
���±�ţ�1004-0609(2014)02-0552-09
��ѡ���̿���������Ϊ��ֵģ��
�ƺ��1, 2��ë ��1���� ΰ2����־ǿ2
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ����ɳ 410083)
ժ Ҫ��
��ѡ�����п������������Ϊ�Ը�ѡЧ������ֱ�ӵ�Ӱ�죬���ݿ��������������ۣ������˸�ѡ�����д���������������Һ���е����˷��̡���ʵ����CPT��ѡ��Ϊ�о�������ŷ��˫����ģ�ͼ�����-Һ���������������ϸ�ѡ���̿������˵ķ�������ÿ�������-Һ�������ȶ���Ũ�ȳ��ֲ���ʵ�ָ�ѡ��������-Һ-������������ֵģ�⡣���������ʵ����CPT��ѡ���з���������Χ���ڽϴ����У����нϵ͵Ŀ���Ũ�ȣ����������������ƽ����ײ����Ϊ2.156��108 m-3��s-1��ƽ����ײ���ʡ�������ʺ��Ѹ����ʷֱ�Ϊ0.017��0.904��0.097��
�ؼ��ʣ�
��ͼ����ţ�TD923 �� �� ���ױ�־�룺A
Numerical simulation of particle transport behavior in flotation process
YAN Hong-jie1, MAO Cheng1, SUN Wei2, GENG Zhi-qiang2
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: The transport behavior of the particle phase has a direct impact for flotation efficiency in the flotation process. Based on the theory of the interaction of particles, the transport equation for mineral particles to be floating in the bubbles and the liquid phase of the flotation process was conducted. The laboratory CPT flotation column was studied with Eulerian two-fluid model to calculate the gas-liquid two-phase flow, which was coupled with the method for mineral particles transport in flotation process to obtain concentration field distribution of the mineral particles in the gas-liquid two-phase. The gas-liquid-solid three-phase flow simulation in the flotation process was achieved with the methods above. The results show that large whirlpools are found around the flotation foam area in laboratory CPT column, and the flotation foam area has lower concentration of mineral particles, the average collision rate between bubbles and mineral particles in the column is 2.156��108 m-3��s-1, and the average probabilities of collision, adhesion and detachment are 0.017, 0.904 and 0.097, respectively.
Key words: flotation column; particle transport; numerical simulation
��ѡ�Ǹ��ݿ����������������ѧ���ʵIJ�ͬ���ӿ�ʯ�з������ÿ���ļ�����������ѡ����ϸ�����︡ѡ����Ч�豸�����Ź������г�Ӧ��ǰ�����Ը�ѡ���ڶ����������̽����о������Ը��õ��˽⸡ѡ��ѡ����ƣ��Ż�ѡ�����������ѡ��Ч�ʡ������ڿ��︡ѡ����-Һ-�����ิ�ӵ����ù��̣��Լ�������������������������ޣ�ʹ���о������ҵõ����������ޡ�Ŀǰ���о���Ҫ��ʵ������Ƶļ������½��У����ø�����Ӱ���������������Ϊ���õ�����������ù��̵Ĺ���[1-3]��
���ż���������ѧ�ͼ��������ķ�չ��ʹ������ֵģ��ķ������о���ѡ�豸�е�������Ϊ���ܡ����жԸ�ѡ�豸�е��������ļ���������ѧ(CFD)�о��϶࣬��KOH��[4]�ֱ��Metso��ѡ����Outokumpu��ѡ�۵�Һ��������������ά��̬���棬�����˲�ͬ�Ľ��轰������Ӱ�����������ڸ�ѡ�豸��-Һ�����ģ�������Ч���˽�����ķֲ���LEE��[5]��VersaFlo��ѡ��������-Һ����ģ�⣬����CFD������ƸĽ������ݷ�������ʹ�ø�ѡ����������ˮƽ����ֲ������ȣ���ѡЧ�ʸ��ߡ����ڲ�����ֵģ�ͷ����Ը�ѡ�����о��������巵����о�[6]����ѡ�������������ݷ��������о�[7]�Լ�������ѡ����-Һ���������о�[8-9]�����Ը�ѡ��������-Һ-��������������ֵģ�⣬����Ҫ��Կ��������ݷ�������ײ��ճ�����Ѹ����۹��̽��ж������������ڴ˻����ϵõ������ڸ�ѡ�豸�е�Ũ�ȳ��������-Һ-�������������档������KOH��[10-13]�Ի�е����ʽ��ѡ������������ģ�������о���Ϊͻ����
�������߸��ݿ�����ײ��������ۣ�������������ѡ�����п������˵ķ��̣�����ʵ����CPT��ѡ��Ϊ�����������-Һ-����������ģ�⣬�õ��˸�ѡ�����ȶ����������µ���-Һ������������-Һ�����п���Ũ�ȳ������ڶԺ���������ѡ���������ݿ�������õ�ģ�Ͳ����ṩ��������Ϊ�������Ż���ѡ�����ṩ������
1 ��ѡ�����ж���������ģ
��ѡ�����п�����������ײ��ճ�����Ѹ����۹��̣����еĶ�����ģ�Ͳ�����ֱ������������İ취�Ƕ�ʵ�ʸ�ѡ���ս���һ���������еĶ�����ģ��Ϊ���������������۹��̵�����������������︡ѡ���̵�ģ�ͣ���ɶԸ�ѡ��������-Һ-������������������
1.1 ������ײ����
ϸ���������ݵ����ù��̷������߶��ϣ����о����ڿ���������÷��룬��1979��SCHUBERT��BISCHOFBERGER[14]��ABRAHAMSON[15]��������������ڹ���Ч������Ҫ���ö����µ���ײӦ���ڸ�ѡ���̵����������������ã������˸�ѡ���̵���ײ����ģ�ͣ���ʽ(1)��ʾ[14]��
 (1)
(1)
ʽ�У�nl��ng�ֱ�Ϊ����Ũ�Ⱥ�����Ũ�ȣ���λΪm-3��rc�ĵ�λΪm-3��s-1��ʽ(1)�У�
 (2)
(2)
ʽ�У�Up��Ub�ֱ��ʾ�����������������������������ٶȣ��Ǿֲ��Ķ��ܺ�ɢ�ʦŵĺ���������ʽ(3)���㡣
 (3)
(3)
ʽ�У� ��
�� �ֱ�Ϊ�����˶��Ⱥ��ܶȡ�ʽ(2)Ӧ���ڹ���ЧӦ�շ���ײ��������Ҫ������ߴ�������ʽ��
�ֱ�Ϊ�����˶��Ⱥ��ܶȡ�ʽ(2)Ӧ���ڹ���ЧӦ�շ���ײ��������Ҫ������ߴ�������ʽ��
 ��
�� (4)
(4)
ʽ�У�di�� �ֱ�Ϊ���ݻ������ֱ�����ܶȣ����������迼��������������ʱȡ
�ֱ�Ϊ���ݻ������ֱ�����ܶȣ����������迼��������������ʱȡ ��UfΪʱ�����������ٶȡ���������ʽ(4)�����������Ǵ��ڵ�������ɢ�������ڵ��������������ײ������SAFFMAN��TURNER[16]���ʽ(5)������
��UfΪʱ�����������ٶȡ���������ʽ(4)�����������Ǵ��ڵ�������ɢ�������ڵ��������������ײ������SAFFMAN��TURNER[16]���ʽ(5)������
 (5)
(5)
1.2 �������ʵļ���
�ڸ�ѡ�������ݿ�����ײģ�͵Ļ����ϣ����Եõ�����������ڵ�λʱ���뵥λ�ݻ��ڷ�����ײ�Ĵ����������ڸ��ӵĸ�ѡ���̣����ڲ�ͬ������������������ѧ���ã�Ҫ�����ײ����Ч�������������о������ڿ�����Щ��Ч���Ļ����ϣ������һϵ�еĸ��ʼ���ʽ�����������о��н�����ϸ��Ϊ��ײ���ʡ�ճ�������Լ��Ѹ����ʡ���Щ�����ۺϿ����˿�����������������С�������������Ӵ��ǡ���Ӧʱ��;ֲ������嶯��ѧ���Եȵ�Ӱ�죬ʹ��ѡ�����۹��̵õ���Ϊ��ϸ��������
��ײ�������ڴ������ڿ��������ƹ����ݶ�ʵ��δ�����ݷ�����ײ���������������ڿ��������ݽ�Сʱʮ�����ԡ���ײ���ʲ���YOON��LUTTRELL[17]����ļ���ʽ��
 (6)
(6)
ʽ�У�������ŵ���� ����õ���
����õ���
��ѡ�����п�����������ײ���Ƿ�ᷢ��ճ��������������ݱ���Ļ���ʱ���Լ����������ݼ䱡Ĥ���Ѳ��ֿ�����Ҫ�ĸ�Ӧʱ���йء��������ʱ����ڸ�Ӧʱ�䣬����ճ���Ŀ����ԾͱȽϴ�����[17]�������ݿ�����С�Լ�������ŵ����Ӧʱ��õ����µ�ճ�����ʱ���ʽ��
 (7)
(7)
ʽ�У�tind�Ǹ�Ӧʱ�䡣����Ӧʱ���ǹ��ڿ�����С���Ӵ��ǵĺ���������[12]������ʽ���м��㣺
 (8)
(8)
ʽ�У� Ϊ������ʪ��Ӵ��ǡ�
Ϊ������ʪ��Ӵ��ǡ�
��ײճ��������Ϊ��һ�����������Ƿ���ȶ���ͣ�������ݱ��棬����ȹ̸��ʵ�ģ�ͣ���BLOOM ��HEINDEL[18]����ļ���ʽΪ
 (9)
(9)
ʽ�У�AsΪ���鳣����ȡֵ0.5�� ��������ʽ����õ�
��������ʽ����õ�

 (10)
(10)
ʽ�У� ��
�� ��g�ֱ�Ϊ��������������������ٶȡ�
��g�ֱ�Ϊ��������������������ٶȡ�
��ʽ(6)��(7)��(9)�õ�����������ʽ(11)��ʾ��
 (11)
(11)
1.3 �������˹��̽�ģ
�ڻ���������ײģ�ͺ���ģ�͵Ļ����ϣ���Ŀ����������ڸ�ѡ���е�Ũ�ȳ�����������
��ģ���̺��Կ��������Һ���е���ɢ���á�������ΪĿ������ڸ�ѡ���д�������״̬������������Һ���������������ݡ��������Һ��ֱ���������Ũ�ȷ��̣�����������������-Һ�����˶������е����ˡ����ڿ������ڲ������û��Ѹ���������-Һ�����е�ת�ƣ������ڿ����ݻ����������˷��̵�Դ��������������ֱ�д����-Һ�����п������˷�������ʽ��ʾ��
 (12)
(12)
 (13)
(13)
ʽ�У�nlΪҺ���п�����Ũ�ȣ�ngΪ�����п�����Ũ�ȣ� ΪҺ������������
ΪҺ������������ Ϊ��������������
�������������� ��
�� �ֱ�Ϊ��ѡ���������ڲ������Ѹ������Ŀ���ת��Դ�
�ֱ�Ϊ��ѡ���������ڲ������Ѹ������Ŀ���ת��Դ�
��ʽ(1)��֪�����ڿ����ݻ������ڲ������̵��¿�����Һ���������ת��Դ��Ϊ
 (14)
(14)
ʽ�У� Ϊ�����ݻ���Һ���еĿ�����Ũ�ȣ�
Ϊ�����ݻ���Һ���еĿ�����Ũ�ȣ� Ϊ��Ч����Ũ�ȣ���
Ϊ��Ч����Ũ�ȣ��� Ϊ����������ڵ�λʱ��������µ���ײ������
Ϊ����������ڵ�λʱ��������µ���ײ������
����һ���ߴ�����ݣ�װ�ؿ������������ޡ�����ÿ���������װ�صĿ�����Ϊ ���ڼ���ʱ����һЩ����װ������������������Ϊ�ɾ������ݡ��ڴ˻����������Ч����Ũ�ȸ��������Ũ�ȼ�ȥ�Ѿ����������ݵ�Ũ�ȣ���ʽ(15)��ʾ��
���ڼ���ʱ����һЩ����װ������������������Ϊ�ɾ������ݡ��ڴ˻����������Ч����Ũ�ȸ��������Ũ�ȼ�ȥ�Ѿ����������ݵ�Ũ�ȣ���ʽ(15)��ʾ��
 (15)
(15)
ʽ�У�nb�ɿ����ݻ�����������������Ե�����������õ���������Ч����Ũ�ȵļ��㣬�����˸�ѡ�������������˿����غɵ����ƣ������˸�ѡģ�͡�
���ڿ����ݻ��������Ѹ����̵��¿�����������Һ���ת��Դ�����£�
 (16)
(16)
ʽ�У�pdΪ�Ѹ����ʣ��� ��
�� Ϊ�����ݻ����Ѿ�װ��������������Ũ�ȣ������Ѹ�Ƶ��
Ϊ�����ݻ����Ѿ�װ��������������Ũ�ȣ������Ѹ�Ƶ�� �����������������������Χ���������ٶȹ��㣬������[18]����ļ���ʽ���£�
�����������������������Χ���������ٶȹ��㣬������[18]����ļ���ʽ���£�
 (17)
(17)
ʽ�У�C1Ϊ���鳣����ȡֵ0.1��
1.4 ��ѡ���̶�����ģ��
������-Һ���������������Է������˶����̷ֱ���ʽ(18)��(19)��ʾ��
 (18)
(18)

 (19)
(19)
ʽ�У� Ϊq���Ӧ����Ӧ��������
Ϊq���Ӧ����Ӧ�������� Ϊ���������������Ishii-Zuber[19]ҷ��ģ�ͣ�
Ϊ���������������Ishii-Zuber[19]ҷ��ģ�ͣ� Ϊ������ȡ����ϵ��Ϊ0.5������ģ�ͣ�
Ϊ������ȡ����ϵ��Ϊ0.5������ģ�ͣ� Ϊ�ⲿ����������ڿ���������-Һ���������ã�������Һ��������������Һ�������ã����ǿ��ǿ������������������������𤸽�����ݣ�������ƽ�ⲿ����������������Ӱ�졣��ˣ��ڿ�����������������������У��Ը�ѡ����������˶����̼��붯��Դ����ʽ(20)��ʾ��
Ϊ�ⲿ����������ڿ���������-Һ���������ã�������Һ��������������Һ�������ã����ǿ��ǿ������������������������𤸽�����ݣ�������ƽ�ⲿ����������������Ӱ�졣��ˣ��ڿ�����������������������У��Ը�ѡ����������˶����̼��붯��Դ����ʽ(20)��ʾ��
 (20)
(20)
ʽ�У�VpΪ��������������� Ϊ��������ܶȡ�
Ϊ��������ܶȡ�
����FLUENT�����е�ŷ��������ģ�ͶԸ�ѡ���̽�����-Һ����ģ�⣬�����������м����������������˷��̵������������̣���ʽ(21)��ʾ��
 (21)
(21)
 (22)
(22)
2 ��ѡ������ֵģ�⼰ʵ����֤
2.1 �о�������ؼ�
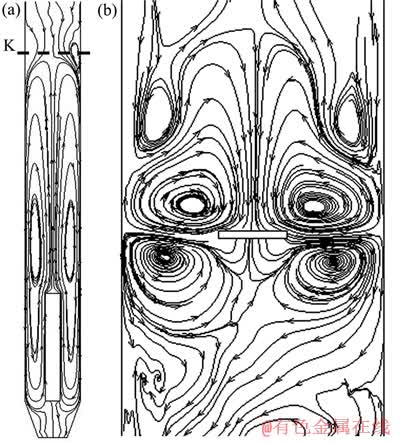
��������������[20]�е�ʵ����CPT��ѡ��Ϊ����չ���о�����ͼ1(a)��ʾ��ʵ����CPT��ѡ������ֱ��7.62 cm��ȥ����ĭ��������170 cm���ڵײ���Լ20 cm��������ö���մɲ����ݡ�����Ӿ������嶥��1/3���ߴ�(z=1.2 m)��ֱ���¸��룬�Ҽ������ֻ����Ŀ������������������ģ�Ͳ��÷ֿ黭�����������ɢ����ֵ������й����и�ѡ���²�����������������������������ã����������Ϊ�����ݣ����ϸ��������߽������գ�ͬʱ�����ϵĿ�����ȥ������������ݵ��ռ��õ��˾�������ѡ���Һ��ӵײ��ų���������������ĭ�㡣
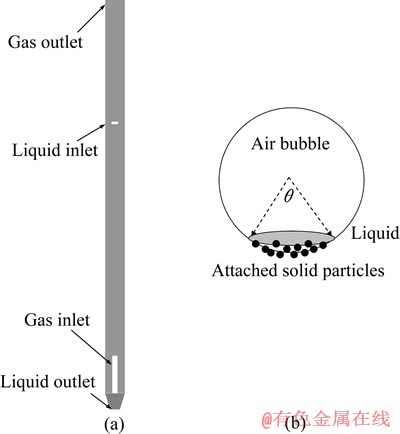
ͼ1 ʵ����CPT��ѡ��ʾ��ͼ���������ؿ���ʾ��ͼ
Fig. 1 Schematic diagram of Lab-CPT flotation column(a) and schematic diagram of particles fully loaded bubble(b)
2.2 �߽�������������
��-Һ�����������Լ��߽��������1���С�Ϊ��ģ��Ŀǰ���о����踡ѡ�������ݳߴ絥һ�Ҳ�����������۲���
������������Ũ�ȵı��������飬�����м��������õ���ز������2���У�����ѡĿ�����ĥ��ϸ��(��74 ��m)ռ90%��Ϊ��������������ͳһ����ֱ��Ϊ7.4��10-5 m���㡣����ڴ�Һ����ڿ���Ũ��Ϊ5.307��109 m-3�����ݴ�������ڿ���Ũ��Ϊ0������������Ϊδ�����ݡ�
��1 ��-Һ�������Բ���
Table 1 Property parameters of gas phase and liquid phase

��2 ����������������õIJ���
Table 2 Parameters used for computing transfer of fine particle

����ѡĿ�����Ϊ�������м�������װ��������ʱ���ǵ����ݱ����������γ���Ϊ60������棬 ��ͼ1(b)��ʾ����ʱ����Լװ��33��������ճ�����ʵļ������Ӧʱ����أ�����ѡҩ�����������Ӧʱ����õĽ���Ŀ������ʪ��Ӵ���ԼΪ50�㣬�����ȹ̸���ʱ�����õ�Һ���������Ϊ0.032 5 N/m��
��������У��Ȳ���ŷ��ģ�ͽ��л�������-Һ��������������������Ȼ�����������������˵ı������̣��Լ�����������������������ʼ��Һ���п���Ũ�ȳ�Ϊ5.307��109 m-3��ʼ���㣬��֤ÿ��ʱ�䲽�в�ﵽ10-3�ľ��ȣ����Ӹ�ѡ������-Һ�����еĿ���ƽ��Ũ��ֱ�������ȶ����õ�������������Һ���е��ȶ���Ũ�ȳ���
2.3 ����ģ����֤
CPT��ѡ��������ʵ�����ݽ��٣�����ѡ������һ�ֹ�ҵ�������豸�����е��͵���-Һ������������˿��Բ��ù�����������㼰ʵ�����������жԱȣ�����֤��ֵ����ģ�͵�ȷ�ԣ�ȷ����ȷ����CPT��ѡ�������ļ���ģ�͡�
��֤������̲���FLUENT������DEEN[21]�����Ĺ�����ģ��ʵ����з��棬������PIV������ݽ��жԱȡ���ά����ģ�У���ʵ������е�������ڲ���6��6�����Ƶ�Ԫ(0.03 m��0.03 m)���м��Ա��������ʵ����ܣ����142 560������֤ʵ�������õı������٣�ȷ����������ٶ�Ϊ0.12 m/s�����ݳߴ�Ϊ4 mm��ģ�߶�Ϊ0.55 m����ʼҺλΪ0.45 m������ѹ�����ڱ߽���������������k-��ģ��ģ��Һ�����������������Һ����������á����ÿ����˱���������Ishii-Zuberҷ��ģ���滻FLUENT����Ĭ�ϵ�Schiller-Naumann[22]ģ���Լ�����ϵ��Ϊ0.5������ģ��������Һ�������������жԶ������������QUICK��ʽ������ɢ��������80 s��ﵽ�������ȶ���Ȼ��ÿ��10 sȡ��-Һ���������ٶ����ݣ�������10�����ݵ�ƽ��ֵ�����ý����PIVʵ��������ͼ2��ʾ��
�Ա����ݿ�֪������������-Һ�����ٶ���PIVʵ��������һ�£������ٶȷ�ֵ�Ա�ʵ��ֵ����-Һ�����ٶȷ�ֵ����ͬһ��ƫ�ƣ�������ڼ���������������ʱ��İڶ���Ϊ�����⣬HANSEN[23]����FLUENT������DEEN[21]��ʵ������˷��棬����Ϊ����ҷ��ģ�ͺ�����ģ�Ͷ�����������������ģ�ͺ�BITģ�Ϳ��Ը�Ϊ��ʵ��������������-Һ�˶������������������һ�¡���ˣ���Ŀǰ�ļ����в��������ı�k-������ģ������Һ��������Ishii-Zuberҷ��ģ�ͺ�����ϵ��Ϊ0.5�������ǿ��еģ�����������ɶԸ�ѡ������-Һ����������������
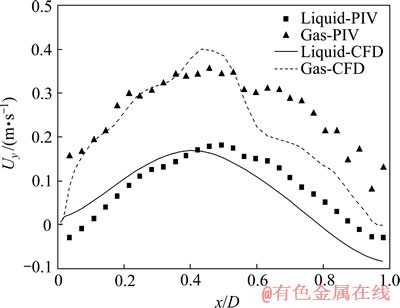
ͼ2 �߶�0.25 m������0.075 m����-Һ��������ʱ���ٶȷֲ�ͼ
Fig. 2 Profiles of time averaged simulated and measured axial liquid and gas velocities at height of 0.25 m and depth of 0.075 m
3 ����������
���������ó��ĺ����Ķ�����ģ��ʵ������-Һ-�����������Ľ�ģ���㣬�õ�ʵ����CPT��ѡ����ѡ�����������ȶ��Ŀ���Ũ�ȳ�������ֵ���������з���������������˽�Ŀ����������ڸ�ѡ���е�����״̬��
3.1 CPT��ѡ��������������
��ѡ�������ݵķֲ�ֱ��Ӱ�측ѡЧ�ʣ������ڸ�ѡ��������ʱ��Ҫ�ܸ�����ҷ�������������ã���������������ʹ���������ϸ���������������ɢ�ֲ���ͳ�Ʋ�ͬ�߶ȴ������ؾ������������ֲ�����ͼ3��ʾ��
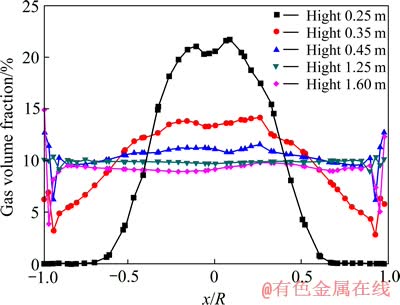
ͼ3 ��ͬ�߶ȴ������ؾ������������ֲ�
Fig. 3 Volume fraction distribution of gas phase along radial direction at different heights
��ͼ3���Կ��������ݴ�0.25 m������0.45 m�����У������ؾ���ֲ���ƽ�������ݵõ������ɢ���ɸ߶�1.25��1.60 m�������ݿ�֪�����������������ӽ������ʱ���������ƹ�����ڶ�Զ�븡ѡ�����Ĵ��ڽ������������¸�ѡ�������������ຬ�����͡�
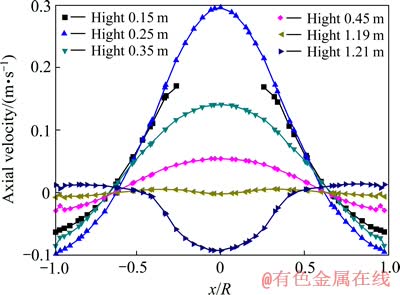
��ѡ���ж���ʲ����������ϸ���������Ŀ��³��ɵײ��ų�����������ʹ�������ϸ��ӡ��ڲ�ͬ�߶ȴ�Һ���ؾ���������ٶȷֲ���ͼ4��ʾ�����Խ�Ϊȫ����������ڸ�ѡ���е����������
��ͼ4���ͼ5(a)��֪���ڸ߶�Ϊ0.25~0.45 m֮�䣬Һ�౻�ϸ������������������������������ֽϸ����٣������������ֱ���·����ٶȣ�����һ�����������ų������������ǣ�������»���������ڶ���ʷ�����������γ��������ڸ���ڸ����γ�4�����У���ͼ5(b)��ʾ���������ڿ�������������������������࣬�������ƹ�����ڹ����д�����������˶��������渽����ת�����˶����ڸ�����¶������γ����У������ڽӽ�����ڵĸ߶�Ϊ1.19 m���ٶȺ�С�����߶�1.21 m�����ڽϴ����ֱ���µ��ٶȣ���ԭ�����ڸ�����ϲ���Һ���������ڣ��ӽ�����ں�Ѹ���������࣬Ȼ���渽����������������������������ѭ����
��ͼ5���Կ������Ӹ���ڳ�����Һ�������������ˢ���ֿ��������������ر�����ֱ����������Ҳ��һ�����������ر��������������뾫ѡ�������������IJ��ȶ��ԣ������ڸ���������γɲ��ԳƵ�������ʹ�ø�������������Һ���������²�Һ���������
3.2 ��ѡ������Ũ�ȷֲ�
ͼ4 ��ͬ�߶ȴ�Һ���ؾ���������ٶȷֲ�
Fig. 4 Axial velocity of liquid phase along radial direction at different heights
ͼ5 ���������Һ����ڸ�������ͼ
Fig. 5 Streamline contours of liquid phase around gas inlet(a) and liquid inlet(b)
��-Һ����������Լ��漰��ѡ����ѧ�IJ������Ѹ����ʾ����˿�������-Һ�����е�Ũ�ȷֲ�������Ũ�ȵķֲ�ֱ�ӷ�ӳ��ѡ���������ӣ�����о�������������Һ���еķֲ����ڸ������������������塣
��ֵģ���ʼ����ѡ����Һ�����Ũ��Ϊ5.307��109 m-3�����Ÿ�ѡʱ������ƣ���-Һ�����п�����ƽ�����Ũ�����ͣ����ﵽ�ȶ�����Һ���е�λʱ���ڸ��������Ƶ��ھ����������ų���֮�͡��ظ�ѡ���߶�ÿ��2 cmȡ0.5 cm�������ÿһ������������ʽ(23)���㣬�õ������Һ���еĿ���Ũ�ȡ�
 (23)
(23)
ʽ�У�VcellΪ�����ݻ���������ӱ�ʾq��(�����Һ��)�оֲ�������������ĸΪ�ֲ�������ɴ˵õ��Ĺ������߱仯�Ŀ���Ũ��������ͼ6��ʾ�������������п���Ũ�ȿ�֪��������մɽ���ĸɾ��������ϸ����������������п���Ũ�������ߡ�
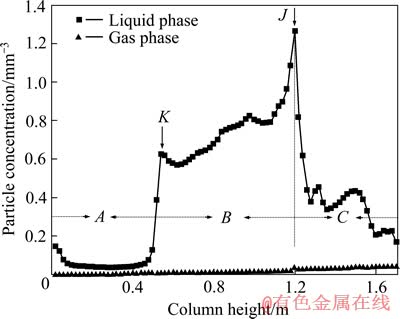
ͼ6 �ظ�ѡ���߶���������Һ���п������Ũ��
Fig. 6 Distribution of particle concentration in liquid phase and gas phase along column height direction
��ͼ6�ɼ����ﵽ��̬��Һ���п���Ũ�ȿ��Է�A��B��C 3���������������B����Һ���п�����J�㴦�����ڽ���������½������б������������½�����Ũ�����͡�ͼ��K���Ӧͼ5(a)�д����еĶ��ˣ��ڸô��ϲ��½���Һ�����²����������������Һ��������K�����µ�Һ���ڲ������е�ѭ���п��������ݲ���Һ���п���Ũ�ȱ��ֵ�ˮƽ����K���ϲ��½��Ľϸ�Ũ�ȿ���Ũ���γɾ�Ũ�Ȳ��K����ֱ������ٶ�����0��Һ����ؾ���Ѹ�ٷ�����Ȼ���ر����������������ϸ�Ũ�ȵĿ����������������У����ֻ�����������IJ��뷴��ѭ������ѭ�������б����ݲ���ͬʱ��Ҳ������������Ũ�Ƚϸߵ�Һ���ر����³����ײ�����ڣ�������0~0.05 m����Һ�ຬ�ϸ�Ũ�ȵĿ�����ͳ�Ƶõ��ɳ�����ų��Ŀ���ռ��������3.97%����������������C����Һ���к���Ũ�ȵĿ��������������ಶ����Ũ��Ѹ�ٽ��͡�����ѡ��C����Һ�����Ũ�ȸ����ɳ�ʼҺ�����Ũ�ȳ��븡ѡ���ʴﵽ��̬ƽ��Ľ����������Һ���еĿ���һ���汻���ಶ����ߣ���һ������δ��������ȫ�ĺ���Ũ�ȿ�����Һ���ر����������õ����䡣���������������п���Ũ�Ƚϸߣ����ҲΪ�Ѹ��϶������
3.3 ��ѡ�����п�������ײ��𤸽���Ѹ�
��ѡ���۹��̱���Ϊ������Һ���������Ŀ���������ײ������������Ѹ��Ĺ��̡�����ϸ��������õ�������ۣ����ԶԸ�ѡ���������������ײ���ʽ��м��㣬�Ӷ�����������˽⸡ѡ������������������ײ����ǿ�ȡ�
ͳ�Ƹ�ѡ�������������������õ����ƽ���������3���У����о���������Ϊ�������ʼ��Ѹ����ʡ�
��3 �����������
Fig. 3 Interaction parameters between bubble and particle
ͳ�Ʒ������������ظ�ѡ���������ߵ���ײ������ͼ7(a)��ʾ��������ʺ����Ѹ�������ͼ7(b)��ʾ���������ʺ��Ѹ�������ͼ7(c)��ʾ��
��ͼ7(a)��֪����0.2 m��(��������Ķ���)��������-Һ�����ٶȽϴ�������ڽϴ����ײ���ʣ���������ߴ����ٶ�˥������ײ����Ѹ�ټ�С�����⣬��1.2 m(�����)������Һ��������Ŀ���Ũ�ȶ����ָ���ײ���ʡ�
��ѡ�����в�����ʺ��Ѹ����ʷ�ӳ�������������������������ӣ��ۺϺ������ݡ������ߴ硢Һ������������ֲ���̬���������ݽӴ���Ӧʱ���ʪ��Ӵ��ǵȶԸ�ѡ�������������������õ�Ӱ�졣��ͼ7(b)���Կ�������0.2~0.5 m������ڽϸߵ������ٶȺ��Ķ��ܺ�ɢ���Ѹ����ʸ߶�������ʵͣ����⣬�ڸ���ڴ��ڽϴ���Ķ��ܺ�ɢ��Ҳ�����Ѹ����ʽϸߡ�
�������ʺ��Ѹ����ʵļ������ֱ�ӷ�ӳ��ѡ���еĸ�ѡЧ�ʡ���ͼ7(c)��ʾ����0.2~0.55 m������ڽϴ�IJ������ʺ��Ѹ����ʣ����Ǿ���������ȴ���ߣ���0.55~1.2 m������нϸߵIJ������ʺͽϵ͵��Ѹ����ʣ���˾��������ʸߣ��Ǹ�ѡ���е����ݲ������Ч����ߵ������ڸ����1.2 m�Ժ����������д��ڽϸ�Ũ�ȿ������Ѹ��������ߣ������������½���
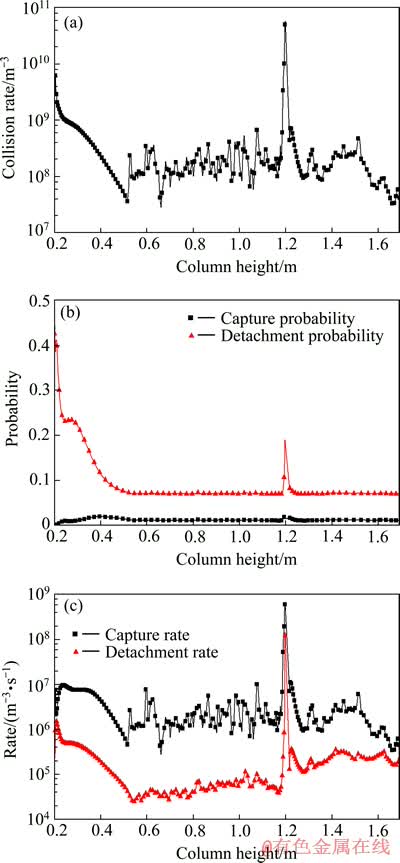
ͼ7 ���ݿ�����ײ���ʡ�������ʺ��Ѹ������Լ��������ʺ��Ѹ�����
Fig. 7 Collision rate between bubble and particle(a), probabilities of capture and detachment(b) and rates of capture and detachment(c)
4 ����
1) �����Ч����Ũ�ȵĸ��ʣ�������ѡ���п�������-Һ�����е����˷��̣�����������ֵģ�⣬����ʵ����CPT��ѡ�����ڸ߶�Ϊ0.54~1.24 m�����Ũ�ȸߣ�������ɵ�������(0.5 m����)��Ũ�ȵ͡�
2) ���ݲ������������Ҫ�ڸ�������£����Ҵ���0.5~1.2 m֮��ķ����������нϴ�IJ������ʡ�
3) ͨ����ѡ���̿���������õĻ������ۣ��õ�ʵ����CPT��ѡ����ƽ����ײ����Ϊ2.156��108��/(m3��s)���Լ���Ӧ��ѡ�����µ�ƽ����ײ����Ϊ0.017���������Ϊ0.904���Ѹ�����Ϊ0.097��
4) ���о��ɹ������ڶԸ�ѡ���̿������˵Ķ������������˽⸡ѡ�����п������˺��Ż���ѡ����������Ҫ���塣
REFERENCES
[1] HUANG Z, LEGENDRE D, GUIRAUD P. A new experimental method for determining particle capture efficiency in flotation[J]. Chemical Engineering Science, 2011, 66(5): 982-997.
[2] VERRELLI D I, KOH P T L, NGUYEN A V. Particle-bubble interaction and attachment in flotation[J]. Chemical Engineering Science, 2011, 66(23): 5910-5921.
[3]  M. Collision processes involving a single rising bubble and a larger stationary spherical particle[J]. International Journal of Mineral Processing, 2010, 94(1): 58-66.
M. Collision processes involving a single rising bubble and a larger stationary spherical particle[J]. International Journal of Mineral Processing, 2010, 94(1): 58-66.
[4] KOH P T L, SCHWARZ M P, ZHU Y, BOURKE P, PEAKER R, FRANZIDIS J P. Development of CFD models of mineral flotation cells[C]// The Third International Conference on CFD in the Minerals and Process Industries. Melbourne, Australia: CSIRO, 2003: 171-175.
[5] LEE C M, FRANKIEWCZ T. Application of CFD for improved vertical column induced gas flotation (IGE) system development[C]// AIChE Spring National Meeting. Houston: NATCO Group, Inc., 2004.
[6] �����, ������, �� ��. ���� CFD ģ�⸡ѡ���ڵ���������[J]. ú����, 2006(1): 46-49.
YANG Cai-yun, ZENG Ai-wu, LIU Zhen. Study on the hydrodynamics of flotation columns with CFD[J]. Coal Chemical Industry, 2006(1): 46-49.
[7] �� ��, ������. ���ݷ�����������������ֵģ��[J]. ���繤�̼���, 2007(3): 49-51.
GUO Sheng, LI Zhe-kun. Numerical simulation of three-phase flow in the generator of air bubble[J]. Mechanical & Electrical Engineering Technology, 2007(3): 49-51.
[8] �� ��, ��־ǿ, �ʸ�����, ������, ������. ������ѡ���ĵ���������ֵģ��[J]. �������̼�����ѧѧ��: ��Ȼ��ѧ��, 2008, 4: 520-522.
ZENG Ming, XU Zhi-qiang, HUANGFU Jing-hua, LIU Jiong-tian, ZHANG Rong-zeng. Single-phase turbulent numerical simulation of jet flotation column[J]. Journal of Liaoning Technical University: Natural Science, 2008, 4: 520-522.
[9] �� ��, ��־ǿ, �ʸ�����, ������, ������. ������ѡ������������ֵģ��[J]. ú̿ѧ��, 2008, 33(7): 794-798.
ZENG Ming, XU Zhi-qiang, HUANGFU Jing-hua, LIU Jiong-tian, ZHANG Rong-zeng. Two phase flow numerical simulation of jet flotation column[J]. Journal of China Coal Society, 2008, 33(7): 794-798.
[10] KOH P T L, MANICKAM M, SCHWARZ M P. CFD simulation of bubble-particle collisions in mineral flotation cells[J]. Minerals Engineering, 2000, 13: 1455-1463.
[11] KOH P T L, MANICKM M, SCHWARZ M P. CFD modeling of bubble-particle collision rates and efficiencies in a flotation cell[J]. Minerals Engineering, 2003, 16: 1055-1059.
[12] KOH P T L, MANICKM M, SCHWARZ M P. CFD modeling of bubble-particle attachments in a flotation cell[J]. Minerals Engineering, 2005, 19: 619-626.
[13] KOH P T L, MANICKM M, SCHWARZ M P. Modeling attachment rates of multi-sized bubbles with particles in a flotation cell[J]. Minerals Engineering, 2008, 21: 989-993.
[14] SCHUBERT H, BISCHOFBERGER C. On the optimization of hydrodynamics in flotation processes[C]// Proceedings of the 13th International Mineral Processing Congress. Warsaw, 1979, 2: 1261-1285.
[15] ABRAHAMSON J. Collision rates of small particles in a vigorously turbulent fluid[J]. Chemical Engineering Science, 1975, 30(11): 1371-1379.
[16] SAFFMAN P G, TURNER J S. On the collision of drops in turbulent clouds[J]. J Fluid Mech, 1956, 1(16): 16-30.
[17] YOON R H, LUTTRELL G H. The effect of bubble size on fine particle flotation[J]. Mineral Processing and Extractive Metallurgy Review, 1989, 5(1/4): 101-122.
[18] BLOOM F, HEINDEL T J. Modeling flotation separation in a semi-batch process[J]. Chemical Engineering Science, 2003, 58(2): 353-365.
[19] ISHII M, ZUBER N. Drag coefficient and relative velocity in bubbly, droplet or particulate flows[J]. AIChE Journal, 1979, 25(5): 843-855.
[20] �� ��. ��������ѡ���鼰�����о�[D]. ����: ����������ѧ, 2010.
QING Li. Study on theory and experiment of column flotation for collophane ores[D]. Kunming: Kunming University of Science and Technology, 2010.
[21] DEEN N. An experimental and computational study of fluid dynamics in gas-liquid chemical reactors[D]. Aalborg University, 2001.
[22] SCHILLER L, NAUMANN Z. A drag coefficient correlation[J]. Z Ver Deutsch Ing, 1935, 77: 318-325.
[23] HANSEN R. Computational and experimental study of bubble size in bubble columns[D]. Aalborg University, 2009.
(�༭ ��ѧ��)
������Ŀ�����ϴ�ѧ��ʿ���ѧ����������Ŀ(111033)
�ո����ڣ�2013-05-14�������ڣ�2013-10-08
ͨ�����ߣ��ƺ�ܣ����ڣ���ʿ���绰��13873102530��E-mail: s-rfy@csu.edu.cn
ժ Ҫ����ѡ�����п������������Ϊ�Ը�ѡЧ������ֱ�ӵ�Ӱ�죬���ݿ��������������ۣ������˸�ѡ�����д���������������Һ���е����˷��̡���ʵ����CPT��ѡ��Ϊ�о�������ŷ��˫����ģ�ͼ�����-Һ���������������ϸ�ѡ���̿������˵ķ�������ÿ�������-Һ�������ȶ���Ũ�ȳ��ֲ���ʵ�ָ�ѡ��������-Һ-������������ֵģ�⡣���������ʵ����CPT��ѡ���з���������Χ���ڽϴ����У����нϵ͵Ŀ���Ũ�ȣ����������������ƽ����ײ����Ϊ2.156��108 m-3��s-1��ƽ����ײ���ʡ�������ʺ��Ѹ����ʷֱ�Ϊ0.017��0.904��0.097��
[6] �����, ������, �� ��. ���� CFD ģ�⸡ѡ���ڵ���������[J]. ú����, 2006(1): 46-49.
[7] �� ��, ������. ���ݷ�����������������ֵģ��[J]. ���繤�̼���, 2007(3): 49-51.
[9] �� ��, ��־ǿ, �ʸ�����, ������, ������. ������ѡ������������ֵģ��[J]. ú̿ѧ��, 2008, 33(7): 794-798.
[20] �� ��. ��������ѡ���鼰�����о�[D]. ����: ����������ѧ, 2010.
[22] SCHILLER L, NAUMANN Z. A drag coefficient correlation[J]. Z Ver Deutsch Ing, 1935, 77: 318-325.
