
DOI��10.19476/j.ysxb.1004.0609.2018.12.02
Mg-6Zn-1Cu-0.5Ceþ�Ͻ�ķ�֦����֯�ݱ估����
������1, 2��������1���� ��1���Ϲ���1���� ��1
(1. ����������ѧ ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050��
2. ����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050)
ժ Ҫ��
���̬�������ϲ��������ǰ��̬����������ι��յ���Ҫ�������ڣ����õ����ȴ�������Mg-6Zn-1Cu-0.5Ceþ�Ͻ��ڲ������۹����еķ�֦����֯�ݱ���̺ͻ��������о�������������ڰ��̬���۳�ʼ�Σ�Mg-6Zn-1Cu-0.5Ce�Ͻ��ؾ���ֲ��Ĺ����������-Mg��������ɢ�ܽ⣬�ﵽ�����ۻ��¶Ⱥ�ʣ�ಿ�ֿ�ʼ�ۻ������ű���ʱ��Ľ�һ���ӳ���Ϊ�˽���ϵͳ�Ľ����ܣ������������ϲ��������У���֦�������ķ�������Һ�����Ǿ�����������������ֻ������������á�Mg-6Zn-1Cu-0.5Ce�Ͻ����ѵ����ȴ�������Ϊ�����¶�600 ��ͱ���ʱ��25 min�����øù��մ��������÷�֦������ƽ���ߴ�Ϊ57��m����״����Ϊ1.16��������Ϊ68%��
�ؼ��ʣ�
Mg-6Zn-1Cu-0.5Ceþ�Ͻ����������������̬����֦����֯���ݱ������
���±�ţ�1004-0609(2018)-12-2404-09���� ��ͼ����ţ�TG 146.22���� ���ױ�־�룺A
þ�Ͻ�����ܶ�С����ǿ�ȡ��ȸնȸߡ��ߴ��ȶ�������������ܺü��۸��ȶ����ŵ㣬���ձ���Ϊ��һ����߿�����Ӧ��DZ���ġ���ɫ���ϡ�[1]��þ�ǻ��Խ�����������״̬������������������ȼ�գ�һ��ij��η������Կ˷������������ð��̬���Σ�Һ�����С���ܽ��е�����ҵ��������ȼ�յ�Σ�����Լ���[2]����ˣ�þ�Ͻ���̬���μ���Ϊ�����һ�����ṩ��һ����Ч;�������⣬���ð��̬����ʱ�����������Բ������ͣ��ɴ�����������������ӵij���[3-5]��������������ܶȣ������ȴ���Ч���õ�������ơ����̬������Ҫ����������κ��������[6-8]������������������ν��ƽ��ͳ�����ϵ��һ�𣬶������ǽ����߷ֿ���Ŀǰ���������Ӧ�ý϶࣬��Ҫԭ�����£��÷������տɿ���ǿ����ʵ���Զ���������������֯������������������ΰ������̬���ϵ��Ʊ����������ۺʹ������3����Ҫ���ڣ��������ϵIJ���������Ϊ�ؼ����ܷ��÷�֦������Բ����ϸС�İ��̬��֯���Ʊ����ð��̬������Ʒ��ǰ��[7-8]���Ͻ��Ǹ���þ�Ͻ���֯�����ܵ���Ҫ;��֮һ[9]��ͨ������Zn��Cu��Al��Zr��ϡ����Ԫ�������þ�Ͻ����ܡ�Mg-Zn�Ͻ��ǵ��͵�ʱЧӲ���ͺϽ�CuԪ�صļ��룬�ܽ�һ����߹����¶�[10]�������¶ȵ���߽����ºϽ�Ԫ�ظ����ڹ��ܽ�����壻��ʱЧ�����У�CuԪ�ػ������ڴٽ���������κˣ�������������ܶ�[11-14]��ʱЧӲ��Ч�������������Mg-Zn-Cuϵ�Ͻ����ڰ��̬���Σ������ڷ��Ӱ��̬ѹ�����μ����ں��������ȴ��������ơ���Mg-Zn-Cu�Ͻ���̬��֯�ִ���֦��ƽ������ֱ���Ĵ�С��ԭʼ��֯�йأ�ϸ��ԭʼ��֯��Ϊ�Ʊ����ð��̬���ϵĹؼ�����������ͨ������0.5%��CeԪ����ϸ��Mg-6Zn-1Cu�Ͻ��ԭʼ��̬��֯����ȡ��ϸС�İ��̬��֦��������ͬʱ�ԺϽ��ڲ������۹����еķ�֦����֯�ݱ�����Լ��ݱ����Ҳ�����˷���������õ���ѵ����ȴ������ռȿ���Ϊ���ڵĴ���ѹ�������ṩ�ο����ݣ�Ҳ��ͬ��Mg-Zn-Cu�Ͻ�İ��̬��֦����֯�γɻ����о����дٽ����á�
1 ʵ��
�Ʊ�Mg-6Zn-1Cu-0.5Ceþ�Ͻ��ԭ����Ϊ��Mg��Zn��Cu��(���ȣ�99.9%)�Լ�Mg-30%Ce���м�Ͻ�ʵ��Ͻ�ʹ�� SG2-7.5 KW�;�ʽ����¯�����������������У�����RJ-2����Һ�棬¯�ų���Ar��������Mg���ۻ�����680 �����μ���Cu��Zn��Mg-30%Ce�м�Ͻ��¶����ߵ�720 ��ʱ����������������10~15 min�����¶Ƚ���710 ��ʱ�����������ģ�ߣ�������ģ����ǰԤ����200 �档
���̬����ʵ������ʽ����¯�н��У������ߴ�Ϊֱ��15 mm��10 mm�������ȴ�����Ѹ��ˮ�㣬��Ԥĥ��������������Ϊ4%������ƾ����и�ʴ������D/Max-2400�ͷ�ĩX���������Ǽ��Ͻ������ɡ�ʹ��MeF-3�ͽ���������SEM�۲�����̬��֯������Image-Pro Plus��������������ʡ���֦������ƽ���ߴ�d0�ͷ�֦��������״����f0�����õļ��㹫ʽ[2]���£� ,
,  �����У�A0Ϊ��֦�����������P0Ϊ��֦�������ܳ�����״����f0�ķ�Χ��1��f0���ޡ�f0��������1�������õ��ķ�֦��������Բ����
�����У�A0Ϊ��֦�����������P0Ϊ��֦�������ܳ�����״����f0�ķ�Χ��1��f0���ޡ�f0��������1�������õ��ķ�֦��������Բ����
2 ��������
2.1 ��̬����֯
ͼ1(a)��ʾΪMg-6Zn-1Cu-0.5Ceþ�Ͻ���̬�Ĺ�ѧ����֯�����XRD��(��ͼ2)��֪���Ͻ���Ҫ�ɳʰ�ɫ�Ħ�-Mg����ͳʺ�ɫ�Ĺ�����֯��ɣ����й�����֯�ɦ�-Mg��CuMgZn��MgZn2��Mg12Ce��ɣ����Բ�������״�ؾ���ֲ����Թ�����֯����SEM �۲죬��ͼ1(b)��ʾ��������֯�в�Ƭ״�����Ŀ���״������̬�����ֱ�Ϊ��Ƭ������֯�����칲����֯�����¶Ƚ�����Һ�����¶�ʱ����-Mg������������ԭ�Ӳ����ų��������������¶Ⱥ���������������XRD����ʾ(��ͼ2)��Mg12Ce���Ӧ���������٣���˵��������ϡ��Ԫ���γɵ�ϡ������٣�����ϡ�������������йء�
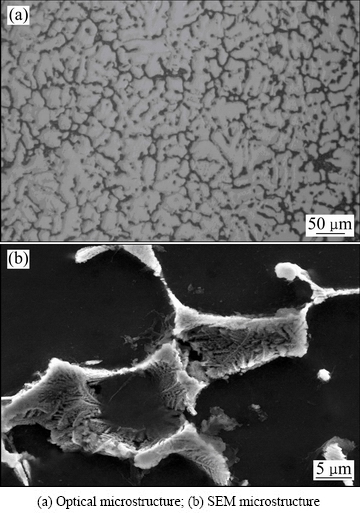
ͼ1 Mg-6Zn-1Cu-0.5Ce�Ͻ���̬����֯
Fig. 1 As-cast microstructures of Mg-6Zn-1Cu-0.5Ce alloy
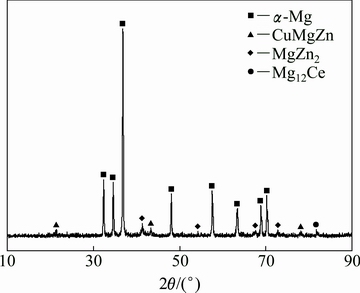
ͼ2 Mg-6Zn-1Cu-0.5Ceþ�Ͻ��XRD��
Fig. 2 XRD pattern of as-cast Mg-6Zn-1Cu-0.5Ce alloy
2.2 ��֦����֯�ݱ����
2.2.1 �����¶ȶԷ�֦����֯��Ӱ��
ͼ3��ʾΪMg-6Zn-1Cu-0.5Ce�Ͻ��ڲ�ͬ�¶��±���25 min�ķ�֦����֯��ò��ͼ 4 ��ʾΪ��֦������ƽ���ߴ硢��״���Ӻ�������汣���¶ȱ仯�����ߡ�������֪���������¶�Ϊ580 ��ʱ�������ʽϸߣ���֦�������ߴ�ϴ��Ҳ�Բ��(��ͼ3(a))�������¶ȵ����ߣ����������ͣ����̬�����ߴ�������С�Ұ��̬������ý�ΪԲ��(��ͼ3(b))���������¶ȴﵽ600 ��ʱ����֦�������ߴ����״������С���ֱ�Ϊ57 ��m��1.16 (��ͼ3(c))���������¶�Ϊ610 ��ʱ��Mg-6Zn-1Cu-0.5Ce�Ͻ��е�Һ�����������ӣ���֦������ƽ���ߴ����״��������������Ҫ�����ڷ�֦������֮��ĺϲ������·�֦������ƽ���ߴ����ӡ����ںϲ���ķ�֦��������״��������������״��������(��ͼ3(d))���������¶ȴﵽ620 ��ʱ����֦�������ߴ����״���ӷֱ�Ϊ73 ��m��1.27(��ͼ3(e))����ʱ�������ϲ���ɵĿ�����Բ�������������ͣ���ˣ���״���ӽ�610 ��ʱ�����м�С��
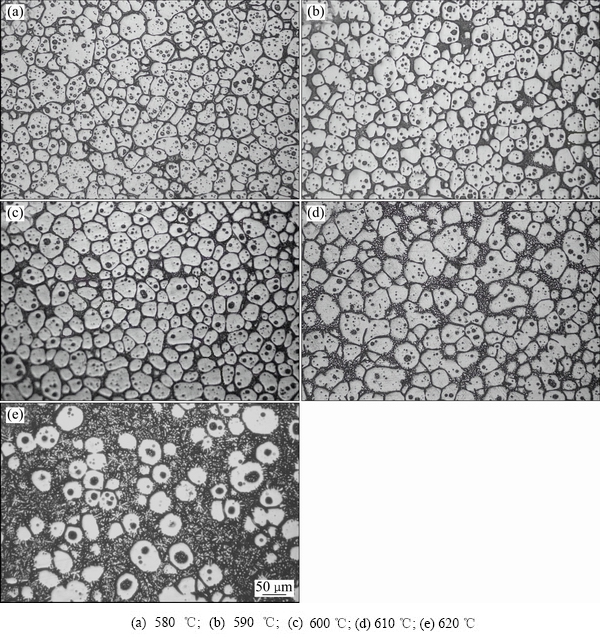
ͼ3 Mg-6Zn-1Cu-0.5Ce�Ͻ���25 min����֯
Fig. 3 Microstructures of Mg-6Zn-1Cu-0.5Ce alloy heated at different temperatures for 25 min
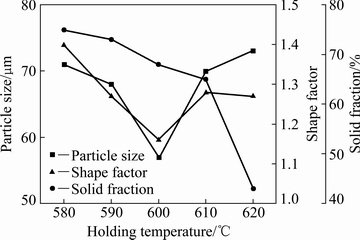
ͼ4 Mg-6Zn-1Cu-0.5Ce�Ͻ��ڲ�ͬ�¶ȱ���25 min�Ŀ���ƽ���ߴ硢��״���Ӻ�����
Fig. 4 Particle size, shape factor and solid fraction of Mg-6Zn-1Cu-0.5Ce alloy heated at different temperatures for 25 min
2.2.2 ����ʱ��Է�֦����֯��Ӱ��
����������֪��Mg-6Zn-1Cu-0.5Ce�Ͻ���600 �汣��25 min�İ��̬��֯��Ϊ���룬��ѡ����600 �����о����²�ͬʱ��İ��̬��֦����֯�ݱ䣬��ͼ5��ʾ��ͼ6��ʾΪ��֦������ƽ���ߴ硢��״���Ӻ�������汣���¶ȱ仯�����ߡ�����3 min������֯Ѹ�����-Mg�����й��ܣ���֯�г��ֿ����߽磬��û�г������Ե�Һ��������ͼ5(a)��ʾ������6 minʱ������֮���Һ���������ӣ�����֮��������Եı߽磬��ͼ5(b)��ʾ������9 minʱ������֦���ۿ�ʼ�����۶ϣ������ɷ��룬�γɲ�����Ŀ�״��֯��������ߴ����Լ�С����״���Ӽ��罵�ͣ�ͬʱ�����ʽ��ͣ���ͼ5(c)��ʾ������15 minʱ������ϸС������������ۻ�������֮���Һ���������ӣ�������״���Ӽ�����С����ͼ5(d)��ʾ��������ʱ��ﵽ25 minʱ��ϸС����״�������ȵطֲ���Һ���У���ʱ���̬����ƽ���ߴ����״���Ӿ�Ϊ���״̬������ƽ���ߴ�ﵽ57 ��m����״����Ϊ1.14����ͼ5(e)��ʾ������ʱ��ﵽ35 minʱ������֮���Һ���������ӣ�����֮�俪ʼ���ֺϲ�������ͼ5(f)��ʾ����һ�����ӱ���ʱ����45 min��55 min����������컯�Σ���ͼ5(g)��(h)��ʾ��Һ�����ڴ˽μ������ӣ�С������ʼ��������ϲ���ʧ���������������ʼ���٣���������Դֻ����������ƽ���ߴ������ﵽ98 ��m��
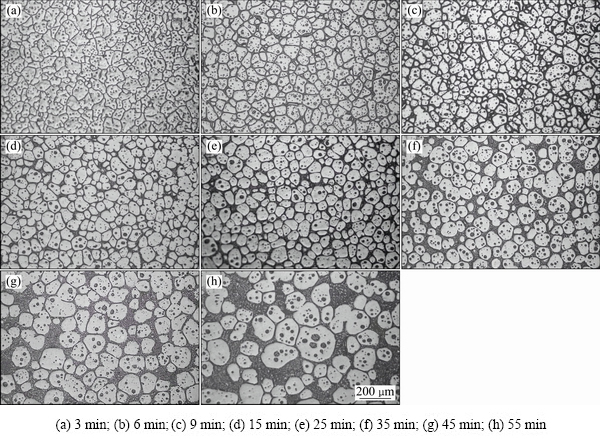
ͼ5 Mg-6Zn-1Cu-0.5Ce�Ͻ���600 �汣�²�ͬʱ��ķ�֦����֯�ݱ�
Fig. 5 Non-dendritic microstructure evolution of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 �� for different time
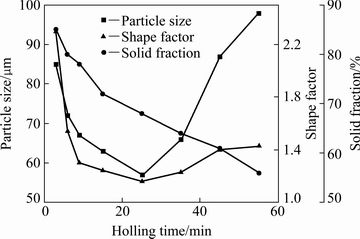
ͼ6 Mg-6Zn-1Cu-0.5Ce�Ͻ���600 �汣�²�ͬʱ��Ŀ���ƽ���ߴ硢��״���Ӻ�����
Fig. 6 Particle size, shape factor and solid fraction of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 �� for different time
2.3 ��֦����֯����
Mg-6Zn-1Cu-0.5Ce�Ͻ��֦����֯�ɹ����Һ����ɡ����й���ˮ���ת��Ϊ��״�ij�����1-Mg�࣬��Һ��ͨ��ˮ���γɶ���������֯��2-Mg�༰������֯��ˮ����γɵ�ϸС����������֯��2-Mg������֯���ȷֲ��ڳ����Ħ�1-Mg��֮�䡣�������������С�ë�̡�״��֯����ͼ7(a)��ʾ��ԭ�������۹����Ǵ��ڶ�̬ƽ����̣��ۻ�������ͬʱ���У����֦�2-Mg���ڳ�����1-Mg�����κ˺ͳ�������֯����״�ֲ����ҽ�������1-Mg�������������������֯��2-Mg���롣������֯�ڰ��̬��֯����3����ʽ�ֲ�:�ڹ�������ڲ���СҺ����ʽ���֣��������߽��Һ̬��Ĥ��ֱ���ͻ����ͷֲ���3���������Һ̬�۳��Բ������״��״�ֲ���
ͨ��EDS����������C���Ӧ��2-Mg�����ʵĺ�������Ҫ����A���Ӧ�ij������1-Mg�����1���С�������Ϊ��֦����֯Һ����������Ԫ�ض��ڰ��̬����������1-Mg��Դ�ڳ������̬��������2-Mg��Һ�ྭˮ��õ��ġ����⣬B��D����������Zn��Cu�������ʵĺ����ܸߣ��������������ڹ�����֯������B���Ӧ���dz������̬�����ڲ���СҺ�Ρ�
�ں��ڵı��¹����У����������������ɢ���ۻ����γɰ����ھ����ڲ���СҺ�Ρ���D���Ӧ����Һ̬��Ĥ���۳ء�λ�ھ��缰�Ǿ�����۵�Ĺ����������ۻ�����ʹҺ�����ɣ��������Ե�״��ʽ���ڣ������չ��չ�γ�Һ�ౡĤ���������ⲿ��Һ̬�۳���Ҫ������֦������������Ũ�ȵ������ۻ���һ��ֲ������ɸ������Ľ��紦��
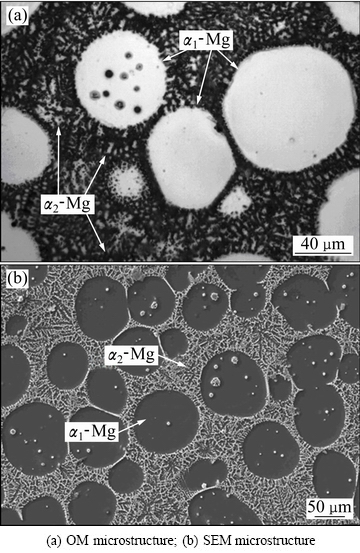
ͼ7 Mg-6Zn-1Cu-0.5Ce�Ͻ�600 �汣��35 min��ˮ������֯
Fig. 7 Quenching microstructures of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 �� for 35 min
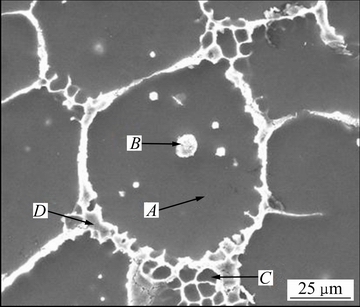
ͼ8 Mg-6Zn-1Cu-0.5Ce�Ͻ�600 �汣��25 min���SEM��֯
Fig. 8 SEM image of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 �� for 25 min
��1 ͼ8�и����EDS�������
Table 1 EDS analysis results of points in Fig. 8
3 ����
3.1 ��֦����֯�ݱ����
3.1.1 ��֦����֯�ķ��뼰�����Ŀ�����ò
�ڲ������۳��ڽΣ�������֦���ֻ�����ʼ���������ɢ����������λ�������¶ȵ������ߣ����ڹ������д����������ɷ�������Ǿ��罫�ڹ������г��֡���Щ������ij��֣������˿����ķ��룬�ڱ���3 min��Mg-6Zn-1Cu-0.5Ce�Ͻ��У����ֵ��Ǿ�����ͼ9�еļ�ͷ��ʾ���ڰ��̬�ݱ���ڣ��������Ǿ��繲ͬ�ṩ��Һ����·��������������ԭ�ӵ���ɢ�������ı��¹����У����Ǿ��總������������ԭ�������ڴ���������С�����������������ij��ּ�����Mg-6Zn-1Cu-0.5Ce�Ͻ���ۻ�����롣
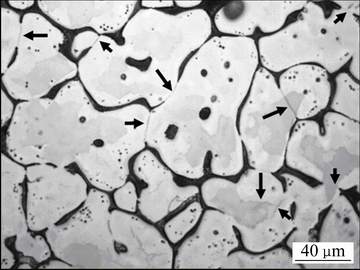
ͼ9 Mg-6Zn-1Cu-0.5Ce�Ͻ�600 �汣��3 min�������֯
Fig. 9 Microstructure of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 �� for 3 min
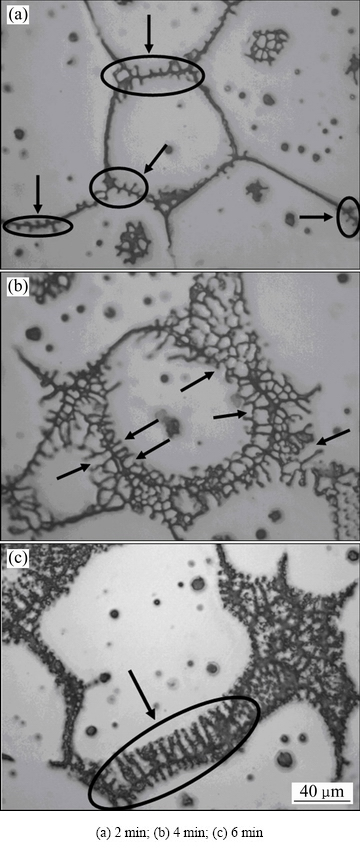
ͼ10 Mg-6Zn-1Cu-0.5Ce�Ͻ�600�汣����֯
Fig. 10 Microstructure of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 �� for different time
�ڿ���֮���γ����Եı߽�����߽�����ɱ߽�����������ڲ��ġ�С֦������ͼ10(a)�м�ͷ��ָԲȦ��λ�����ſ����߽��ֿ�����Щ��С֦����ĸ�Ϊ�ִ��ܼ����Ų��ڷ��뿪�Ŀ�����Χ����ͼ10(b)��ͷ��ָʾ��λ�����ſ����Ľ�һ�����룬���֡�С֦���������Եġ���֦������ͼ10(c)�м�ͷ��ָԲȦ��λ��������ѧ���ۿ�֪�����ڹ�Һ�������������ã������������ƽ���۵������ʲ�λ�йء�ƽ���۵㦤Tr�����ʱ仯�Ĺ�ϵʽΪ[15-16]����Tr=  (ʽ�У���Ϊ��/Һ����������TmΪ��Һ������۵㣻VsΪ����Ħ���������HmΪ��Һת��ʱĦ���ʣ�kΪ��Һ��������)���ʹ�������������ĵط����ʰ뾶С���۵�ͣ������۹��������������ۻ����Ӷ�ʹ��������Բ����
(ʽ�У���Ϊ��/Һ����������TmΪ��Һ������۵㣻VsΪ����Ħ���������HmΪ��Һת��ʱĦ���ʣ�kΪ��Һ��������)���ʹ�������������ĵط����ʰ뾶С���۵�ͣ������۹��������������ۻ����Ӷ�ʹ��������Բ����
3.1.2 ��֦����֯�ĸ���������СҺ��
���������ڷ�֦����֯���γɹ�����Ҳռ������Ҫ��λ�������۹����У������ĸ����ʺ������ϵ��ۻ������־���������ͼ11ԲȦ������ʾ�������ӳ�����ʱ�䣬Һ���һ�����ӣ��������һ��������������۶�ʹ��һ��֦���ۿ���ת��ɼ���С����������һ���������ɼ���С����������������۵ĸ���ԭ��������ԭ�ӵ���ɢ�����������ʲ����������ɢ��ʹ�ø���������۵㽵�ͣ��Ӷ���ɸ����ľ������۶ϡ�
ͼ11 Mg-6Zn-1Cu-0.5Ce�Ͻ�600 ��ʱ�ı�����֯
Fig. 11 Microstructure of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 ��
��Ȼ��֦���������γɣ��Ը������ۼ��Ǿ��������Ϊ�����������ڲ���СҺ���γɡ���չҲ�Ǵ���������С������һ����Ҫ��ʽ��СҺ�ص��γ���Ҫ������;���������Ǹ����ھ����ڲ��ĸ�Ũ�ȵ�Zn��CuԪ�������µij�ʼ��û����ȫ�����ڻ����У��������ı��¹����еõ��ۻ����������ڳ�����ɢ�����У�֦���۵Ĵ�Ӱ����˲��ֵĹ�����֯������������ڣ��ںܶ������ڲ�����С��״��СҺ�أ���ͼ12(a)�е�A1�㡣����ʱ������ƣ����������������ЩСҺ�ػ�Ѹ����չ������ͼ12(a)�е�B1�㡣��ЩСҺ����ʼ��ò���γ����ƺ���״������ͼ12(a)�е�C1�㡣������СҺ�������������������չҪ��ʱ������СҺ�ؾͻ������չ���γ�ͼ12(b)��D1���ͷ��ʾ����������չ��ʽ�н϶�����ԣ���ˣ��н϶�ķ�֦������������ȻҲ����������ͼ12(a)�е�A1����Һ�أ���ʼ������չ�������ԭ���д��ڽ�һ���о���
3.2 ��������ϲ����컯
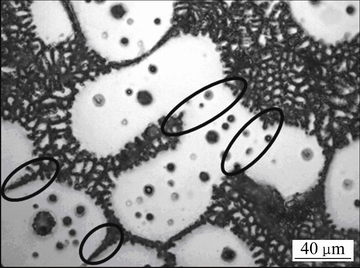
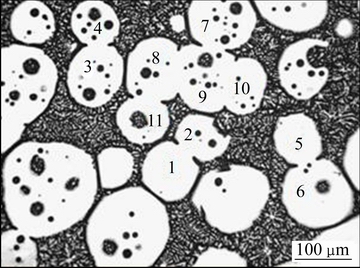
���ڰ��̬���϶��ԣ�������Һ���ƽ����һ�ֶ�̬ƽ�⡣�������ʽϸ�ʱ����ʱ����״̬�£��Ƚ����۲쵽����֮��ĺϲ��������ʽϵ�ʱ���ڿ���ƫ�۲�λ�����������ɸ�����������һ�𣬿���֮��ĺϲ�Ҳ���Թ۲쵽�����ڷ�֦���������ϲ��Ĺؼ�ԭ�����ڷ�֦������֮��ľ��缰����ѧȡ�������֦������֮����С�ǶȾ�������ʱ����С�ǶȾ�����Ϧ�ss��2��sl[17](���У���ssΪ��/�̽����ܣ���slΪ��/Һ������)ʱ�����ڹ�/Һ����֮��ı����������ã����ھ�����ͨ������Ǩ�ƣ��ϲ�Ϊһ���ϴ�ľ�������֦�������ĺϲ�Ҳ����һ�������²ſ��ܷ����ģ�����֦��������������ľ���ѧȡ��ʱ�����ֺϲ���������������Ҫ�������ڷ�֦����������ѧ�ṹ����ʱ����֦������֮���ȡ����С�������֦�����������ϲ���ϵͳ���������ή�ͣ�������ϵͳ���ȶ�[18-20]����������£�����֮��ĺϲ�����������֮�䣬��ͼ13�б�ʾ�Ŀ���1��2������3��4������5��6����Ҳ�м����ž���һ��ķ�֦������ͬʱ�����ϲ����������ֺϲ�������ϵͳ�����Ľ��ͣ���ͼ13�б�ʾ�Ŀ���7��8��9��10��11����֦���۶ϳ��ڣ�Ҳ�кϲ��������۶�Ϊ��������Ϊ���룬�ڳ�ʱ�䱣�½Σ���Һ��ﵽƽ�⣬��ʱ�䱣��ʱ�����Ժϲ�Ϊ�����ӷ�֦��������ò�������۶ϳ��ڵĿ��������д�����ë״����ͼ10(a)��(b)��ʾ������ʱ�䱣��ʱ����֦����������Բ����û�д�������ë״����ͼ13�еĿ�����ʾ��
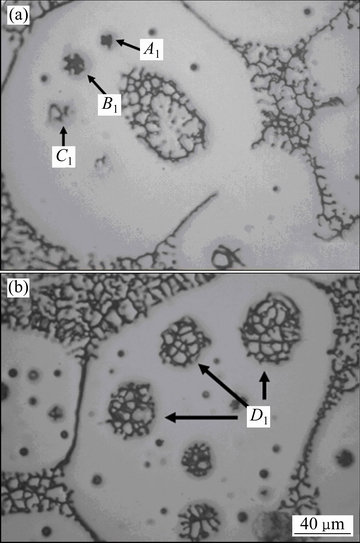
ͼ12 Mg-6Zn-1Cu-0.5Ce�Ͻ�600 ��ʱ�ı�����֯
Fig. 12 Microstructure of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 ��
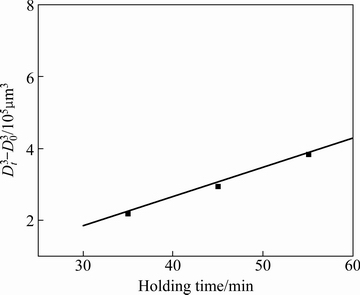
���ڰ��̬���͵ĺϽ��ڹ�/Һ����ʱ��ֻ����ijһ�¶ȱ������㹻ʱ����ܴﵽ��/Һ����ƽ�⡣��ʱ�������ܵĽ�����ͨ����֦������֮��ĺϲ�ʵ�ֵġ������ϲ�����Ļ�����ҪΪ��Ostwald�컯[21-22]���� �����У�DtΪtʱ�̵�ƽ����֦�������ߴ磻D0Ϊ��֦��������ԭʼ�ߴ磻KΪ�ֻ���������Mg-6Zn-1Cu-0.5Ce�Ͻ���600 �汣��35~55 min�ķ�֦�����������������ƽ�����ϣ���ͼ14��ʾ��Mg-6Zn-1Cu-0.5Ce�Ͻ�ķ�֦�������ֻ���ȫ���ϸû��ơ�
�����У�DtΪtʱ�̵�ƽ����֦�������ߴ磻D0Ϊ��֦��������ԭʼ�ߴ磻KΪ�ֻ���������Mg-6Zn-1Cu-0.5Ce�Ͻ���600 �汣��35~55 min�ķ�֦�����������������ƽ�����ϣ���ͼ14��ʾ��Mg-6Zn-1Cu-0.5Ce�Ͻ�ķ�֦�������ֻ���ȫ���ϸû��ơ�
ͼ13 Mg-6Zn-1Cu-0.5Ce�Ͻ�600 �汣��45 min�������֯
Fig. 13 Microstructure of Mg-6Zn-1Cu-0.5Ce alloy heated at 600 �� for 45 min
ͼ14 Mg-6Zn-1Cu-0.5Ce�Ͻ� �뱣��ʱ��Ĺ�ϵ
�뱣��ʱ��Ĺ�ϵ
Fig. 14 Relationship between and holding time for Mg-6Zn-1Cu-0.5Ce alloy
��֦������ƽ��ֱ����Сʱ����ȱ����ҲС�������ܽϸߣ��ڳ�ʱ�䱣�µĹ����У����Ź�/Һƽ��Ľ��У��������ۻ�����ʧ���ڰ��̬���۵Ĺ����У�����������ɢ�Ľ��У�������������ȳ��������ʰ뾶��Խ�С�ķ�֦�����������ʰ뾶�ϴ�ķ�֦������֮�佫�γ����ʵ���ɢż[15]�����յĽ�����ǣ�ƽ��ֱ����С�ķ�֦�����������ܽ��ϲ������̬���ϵķ�֦������ƽ��ֱ����������(��ͼ5(h))������ʱ���ӳ���55 minʱ����֦��ƽ������ֱ��������98 ��m��
�ڰ��̬���۹����У�Mg-6Zn-1Cu-0.5Ce�Ͻ���Ҫ����3���Σ�1) ֦���۶ϽΣ�����������У���֦���ϲ��ֻ��������¶ȵĽ�һ�������߱���ʱ����ӳ��������ʺ�����ԽϸߵIJ�λ��ʼ�ۻ�����֦������ɲ�����Ŀ�״��֯����ʱ����������ռ������λ��2) �������Ǿ��繲ͬ�ṩ��Һ����·���������ڲ����ִ���СҺ�أ�����СҺ������������������£����ٴ�����ֽ��С����������ʱ����ӳ�����������Բ����3) �ڹ�/Һ�ӽ�ƽ��ʱ���ۻ�ֹͣ��������ɢ���������ͣ���ɢ�ٶȼ�������֦������ͨ���ϲ��������һ������ϵͳ��������
4 ����
1) Mg-6Zn-1Cu-0.5Ce��̬��֯��Ҫ�ɺϽ���Ҫ�ɳʰ�ɫ�Ħ�-Mg����ͳʺ�ɫ�Ħ�-Mg��CuMgZn��MgZn2��Mg12Ce������֯��ɣ�������֯�Բ�������״�ؾ���ֲ���
2) Mg-6Zn-1Cu-0.5Ce�Ͻ�ķ�֦����֯�У�������Ҫ�ɦ�1-Mg�����ˮ���γɵĶ������̦�2-Mg����ɡ�
3) Mg-6Zn-1Cu-0.5Ce�Ͻ���600 �汣��25 min�ɻ������İ��̬��֯��������ߴ硢Բ���Ⱥ����ʷֱ�Ϊ57 ��m��1.16 �� 68%������35 min��֦��������ʼ�ϲ��ͳ�����Ostwald�컯���ơ�
4) ��֦��������ʼ�γɽΣ�����֮��Һ�������٣��Ǿ�����γ��ڿ�����������С����ŷ�֦�������ķ��룬������϶Һ�������ӣ��������۽�ռ������λ����ʼ����Ŀ������治�⻬��������С�𡣴�����ڲ������СҺ�أ�����СҺ�������������������Ѹ����չ�����ٴ�����ķֽ⡣��/Һƽ��Σ���֦����������Ostwald�컯��
REFERENCES
[1] �� ��, ������, �� ӱ, �� �, ������, �� Զ. Al ������Mg-7Zn �Ͻ��֦����֯��Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(11): 3039-3047.
FENG Kai, HUANG Xiao-feng, MA Ying, L�� Zheng, LI Xing-peng, HAO Yuan. Effect of Al content on non-dendritic microstructure of Mg-7Zn magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(11): 3039-3047.
[2] �ź찲, �� ��. ͭ/�����ϲ��ϵĹ�-Һ���Ϸ��Ʊ���������ϻ���[J]. �й���ɫ����ѧ��, 2008, 18(3): 414-420.
ZHANG Hong-an, CHEN Gang. Fabrication of Cu/Al compound materials by solid-liquid bonding method and interface bonding mechanism[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 414-420.
[3] CHEN Qiang, LIN Jun, SHU Da-yu, HU Chuan-kai, ZHAO Zu-de, KANG Feng, HUANG Shu-hai, YUAN Bao-guo. Microstructure development, mechanical properties and formability of Mg-Zn-Y-Zr magnesium alloy[J]. Materials Science and Engineering A, 2012, 554: 129-141.
[4] FAN Z, LIU G, WANG Y. Microstructure and mechanical properties of rheo-diecast AZ91D magnesium alloy[J]. Journal of Materials Science, 2006, 41(12): 3631-3644.
[5] ZHANG Liang, WU Guo-hua, WANG Shao-hua, DING Wen-jiang. Effect of cooling condition on microstructure of semi-solid AZ91 slurry produced via ultrasonic vibration process[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 2357-2363.
[6] CHEN Qiang, YUAN Bao-guo, ZHAO Gao-zhan, SHU Da-yu, HU Chuan-kai, ZHAO Zu-de, ZHAO Zhi-xiang. Microstructural evolution during reheating and tensile mechanical properties of thixoforged AZ91D-RE magnesium alloy prepared by squeeze casting-solid extrusion[J]. Materials Science and Engineering A, 2012, 537: 25-38.
[7] ��С��, ��͢��, �ٺ���, лˮ��, ����. �����ȴ�����������̬AZ91þ�Ͻ������֯�ݻ�[J]. ����, 2007, 56(10): 1048-1052.
ZHANG Xiao-li, LI Ting-ju, TENG Hai-tao, XIE Shui-sheng, JIN Jun-ze. Microstructure evolution of as-cast AZ91 magnesium alloy during isothermal heat treatment[J]. Foundry, 2007, 56(10): 1048-1052.
[8] ZHAO Hu, HE Liang-ju, LI Pei-jie. Microstructure of asymmetric twin-roll cast AZ31 magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(11): 2372-2377.
[9] �� ��, �� ��, ��С��. þ�����ʺϽ����ۻ�������Ӧ ��[M]. ����: ��е��ҵ������, 2002.
LIU Zheng, ZHANG Kui, ZENG Xiao-qin. Academic basis and applications of the magnesium based light alloy[M]. Beijing: China Machine Press, 2002.
[10] ������. þ��þ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2005.
LI Wen-xian. Magnesium and magnesium alloy[M]. Changsha: Central South University Press, 2005.
[11] CAO Li-jie, MA Guo-rui, TANG Chun-chong. Effects of isothermal process parameters on semid-solid microstructure of Mg-8%Al-1%Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 2364-2369.
[12] ZHANG Y, WU G, LIU W, ZHANG L, PANG S, DING W. Microstructure and mechanical properties of rheo-squeeze casting AZ91-Ca magnesium alloy prepared by gas bubbling process[J]. Materials & Design, 2015, 67: 1-8.
[13] GUO H, ZHANG A, HU B, DING Y, LIU X. Refining microstructure of AZ91 magnesium alloy by introducing limited angular oscillation during initial stage of solidification[J]. Materials Science and Engineering A, 2012, 532: 211-219.
[14] ZHANG Liang, WU Guo-hua, WANG Shao-hua, DING Wen-jiang. Effect of cooling condition on microstructure of semi-solid AZ91 slurry produced via ultrasonic vibration process[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 2357-2363.
[15] ������, ����, ·����, ŷ ��. ���������� AZ91D ���̬���ϵIJ������۹�������֯�ݱ�[J]. �й���ɫ����ѧ��, 2003, 13(6): 1488-1493.
LE Qi-chi, CUI Jian-zhong, LU Gui-min, OU Peng. Microstructure evolution and partially remelting processing of two-phase-region casting AZ91D semisolid slurry ingot[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1488-1493.
[16] XU Hong, ZHANG Xin, WANG Chang-shun, HU Jin-chuan, WANG Cheng, LIU Chang-hua, ZHANG Wei-hua. Semi-solid moulding of AZ91D magnesium alloy[J]. Materials Science Forum, 2016, 850(7): 790-801.
[17] YAN Hong, RAO Yuan-sheng, CHEN Guo-xiang. Rheological behavior of semi-solid AZ91D magnesium alloy at steady state[J]. Journal Wuhan University of Technology, 2015, 30(1): 162-165.
[18] ZHANG Ying, MA Qiang, XU Jin-hua, XIE Shui-sheng, GENG Mao-peng, GUO Hong-min, ZHAO Hai-bo. Numerical analysis on thermal field in rheocasting-rolling of semi-solid magnesium[J]. Materials Science Forum, 2011, 675(6): 957-960.
[19] MURAKAMI Y, OMURA N, LI M J, TAMURA T, MIWA K. Effect of injection speed on microstructure of AZ91D magnesium alloy in semi-solid injection process[J]. Materials Transactions, 2012, 53(6): 1094-1099.
[20] LI Dong-nan, CHEN Wen-zhe, TIAN Jun.Effect of heat treatment on microstructure and mechanical properties of semi-solid formed magnesium alloy AZ91D[J]. 2011, 148(11): 346-352.
[21] ZHAO Zu-de, CHEN Qiang, WANG Yan-bin, SHU Da-yu. Effect of predeformation on semi-solid microstructure of ZK60+RE magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3): 535-539.
[22] ZHANG Guang-an, MA Cui-yan, ZHOU Qi. Semi-solid billets of AZ91D magnesium alloy prepared by forward extrusion/equal-channel angular pressing[J]. Advanced Materials Research,2011, 299(9): 380-384.
Non-dendritic microstructure evolution process and mechanism of Mg-6Zn-1Cu-0.5Ce magnesium alloy
HUANG Xiao-feng1, 2, MA Zhen-duo1, ZHANG Yu1, BI Guang-li1, LI Ya1
(1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Nonferrous Metal alloys and Processing, Ministry of Education, Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: Partial remelting is the important part of semi-solid metal (SSM) ingots forming technology. The non-dendritic microstructure evolution process and mechanism of Mg-6Zn-1Cu-0.5Ce magnesium alloy during partial remelting were investigated by isothermal heat-treatment. The results indicate that the eutectic phases of Mg-6Zn-1Cu-0.5Ce alloy initial microstructure distribute on grain boundary, which gradually dissolves into ��-Mg matrix due to the diffusion of the solute, and the remainder is melted when the temperature up to eutectic melted during the initial stage of partial remelting. With the heat preservation time further extending, the semi-solid particles will combine and grow up to reduce the surface energy of the system. Furthermore, the appearance of subboundary and root remelting are the predominant separation mechanisms of particles during partial remelting. The best parameters of isothermal heat treatment are 600 �� in holding temperature and 25 min in holding time, obtaining the semi-solid microstructure with the average partial size of 57 ��m, the roundness of 1.16 and the solid fraction of 68%.
Key words: Mg-6Zn-1Cu-0.5Ce magnesium alloy; partial remelting; semi-solid; non-dendritic microstructure; evolution mechanism
Foundation item: Project(51464032) supported by the National Natural Science Fund
Received date: 2016-05-31; Accepted date: 2016-11-11
Corresponding author: HUANG Xiao-feng; Tel: +86-13609312769; E-mail: huangxf@lut.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51464032)
�ո����ڣ�2016-05-31�������ڣ�2016-11-11
ͨ�����ߣ������棬�����ڣ���ʿ���绰��13609312769��E-mail��huangxf@lut.cn
ժ Ҫ�����̬�������ϲ��������ǰ��̬����������ι��յ���Ҫ�������ڣ����õ����ȴ�������Mg-6Zn-1Cu-0.5Ceþ�Ͻ��ڲ������۹����еķ�֦����֯�ݱ���̺ͻ��������о�������������ڰ��̬���۳�ʼ�Σ�Mg-6Zn-1Cu-0.5Ce�Ͻ��ؾ���ֲ��Ĺ����������-Mg��������ɢ�ܽ⣬�ﵽ�����ۻ��¶Ⱥ�ʣ�ಿ�ֿ�ʼ�ۻ������ű���ʱ��Ľ�һ���ӳ���Ϊ�˽���ϵͳ�Ľ����ܣ������������ϲ��������У���֦�������ķ�������Һ�����Ǿ�����������������ֻ������������á�Mg-6Zn-1Cu-0.5Ce�Ͻ����ѵ����ȴ�������Ϊ�����¶�600 ��ͱ���ʱ��25 min�����øù��մ��������÷�֦������ƽ���ߴ�Ϊ57��m����״����Ϊ1.16��������Ϊ68%��
[2] �ź찲, �� ��. ͭ/�����ϲ��ϵĹ�-Һ���Ϸ��Ʊ���������ϻ���[J]. �й���ɫ����ѧ��, 2008, 18(3): 414-420.
[9] �� ��, �� ��, ��С��. þ�����ʺϽ����ۻ�������Ӧ ��[M]. ����: ��е��ҵ������, 2002.
[10] ������. þ��þ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2005.
LI Wen-xian. Magnesium and magnesium alloy[M]. Changsha: Central South University Press, 2005.
