
DOI: 10.11817/j.ysxb.1004.0609.2021-39670
�����п��Ͳķ���ģ��ѹȱ�ݲ����������������پ�ȷ����
��־��1, 2��������2��������1���� ��2�������1
(1. �ϻ���ѧ ��е����ѧԺ������ 421001��
2. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ��
��������ײ��Ϊ�����о�����չ�Ͳķ���ģ��ѹ��ģ���ֵ��ڼ�ǿ��ں�����Ϳ��ѵ�ȱ�ݲ��������о����������ѹ��ģ�ں�������پ����Եľ�ȷ���Ʒ��������ȣ�����������������-ŷ������㷨�������Ͳķ���ģ��ѹ��̬����Ԫģ�͡�Ȼ���ڲ������پ�����ͺ���ѹ�����۽�ʾ�Ͳļ�ѹ�ں�����ͺ��쿪�ѵIJ���ԭ�����Ϊ��ʵ�ֶԳ�ģ���Ͳĺ�������ٵľ��ȿ��ƣ�����ˡ��Ż�������/�����ۡ����������顢����Kriging����ģ�ͺͶൺ�Ŵ��㷨�Ż����������ķ���ģ�ṹ�ಽ�Ż���Ʒ���������������Ż����ģ���Ͳĺ�������پ�������23.75 mm/s���ٵ�1.63 mm/s���Ͳıں�ߴ����С��0.1 mm��ͬʱ���Ͳĺ������²��С�ͺ����������Ը��ƣ�����²��27.2 �棬����ѹ������16.5%���������Ϊ��ȫ�ٽᾧ��֯��
�ؼ��ʣ�
�����п��Ͳ��������ģ����ѹȱ�����ಽ�Ż����������ٿ���������������
���±�ţ�1004-0609(2021)-04-0917-14���� ��ͼ����ţ�TG376.2���� ���ױ�־�룺A
���ĸ�ʽ����־��, ������, ������, ��. �����п��Ͳķ���ģ��ѹȱ�ݲ����������������پ�ȷ����[J]. �й���ɫ����ѧ��, 2021, 31(4): 917-930. DOI: 10.11817/j.ysxb.1004.0609.2021-39670
LIU Zhi-wen, LI Luo-xing, FU Chun-ming, et al. Defects formation mechanism and precision control of exit flow velocity in porthole die extrusion of hollow thin-walled aluminum profile[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(4): 917-930. DOI: 10.11817/j.ysxb.1004.0609.2021-39670
���Ͻ�����ܶȵͣ���ǿ�ȡ��ȸնȸߣ���ײ���ܺã����պ�����Ⱦ��һϵ���ŵ㣬�dz������������������[1-2]��ȫ��������ȸ��Ƴ�����������30%���ϣ����и߸��ԡ���ײ���ܺõ��ص㣬���м��õķ�չǰ�����ѳɹ�Ӧ���ڰµ�A2��·����ʤ����˹�����и߶˳�����[3]��Ϊʵ�ֳ������������ҿ��ǵ����͡���ƺ����ܵȷ���Ҫ���������ͲĶ������Ƴɱ��ڡ��пսṹ���ߴ羫�Ⱥ�����Ҫ��ߡ������Ͳ���Ҫ���÷���ģ��ѹ���г���[4]����ֲ���ȣ����ι��ղ����죬�����ɱ��ϸߣ�Ŀǰ��ֻ�������������ͺ�Ʒ���ϵõ�Ӧ�á�
���������빤ģ�ߵ�Ħ���Լ������������Ĵ��ڣ����Ͻ����ģ��ѹ�����в��������ܲ��� ��[5-6]�������ڼ�ѹ���ӿ����Ͳ�ʱ���������������������Ϊ���ء������ͲĶ��汾��ͨ��Ϊ�ǶԳ��Խṹ����������״���Բ�һ�£����ϵ�������Ϊ��Ӧ����Ϊ�ǶԳ��ԡ����⣬�Ͳĸ����ֵıں����ں���λ�ñȱ���С�ڱں�λ�õıȱ��棬���γ̶�С�����ϵ���ȴ�ٶȽ��������¸�λ�õļ�ѹ�������ٽϿ졣���ϵIJ�����������ʹ�����ͲIJ����ܴ�ĸ���Ӧ��������ȱ�ݺͷ�Ʒ���֡�Ϊ�˿˷���ѹ�ߴ�ȱ�ݣ�ʹ��ģ���Ͳĺ�����ϵIJ������ٱ��־���һ�£��ǻ�����ò�Ʒ�ߴ羫�ȵĻ���ǰ��[7]��
��ѹ�����Ͳĺ�������ٲ����Ⱥͱ����²������Ӱ���Ʒ�ijߴ羫�Ⱥ����ܡ����з���ģ��Ʒ�����Ҫ�����������ݿ����ʦ��ƾ��飬��Ҫ������ģ����ģ����Ʒ�ʽϵ�[8]�����һ��ģ�ߵ�����ģ��������5�Σ��ɱ����dz��������е����۽����������Ż����Ӽ�ѹģ�߽ṹ���ղ���������ֵ������м��㾫�Ⱥ�Ч�ʸߡ���Ϣ������ŵ㣬�Ǽ�ѹģ�߽ṹ�빤���Ż�������Ч�ֶ�[9-11]����������Ӧ�����������������㷨��Ȼ�ܹ��Բ���ͨ��ģ�ߵ�˲̬ȫ���̽��з�������[12-13]�������ں������ں�����ԽӴ�����ͨ������Ϊ���������������������أ���Ҫ���Ͻ����ػ��֣����ʱ�䳤��ֻ�ʺ���ʵ���ͲĺͼԳƵĿ����Ͳģ������ڹ�ҵ�Ͳķ���ģ��ѹ�����ƹ�Ӧ�á���������������-ŷ���㷨�ļ����У����������ʷ��룬�ڿռ䱣�ֲ�����ͬʱ�ڱ߽��˶��Ĵ������������������㷨���ŵ㣬���Խ���Ͳķ���ģ��ѹ���̵ĺ������⣬ͬʱ���ʱ���[14-15]������������������-ŷ���㷨����ȷ�����Ͳķ���ģ��ѹ���̵IJ������������������ͺ�����Ϊ��
XUE��[16]����������鷽��������Ԫ���������о��������ͷ����������ǡ���������Ⱥͷ����Žṹ��ʽ�Զ����ģ��ѹ���ͲĹ��̲�������ƽ���Ӱ�졣ZHANG��[17]�о�������Ա��ڿ������Ͳļ�ѹ���ں�������پ����Ե�Ӱ����ɣ��������������Ļ������ԭ��PAN��[18]������һ�����Ͻ���Ϳ����ͲĵĻ�����ڷ���ģ�ṹ����ϵͳ�о�����ڽṹ�Խ���������ģ��Ӧ���غɵ�Ӱ�졣GUAN��[19]������Բ�����ֲ�ͬ��������Ŀģ�ߵIJ���������Ϊ��ģ��ǿ�ȣ��ó�������ģ�ij������ٷֲ���Ϊ���ȣ�ģ���������ߡ�LIU��[20]���û���ALE�㷨���Դ���������Ͳļ�ѹ���̽�������ֵģ�⣬ͨ���Զ��������ҡ������ۼ������������Ż���ƣ����Ͳļ������������ٲ�����ں����ķ�Χ�ڡ�SUN��[21]������Ӧ�淨���Ŵ��㷨���ϵ��Ż������Կյ��������ͲĵĶ�����������״�����Ż���ƣ��Ͳij������پ������С��0.29 mm/s��ZHAO��[22]��������������ʵ����ƽ��в�������Kriging����������ģ�ͣ������Լ�ѹ��ģ���ͲĽ������پ����ģ�����Ӧ����ģо��������ΪĿ����Ż�ģ�ͣ������Ŵ��㷨��⣬ʵ���˷�������ڽǶȡ�ģ��λ�úͺ����Ҹ߶ȵ��Ż���ơ������о��ɹ��Կ����Ͳķ���ģ��ѹ����������Ϊ�о��ṩ�˽������δ���п����Ͳ��ڲ���ǿ������쿪�ѵ�ȱ���γɻ�����������Ϊ��ȷ���Ƶ�����о�������
�ͲĶ�����Ƹ��Ӷ�Խ�ߣ���ѹ���εIJ�������Խ��������ģ�ں�������پ����Ծ�Խ�ѿ��ƣ��Ͳľ�Խ���ײ����ں������Ťš�Լ����Ƶ�ȱ�ݣ�ʹһ�μ�ѹ�ɹ��ʽϵ͡�����������������ײ��Ϊ�о�����Ϊ�����ѹ��ģ���ֵ��ڼ�ǿ��ں����ؼ����������ѵ�ȱ�ݣ�����������������-ŷ���㷨�����Ͳķ���ģ��ѹ����Ԫģ�͡����ڼ�ѹ��ģ���Ͳĺ�������پ�����ͺ���ѹ��������ʾ�Ͳļ�ѹ��ģȱ�ݵ��γɻ�����Ϊ��ʵ�ּ�ѹ��ģ���Ͳĺ�������پ����Եľ�ȷ���ƣ����ģ�߽ṹ�ಽ�Ż���Ʒ��������Գ�ʼ���Ż���ķ���ģ��չ����������Ϊ�����ں�����¶ȷֲ�������ѹ���Աȷ�����������Ż����ģ�߽ṹ���м�ѹ��ģ����֤�Ͳļ�ѹ�ߴ�ľ��Ⱥͺ������ܵĺû����о�����Կ����ͲĶ����ģ��ѹģ�ߵ��Ż�����ṩָ�������
1 �ͲĶ����ģ�����������ģ����
1.1 ����ģ����뼷ѹ��ģȱ��
ͼ1��ʾΪ�о��ij������ͲĽ�����״����Ƶķ���ģ����ѹ������1800 t����ʽ��ѹ���Ͻ� �С�Ϊ���ͼ�ѹ��ͬʱ�������������ڷ���ģ�������ľ����ԣ��Ͳ��������ĸ����������п�չ��ƣ�ͬʱ��ģ���ڼ�ǿ�λ�����Ϸ�����һ�����η����ף��Ըò�λֱ�ӹ��ϡ���ģ�з����ŵĿ���Ϊ8 mm����״Ϊˮ��ʽ������Ϊ25�㣬Բ�ǰ뾶Ϊ3 mm�����������ϡ���ģ�����ҹ��ɣ��߶ȷֱ�Ϊ7��15 mm���ڼ�ǿ��λ�ô�����������ۿ���Ϊ6 mm���߶�Ϊ12 mm��ͼ2��ʾΪ��ѹ���ҳ�����ģʱ���Ͳij��ֵĵ���ȱ�ݡ���ͼ2��֪���Ͳ��ڼ�ǿ��λ�ó������رں���������ڼ�ǿ�������¸��߽��ӵĺ���λ���ڼ�ѹ�����г������ѡ�
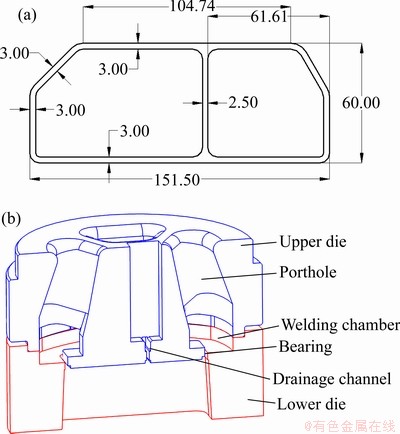
ͼ1 �����ͲĽ���ߴ�ͼ�ѹ����ģ��ʼ��Ʒ���
Fig. 1 Cross-section shape of hollow profile(a) and initial design scheme of extrusion porthole die(b) (Unit: mm)
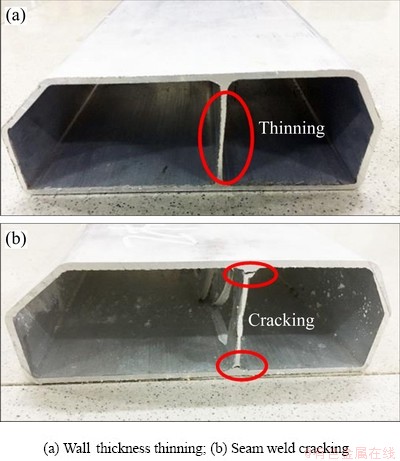
ͼ2 �Ͳļ�ѹ��ģ����ȱ��
Fig. 2 Typical defects of profile in extrusion tests
1.2 ����Ԫ��ģ����
1.2.1 ����ģ��
��ȡ�����ڼ�ѹͲ�ͷ���ģ��������������Step���θ�ʽ�������뵽��ѹ����Ԫģ��ǰ��������Hypermesh��������ģ���и�������桢�������������ҡ�������������6��ģ�飬�Ը��ݼ�ѹ�ı����ص㣬���ֳ�����������������̬�����������㼷���Ͳ�������ij�����ģ�߹��������ȵ�3���������ij����Ǽ�ѹͲ�ھ���2����Ϊ��֤��ѹ���ϲ�ͬ���ֵ������ԣ�ģ�����ֵĻ���ԭ������С������˳��Ϊ��������������������ҡ������ס�������Ϊ�����⾫�Ⱥͼ���Ч�ʣ������Ͳ����������������Ϊ���������������������Һͷ�������Ϊ�������������Ͳĺ���������֤�������ĸ����ɽڵ㣬����ߴ��ԼΪ�Ͳ���С�ں��1/5���ؼ�ѹ�����������ҪС��3����������������С�Թ�����λ��Ϊ�����纸���ҵĵ�Ԫ�ߴ��ǹ�������5���������ĵ�Ԫ�ߴ��Ǻ����ҵ�2~3�����������ĵ�Ԫ�ߴ��Ƿ�����3~5����������ɺ��ܵ���������Ϊ562884����Ԫ��С�ߴ�Ϊ0.5 mm����С�ݺ��Ϊ2.25����С�Ƕ�Ϊ10.58�㣬���㵥Ԫ����Ҫ��ͼ3��ʾΪ���������ͲĶ����ģ��ѹ����Ԫ��̬ģ�͡�
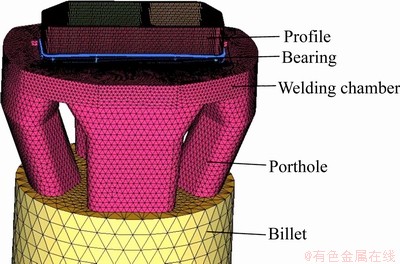
ͼ3 ��ѹ����Ԫģ������
Fig. 3 Mesh generation of finite element model in porthole die extrusion
1.2.2 ���ϱ�������
���Ͻ�ѹ��ֵģ���У�ͨ����������Dz���ѹ������Է�ţ�����塣���Ͻ����ȱ��ι����г��������������һ�������������������ȼ�����̡�Ϊ�ˣ�SELLARS��[23]������һ�ֻ��ڱ��μ�����Q���¶�T��˫�����ұ���ģ�ͣ�������Arrhenius��ϵ���������Ͻ���ȼ�����̬������Ϊ������ϱ�����������ʽ��ʾ��
 (1)
(1)
 (2)
(2)
ʽ�У� Ϊ��������Ӧ����ZΪZener-Hollmon������
Ϊ��������Ӧ����ZΪZener-Hollmon������ ��Ӧ�����ʣ�A��
��Ӧ�����ʣ�A�� ��nΪ���¶��صij�����RΪ���峣����8.31 J/(mol��K)��TΪ����ѧ�¶ȣ�K��QΪ���μ����ܣ�J/mol����ʾ�����ȼӹ����̼ӹ�Ӳ������������֮���ƽ���ϵ�����ڲ�����ѹ�������������6063���Ͻ���ϵı���ģ����ز����ֱ�ΪA=5.91��109 s-1��Q=1.416��105 J/mol��
��nΪ���¶��صij�����RΪ���峣����8.31 J/(mol��K)��TΪ����ѧ�¶ȣ�K��QΪ���μ����ܣ�J/mol����ʾ�����ȼӹ����̼ӹ�Ӳ������������֮���ƽ���ϵ�����ڲ�����ѹ�������������6063���Ͻ���ϵı���ģ����ز����ֱ�ΪA=5.91��109 s-1��Q=1.416��105 J/mol�� =4��10-2 m2/N��n=5.385��
=4��10-2 m2/N��n=5.385��
1.2.3 Ħ�����ȱ߽�����
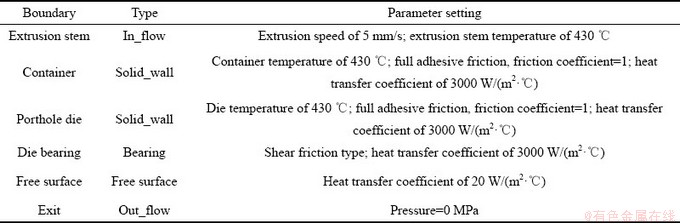
��1��ʾΪ�Ͳķ���ģ��ѹ�����в��ϲ�ͬ��λ�ĽӴ�����߽��������á�����ֱ���빤ģ�߽Ӵ��Ľ����м�ѹ�桢��ѹͲ��ģ���Լ���������Ħ����Ӱ�켷ѹ���������ͱ�����������Ҫ����[24]�����������ѧ���ձ��о���Ϊ�ڸ��¼�ѹ����(����450 ��)����ѹ�桢��ѹͲ��ģ��λ�ý���Ħ����ȫ���Ħ�����ͣ����ԽϺõر����Ӵ�����������Ϊ��������Ԫ������Ħ������ȡֵΪ1���ܹ��õ��㹻�ľ��ȣ�ģ�߹�����λ�õ�Ħ����Ϊ���ӣ���ˮѹ������ڵ���������Ϊ0������ģ�ڵ���ģ����ȫ���Ħ����Ħ�����ɣ���Ħ�������ع��������ȷ����Ǻ㶨�ģ���������Ħ�������������Dz����ʵ�[25]����ˣ�������λ�õ�Ħ���߽��������ö̾�������Ħ�����齨���ļ���Ħ��Ӧ��ģ������Ч������ͨ��TCL���Զ��ο����Ѳ�ͬ�¶������µ�λ�����Ħ��Ӧ���仯����(��ͼ4)���뵽���������ı߽������С���ѹ�����в�����ģ�ߡ���绷���Ļ��ȶԽ�����������ѹ����Ҳ������ҪӰ�졣���м�ѹͲ��ģ������Ͻ���֮��Ļ���ϵ��Ϊ3000 W/(m2����)[26]�������Ͳ�����绷���Ļ���ϵ��Ϊ20 W/(m2����)��
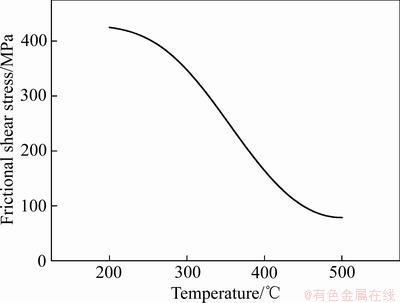
ͼ4 ��̬����Ħ��Ӧ�����¶ȵı仯
Fig. 4 Change of steady shear friction stress with temperature
1.3 ��ѹȱ�ݲ������������ģ����֤
Ϊȷ������ѹ��ģ���Ͳĺ�����ϲ������ٵľ��ȳ̶ȣ��������پ����� (SDV)��Ϊ�����Ͳļ�ѹ�������������Ե�����ָ�꣬�䶨��Ϊ
(SDV)��Ϊ�����Ͳļ�ѹ�������������Ե�����ָ�꣬�䶨��Ϊ ��viΪ�Ͳĺ�����ϵ�i���ڵ��ڼ�ѹ�����ϵIJ������٣�
��viΪ�Ͳĺ�����ϵ�i���ڵ��ڼ�ѹ�����ϵIJ������٣� ��n�ֱ�Ϊ������ƽ���������ٺ��ܵĽڵ��������پ�����ԽС����ѹ��ģ�ڵIJ�������Խ���ȡ�
��n�ֱ�Ϊ������ƽ���������ٺ��ܵĽڵ��������پ�����ԽС����ѹ��ģ�ڵIJ�������Խ���ȡ�
ͼ5��ʾΪ��̬��ѹʱ��ģ���Ͳĺ�������ؼ�ѹ������ٶȷֲ�����ͼ5��֪��ģ�߳�ʼ��Ʒ������Ͳij��ں�����ϵIJ������ٷֲ����ز����ȣ����پ����� =23.75 mm/s���Ͳ�����C�����ٶ���죬ƽ������Ϊ125 mm/s�����ֵΪ146.58 mm/s������ֱ����B����������ٴ�֮��ƽ������Ϊ93 mm/s���ڼ�ǿ��λ��A�������������С����СֵΪ65.62 mm/s��ƽ������Ϊ75.76 mm/s���������۷�������ѹ��ģ�ں�����ƽ������
=23.75 mm/s���Ͳ�����C�����ٶ���죬ƽ������Ϊ125 mm/s�����ֵΪ146.58 mm/s������ֱ����B����������ٴ�֮��ƽ������Ϊ93 mm/s���ڼ�ǿ��λ��A�������������С����СֵΪ65.62 mm/s��ƽ������Ϊ75.76 mm/s���������۷�������ѹ��ģ�ں�����ƽ������ (
( Ϊ��ѹ�ȣ�v0Ϊ��ѹ���ٶ�)�������ƽ������=100 mm/s��B����������ٽӽ�����ֵ��C�����A�����������ƫ������ֵ�ϴ���Ҫ������A����IJ��Ϲ�Ӧ���Բ��㣬���A��������ڼ�ǿ��ں����ؼ�����������
Ϊ��ѹ�ȣ�v0Ϊ��ѹ���ٶ�)�������ƽ������=100 mm/s��B����������ٽӽ�����ֵ��C�����A�����������ƫ������ֵ�ϴ���Ҫ������A����IJ��Ϲ�Ӧ���Բ��㣬���A��������ڼ�ǿ��ں����ؼ�����������
��1 ��ѹ��������нӴ��߽�����
Table 1 Contact boundary conditions in extrusion simulation
��������ѹ�����У�����B�����C����IJ����������Ը���A������A������B����Ľ���������ǿ�ҵĸ�����Ӧ����ͬʱ��A������B����Ľ����洦�ڷ��������棬�����IJ����ڴ˽����γɺ��졣��ѹ������Ӱ���Ͳ���ѧ���ܵĹؼ����أ���Ҫ�ɺ������ڵĺ���ѹ���Ͳ�������Ӧ���ۺϿ��ơ�DONATI��[27]��LI��[28]��Ϊ����ѹ��������Ӧ���ı�ֵԽ��������Խ�á�AKERET[29]��DONATI��[30]ͨ�����������������֤������ѹ��������Ӧ����ֵ���ٴﵽ3�����ϣ����ܻ�����õĺ���������ͼ6��ʾΪ�����Һ���ѹ���ֲ���ͼ����ͼ6��֪����ȡ����λ�õĺ���ѹ���������м��ڼ�ǿ��B1��B2λ�õĺ���ѹ��ֵΪ110.2 MPa������ѹ��������Ӧ����ֵΪ2.97��С��3�����ں��촦���ϵ�ǿ��С�ڻ�����ϵ�ǿ�ȣ���һ���Ӿ�����ں��콻���洦���ѡ���ͼ5����֪��C����������ٸ���B�������Ͳ����˲������������ڰ������ơ�
ͨ�����Ͳ�ʵ�ʼ�ѹ��ģ��ȱ��(��ͼ2)�Աȿ�֪���������뼷ѹ��ģ��ȱ���Ǻ�һ�£����������������ı߽������ͷ������ģ���ܽϺõط�ӳ��ʵ�ʼ�ѹ��ģ��¶�������⡣�����Ͳĺ����������ٵIJ���������Ӱ���Ͳļ�����ijߴ羫�Ⱥͺ����������б�Ҫ��ģ�߽ṹ�����Ż���ơ�
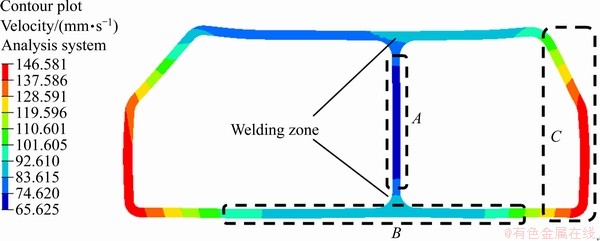
ͼ5 ��ѹ��ģ���Ͳĺ�������ؼ�ѹ������ٶȷֲ�
Fig. 5 Velocity distribution along extrusion direction on cross-section of profile at die exit
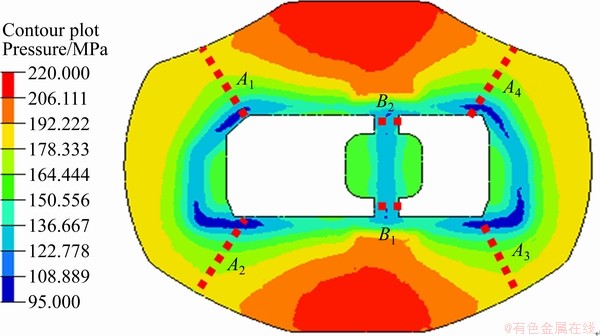
ͼ6 �������ں���ѹ���ֲ�
Fig. 6 Welding pressure distribution in welding chamber
2 ��ѹ��ģ���Ͳĺ�������پ�ȷ���Ʒ���
2.1 �Ż��������뵼����
ͨ����ģ�߳�ʼ��Ʒ�����ģ���Ͳĺ��������ٷ�������֪�ڼ�ǿ��λ�����ٹ������������ز��㡣Ϊƽ��������٣����Ȳ����ķ����͵����۽ṹ�����Ʋ���ͨ������ģ�е����������ԡ���������״����Ŀ�ʹ�С��������ģ�еķֲ������ڵ��ز������١��ٽ��������ܺͽ��ͼ�ѹ�غɾ�����Ҫ���á�������Ӧ�����������Ͳļ�ѹ���ѵIJ�λ�������������Ͳ���˵���Ͳĵ��ڼ�ǿ����������������������ڲ���ʱӦ�������ڼ�ǿ��λ�ã��Ա������ֱ�ӳ����ȥ����С����������ͬʱ��������Ӧ������Ƴɿ�չ��ʽ���������������λ�IJ��Ϲ�Ӧ�������������ڼ�ǿ���ܷ���������Ĺؼ����أ����������õ�Ŀ�������Ӵӷ����������Ľ����ڼ�ǿ��λ�õĻ���������̶ȱ�֤�ò�λ��������������Ƶ���ĿӦ�����ǿ�����Ŀ����һ�£�����ͨ����Ƴɳ����λ����Ρ�Ϊ�˲��˷ѳ�ʼģ�ߣ���ʡ�����ɱ������̿������ڣ����ȶ��ڼ�ǿ��ֱ�ӹ��ϵ��м��������Ƴ��յ���ʽ���Ƕ� Ϊ1.8�㣬ͬʱ�Ե����ۿ���D����10 mm(��ͼ7(a))����ͼ7(b)��֪�����ʼ������ȣ��ͲĽ���������С�ٶȲ��С���������Ϊ121.3 mm/s���½�5.3%����С����Ϊ87.57 mm/s������33.45%���������پ����������½���ֵΪ11.74 mm/s���Ͳ��ڼ�ǿ��λ�ò��ϵĹ����������ٶȵõ�������ߣ������¸��ߵ��ٶȻ���һ�¡�
Ϊ1.8�㣬ͬʱ�Ե����ۿ���D����10 mm(��ͼ7(a))����ͼ7(b)��֪�����ʼ������ȣ��ͲĽ���������С�ٶȲ��С���������Ϊ121.3 mm/s���½�5.3%����С����Ϊ87.57 mm/s������33.45%���������پ����������½���ֵΪ11.74 mm/s���Ͳ��ڼ�ǿ��λ�ò��ϵĹ����������ٶȵõ�������ߣ������¸��ߵ��ٶȻ���һ�¡�
2.2 ����������
��������һ����Ч�ĵ��ط���ģ�������ٵķ��������������鲻��Ҫ���¿�ģ����ģ����Ҳ���С����������Ʋ�����������λ�ú�����������״�����ȡ��߶��Լ���ģ��֮��ľ��롣���ȸ��ݳ�ģ���ͲĽ������ٷֲ�ȷ������ģ�IJ���λ�ú���Ŀ��Ȼ��Խ�����״�Ϳ��Ƚ����Ż�������Ż���߶Ⱥ͵�ģ�ľ��롣�����������뵼�����Ż��Ժ���Ͳ��м䲿λ���ٷֲ���Ϊ���ȣ�����������Խϴ���ˣ�Ϊ��һ���������ٷֲ������Ͳ����˷ֱ�����һ�������飬�����������������������λ�÷ֲ��ͳߴ���ͼ8(a)��ʾ��������Ľ�����״Ϊ�����Σ�����Ϊ6 mm���߶�Ϊ5 mm����ģ����ڵľ���Ϊ0.5 mm����ͼ8(b)��֪�������������ѹ��ģ���ͲĽ����ϵ����پ����Խ�һ����ߣ����پ�����SDV��11.74 mm/s�½���7.92 mm/s����ȳ�ʼ�����½���66.65%���ڼ�ǿ�λ�IJ������ٵõ�������ߡ�
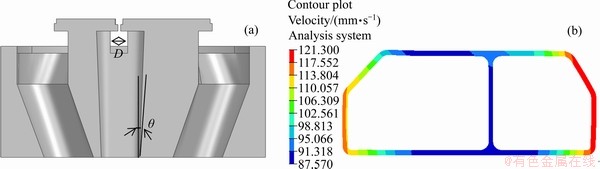
ͼ7 ��ģ�����͵������Ż����ʾ��ͼ����ģ���Ͳĺ�������ٷֲ�
Fig. 7 Schematic diagram of optimization design of portholes in upper die and drainage channels(a) and cross-sectional velocity distribution at die exit(b)
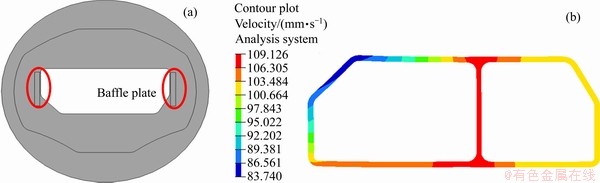
ͼ8 ����������ʾ��ͼ�ͳ�ģ���Ͳĺ�������ٷֲ�
Fig. 8 Schematic diagram of adding baffle plate(a) and cross-sectional velocity distribution at die exit(b)
2.3 ����Kriging����ģ�ͺͶൺ�Ŵ��㷨�Ĺ��������Ⱦ�ϸ�Ż�
2.3.1 ��Ʊ������Ż�Ŀ���ȷ��
ǰ�������Ż������Ӻ���϶Բ��ϳ������ٵľ����Խ�������Ч���أ����Դﲻ����ϸ���ƣ���Ҫ��һ�����õ�����������������֤���������ǵ��������ڷ���ģ�����������һ���ؼ����ء���������Ʋ������ͲĽ����ϸ���������ģ���ٶȲ�һ�£���ѹ�ͲĻ�����ں������Ťš��������ƽ���϶���ȱ�ݡ��������谭�����ڷ���ģ���е�������Խ��������Ħ������Խ��ʹ�ô��ľ�ˮѹ��������ʹ����������С��ģ�ײ�λ�������Ӷ�ʹ��ģ���ͲĽ����ϵIJ����������ھ��ȡ�ȷ������������ʱ����Ҫ�ۺϿ���ģ��λ�á��Ͳıں����ͷ����ŵIJ��ü��ߴ�����ص�Ӱ�졣
�Թ��������е��Ż��о�����Ǹ��ݽ������ٲ�����˹����������ڹ������Բ�������Ӱ�����У��˹����������Ż�ʱ�䳤�������ԶԲ�������ʵ�־�ȷ���ơ�Ϊ�˻�����ŵĹ��������ȷֲ����������һ�ֻ���Kriging����ģ�ͺͶൺ�Ŵ��㷨�Ĺ��������������Ż��������ﵽ��ȷ���Ƴ�ģ���ͲĽ������١����ڹ�������Ҫ�����ӻ��СĦ���������ڽ������ڵ��������������������ȵı仯ͬʱ�������ѹ�����Ͳĺ�����²�ı仯����ˣ��������Ͳij��ڽ������پ��Ȳ�SDV��СΪ�Ż�Ŀ�꣬ͬʱԼ����������²�TrdС��3.95%����̬��ѹ��FС��1338 t���Ż��Ĺ��������ȱ��������L1~L5���ɣ�ͼ9��ʾΪ��ģ�ڵĹ��������ȷֲ�ͼ�������Ż����ⶨ�����£�
Variable: L1, L2, L3, L4, L5
Minimize: SDV(L1, L2, L3, L4, L5)
Subject to constraints:
Trd(L1, L2, L3, L4, L5)��3.95%;
F(L1, L2, L3, L4, L5)��1138 T (3)
Within ranges:
6.5 mm��L1��8.5 mm; 5.5 mm��L2��7.0 mm;
6.0 mm��L3, L4, L5��8.0 mm
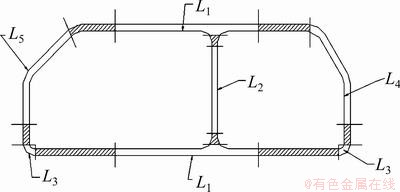
ͼ9 ģ�߹������ֲ����Ż���������
Fig. 9 Distribution of die bearings and definition of optimization variables
2.3.2 �����������������
����������������һ�ֻ��������ѧ���۵ľ������������ɵIJ����������ʺ��ڴ�����ƿռ�������Ļ�ȡ���÷����������ӵ�����ռ䶼�����Ȼ��֣���ˮƽ����ͬ��ͬʱ���������ӵĵ���ˮƽֻ�о�һ�Ρ�����ÿ�����Ӻ�ˮƽ�����Ի�þ������ã���õ��������ܹ���Ծ��ȵز���������ƿռ䣬�Խ��ٵ������ģ������ƿռ�����ԡ���������������������Ʒ������õ���ͬ�����������µ�32�����������ݡ�����ÿ�����������ݵIJ��죬�����Ͳļ�ѹ����ģ���ж�Ӧλ�õĹ��������ȣ����ύHyperXtrude����ƽ̨��⣬�Ӷ���ò�ͬ�����µ��ͲĽ������پ������2��ʾΪ��ͬ���������ȵ����������������ֲ�����������
2.3.3 Kriging����ģ�ͽ���
�����������������ݲ��ý���ģ�ͽ�����ϣ�������Ԥ����ƿռ����������Ӧ�����Դ��������Ż����Ч�ʡ�Kriging����ģ�ͻ���ͳ��ѧ���ۣ����������������ݵĶ�̬����Ϊ��������ֿ��ǵ������ڿռ��ڵ�������ԣ�������������Ľ��ƺ�����ϵ��Ԥ��δ֪�㡣ǰ���о�����[31]��Kriging����ģ����Ԥ���Ͳļ�ѹ�����еIJ������پ�����ͼ�ѹ������Ӧʱ���нϺ�Ч����Kriging����ģ���������ֹ��ɣ�����ģ�ͺ�һ���Dz���������̣��������£�
 (4)
(4)
ʽ�У���������ƿռ��У� Ϊ����x�Ķ���ʽ�������ṩģ���ȫ�ֽ��ƣ���
Ϊ����x�Ķ���ʽ�������ṩģ���ȫ�ֽ��ƣ��� ����ѧ������Ϊ�ع�ϵ������
����ѧ������Ϊ�ع�ϵ������ �ṩģ��ֲ�ƫ��Ľ��ƣ����ľֲ��仯������ʽ��Ԥ�⾫�Ȳ�����������ã�һ������¶���Ϊ������������̬�ֲ�������Э������㣬��������������ͬ�ֲ�������Э�������Ϊ
�ṩģ��ֲ�ƫ��Ľ��ƣ����ľֲ��仯������ʽ��Ԥ�⾫�Ȳ�����������ã�һ������¶���Ϊ������������̬�ֲ�������Э������㣬��������������ͬ�ֲ�������Э�������Ϊ
 (5)
(5)
ʽ�У� ��
�� ����������������
���������������� ��
�� �Ŀռ���ط��̣�������Kriging����ģ�͵�Ԥ�⾫�ȣ�
�Ŀռ���ط��̣�������Kriging����ģ�͵�Ԥ�⾫�ȣ� Ϊ������о�������˹��غ������нϺõļ�����������Krigingģ���б����ã���ʽ�������£�
Ϊ������о�������˹��غ������нϺõļ�����������Krigingģ���б����ã���ʽ�������£�
 (6)
(6)
ʽ�У� Ϊ��Ʊ����ĸ�����
Ϊ��Ʊ����ĸ����� Ϊ����Բ�����
Ϊ����Բ�����
��2 ���������������ֲ���������
Table 2 Sampling distribution of Latin Hypercube method and test results
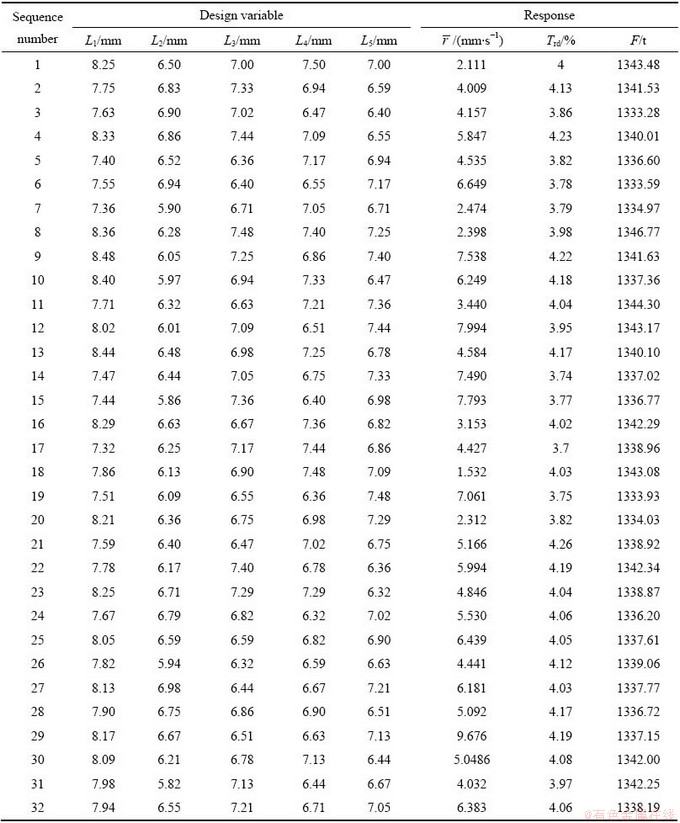
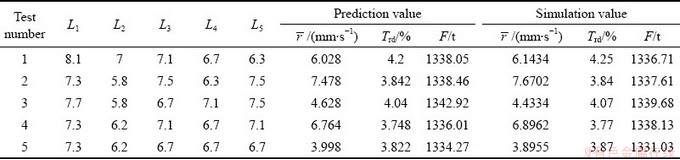
�����о���Kriging����ģ���У��ع鷽�̲��ó�������ʽ����غ���ģ�Ͳ��ø�˹���������ڱ�2�����ݣ�������������Ʊ�����3����ӦĿ��֮��Ľ���ģ�͡���3��ʾΪ��ͬ��ӦĿ��Kriging����ģ�͵���ϲ���������Kriging����ģ���ϸ��ͨ����ѡ�����㣬�������������ˣ�Ϊ�˽�һ����֤Krigingģ�Ͷ���ƿռ�����δ֪���Ԥ������������ƿռ��������ѡȡ5�������㣬���½�������ģ��ѹ����ģ�ͣ��ύHyperXtrude����ƽ̨��⣬����õķ�������Kriging����ģ�͵�Ԥ��ֵ�Ƚϡ��ɱ�4��֪������ֵ�����ģ�͵�Ԥ��ֵ֮�����������8%��������������Kriging����ģ�;��нϸߵ�Ԥ�⾫�ȡ�
2.3.4 ���ڶൺ�Ŵ��㷨��Ѱ��
�Ŵ��㷨��Ҫ��ģ����������۵ġ���ʤ��̭��ԭ�����Ŵ�ѧ����������������е�����ģ�͡����ڴ�ͳ�Ŵ��㷨�������������硢��⾫�ȵ͵����⡣���о����öൺ�Ŵ��㷨�������Ż����������⡣�ൺ�Ŵ��㷨�������ǶԲ��зֲ��Ŵ��㷨�ĸĽ����봫ͳ�Ŵ��㷨�Ƚϣ�����ȫ��Ѱ�����������Ч�ʸ��ã��Ż�������ͼ10��ʾ����Ⱥ��ģ��Ϊ30����(��Ⱥ)�ĸ���Ϊ10���ܹ������Ĵ���Ϊ10���������pcȡֵ1.0���������pmȡֵ0.01������Ǩ����ȡֵ0.01��Ǩ�Ƶļ������ȡֵΪ5�����뾺������Ⱥ�������ȡֵ0.5�����ݵ���һ�������������Ϊ1��
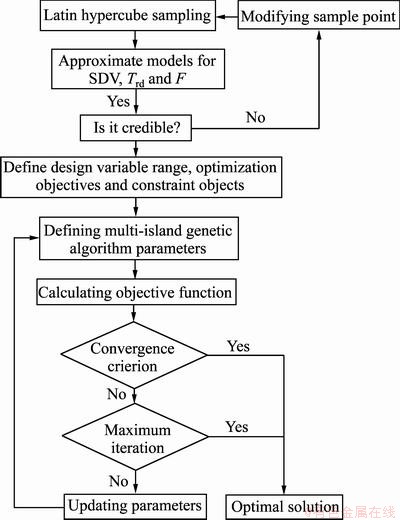
ͼ10 �ൺ�Ŵ��㷨Ѱ������
Fig. 10 Flow chart of iterative optimization process by multi-island genetic algorithm
��3 ��ӦĿ���Kriging����ģ����Ͻ��
Table 3 Fitting results of response targets by Kriging approximate model

��4 Kriging����ģ��Ԥ������ģ�����Ա�
Table 4 Comparison of prediction results of Kriging approximate model prediction and FEM simulation results
ͼ11��ʾΪ���öൺ�Ŵ��㷨Ѱ�ų�ģ���ͲĽ���������پ�������������ߡ���ͼ11��֪������������1500����ǰ��Ŀ�꺯�����پ�����SDV������ϴ����ŵ��������������ӣ����پ�����������������ֵ�ı仯Ҳ����ƽ�����������ﵽ�ȶ���������3000�ε�����Ŀ�꺯��SDV�ﵽ����ֵ��Ϊ1.63 mm/s������ָ��Ҳ�������ֲ��䡣�Ż���Ĺ��������ȷֱ�Ϊ��L1=7.67 mm��L2= 6.12 mm��L3=6.43 mm��L4=7.19 mm��L5=6.74 mm��
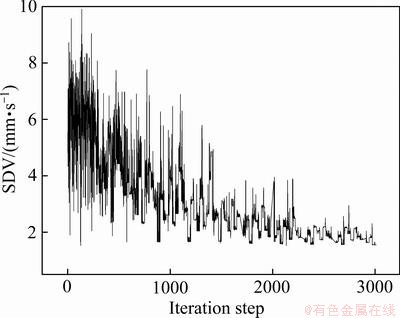
ͼ11 �ൺ�Ŵ��㷨Ѱ��Ŀ�꺯������������
Fig. 11 Convergence process of objective function by multi-island genetic algorithm
3 ���������ʵ����֤
3.1 �������ٷ���
ͼ12��ʾΪ�Ż����ģ�߽ṹ��ѹ��ģ���Ͳĺ��������ٷֲ����Ż�����ͲĽ������پ�����SDV=1.42 mm/s������ڶൺ�Ŵ��㷨�Ż���SDV��ȣ�����Ϊ0.21 mm/s���ͲĽ����ϲ��ϵ���С������ٶ�֮��Ϊ5.02 mm/s����ȳ�ʼ��Ʒ������Ż�������ѹ��ģ���ͲĽ������ٷֲ����ȣ������ڱ�����ּ�ѹ�ߴ糬�����⡣�����Ż����ģ�߽ṹ��Ʒ������м�ѹ��ģ���Ͳ��ڼ�ǿ��λ��û�г������ϲ��㵼�±ں�����ͺ��쿪�ѵ�����(��ͼ13(b))�����ߵıں�ߴ����С��0.1 mm����ѹ�ߴ�����������ײ���ڳ����ϵijߴ羫��Ҫ��֤����ģ�߽ṹ�Ż������ɿ��Լ��Ż������ȷ�ԡ�
3.2 �Ͳĺ�����¶ȷֲ�
�Ͳĺ�����ϵ��¶ȷֲ������˼�ѹ��Ʒ��֯����ѧ���ܵľ����ԡ���ѹ�����и����������������Ͳ��¶ȱ仯��Ӱ��������Ҫ�����Ա����ȡ�Ħ���ȡ������빤ģ��֮��Ĵ��ȡ����У�������¶ȵķֲ���Ҫȡ���ڲ���ͨ������ģ���������Ա����Ⱥ�Ħ���ȡ�ͼ13��ʾΪ�Ż�ǰ����Ͳĺ�����¶ȷֲ�����ͼ13��֪��ģ�߳�ʼ�������ڼ�ѹ���̲������Ա��ε����ز����ȣ��ڼ�ǿ��λ�����ڲ��Ϲ�Ӧ���㣬���Ա�����Զ����������λ���¶���ͣ���ֵΪ486.4 �档�Ͳ��������ڷ�������չ�Լ���ģ�߽���ǿ�ҵ�Ħ�����ã��¶���ߣ��ﵽ531.6 �档�Ͳ��������¶Ȳ�Ϊ45.2 �棻��ģ�߽ṹ�Ż��Ժ��ϵ�������Ϊ���ã����Ա��εľ��ȳ̶���ߣ��ﵽ�˶Լ�ѹ�����в������Ա����Ⱥ�Ħ���ȵĺ������ء��Ż�����Ͳ��ڼ�ǿ��λ���¶���Ȼ������ͣ���������517.4 �棬��������������²�Ϊ18 �棬��ȳ�ʼ��Ʒ�������27.2 �棬����ȸ����˺�����¶ȵIJ����ȷֲ��������ֲ��ľ����������ڻ��һ�µ�����֯����ѧ���ܡ�
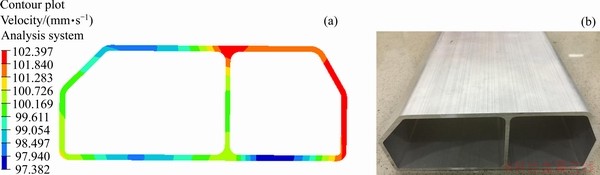
ͼ12 ģ���Ż����Ͳĺ���������ٷֲ��ͼ�ѹ�Ͳ�����
Fig. 12 Cross-sectional velocity distribution at die exit after die optimization(a) and extruded profile quality(b)
3.3 ������������
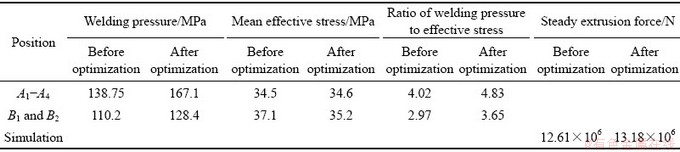
ͼ14��ʾΪģ�߽ṹ�Ż�ǰ��ĺ����Һ���ѹ���ֲ���ͼ����ͼ14��֪���Ż����Ͳ�6�����촦�ĺ���ѹ����������ͨ����ȡ�Ͳ�������4��������ڼ�ǿ�λ2������ĺ���ѹ��������Ӧ������������5���ɱ�5��֪��ģ�߳�ʼ��Ʒ������ڼ�ǿ���λ�õĺ���ѹ��С����������������λ�ã��亸��ѹ��������Ӧ���ı�ֵΪ2.97����С��3�����ܻ�ò����ĺ��������������Ż����ڼ�ǿ�������������λ�ô��ĺ���ѹ���ֱ�����16.5%��20.4%������ѹ��������Ӧ���ı�ֵ�ֱ�Ϊ3.65��4.83�������ٽ�ֵ3�����������õ���ߡ�����Ҫ������������������Ż����������ȣ������ں���������Ҫ�˷�������������ܼ���ģ�ף�ʹ����ѹ�����ӡ����⣬ģ�߳�ʼ�������Ż������ļ�ѹ���ֱ�Ϊ12.61��106 N��13.18��106 N���Ż���ѹ������ͼ15��ʾΪ�Ż�ǰ���ڼ�ǿ��λ�õĺ�����֯����ͼ15��֪���Ż����촦�������ã���������Ϊ��ȫ�ٽᾧ��֯��
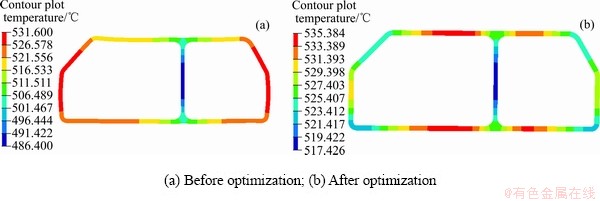
ͼ13 �Ͳĺ�����¶ȷֲ�
Fig. 13 Temperature distribution on profile cross-section
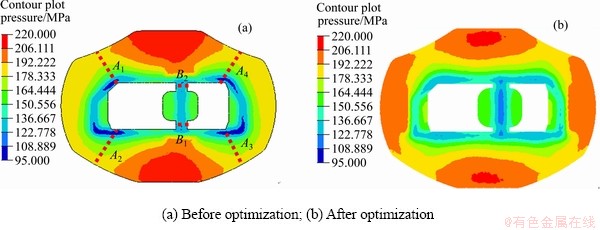
ͼ14 �����Һ���ѹ���ֲ�
Fig. 14 Welding pressure distribution in welding chamber
��5 �����ҵĺ���ѹ������ЧӦ���ͼ�ѹ���Ա�
Table 5 Comparisons of mean welding pressure, flow stress on welding chamber and steady extrusion force
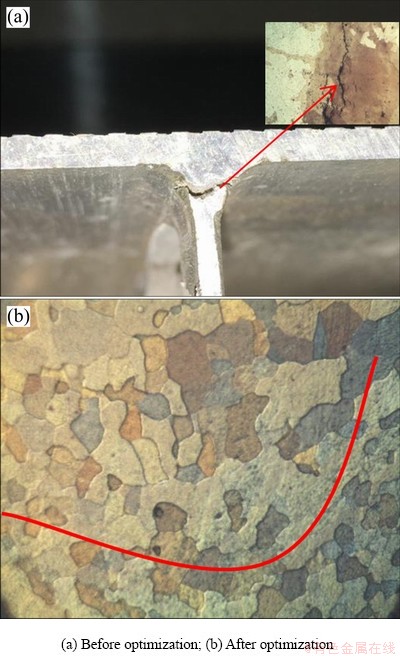
ͼ15 �ڼ�ǿ�λ�ĺ�����֯
Fig. 15 Microstructures of seam weld on internal stiffener
4 ����
1) ���ڲ������پ�����ͺ���ѹ�����۽�ʾ�Ͳļ�ѹ�ڼ�ǿ��ں�����Ϳ��ѵIJ���������ԭ�� �Ƶķ���ģ��ѹ��ģ���Ͳĺ�����ϵIJ������ٷֲ����ز����ȣ����پ�����SDV��СΪ23.75 mm/s���ڼ�ǿ�λ����������С��������λ�����±ں����ؼ������Һ��촦�ĺ���ѹ��������Ӧ����ֵ���ͣ���ѹ���ٲ������ǿ����Ӧ��ʹ����λ�ò������ѡ������������뼷ѹ��ģ����ǺϽϺá�
2) Ϊ��ʵ�ֶԳ�ģ���Ͳĺ�������ٵľ����Կ��ƣ�����ˡ��Ż�������/�����ۡ����������顢����Kriging����ģ�ͺͶൺ�Ŵ��㷨�Ż�����������ģ�߽ṹ�ಽ�Ż���Ʒ������Ż����ģ���Ͳĺ�������پ�������23.75 mm/s���ٵ�1.63 mm/s���Ͳıں�ߴ����С��0.1 mm��
3) �ಽ�Ż���ƺ����ڷ���ģ�е��������������Ը��ƣ�ʹ�Ͳij��ں�����¶ȷֲ��������Լ�������������������ߡ��Ͳĺ���������²��27.2 �棬�ڼ�ǿ��ĺ���ѹ������16.5%���������Ϊ��ȫ�ٽᾧ��֯��
REFERENCES
[1] ZHANG Xin-ming, FENG Di, SHI Xing-kuan, et al. Oxide distribution and microstructure in welding zones from porthole die extrusion[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(3): 765-772.
[2] LIU Zhi-wen, YI Jie, LI Shi-kang, et al. Study on inhomogeneous cooling behavior of extruded profile with unequal and large thicknesses during quenching using thermo-mechanical coupling model[J]. Transactions of Nonferrous Metals Society of China, 2020, 30(5): 1-16.
[3] ��־��, ������. �������������������̹����о���״���չ[J]. �й���ɫ����ѧ��, 2014, 24(8): 2003-2012.
LIU Zhi-wen, LI Luo-xing. Review of bending short process for lightweight component[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2003-2012.
[4] Ѧ��ƽ, �ƶ���, ��׳׳, ��. ��ѹ�¶ȶ�6005A���Ͻ���������֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2018, 28(7), 1291-1298.
XUE Jiang-ping, HUANG Dong-nan, ZUO Zhuang-zhuang, et al. Influence of extrusion temperature on microstructure and mechanical properties of welding zone of 6005A aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(7): 1291-1298.
[5] �ƶ���, ��־��, ���, ��. ��������ȼ����ϽǶԷ��ιܷ���ģ��ѹ����������Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 954-960.
HUANG Dong-nan, ZHANG Zhi-hao, LI Jing-yuan, et al. Influences of welding chamber depth and welding angle on forming quality of extrusion of square tube by porthole die[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 954-960.
[6] ������, ��־��, л����, ��. �����ʵ������ٵ����Ͻ�����Ͳĺ�����¶ȵIJ�������[J]. �й���ɫ����ѧ��, 2015, 25(7): 1798-1807.
HOU Wen-rong, ZHANG Zhi-hao, XIE Jian-xin, et al. Temperature inhomogeneity on cross section of Al alloy hollow profile based on reverse point tracking method[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1798-1807.
[7] YI Jie, WANG Zhen-hu, LIU Zhi-wen, et al. Fe analysis of extrusion defect and optimization of metal flow in porthole die for complex hollow aluminium profile[J]. Transactions of Nonferrous Metals Society of China, 2018, 28(10): 2094-2101.
[8] GAGLIARDI F, CIANCIO C, AMBROGIO G. Optimization of porthole die extrusion by Grey-Taguchi relational analysis[J]. The International Journal of Advanced Manufacturing Technology, 2018, 94(1/4): 719-728.
[9] �ű���, �� ��, ������, ��. AZ31þ�Ͻ𱡱ڹܼ�ѹ�������������Ӱ����ɵķ���ģ��[J]. �й���ɫ����ѧ��, 2012, 22(10): 15-21.
ZHANG Bao-jun, YANG He, GUO Liang-gang, et al. Numerical simulation of effect rules of porthole axial angle on extrusion process of AZ31 mg alloy thin-walled tube[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 15-21.
[10] ������, ��־��, л����, ��. ���Ͻ�����Ͳķ���ģ��ѹ����ȫ�����¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2013, 23(10): 2769-2778.
HOU Wen-rong, ZHANG Zhi-hao, XIE Jian-xin, et al.Numerical simulation of temperature field during whole extrusion process of aluminum hollow profile with porthole die extrusion forming[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 2769-2778.
[11] HUA Tian-run, YAO Yao, LI Hao-ran, et al. Study on the numerical simulation application in the design and optimization of aluminum extrusion forming mold[J]. Hydromechatronics Engineering, 2016, 44(12): 88-95.
[12] �� ��, лˮ��, �� ��, ��. ��������ƶԱ������Ͳļ�ѹ�����ٶȵ�Ӱ��[J]. ���Թ���ѧ��, 2010, 17(4): 27-32.
LIU Peng, XIE Shui-sheng, CHENG Lei, et al. Effect of pocket designs on exit velocity during thin-walled aluminium profile extrusion[J]. Journal of Plasticity Engineering, 2010, 17(4): 27-32.
[13] �ָ���, ���˿�, �� ��, ��. ���Ͳļ�ѹģ�������� ��[J]. �й���ɫ����ѧ��, 2006, 16(4): 561-566.
LIN Gao-yong, CHEN Xing-ke, JIANG Jie, et al. Optimization of die bearing for aluminum profile extrusion die[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(4): 561-566.
[14] HE Zhao, WANG He-nan, WANG Meng-jun, et al. Simulation of extrusion process of complicated aluminium profile and die trial[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(7): 1732-1737.
[15] ZHUANG Xin-cun, ZHAO Zhen, XIANG Hua, et al. Simulation of sheet metal extrusion processes with Arbitrary Lagrangian-Eulerian method[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(5): 1172-1176.
[16] XUE X, VINCZE G, PEREIRA A, et al. Assessment of metal flow balance in multi-output porthole hot extrusion of AA6060 thin-walled profile[J]. Metals, 2018, 8(6): 462-476.
[17] ZHANG C, ZHAO G, SUN X, et al. Optimization design of baffle plates in porthole die for aluminium profile extrusion[J]. Journal of Materials Design and Applications, 2011, 225(L4): 255-265.
[18] PAN J Y, XUE X. Numerical investigation of an arc inlet structure extrusion die for large hollow sections[J]. International Journal of Material Forming, 2008, 11(3): 405-416.
[19] GUAN Y J, ZHANG C S, ZHAO G Q, et al. Design of a multihole porthole die for aluminum tube extrusion[J]. Materials and Manufacturing Processes, 2012, 27(2): 147-153.
[20] LIU P, XIE S S, CHENG L. Die structure optimization for a large, multi-cavity aluminum profile using numerical simulation and experiments[J]. Materials & Design, 2012, 36: 152-160.
[21] SUN X M, ZHAO G Q, ZHANG C S, et al. Optimal design of second-step welding chamber for a condenser tube extrusion die based on the response surface method and the genetic algorithm[J]. Materials and Manufacturing Processes, 2013, 28(7): 823-834.
[22] ZHAO G Q, CHEN H, ZHANG C S, et al. Multiobjective optimization design of porthole extrusion die using Pareto-based genetic algorithm[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(5/8): 1547-1556.
[23] SELLARS C M, TEGART W J M G. Hot workability[J]. International Metallurgical Reviews, 1972, 17(1): 1-24.
[24] WANG S Q, YUAN L H, LIANG S. Effects of the friction coefficient on cold extrusion process of axial symmetry parts[J]. Machine Tool & Hydraulics, 2018,46(12): 71-75.
[25] ��־��, ������, �� ��, ��. ���Ͻ��ȼ�ѹ�����н���Ħ�����о���չ[J]. �й���ɫ����ѧ��, 2017, 27(7): 1311-1322.
LIU Zhi-wen, LI Luo-xing, ZHANG Ming, et al. Research progress of interface friction in hot extrusion of aluminium alloys[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(7): 1311-1322.
[26] LIU Z W, LI L X, WANG G, et al. Analysis and improvement of material flow during extrusion process using spreading pocket die for large-size, flat-wide, and multi-ribs profile[J]. The International Journal of Advanced Manufacturing Technology,2020, 107(3/4): 1115-1129.
[27] DONATI L, TOMESANI L. The prediction of seam welds quality in aluminum extrusion[J]. Journal of Materials Processing Technology, 2004, 153: 366-373.
[28] LI L, ZHANG H, ZHOU J, et al. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams[J]. Materials & Design, 2008, 29(6): 1190-1198.
[29] AKERET R. Properties of pressure welds in extruded aluminium alloy sections[J]. Journal of the Institute of Metals, 1972, 10: 202-207.
[30] DONATI L, TOMESANI L. The effect of die design on the production and seam weld quality of extruded aluminum profiles[J]. Journal of Materials Processing Technology, 2005, 164: 1025-1031.
[31] ZHAO G Q, CHEN H, ZHANG C S. Multiobjective optimization design of porthole extrusion die using Pareto-based genetic algorithm[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(5/8): 1547-1556.
Defects formation mechanism and precision control of exit flow velocity in porthole die extrusion of hollow thin-walled aluminum profile
LIU Zhi-wen1, 2, LI Luo-xing2, FU Chun-ming1, HE Hong2, LI Bi-wen1
(1. School of Mechanical Engineering, University of South China, Hengyang 421001, China;
2. State Key Laboratory of Advanced Design and Manufacture for Vehicle Body, Hunan University, Changsha 410082, China)
Abstract: Taking the automobile collision beam as a typical research object, the formation mechanism of extrusion defects, such as wall thickness thinning and cracking, on internal stiffener of profile in porthole die extrusion was revealed. The method for accurately controlling the uniformity of cross-sectional velocity at die exit was proposed. Firstly, an accurate steady-state finite element model for simulating the porthole die extrusion process of profile was established based on the arbitrary Lagrangian-Eulerian formulation. Then, the formation mechanism of extrusion defects was analyzed based on the evaluation of material flow velocity standard deviation (SDV) at die exit and welding pressure. Finally, to solve the problem of the non-uniform velocity distribution, three steps of the die optimization were proposed, including optimization of portholes and drainage channels, introduction of baffle plates and optimizing the die bearings using Kriging approximation model and multi-island genetic algorithm. The results show that, after optimization, the SDV value in the cross-section of extrudate decreases from 23.75 mm/s to 1.63 mm/s. At the same time, the temperature uniformity on the cross-section of profile and seam weld quality are improved significantly. The maximum cross-sectional temperature difference is reduced by 27.2 ��, the welding pressure is increased by 16.5%, and the grains of seam weld are basically completely recrystallized.
Key words: hollow thin-walled profile; porthole die; extrusion defects; multiple-step optimization; cross-sectional velocity control; seam weld quality
Foundation item: Project(52005244) supported by the National Natural Science Foundation of China; Project (18B285) supported by the Scientific Research Fund of Hunan Provincial Education Department, China; Project(2019JJ50510) supported by the Natural Science Foundation of Hunan Province, China
Received date: 2020-05-06; Accepted date: 2020-10-20
Corresponding author: LIU Zhi-wen; Tel: +86+734-88578031; E-mail: liuzhiwen1008@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(52005244)������ʡ������������Ŀ(18B285)������ʡ��Ȼ��ѧ����������Ŀ(2019JJ50510)
�ո����ڣ�2020-05-06�������ڣ�2020-10-20
ͨ�����ߣ���־�ģ������ڣ���ʿ���绰��0734-88578031��E-mail��liuzhiwen1008@163.com
ժ Ҫ����������ײ��Ϊ�����о�����չ�Ͳķ���ģ��ѹ��ģ���ֵ��ڼ�ǿ��ں�����Ϳ��ѵ�ȱ�ݲ��������о����������ѹ��ģ�ں�������پ����Եľ�ȷ���Ʒ��������ȣ�����������������-ŷ������㷨�������Ͳķ���ģ��ѹ��̬����Ԫģ�͡�Ȼ���ڲ������پ�����ͺ���ѹ�����۽�ʾ�Ͳļ�ѹ�ں�����ͺ��쿪�ѵIJ���ԭ�����Ϊ��ʵ�ֶԳ�ģ���Ͳĺ�������ٵľ��ȿ��ƣ�����ˡ��Ż�������/�����ۡ����������顢����Kriging����ģ�ͺͶൺ�Ŵ��㷨�Ż����������ķ���ģ�ṹ�ಽ�Ż���Ʒ���������������Ż����ģ���Ͳĺ�������پ�������23.75 mm/s���ٵ�1.63 mm/s���Ͳıں�ߴ����С��0.1 mm��ͬʱ���Ͳĺ������²��С�ͺ����������Ը��ƣ�����²��27.2 �棬����ѹ������16.5%���������Ϊ��ȫ�ٽᾧ��֯��
