONEYAMA T, ITO T, MASUZAWA K, TATSUNO D. Press forming of hemispherical cup using carbon-fiber- fabric-reinforced thermoplastic sheet [J]. Journal of the JSTP, 2014, 55(636): 23�C27.
[5] ISOGAWA S, AOKI H, TEJIMA M. Isothermal forming of CFRTP sheet by penetration of hemispherical punch [J]. Procedia Engineering, 2014, 81: 1620�C1626.
[6] WANG Liang, SHENG Wei-chen, ZHANG Kan, ZHU Mai-yong, LI Song-jun. Study on thermal conductivity and mechanism of hollow glass microsphere/calcium carbonate/glass felt mat/silicone resin composite [J]. New Chemical Materials, 2018, 46(4): 55�C58. (in Chinese)
[7] ALLAOUI S, BOISSE P, CHATEL S, HAMILA N, HIVET G, SOULAT D. Experimental and numerical analyses of textile reinforcement forming of a tetrahedral shape [J]. Composites Part A�DApplied Science & Manufacturing, 2011, 42(6): 612�C622.
[8] BOISSE P, HAMILA N, VIDAL-SALL E, DUMONT D. Simulation of wrinkling during textile composite reinforcement forming. Influence of tensile, in-plane shear and bending stiffnesses [J]. Composites Science & Technology, 2011, 71(5): 683�C692.
E, DUMONT D. Simulation of wrinkling during textile composite reinforcement forming. Influence of tensile, in-plane shear and bending stiffnesses [J]. Composites Science & Technology, 2011, 71(5): 683�C692.
[9] CAPELLE E, OUAGNE P, SOULAT D, DURIATTI D. Complex shape forming of flax woven fabrics: Design of specific blank-holder shapes to prevent defects [J]. Composites Part B�DEngineering, 2014, 62(3): 29�C36.
[10] WANG Peng, HAMILA N, BOISSE P. Thermoforming simulation of multilayer composites with continuous fibers and thermoplastic matrix [J]. Key Engineering Materials, 2014, 611�C612(9): 127�C136.
[11] LIANG Biao, HAMILA N, PEILLON M, BOISSE P. Analysis of thermoplastic prepreg bending stiffness during manufacturing and of its influence on wrinkling simulations [J]. Composites Part A�DApplied Science & Manufacturing, 2014, 67(67): 111�C122.
[12] DUFOUR C, WANG Peng, BOUSSU F, SOULAT D. Experimental investigation about stamping behaviour of 3D warp interlock composite preforms [J]. Applied Composite Materials, 2013, 21(5): 725�C738.
[13] KHAN M A, MABROUKI T, VIDAL-SALL E, BOISSE P. Numerical and experimental analyses of woven composite reinforcement forming using a hypoelastic behaviour. Application to the double dome benchmark [J]. Journal of Materials Processing Technology, 2010, 210(2): 378�C388.
[14] DING Fang-fang, PENG Xiong-qi. Validation of a non-orthogonal constitutive model for woven composite fabrics via hemispherical stamping simulation [J]. Composites Part A�DApplied Science & Manufacturing, 2011, 42(4): 400�C407.
[15] CARVELLI V, PAZMINO J, LOMOV S V, VERPOEST I. Deformability of a non-crimp 3D orthogonal weave E-glass composite reinforcement [J]. Composites Part A�CApplied Science & Manufacturing, 2012, 73(61): 9�C18.
[16] ALLAOUI S, HIVET G, SOULAT D, WENDLING D. Experimental preforming of highly double curved shapes with a case corner using an interlock reinforcement [J]. International Journal of Material Forming, 2012, 7(2): 155�C165.
[17] WANG Peng, LEGRAND X, BOISSE P, HAMILA N. Experimental and numerical analyses of manufacturing process of a composite square box part: Comparison between textile reinforcement forming and surface 3D weaving [J]. Composites Part B�DEngineering, 2015, 78: 26�C34.
[18] GONG You-kun, PENG Xiong-qi, YUAN Yao, GUO Zhao-yang. An anisotropic hyperelastic constitutive model for thermoplastic woven composite prepregs [J]. Composites Science & Technology, 2016, 128: 17�C24.
[19] RAJABI A, KADKHODAYAN M, MANOOCHEHRI M, FARJADFAR R. Deep-drawing of thermoplastic metal-composite structures: Experimental investigations, statistical analyses and finite element modeling [J]. Journal of Materials Processing Technology, 2015, 215: 159�C170.
[20] SEXTON A, CANTWELL W, KALYANASUNDARAM S. Stretch forming studies on a fiber metal laminate based on a self-reinforcing polypropylene composite [J]. Composite Structures, 2012, 94(2): 431�C437.
[21] PAKRAVAN H R, JAMSHIDI M. Tensile properties of strain-hardening cementitious composites containing polyvinyl-alcohol fibers hybridized with polypropylene fibers [J]. Journal of Central South University, 2018, 25(1): 51�C59.
[22] DOU X C, MALINGAM S D, NAM J, KALYANASUNDARAM S. Finite element modeling of stamp forming process on fiber metal laminates [J]. World Journal of Engineering & Technology, 2015, 3(3): 247�C252.
[23] BEHRENS B A, HUBNER S, BONK C, BOHNE F, MICKE-CAMUZ M. Development of a combined process of organic sheet forming and GMT compression molding [J]. Procedia Engineering, 2017, 207: 101�C106.
[24] YANAGIMOTO J, IKEUCHI K. Sheet forming process of carbon fiber reinforced plastics for lightweight parts [J]. CIRP Annals-Manufacturing Technology, 2012, 61(1): 247�C250.
[25] YU U, IKEUCHI K, YANAGIMOTO J. Enhanced formability of thin carbon fiber reinforced plastic sheets in cold/warm embossing with ductile dummy sheets of different thicknesses [J]. International Journal of Material Forming, 2015, 8(3): 415�C421.
[26] OU Yun-fu, ZHU De-ju. Tensile behavior of glass fiber reinforced composite at different strain rates and temperatures [J]. Construction & Building Materials, 2015, 96: 648�C656.
[27] NAN Hong-yao, LI Yue, LI Zhi-gang. Study on mechanical properties of glass fiber reinforced epoxy resin [J]. Natural Science Journal of Xiangtan University, 2018, 40(3): 46�C50. (in Chinese)
[28] WANG Jin-yan. Fitting of rheological parameters of polymers and generation of master curves [D]. Zhengzhou: Zhengzhou University, 2003. (in Chinese)
(Edited by HE Yun-bin)
���ĵ���
�¶ȶԸ���IJ�����ά��ǿ�����������ϰ�ĵij����Ե�Ӱ��
ժҪ��������άձ��ǿ����������(GMT)��Ϊһ�����͵Ĺ������ϵõ�Խ��Խ���Ӧ�ã�ʹ��GMT���ϵij������о���Ϊ��ǰ��һ����Ҫ�о������������һ�ּӹ̳�ѹGMT��ĵķ�����GMT����ڳ�ѹ���ι����б���װ���˽��������м䣬����������Ϊ����ý���ͬʱ��GMT����������á����о���GMT�����ڲ�ͬ�¶������½������������飬�������¶ȶ���������ε�Ӱ�졣��һ���о��˸����н��������GMT���������ѹ���ι������¶ȶ����������ε�Ӱ�졣����������Ԫ����������������ν�����ģ�⣬������ģ����ʵ��ʱ��������������ȵı仯���ɡ�
�ؼ��ʣ����ϳ��Σ�������άձ��ǿ���������ϣ�����Ԫ���¶ȣ�����
Foundation item: Project(CG2016003001) supported by the Ministry of Human Resources and Social Security of China
Received date: 2017-12-28; Accepted date: 2018-09-03
Corresponding author: WANG Jian, PhD, Associate Professor; Tel: +86-13933547112; E-mail: xiaojianwj0729@163.com; ORCID: 0000-0001-9586-0430
Abstract: Given the increasing use of glass mat-reinforced thermoplastic (GMT) composites, the formability of GMT sheets is currently a topic of research. A new sheet forming process for solidified GMT was developed. In this process, a GMT sheet was sandwiched by dummy metallic sheets during deep drawing. The dummy metallic sheets acted as protective materials and media for heating the GMT sheet. In this study, tensile tests of GMT specimens were carried out under different temperature conditions. The effect of temperature on the tensile deformation was analyzed. The effect of temperature on the deep drawing process of GMT sheets with dummy sheets was further investigated. Finite element method (FEM) was conducted to simulate the deep drawing process. In the drawing force rising stage, the law of drawing force with the depth of the drawing was analyzed using FEM and experiments.
