
���±�ţ�1004-0609(2016)-11-2303-06
��ǰ�ȴ���������ͭ����㺸��ͷ���ܵ�Ӱ��
������1��ë���� 1���� ǿ1���ųɴ� 2���� ��3
(1. �ϲ����մ�ѧ �������칤��ѧԺ���ϲ� 330063��
2. �Ϻ������豸�����ܳ����Ϻ� 200245��
3. ��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001)
ժ Ҫ��
��������㺸�����ɹ�ʵ��0.1 mm������ͭ��Ƭ�����ӣ��о�����ͭ��ǰ���ܴ���(����̬)������ʱЧ����(ʱЧ̬)�Դ�ӽ�ͷ��ѧ���ܺ�����֯��Ӱ�졣�������������ͭ����ͬ�ȴ�����ʱЧ̬��ͷ�Ŀ����������Ը��ڹ���̬�ġ�����̬����ͭ��ͷ�����ƽ����������Ϊ60.54 Nʱ���ۺ��ɽ�С�İ�״�����ϴ�ĵ���֦������״֦����ɣ�ʱЧ̬��ͷ���ƽ����������Ϊ137.28 Nʱ���ۺ��ɽϴ�İ�״���;���ϸС�ĵ��ᾧ��ɡ�����ͬ���ղ����£�ʱЧ̬��ͷ��õ���������ԼΪ����̬��ͷ��1.73����
�ؼ��ʣ�
����ͭ����ǰ�ȴ���������㺸����ѧ����������֯��
��ͼ����ţ�TG457.13���� ���ױ�־�룺A
����ͭ��һ����ʴ����ƣ�͡����ԡ����絼�������������ɫ�����������ܴ���������ʱЧ�������нϸߵ�ǿ�ȡ�Ӳ���Լ����Լ���[1]��Ŀǰ������ͭ�Ͻ𱻹㷺Ӧ���ڵ��ɡ��̵��������Ը��Լ��������ߵĹ�����[2]��������ͭС�ߴ�Ͻ�Ԫ����������Ӧ�ù����У����ϵ���Ч������Ϊ��Ҫ����������ͭ�ȴ�����ĸߵ��ԡ���Ӳ���Լ�Ԫ���ij����ߴ���ص㣬ʹ�ô�ͳ�ĺ��ӷ����׳��ֱ��Ρ������������մ�������[3]��ǥ��������Ҫ������ȣ��ᵼ������ͭ���������½������⺸����Ӱ����С�������ܶȼ��У��ʺ�С���������ӣ�����ͭ�Ͻ������ʼ��ͣ�����Ч�ʵ��£�������㺸��ͨ�������ڲ����������ȣ��������С��������������������մ����������⣬�����еĵ缫�г�������ʹ���Ա�Ƭ�����������ϣ��Ǻ�������ͭ��Ƭ�����뷽��[4-6]��
����㺸�����缫ѹ����С�����ͷ�������ܲ��ϱ���״̬��Ӱ�죬�����ϱ���״̬�������ֲڶȡ�����Ӳ�ȵı仯���ı䣬����ѧ�߿�չ�˱���ֲڶ�����о������磬�촺�ݵ�[7]�о���ͬ����ֲڶ������µ�����ͭ��Ƭ����㺸�����ֱ���ֲڶȽ�Сʱ�ܻ�ø����ʽ�ͷ�����ֲڶ����ӵ�һ��ֵ��ͷ���ܲ����ܱ���״̬Ӱ�졣�ڱ���Ӳ�ȷ��棬�̷��ܵ�[8]ͨ��������������ѧģ�ͶԵ�̼�ֺ����Ͻ����ֲ����ڵ���㺸�и��Ӵ������ϵĽӴ����������˷��������ֽӴ����ϵı���Ӳ�ȺͲ��ϵĵ���ģ��������ǿ�Ⱦ���Լ�ŽӴ��ʡ�TAN��[9]�о������������㺸�ж�̬����ı仯���о����������Ա��ε�����£��Ӵ����ĵ��������Ӳ�ȳʺ�����ϵ��ELY��[10]�Կɷ��������������Լ���Ƭ������㺸�������о���������������㺸��������Ҫ����ĺ��ӵ�����
�������������ϱ���Ӳ�ȶ�����㺸��ͷ������Ӱ�����в����о���������Ӳ�ȶԽ�ͷ�����ľ���Ӱ������ʼ�������������ͭ����㺸�����У���ǰ�ȴ�����ı������Ӳ�ȣ���֪����Ӳ������Լ�Ӵ��������Ҫ����[11]����������ͨ���ȽϹ���̬��ʱЧ̬��ͭ�ĵ㺸��ͷ��ѧ���ܺ�����֯�ṹ��������ǰ�ȴ��������ͷ���ܵ�Ӱ������Լ�����Ӱ����ƣ��Ӷ�Ϊ����ͭ��Ƭ�Ĺ���Ӧ�ý�����̽���о���
1 ʵ��
�������ѡ�ú��Ϊ0.1 mm��QBe2��Ƭ����ѧ�ɷ����1���С�
��1 ����ͭĸ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of QBe2 base metal (mass fraction, %)

���������ӹ��ߴ�Ϊ25 mm��5 mm��0.1 mm�������д����Ϊ5 mm����ͼ1��ʾ��
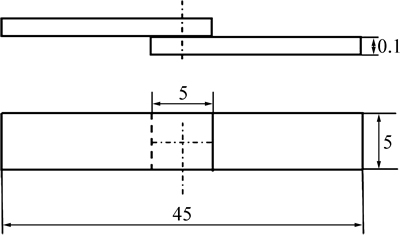
ͼ1 ��״�ߴ�ʾ��ͼ
Fig. 1 Schematic diagram of shape and size (Unit: mm)
��ǰ�ֱ��������Ͻ��й���(780 �汣��10 min)������+�˹�ʱЧ(320 �汣��2 h)����[12]������������ϴ����ȥ������Ƥ�����ñ�ͪ��ϴȥ�������Ա�֤�����������ࡣ�����ͺ�ΪMDA-4000B���ֱ���������缫ѡ�ö���ֱ��Ϊ3.2 mm��W80��ͭ�Ͻ������У����ӵ���ѡ��3.0~5.0 kA������ʱ��̶�5 ms���缫ѹ��ѡ��40~220 N��Ϊ����������ÿ����������3����������ͷ��������ȡƽ��ֵ�������غ������Ľ�ȡ�Ʊ���������������5 g Fecl3+25 mL HCL+100 mL C2H5OH��ʴ���㣬��MR5000�͵��ý��������Ͻ��й۲졣����ѡ��INSTRON5540�͵��Ӿ�����������о�̬������ԣ������ٶ�Ϊ1 mm/min����WT-401MVD����Ӳ�ȼƲ�������������Ӳ�ȣ�����ʱ��Ϊ10 s����������Ϊ200 g��
2 ��������
2.1 �ۺ���֯�ṹ����
ͼ2��ʾΪ���ӵ���Ϊ4.0 kA������ʱ��Ϊ5 ms���缫ѹ��Ϊ128 Nʱ����̬����ͭ��ͷ�����������֯��ͼ2(a)Ϊ����̬��ͷ��Ӱ��������֯��ͼ����������ֱ�Ϊĸ����֯����ϸС�İ�״��(A����)�͵���֦��(B����)��ɣ��ۺ��������ɵ���֦������״֦�������ɣ���ͼ2(b)��ʾ��ͼ2(c)Ϊ�ۺ˵ײ���������֯��������֯�ɵ�����֦��������ɣ����о�����С���죬�����缫��M�������ڹ���Ⱥܴ�����ΪϸС��
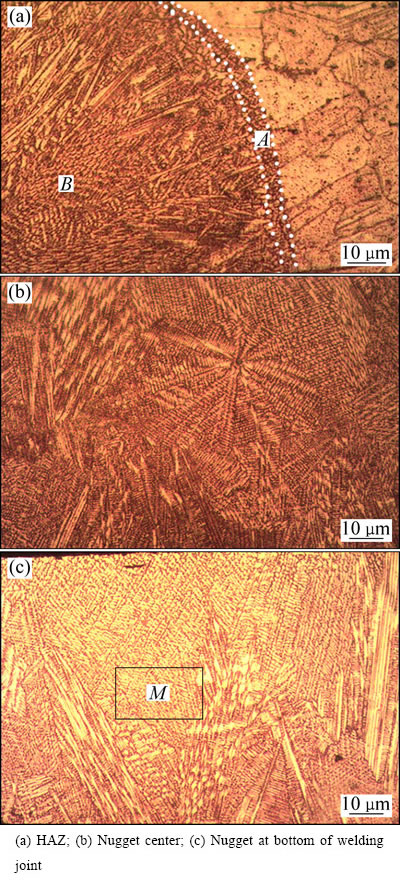
ͼ2 ����̬����ͭ��ͷ����������֯
Fig. 2 Microstructures of joint of QBe2 at solid solution state
ͼ3��ʾΪ���ӵ���Ϊ4.5 kA������ʱ��Ϊ5 ms���缫ѹ��Ϊ180 NʱʱЧ̬����ͭ��ͷ��Ӱ�������ۺ��������Լ��ۺ˵ײ�������֯��ͼ3(a)ΪʱЧ̬��ͷ��Ӱ����������֯����ͼ3(a)�пɿ�������ͷ��֯�������ҷֱ�Ϊĸ����֯����״��(A����)�������ᾧ�������ᾧ(B����)��ͼ3(b)��ʾΪ�ۺ��������������֯���ۺ������ɾ���ϸС�ĵ��ᾧ��ɣ�ͼ3(c)��ʾΪ��ͷ�ۺ˵ײ���������֯��ʱЧ̬�ۺ˵ײ������Ե���֦����ɣ�����̬��ֱ�ں��˱�Ե������

ͼ3 ʱЧ̬����ͭ��ͷ����������֯
Fig. 3 Microstructures of joint of QBe2 at aging state
�Ա�ͼ2��3��֪��ʱЧ̬��ͷ��Ӱ����(��״����)�Ŀ��ȴ��ڹ���̬��ͷ�ģ��Ұ�״�����Ϲ���̬��ͷ��Ϊ�ִ�˵��ʱЧ̬��ͷ����ͣ��ʱ��ϳ�����״���������г����ʱ�䳤��ʱЧ̬��ͷ�ۺ����ľ��и��ߵ��¶ȣ�����������ȴ�ٶ�������ʾ���ϸС���ȣ�����̬��ͷ�ۺ������¶Ƚϵͣ����IJ�ͬ������ȴ�ٶȱ仯�ϴɷֹ���ȸ��죬�ʸ��������֦������������졣���ֽ�ͷ�ײ����������ڲ�ͬ���������������������ڽ������̹����У�����������Ũ�ȴ�С��ͬ�����ֳɷֹ��䣬���²�ͬ���������������������ͬ��
����������ʱЧ̬��ͷ��Ӱ�����Ĺ�������(������)�������ȶ����ۺ���������͵ײ�����ľ����ȹ���̬ϸС��������֪��ʱЧ̬��ͷ�ڴ˹��ղ����¿��Ի�ø���������룬������ͣ��ʱ��Ҫ���������õ�ϸ������ͷ������Сֱ�ӿ���Ӱ������ѧ���ܡ�
2.2 ��ͷ�������ܷ���
ͼ4��ʾΪ����ʱ��Ϊ5 ms���缫ѹ��Ϊ40 N�ȴ���״̬�µĵ㺸��ͷ�����������뺸�ӵ�����ϵ���ߡ��۲����̬��ͷ���������뺸�ӵ����Ĺ�ϵ�Լ�ʱЧ̬��ͷ���������뺸�ӵ����Ĺ�ϵ��֪������ͬ���ղ����£������ӵ�����3.0 kA����Ϊ5.0 kAʱ������̬����ͭ��ͷ�Ŀ���������������С�������ӵ���Ϊ4.0 kAʱ����ͷƽ����������Ϊ56.12 N��ʱЧ̬����ͭ��ͷ��������ͬ���溸�ӵ�����������С�������ӵ���Ϊ4.5 kAʱ��ƽ����������Ϊ99.19 N����ͼ4��֪������ͬ���ղ����£�ʱЧ̬��ͷ����ѧ����������ڹ���̬��
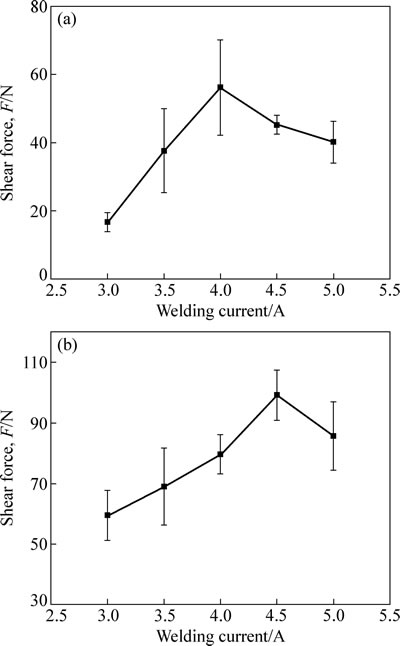
ͼ4 ����̬��ʱЧ̬����ͭ��ͷ���������ͺ��ӵ����Ĺ�ϵ
Fig. 4 Relationship between tensile shear force and welding current of joint of Qbe2 at solid solution sate (a) and aging state (b)
ͼ5��ʾΪ����ͭ���ֺ��ӵ����ͺ���ʱ�䲻��ʱ����̬��ʱЧ̬��ͷ�Ŀ���������缫ѹ����ϵ���ߡ�����ͼ5(a)��ʾΪ���ӵ���Ϊ4.0 kA������ʱ��Ϊ5 msʱ����̬��ͷ����������缫ѹ���Ĺ�ϵ���۲����߿�֪�����缫ѹ����80 N���ӵ�128 Nʱ�������������������ƣ���������ѹ��ʱ�������������½������缫ѹ��Ϊ128 Nʱ������̬����ͭ�㺸��ͷƽ�������������ֵΪ60.54 N��ͼ5(b)��ʾΪ���ӵ���Ϊ4.5 kA������ʱ��5 msʱʱЧ̬��ͷ����������缫ѹ���Ĺ�ϵ���ߡ����Կ��������缫ѹ����80 N����180 Nʱ�������������������������ӵ缫ѹ��ʱ�������������½������缫ѹ��Ϊ180 Nʱ��ʱЧ̬����ͭ��ͷƽ���������������ֵΪ137.28 N������������֪���ڸı�缫ѹ�������£������ӵ�����һ����Χ��ʱ�����������ͭ�㺸��ͷ������������ʱЧ̬����ͭ��ͷ��ѧ�����������ڹ���̬�ġ�
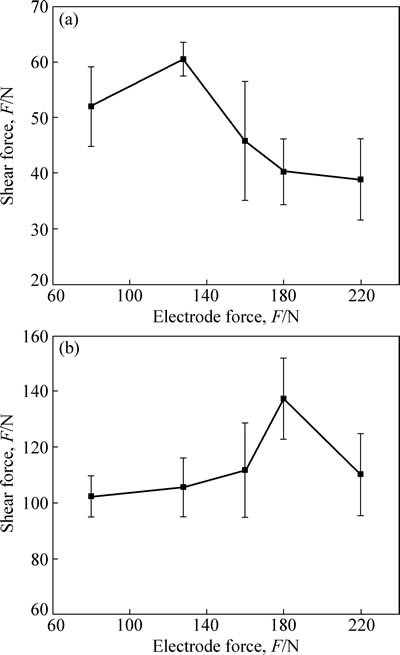
ͼ5 ����̬��ʱЧ̬����ͭ��ͷ����������缫ѹ���Ĺ�ϵ
Fig. 5 Relationship between tensile shear force and electrode force of joint of QBe2 at solid solution state (a) and aging state (b)
2.3 ����Ӳ�ȶԽ�ͷ���ܵ�Ӱ��
������֪�����ӽ�ͷ�����ĺû��뺸���������й�[13]����ʱЧ̬����̬����ͭ��ͷ��ѧ���ܺͺ�����֯���ܷ�����֪��ʱЧ̬��ͷ��ѧ������Խ���ۺ�������֯��������ϸС����֪����̬��ʱЧ̬����ͭ��ͷ����ͬ���ղ����Լ����������������õĺ��������벻ͬ���������������ֱ��Ӱ�캸�������������������������������й�[14]��
������㺸�У������Dz��ȵ���Ҫ���أ����а����Ӵ����衢Ĥ���������衣�볣�����纸��ͬ������㺸�ĵ缫ѹ��С���Ӵ������ڲ��ȹ���������Ҫ���á����⣬ͬ�ֲ��Ϻ�ǰ����������ͬ����Ϊ��Ĥ��������ͬ�ģ�ͬ�ֲ��������һ��[15]���Ӵ���������ϽӴ�����Ӳ���йأ��������ڵ缫ѹ�������·������Ա���ʱ���Ӵ�����(Rc)���Ա�ʾΪ���¹�ʽ[16]��
 (1)
(1)
ʽ�У�FΪѹ������Ϊ�����ʣ���Ϊѹ�����ӣ�HΪ�Ӵ���ѹ��Ӳ�ȣ�nΪ�Ӵ�����Ŀ��
���ڲ�ͬ�ȴ���״̬�µ�����ͭ��Ƭ����ʽ(1)��֪�����������ͬ������ͬ���ղ����£���ѹ��F��ѹ�����ӦƼ��Ӵ���n����ͬ������ͷ��ѹ��Ӳ��H��ͬ����ʱ��������Ͻ���ĽӴ�����Ҳ��ͬ��
�������ȴ���״̬��ĸ�Ľ�����Ӳ�Ȳ��ԣ�����λ��Ϊĸ�Ŀ��ȴ�ֱƽ�����ϣ����Լ��Ϊ0.5 mm����Ӳ�ȷֲ������ͼ6��ʾ����ͼ6�ɿ�����ʱЧ̬����ͭĸ�ĵ���Ӳ�����Ը��ڹ���̬�ģ�ʱЧ̬ĸ�ĵ�ƽ����Ӳ��Ϊ370HV������̬��ƽ����Ӳ��Ϊ125HV��

ͼ6 ����̬��ʱЧ̬����ͭĸ�ı�����Ӳ�ȵķֲ�
Fig. 6 Surface microhardness distribution of base metal of QBe2 at solid solution state and aging state
���������㣬ʱЧ̬��ͷĸ��ƽ��Ӳ��Ϊ370HV������̬��ͷĸ��ƽ��Ӳ��(HVs)Ϊ125HV��ʱЧ̬ĸ��(HVs)����Ӳ��ԼΪ����̬����ͭ����Ӳ�ȵ�3������
HVa��HVs (2)
�ɴ˿�֪��ʱЧ̬��ͷ�Ӵ����� ��������ͨ��������ʱ����ʱ����������Q=I2Rt(����IΪ������RΪ�ɽӴ��������ɵĶ�̬���裬tΪͨ��ʱ��)����ˣ��ڽ����ֲ������ۻ�ǰ����ͬ�����£�ʱЧ̬����ͭ��ͷ����õĵ�����ԼΪ����̬��1.73������
��������ͨ��������ʱ����ʱ����������Q=I2Rt(����IΪ������RΪ�ɽӴ��������ɵĶ�̬���裬tΪͨ��ʱ��)����ˣ��ڽ����ֲ������ۻ�ǰ����ͬ�����£�ʱЧ̬����ͭ��ͷ����õĵ�����ԼΪ����̬��1.73������
Qa��1.73Qs (3)
�ɴ˿��ƶϣ�����ͭ�ȴ���״̬��ͬ��ʹ���ϵı���Ӳ�ȷ����ı䣬����Ӳ�ȵı仯Ӱ���˽Ӵ����裬�Ӷ�ʹ�ú��������벻ͬ��ֱ��Ӱ���˺�������������ͬ�����£�����ʱЧ̬����ͭ�Ӵ����Ӳ�ȸ��ڹ���̬�ģ���ˣ���õ���������࣬����㺸���γɵ��ۺ˳ߴ����ͷ�Ŀ����������ߡ�
ƽ������������£�ʱЧ̬����ͭ�ĺ��ӵ���Ϊ4.5 kA���缫ѹ��Ϊ180 N������̬�ĺ��ӵ���Ϊ4.0 kA���缫ѹ��Ϊ128 N����֪�Ӵ�����Ra��Rs�����ӵ���Ia��Is����ɼ����ʱЧ̬����ͭ��ͷ����õĵ����ȴ��ڹ���̬����Qa��Qs��
3 ����
1) ����ͭ��ǰ���ܴ���������ʱЧ�����ĵ㺸��ͷ��ѧ���ܲ������ԡ������ӵ���Ϊ4.0 kA������ʱ��Ϊ5 ms���缫ѹ��Ϊ128 Nʱ������̬��ͷƽ�����������Ϊ60.54 N�������ӵ���Ϊ4.5 kA������ʱ��Ϊ5 ms���缫ѹ��Ϊ180 Nʱ��ʱЧ̬��ͷƽ�����������Ϊ137.28 N��
2) ʱЧ̬�ۺ����ĺ͵ײ�������֯Ϊ����ϸС�ĵ��ᾧ������̬����ͭ�ۺ����ĺ͵ײ�������֯Ϊ����֦������״֦���������ȴ���״̬�µĽ�ͷ��Ӱ����Ϊ��״������ʱЧ̬��Ӱ�����Ŀ��ȴ��ڹ���̬�ġ�
3) ����Ӳ����Ӱ������ͭ��ͷ���ܵ���Ҫ���ء�����Ӳ��Խ�߽Ӵ�����Խ������ͬ���ղ����£���ͷ��õ�������Խ�ߣ���ʱЧ̬��ͷ�������������Լ�ǹ���̬��1.73����
REFERENCES
[1] ���˾�, ����Ƽ, ����Ϫ, ��������, ��������, ʯ������. ������ͭ�Ͻ�����ѧ���ݿ�Ŀ��������ڲ�������е�Ӧ��[J]. �й���ɫ����ѧ��, 2011, 21(10): 2512-2522.
LIU Xing-jun, WANG Cui-ping, GAN Shi-xi, OHNUMA I, KAINUMA R, ISHIAD K. Development of thermodynamic database for copper base alloy systems and its application in material design[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2512-2522.
[2] �� ��, ̷ ��, �� Ƽ, �� ��. ����ͭ�������о�����[J]. ���ϵ���, 2014, 28(23): 100-103.
FAN Ying, TAN Yun, TAO Ping, FENG Jie. Summary of studies on the machanical properties of beryllium bonze[J]. Materials Riew, 2014, 28(23): 100-103.
[3] ������, �ظ���, �� ��, ��ս��, �Ӿ���, �μ���, ������. �������뼰������ϵ��о���չ[J]. �й���ɫ����ѧ��, 2014, 24(5): 1213-1219.
XU De-mei, QIN Gao-wu, LI Feng, WANG Zhan-hong, ZHONG Jing-ming, HE Ji-lin, HE Li-jun. Advance in beryllium and beryllium-containing materials[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1213-1219.
[4] ½ΡΡ, ����, л����, ������, ��С��. NiTiNb��Ƭ���⺸�ӹ��ռ����ͷ����֯������[J]. �й���ɫ����ѧ��, 2014, 24(10): 2940-2945.
LU Wei-wei, CHEN Yu-hua, XIE Ji-lin, WANG Shan-lin, FENG Xiao-song. Laser welding process of NiTiNb foil and microstructure and properties of welding joint[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2940-2945.
[5] �ſ¿�, Ϳ����. �����Ƚ����ӷ���[M]. ������: ��������ҵ��ѧ������, 2007: 10-14.
ZHANG Ke-ke, TU Yi-min. Special advanced connection method[M]. Harbin: Harbin Institute of Technology Press, 2007: 10-14.
[6] �� ǿ, �ųɴ�, ����, ������. ����ͭ��Ƭ����㺸���ռ���ͷ��֯�����о�[J]. �ȼӹ�����, 2015, 44(15): 45-48.
FU Qiang, ZHANG Cheng-cong, CHEN Yu-hua, HUANG Yong-de. Study on process and micro structure and properties of joints in micro-resistance spot welding of beryllium bronze sheets[J]. Hot Working Technology, 2015, 44(15): 45-48.
[7] �촺��, ������. ����ֲڶȶ�����ͭ����㺸��ͷ���ܵ�Ӱ��[J]. �ϲ����մ�ѧѧ��, 2007, 21(2): 63-66.
XU Chun-rong, HUANG Yong-de. Effects of surface roughness on joints properties in small scale resistance spot welding of beryllium copper[J]. Journal of Nanchang Hangkong University, 2007, 21(2): 63-66.
[8] �̷���, ������, �� ƽ, ����ݥ. ���Ͳ��ϵ㺸ʱ����Ӵ����ɵ��о�[J]. ����ѧѧ��(��Ȼ��ѧ�빤�̼�����), 2002, 35(1): 10-14.
CHENG Fang-jie, LIAN Jin-rei, SHAN Ping, HU Sheng-sun. Study on the surface contact rules of representative materials in spot welding[J]. Journal of Tan Jin University (Science and Technology), 2002, 35(1):10-14.
[9] TAN W, LAWSON S, ZHOU Y. Effects of Au plating on dynamic resistance during small-scale resistance spot welding of thin Ni sheets[J]. Metallurgical and Materials Transactions A, 2005, 36: 1901-1910.
[10] ELY K J, ZHOU Y. Micro-resistance spot welding of kovar, steel and nickel[J]. Science and Technology of Welding and Joining, 2001, 6(2): 63-72.
[11] ����, л����, �� Ȫ, ������. ͭ/����������㺸��ͷ�γɻ���[J]. ����ѧ��, 2015, 36(9): 35-38.
CHEN Yu-hua, XIE Ji-lin, NI Quan, HUANG Yong-de. Formation mechanism of copper/nickel coated steel dissimilar metals joint by micro spot resistance welding[J]. Transactions of the China Welding Institution, 2015, 36(9): 35-38.
[12] л����, �� ��, �ƺ���. ������״����֯ͭ��ͭ�Ͻ�ij���չ������Ϊ�����������[J]. �й���ɫ����ѧ��, 2011, 21(10): 2325-2335.
XIE Jian-xin, WANG Yu, HUANG Hai-you. Extreme plastic extensibility and ductility improvement mechanisms of continuous columnar-grained copper and copper alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2325-2335.
[13] ������, �� ��, ������, ��־��, �����, �� ��. �α�ʱЧ���նԵ���Cu-Ni-Be�Ͻ���ѧ���ܺ͵絼�ʵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2010, 41(2): 509-512.
LIU Chu-ming, LIU Na, ZENG Xiang-liang, LI Hui-zhong, XU Lei. Effects of deformation aging on mechanical properties and electricity conductivity of Cu-Ni-Be alloy[J]. Journal of Central South University (Science and Technology), 2010, 41(2): 509-512.
[14] FUKUMOTO S, ZHOU Y. Mechanism of resistance microwelding of crossed fine nickel wires[J]. Metall Meter Trans A, 2004, 35(10): 3165-3176.
[15] ������, �߸�ȫ, ����Դ. ���Ͻ𱡱ڼ��ĵ㺸�����洦�������о�[J]. �ִ����칤��, 2003(1): 47-49.
PENG Chang-yong, GAO Fu-quan, FAN Ru-yuan. The technical study of the spot welding and surface treating on thin-slab structure of aluminum alloy[J]. Machinery Manufacturing Engineer, 2003(1): 47-49.
[16] TAN W, ZHOU Y, KERR H W, LAWSON S. A study of dynamic resistance during small scale resistance spot welding of thin Ni sheets[J]. Applied Physics, 2004, 37: 1998-2008.
Effect of heat treatment before welding on properties of micro-resistance spot welded joints of QBe2
HUANG Yong-de1, MAO Jin-rong1, FU-qiang1, ZHANG Cheng-cong2, HE Peng3
(1. School of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Nanchang 330063, China;
2. Shanghai Spaceflight Manufacture (Group) Co., Ltd., Shanghai 200245, China;
3. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The beryllium bronze sheets with thickness of 0.1 mm at solid solution state and aging state were welded successfully by the micro-resistance spot method. The effects of heat treatment before welding on the microstructure, mechanical properties of the lap joints were researched. The results show that after heat treatment, the mechanical performances of the joints produced at aging state are obviously superior to those at solid solution state. The average tensile shear force of the joints made by beryllium bronze at solid solution state is 60.54 N. And the nugget zone is characterized by fine cellular crystals, equiaxial dendrite and dendritic columnar crystals. However, the average value of the joints produced with aging state reaches to 137.28 N. The nugget consists of cellular crystal and the fine equiaxed grains. At the same process parameters, the heat input of beryllium bronze joints with aging state is about 1.73 times higher than that at solid solution state.
Key words: beryllium bronze; heat treatment before welding; micro-resistance spot welding; mechanical property; microstructure
Foundation item: Project(SAST201209) supported by Shanghai Aerospace Science and Technology Innovation Fund, China; Project(15YF1405400) supported by Soil Plan of Shanghai Youth Science and Technology Talents
Received date: 2015-10-23; Accepted date: 2016-03-20
Corresponding author: HUANG Yong-de; Tel: +86-791-83863023; E-mail: huangydhm@nchu.edu.cn
(�༭ ����)
������Ŀ���Ϻ�����Ƽ����»���������Ŀ(SAST201209)���Ϻ�������Ƽ�Ӣ����ƻ���Ŀ(15YF1405400)
�ո����ڣ�2015-10-23�������ڣ�2016-03-20
ͨ�����ߣ������£������ڣ���ʿ���绰��0791-83863023��E-mail��huangydhm@nchu.edu.cn
ժ Ҫ����������㺸�����ɹ�ʵ��0.1 mm������ͭ��Ƭ�����ӣ��о�����ͭ��ǰ���ܴ���(����̬)������ʱЧ����(ʱЧ̬)�Դ�ӽ�ͷ��ѧ���ܺ�����֯��Ӱ�졣�������������ͭ����ͬ�ȴ�����ʱЧ̬��ͷ�Ŀ����������Ը��ڹ���̬�ġ�����̬����ͭ��ͷ�����ƽ����������Ϊ60.54 Nʱ���ۺ��ɽ�С�İ�״�����ϴ�ĵ���֦������״֦����ɣ�ʱЧ̬��ͷ���ƽ����������Ϊ137.28 Nʱ���ۺ��ɽϴ�İ�״���;���ϸС�ĵ��ᾧ��ɡ�����ͬ���ղ����£�ʱЧ̬��ͷ��õ���������ԼΪ����̬��ͷ��1.73����
[2] �� ��, ̷ ��, �� Ƽ, �� ��. ����ͭ�������о�����[J]. ���ϵ���, 2014, 28(23): 100-103.
[5] �ſ¿�, Ϳ����. �����Ƚ����ӷ���[M]. ������: ��������ҵ��ѧ������, 2007: 10-14.
[6] �� ǿ, �ųɴ�, ����, ������. ����ͭ��Ƭ����㺸���ռ���ͷ��֯�����о�[J]. �ȼӹ�����, 2015, 44(15): 45-48.
[7] �촺��, ������. ����ֲڶȶ�����ͭ����㺸��ͷ���ܵ�Ӱ��[J]. �ϲ����մ�ѧѧ��, 2007, 21(2): 63-66.
[11] ����, л����, �� Ȫ, ������. ͭ/����������㺸��ͷ�γɻ���[J]. ����ѧ��, 2015, 36(9): 35-38.
[15] ������, �߸�ȫ, ����Դ. ���Ͻ𱡱ڼ��ĵ㺸�����洦�������о�[J]. �ִ����칤��, 2003(1): 47-49.
