
���±�ţ�1004-0609(2007)04-0567-05
N2�ڵ����ӻ�ԭλ����SiCp/Al�����ϲ����е�����
����ɣ��� �ͣ��� �գ��Ž��ᣬ����ũ
(���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ���� 212013)
ժ Ҫ��
��0.8 mm��Ƭ��Ϊ�����ϣ����ô�벺͵�벻�ϵ����������SiCp/Al�����ϲ��Ͻ��е����ӻ�ԭλ���ӣ����������N2�Ժ�����Ρ�������֯�����ܵ�Ӱ�졣����������浪�������������������Ҳ��Ӧ�������ӵ������������۳��е���ѭ��״̬��ұ��Ӧ������TiN��AlN���µ���ǿ�࣬��Ч�����ƴ���������ɣ������˺��ӽ�ͷ�����ܡ���ѧ����ʵ�����������Ar+N2��Ϊ���������к���ʱ������Ӳ�Ⱥ�ǿ�ȶ�����ߡ���N2�������Լռ15%ʱ������ǿ�ȴﵽ���ֵ233.5 MPa��
�ؼ��ʣ�
SiCp/Al�����ϲ�����ԭλ������Ar+N2����֯��
��ͼ����ţ�TG 456���� ���ױ�ʶ�룺A
Effect of nitrogen on plasma arc in-situ welding of SiCp/Al MMCs
LEI Yu-cheng, LI Xian, CHEN Gang, ZHANG Jian-hui, CHENG Xiao-nong
(School of Material Science and Engineering, Jiangsu University, Zhenjiang 212013, China)
Abstract: In order to analyze the weldability of SiC particle reinforced aluminum metal matrix composites(SiCp/Al MMCs), Plasma arc in-situ welding of SiCp/Al MMCs was carried out using pure argon and argon-nitrogen mixture as plasma gases with 0.8 mm thick titanium filler-plate as in-situ material. The effect of nitrogen addition into plasma gases on the appearance of weld, microstructure and mechanical properties was investigated. The results show that when the nitrogen volume increases, the weld penetration also correspondingly increases. The thermal cycle state and metallurgy response of the molten poor are also improved by adding nitrogen. A new composite reinforced by TiN, AlN is produced in the weld, effectively suppressing the formation of Al4C3, consequently ensuring the quality of joints. The mechanical testing results show that the microhardness and tensile strengths of joins welded by adding nitrogen are both increased. The highest tensile strength of joints is 233.5 MPa when the nitrogen volume is approximately 15%.
Key words: SiCp/Al MMCs; plasma arc in-situ welding; Ar+N2; microstructure
SiCp/Al�����ϲ������ھ��и߱�ǿ�ȡ��߱�ģ������ĥ�Լ����µ�������ۺ����ܣ���������ɱ��ϵͣ�����Ϊ��һ�־��м���Ӧ��ǰ�����½ṹ����[1-5]��ͬ�����ṹ����һ����SiCp/Al�����ϲ��ϵ��ƹ�Ӧ��Ҳ�ܵ��˺��Ӽ�������Լ��������ǿ��������������ѧ���ʴ��ھ���죬����ʱ���������淴Ӧ���ɴ����࣬���������ס����ɵ�ȱ�ݣ�����Ӱ���˺��ӽ�ͷ������[6-8]����ˣ�̽����ƺ����۳�ұ�����ܵ��·������¹��գ����Եü�Ϊ��Ҫ�������е��о����������SiC������ǿ�������ϲ��ϵ�������Ҫ�����ۻ�����ǥ������ɢ�������࣬ͬʱ�о���Ա��������������͵��������ϲ������Ӽ�������Ҫ��������Ħ���������弤�⺸������Ժ��͵�������Ϳ�ȡ�����������������ǿ�������ϲ��ϵ����Ӽ���Ӧ�߱����¼�������[9]��1) ���γ����õ����ӽ�ͷ�����淴Ӧ�٣�2) ������Ч�������Ͻ�����������3) �����������ӽ�ͷ����ǿ������ƫ�ۣ�4) �����������ܱ���ʹ����Ӳ��ϡ�
������������������ֱ�Ӽ��뵪������0.8 mm��Ƭ��Ϊ�����ϣ���SiCp/Al�����ϲ��Ͻ��е����ӻ�ԭλ���ӣ��о�����ĵ����Ժ�����Ρ�������֯�Լ����ܵ�Ӱ�죬����Ѱ����ߺ��ӽ�ͷ���ܵ���;����
1 ʵ��
ʵ�����Ϊ��ѹ���취�������SiCΪǿ�����6061Al�����ϲ��ϣ�����ǿ����ֱ��Ϊ6 ��m���������Ϊ10%���ڻ����зֲ������ȡ�����ʵ��ⶨ�����ǿ��Ϊ398.5 MPa�����ϳߴ�Ϊ80 mm��20 mm��3.5 mm���仯ѧ�ɷּ���1��
��1 ������ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of aluminum alloy(mass fraction, %)

ʵ��ʹ���ټ�벻�����AC/DC TIG 500 GP��HPT-8�����Ӻ�ǹ���к��ӡ���ǰ�ڻ����м俪V���¿ڣ���150#ɰֽ���д�ĥ��ȥ������Ĥ��Ȼ���ñ�ͪ������ϴ������ʱ�ֱ���öԽӽ�ͷ�͵���ֱ���ۻ�������ʽ����ͬ�Ĺ��ղ������к��ӣ�����2����������Լ��ĺ����(�뺸�ӷ���ֱ����)ȡ������������3%~5%��Keller��s�Լ���ʴ����S-570����ɨ���������(SEM)�۲캸�������֯����D/max-rB��ת����X����������(XRD)ȷ��������֯������ṹ����Ӳ�Ȳ�����PMF-3����Ӳ�ȼ��Ͻ��У������غ�Ϊ1 N������ʱ��Ϊ20 s������ʵ�������� Instron ��˾����������ʵ����Ͻ��У������ٶ�Ϊ0.5 mm/min������GB/T 228-2002��������ʵ�顣֮����ɨ��羵�۲����������ĶϿڣ�������Ͽ���Ƭ��
��2 ���ӹ��ղ���
Table 2 Parameter of welding
2 ��������
�ڵ��������м����������Ϊ5%�ĵ������ں�����漴����һ���ɫ�ķ�ĩ�㡣�浪���������ӣ���ɫ�������ࡣ������з�����������ɫ����AlN��Al�Ļ�����ԭ���ǣ��ڵ����ӻ��ĸ��������£��ֽ�ĵ�ԭ�����۳ر���ӷ�����ԭ�ӷ������ҵķ�Ӧ������AlN�Լ�AlN��Al�Ļ���
�ڵ��������м��뵪��ʱ�Ժ�������Ҳ����һ����Ӱ�졣ͼ1��ʾΪ���������е����������������Ĺ�ϵ�����Կ������浪���������������������ߴ�Ҳ��Ӧ����������Ϊ�����������������ʸߣ����ȿ죬��������ʹ�õ绡������ʹ�糡ǿ�ȡ������ܶ�����[10]����ˣ�����������һ��������£��浪������������ӣ�����������Ҳ���Ӷ�ʹ�����������ӡ�
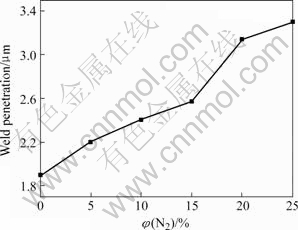
ͼ1 ���������е�����������������Ӱ��
Fig.1 Effect of nitrogen volume fraction in plasma gases on weld penetration
ͼ2(a)��ʾΪ���ô�벽��е����ӻ�ԭλ����ʱ�ĺ�����֯SEM��Ƭ�����Կ����������ô����Ϊ��������ʱ����������û�д��������ɣ����������٣����к��������8%���ң������ߴ����5~15 ��m����XRD��������ͼ3(a)��ʾ����������ҪΪSiC��TiC���ڵ����ӻ����������£�����SiC��ǿ���������ֽ⣬��TiC��������ȡ����SiC�ķֽ�̶ȣ���˲���C�����ݣ�����ɺ����п��������庬�����͡�ͼ2(b)��ʾΪ���õ����������Ϊ 15�� �ĵ�벻�ϵ����������е����ӻ�ԭλ����ʱ�ĺ�����֯����ͼ�ɼ���������Ҳû�з��ִ��������ɣ��������п����������ӣ�Լռ�������������19%�������ߴ�Ϊ3~15 ��m��ƫ�������Ϊ���أ����ҳ�����һЩ��ͬ�ڲ��ô�벺���ʱ�����ࡣ��XRD��������ͼ3(b)��ʾ����������TiN��AlN���¿������ɡ�������Ϊ�����·ֽ����ɵĵ�ԭ�ӽ�Ϊ���ã������ѡ���������Ӧ�����ɵ�TiN��AlN�ȿ����������õ���ǿЧ��[11-12]������ظ����˺�������ܡ�
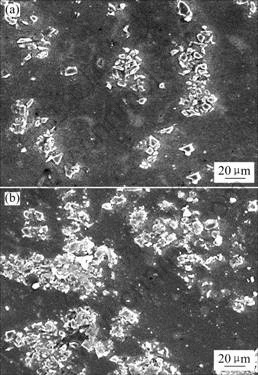
ͼ2 ������֯SEM��Ƭ
Fig.2 SEM micrographs of welded joint: (a) Purity Ar; (b) ��(N2)=15%

ͼ3 ����XRD��
Fig.3 XRD patterns of welded joint: (a) Purity Ar; (b) ��(N2)=15%
����ǰ��ķ������,���ӵ���,�۳��г����¿���TiC����,����TiN��AlN�ȵ������γɣ������۳���Ҳû�з��ִ�����Al4C3�����ɣ��۳ص�ұ��Ӧ���̿��Դ�����������н��͡�ͼ4��ʾΪ���ֻ�������������������¶ȹ�ϵ����[3, 13]����ͼ�п��Կ������������ɵ͵�����Ӧ������ѧ�������ɴ�С����Ϊ��TiN��AlN��TiC��Al4C3��Al3Ti����˵��TiN��AlN��TiC���γ������ܶ�������������Ҫ����ˣ���Ӧ�����γ�TiN��AlN��TiC�������������ǵ�����ʹ�۳��е�Ti��CԪ�غ�����ͣ��Ӷ�������Al4C3��Al3Ti�����ɡ�
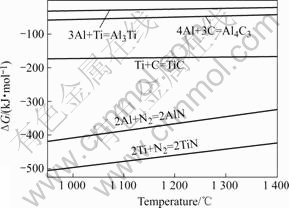
ͼ4 �������������¶ȹ�ϵ����
Fig.4 Relationship curves of free energy of formation and temperature
����ͼ�ǶȽ��з���[14-15]��֪������TiC���۵�(3 140 ��)����TiN���۵�(2 950 ��)�����Ե��¶Ƚ���ʱ���۳��е�TiCӦ�������������������۳��е�N���ɵ����������Ļ���Nԭ�ӣ������Ԫ��Ti�Է�Ӧʱ��̵Ķ���ѧ���������γ�TiN���Ӷ�������TiC���γɡ���ˣ��Ͻ�Һ�и�Ԫ�صĻ�ѧ��Ӧ����������ѧ���ƣ������ܶ���ѧ���ơ����¶Ƚ���2 573 ��ʱ������AlN����TiC�IJ����������۳��е�CԪ�غ������Ľ϶࣬��Һ��ɷֵ�����Al4C3����������TiCx���������ƶ����Ӷ�������Al4C3�����ɡ������������е��������϶࣬����������˺Ͻ�����Ԫ��Ti�ĺ������Ӷ�������Al3Ti���γɡ���ˣ����õ���벻��������Ϊ����������SiCp/Al�����ϲ��Ͻ���ԭλ����ʱ����������֯���ɻ������Ͻ��TiN��TiC��AlN ���¿�����ͬ��ɣ������������к���Al4C3��Al3Ti�����ɡ�
2.4.1 Ӳ��
������Ӳ���뵪���������֮��Ĺ�ϵ��ͼ5��ʾ�����Կ������浪������������������Ӳ��Ҳ��֮���ӡ��������Դ���һ���Ƕȱ�������ӵ����������֯�����˱仯����������������Ҫԭ�������ɵĿ�������������Ŀ�����˱仯�����ʱ�������е���ǿ����ҪΪTiC��SiC�ȿ���������Ŀ���٣��Ӷ��������Ӳ�Ȳ��ߡ����뵪����ԭ�еĿ����⣬�������˸�Ӳ�ȵ�TiN���������浪�������������TiN�Ŀ�����ĿҲ��֮���Ӷ�ʹ���������Ӳ�����ӡ�
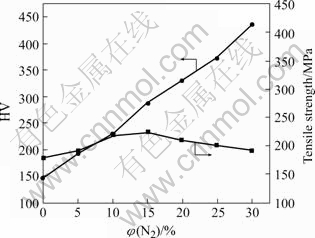
ͼ5 ������ѧ�����뵪�����������ϵͼ
Fig.5 Curves of nitrogen volume fraction and mechanical properties of welded joint
2.4.2 ��������
�������¶�������������ʵ�飬�����ͼ5��ʾ�����Կ���������������е���������������ӣ���������ǿ��Ҳ��֮���ӡ��ڵ����������Լռ15%ʱ�ﵽ���ֵ233.5 MPa��֮������ǿ������������е���������������Ӷ����١�������������ԭ���Dz��ô��ʱ��TiC�����ɽ�����SiC�ķֽ�֮�ϣ��Ӷ���ɺ��������������٣�����ǿ�Ȳ��ߡ������뵪�������ֽ����۳��е�Ti��Al��Ԫ�ط�Ӧ�����ɵ�TiN��AlN�����ʿ�����Ϊ�µ���ǿ�࣬�ֲ��������SiC��ǿ�࣬�Ӷ�ʹ���ӽ�ͷ�����ܵõ���ߡ������ŵ��������ӣ������в����������Ƶ�����������,����ǿ�ȷ����浪��������������Ӷ����١�
��������Ͽ�SEM��Ƭ��ͼ6��ʾ������ͼ6(a)��ʾΪ���ô����Ϊ�����������е����ӻ�ԭλ����ʱ�ĶϿ���ò����ͼ�ɼ����Ͽ���֯���������ԶϿ���ò������Ҫ���ֳ����Զ��ѡ��������������Ϊ15%ʱ����ͼ6(b)��ʾ��������֯�϶࣬�Ӷ����ֳ��Ϻõ��������ܡ�ͼ6(c)��ʾΪ�����������Ϊ30%�ĺ�����������Ͽ���ò����ͼ�ɼ����Ͽ������϶࣬�ߴ�Ҳ�ϴ���Щ���Ĵ������������˺������ѧ���ܡ�ʵ��������������еĵ����������������30%���½ϼѡ�
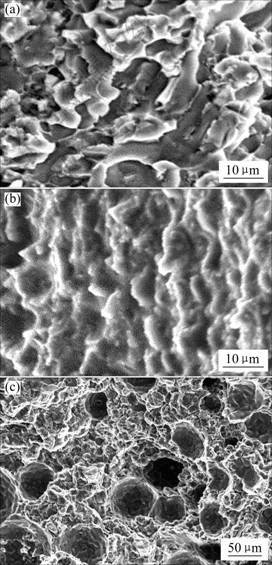
ͼ6 ��ͷ�Ͽ�SEM��Ƭ
Fig.6 SEM fractographs of joints: (a) Purity Ar; (b) ��(N2)=15%; (c) ��(N2)=30
3 ����
1) ���ú�����벻�ϵ���������SiCp/Al�����ϲ��Ͻ��е����ӻ�ԭλ����, �浪��������������������������ӣ���������Ҳ��Ӧ����
2) ����Ar+N2��Ϊ���������к��ӣ�������ɻ������Ͻ��TiN��TiC��AlN ���¿�����ͬ��ɵĺ�������֯�������������к���Al4C3��Al3Ti�����ɡ�
3) ���õ���벻�ϵ����������к��ӱȲ��ô�벺��Ӿ��и��ߵ���ѧ���ܡ�������N2�����ӣ������в����������Ƶ������������������еĵ����������������30%���½ϼѡ�
REFERENCES
[1] YAN Jiu-chun, XU Zhi-wu, WU Gao-hui, et al. Interface structure and mechanical performance of TLP bonded joints of Al2O3/6061Al composites using Cu/Ni composite interlayers[J]. Scripta Materialia, 2004, 51: 147-150.
[2] �ش��֣�����٣�����������. SiCp/2024 Al�������ϲ��ϵ���ʴ��[J]. �й���ɫ����ѧ��, 2001, 11(6): 1074-1077.
HE Chun-lin, LI Feng-qin, LI Chang-sheng, et al. Corrosion properties of SiCp/2024Al matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(6): 1074-1077.
[3] ����ɣ�ԬΪ������ �ɣ���. �����ӻ�����SiCp/Al�����ϲ��Ϻ��조ԭλ���Ͻ���[J]. ����ѧ����2005, 26(12): 13-16.
LEI Yu-cheng, YUAN Wei-jin, ZHU Fei. ��In-situ�� weld-alloying of plasma arc welding of SiCp/Al MMC[J]. Transactions of the China Welding Institution, 2005, 26(12): 13-16.
[4] Gotman I, Koczak M J, Shtessel E. Fabrication of Al matrix in situ composites via selfpropagating synthesis [J]. Mater Sci Eng A, 1994, A187: 189-199.
[5] �������������Σ�����ѫ����. Al-Zr-O��ϵ��Ӧ�ϳ�ԭλ���ϲ��ϵ��ṹ��ĥ������[J]. �й���ɫ����ѧ��, 2005, 15(12): 1986-1991.
JIANG Run-lian, ZHAO Yu-tao, DAI Qi-xun, et al. Microstructures and wear properties of in situ composite synthesized by direct melt reaction in Al-Zr-O system[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(12): 1986-1991.
[6] ��ï�����䴫�ɣ�������. ��˿�ɷֶ�SiCp/Al�����ϲ���MIG��������֯�����ܵ�Ӱ��[J]. ����ѧ����2003, 24(5): 69-72.
CHEN Mao-ai, WU Chuan-song, WANG Jian-ghuo. Effect of composition of welding wire on microstructure and mechanical properties of weld metal in SiC particle reinforced 6061 Al matrix composite[J]. Transactions of the China Welding Institution, 2003, 24(5): 69-72.
[7] Ellis M B D. Joining of aluminum based metal matrix composites[J]. International Material Reviews, 1996, 41(2): 41-58.
[8] �������������ѣ�����������. SiCp/6061Al���������ϲ��ϼ��⺸���о�[J]. Ӧ�ü���, 1999, 19(5): 289-292.
CHEN Yong-lai, SHANG Min-jia, YU li-gen, et al. Laser beam welding of SiC particle reinforced 6061 aluminum alloy metal matrix composite [J]. Applied Laser, 1999, 19(5): 289-292.
[9] �� �գ������. �����ӻ�����SiCp/6061���ϲ��Ͽ����ֲ���Ӱ��[J]. ����ѧ��, 2006, 27(7): 1-4.
CHEN Gang, LEI Yu-cheng. Effects of plasma arc welding on particle distribution of SiCp/6061 composite[J]. Transactions of the China Welding Institu-tion, 2006, 27(7): 1-4.
[10] ����ɣ���ʻԣ�����ϼ����. �ټ����������ӵ绡��ֵ����[J]. ���մ�ѧѧ������Ȼ��ѧ�棬2006, 27(1): 47-50.
LEI Yu-cheng, LI Cai-hui, YU Wen-xia, et al. Numerical analysis on nitrogen protecting of TIG welding arc[J]. Journal of Jiangsu University: Natural Science Edition, 2006, 27(1): 47-50.
[11] Mussler B H. Advanced materials & powders[J] . Am Ceram Soc Bull, 2000, 79(6): 45-47.
[12] Sheppard L M. Aluminum nitride: a versatile but challenge material [J]. Am Ceram Soc Bull, 1990, 69(11): 1801.
[13] ���裬���˽࣬�Ź�������. ԭλTiC-AlN/Al���ϲ����Ʊ���¯�����նԷ�Ӧ��Ӱ��[J]. ���ϲ���ѧ����1998, 15(1): 62-67.
CUI Chun-xiang, WU Ren-jie. ZHANG Guo-ding, et al. Fabrication of in situ TiC-AlN/Al composite and effect of atmosphere in furnace on the reaction[J]. Acta Materiae Compositae Sinica, 1998, 15(1): 62-67.
[14] ������. SiCp/6061Al���������ϲ��Ϻ��조ԭλ���Ͻ��⺸�Ӽ�������ұ�������о�[D]. �������������պ����ѧ��2000: 64-65.
CHEN Yong-lai. ��In-situ�� Weld-alloying/laser Beam Welding of SiCp/6061 Al MMC and the Related Physical Metallurgy Issues[D]. Beijing: Beijing University of Aeronautics and Astronautics, 2000: 64-65.
[15] �ݾ��棬�����ʣ��°�ϣ���. ��Ԫ�Ͻ�״̬ͼ��[M] . �Ϻ�: �Ϻ���ѧ����������, 1984: 574.
YU Jue-qi, YI Wen-zhi, CHEN Bang-di, et al. Handbooks of Binary Alloy Phase Diagrams[M]. Shanghai: Shanghai Scientific Press, 1984: 574.
������Ŀ��������Ȼ��ѧ����������Ŀ(50475126)������ʡ�о������¼ƻ�������Ŀ(xm04-27)
�ո����ڣ�2006-09-26�������ڣ�2006-01-16
ͨѶ���ߣ�����ɣ����ڣ��绰��0511-8791919��E-mail : yclei @ujs.edu.cn
(�༭ ��ѧ��)
